ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к технической области электронных сигаретных наборов, а в частности, к распылительному устройству, распылительному узлу и способу изготовления распылительного узла.
УРОВЕНЬ ТЕХНИКИ
[0002] Технология электрического распыления с нагревом заключается в использовании электрической энергии для нагрева способной к распылению жидкости, чтобы она достигала точки кипения для получения аэрозоля, смешиваемого с воздухом.
[0003] Распылительный сердечник представляет собой сердцевинную часть распылителя, и ключевая особенность распылительного сердечника состоит в подгонке и соответствии проводящего жидкость материала и нагревательного материала. Нагревательный элемент и проводящий жидкость материал должны быть хорошо связаны. Хотя если нагревательный элемент соответствует требованию по сопротивлению, он, как правило, имеет низкую прочность и подвержен деформации.
[0004] В отличие от других способов электрического нагрева, в связи с тем, что электронное распылительное устройство ограничено объемом и сценарием использования, характеристики использования устройства являются следующими: каждый раз время работы является коротким (поскольку курение пользователя, как правило, происходит в пределах 5 секунд), и частота использования является высокой (может использоваться более 100-200 раз в день). Принцип электронного распылительного устройства заключается в нагреве способной к распылению жидкости для немедленного ее испарения при высокой температуре. Следовательно, требуется, чтобы работа нагревательного элемента могла мгновенно достигать точки кипения способной к распылению жидкости. Основные компоненты способной к распылению жидкости представляют собой пропиленгликоль и глицерин, а температура кипения такой смешанной жидкости составляет приблизительно 230 градусов Цельсия.
[0005] Однако, ограничиваясь этими условиями, выбор материала нагревательного элемента является тонким (как правило, он представляет собой круглую проволоку диаметром 0,2 мм, то есть с площадью поперечного сечения 0,0314 мм²), так что прочность такого нагревательного элемента является слабой, и трудно обеспечить поддерживающую силу для обеспечения контакта между нагревательным элементом и проводящим жидкость хлопковым элементом. Следовательно, в промышленности такую проволоку часто сматывают в спиралевидную форму, но все еще остается проблема плохого контакта, а также легко происходит сухое горение.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0006] Техническая проблема, подлежащая решению посредством настоящего изобретения, в свете дефектов плохого контакта и легкого сухого горения нагревательного элемента и проводящего жидкость хлопкового элемента в предшествующем уровне техники, заключается в предложении распылительного устройства, распылительного узла и способа изготовления распылительного узла.
[0007] Техническое решение, предложенное в настоящем изобретении для решения указанной технической проблемы, заключается в предложении распылительного узла, включающего в себя первый проводящий жидкость элемент, нагревательный узел и по меньшей мере один электрод; причем
[0008] первый проводящий жидкость элемент является гибким и выполнен с возможностью поглощения способной к распылению среды,
[0009] нагревательный узел прикреплен к первому проводящем жидкость элементу посредством пришивания, и
[0010] электрод соединен с нагревательным узлом таким образом, что нагревательный узел нагревает и распыляет способную к распылению среду в первом проводящем жидкость элементе при подаче на него электричества.
[0011] В некоторых вариантах осуществления нагревательный узел включает в себя первую проволоку и вторую проволоку, которые являются гибкими, причем вторая проволока является электропроводящей, а первая проволока и вторая проволока пришиты к первому проводящему жидкость элементу с двух противоположных сторон первого проводящего жидкость элемента, соответственно, и переплетены друг с другом.
[0012] В некоторых вариантах осуществления место переплетения второй проволоки и первой проволоки находится в первом проводящем жидкость элементе или находится на одном уровне с поверхностью первого проводящего жидкость элемента.
[0013] В некоторых вариантах осуществления первая проволока является электропроводящей, а сопротивление второй проволоки меньше, чем сопротивление первой проволоки.
[0014] В некоторых вариантах осуществления нагревательный узел включает в себя вторую проволоку, помещенную в первый проводящий жидкость элемент, причем вторая проволока является электропроводящей.
[0015] В некоторых вариантах осуществления вторая проволока помещена между двумя противоположными сторонами первого проводящего жидкость элемента.
[0016] В некоторых вариантах осуществления вторая проволока включает в себя по меньшей мере одну нагревательную секцию, причем по меньшей мере одна нагревательная секция включает в себя первую секцию, расположенную на первой поверхности первого проводящего жидкость элемента, вторую секцию, помещенную в первый проводящий жидкость элемент, и третью секцию, расположенную на второй поверхности первого проводящего жидкость элемента.
[0017] В некоторых вариантах осуществления нагревательный узел включает в себя нагревательный элемент и крепежную нить, которая пришита к первому проводящему жидкость элементу для прикрепления нагревательного элемента.
[0018] В некоторых вариантах осуществления нагревательный элемент включает в себя по меньшей мере один нагревательный контур, а по меньшей мере один электрод включает в себя первый электрод и второй электрод, которые соединены с двумя концами указанного по меньшей мере одного нагревательного контура, соответственно.
[0019] В некоторых вариантах осуществления нагревательный элемент также включает в себя ряд опорных частей, соединенных с указанным по меньшей мере одним нагревательным контуром, соответственно, причем к опорным частям пришита крепежная нить.
[0020] В некоторых вариантах осуществления изобретения форма нагревательного элемента представляет собой одну форму или комбинацию из сетчатой формы, линейной формы или листовой формы.
[0021] В некоторых вариантах осуществления электрод и нагревательный элемент представляют собой выполненную за одно целое конструкцию, или электрод образован посредством пришивания проводящей проволоки к первому проводящему жидкость элементу.
[0022] Предложено распылительное устройство, включающее в себя указанный распылительный узел.
[0023] Предложен способ изготовления распылительного узла, включающий в себя следующие этапы:
[0024] обеспечение проводящей жидкость основы, которая является гибкой; и
[0025] пришивание нагревательного узла к проводящей жидкость основе.
[0026] В некоторых вариантах осуществления способ также включает в себя следующие этапы:
[0027] обеспечение первой проволоки и второй проволоки, которые являются гибкими, причем вторая проволока является электропроводящей, и пришивание первой проволоки и второй проволоки к проводящей жидкость основе с двух противоположных сторон проводящей жидкость основы, которые подлежат переплетению друг с другом для образования нагревательного узла.
[0028] В некоторых вариантах осуществления способ также включает в себя следующие этапы:
[0029] обеспечение второй проволоки, которая является гибкой и электропроводящей, и помещение второй проволоки в проводящую жидкость основу и пришивание к ней для образования нагревательного узла.
[0030] В некоторых вариантах осуществления предусмотрены нагревательный элемент и крепежная нить, причем нагревательный элемент пришивают и прикрепляют к проводящей жидкость основе посредством крепежной нити для образования нагревательного узла.
[0031] В некоторых вариантах осуществления нагревательный узел снабжен электродом, к проводящей жидкость основе пришивают ряд нагревательных узлов зонированным образом, причем распылительный узел с нагревательным узлом и электродом образован посредством продольной резки; или,
[0032] ряд нагревательных узлов расположены на проводящей жидкость основе зонированным образом, и на проводящей жидкость основе предусмотрены электроды, соответствующие различным нагревательным узлам, причем распылительный узел с нагревательным узлом и электродом образован посредством продольной резки.
[0033] Реализация распылительного устройства, распылительного узла и способа изготовления распылительного узла в соответствии с настоящим изобретением обеспечивает следующие выгодные эффекты: нагревательный узел распылительного узла может быть изготовлен для первого проводящего жидкость элемента посредством пришивания, производство является относительно простым и легким для реализации, нагревательный материал прикреплен к проводящей жидкость основе на основании принципа пришивания для образования распылительного узла с хорошей надежностью, легкого для серийного производства и имеющего хороший контакт между нагревателем и проводящей жидкость основой, а также решаются проблемы, связанные с тем, что гибкая проводящая жидкость основа, такая как проводящий жидкость хлопковый элемент, склонна к плохому контакту с нагревательным узлом во время применения, что приводит к сухому горению, нагревательный узел подвержен деформации, и во время сборки затруднен захват.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0034] Объект настоящего изобретения будет описан еще более подробно ниже на основе приведенных для примера чертежей. На сопроводительных чертежах:
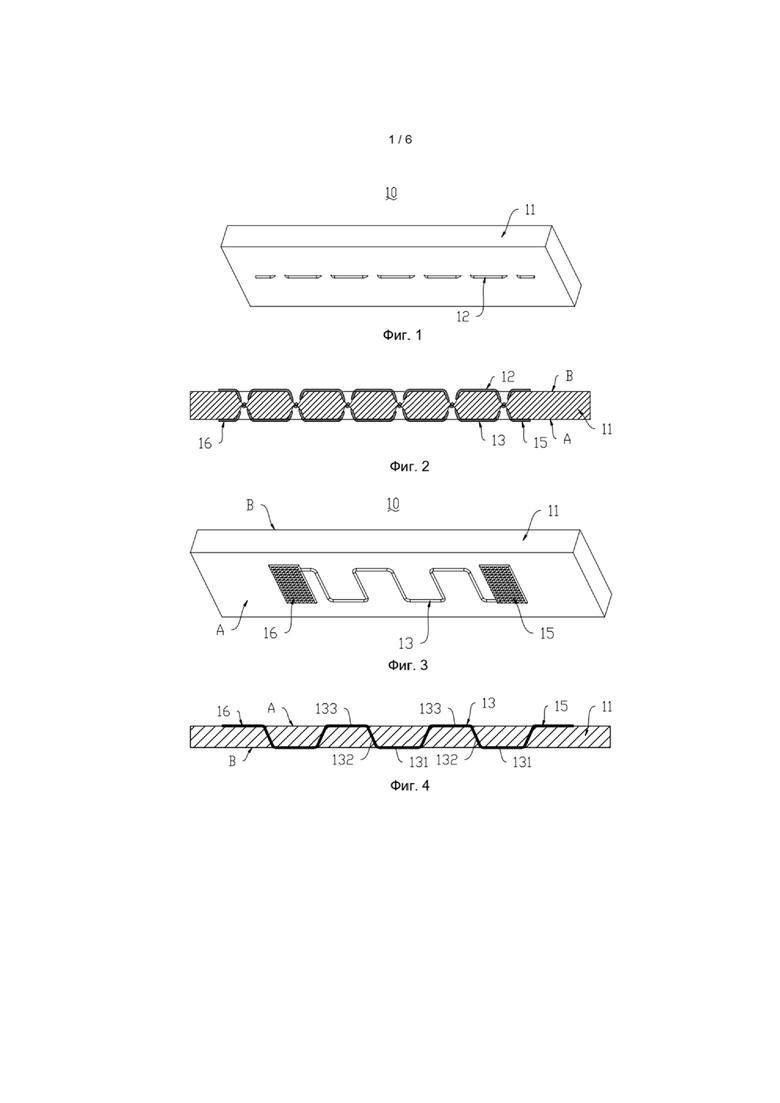
[0035] На фиг. 1 показана трехмерная структурная схема распылительного узла, когда первая проволока и вторая проволока пришиты к первому проводящему жидкость элементу в соответствии с первым вариантом осуществления настоящего изобретения;
[0036] На фиг. 2 показана структурная схема в разрезе распылительного узла по фиг. 1;
[0037] На фиг. 3 показана трехмерная структурная схема распылительного узла в соответствии с вторым вариантом осуществления настоящего изобретения;
[0038] На фиг. 4 показана структурная схема в разрезе распылительного узла по фиг. 3;
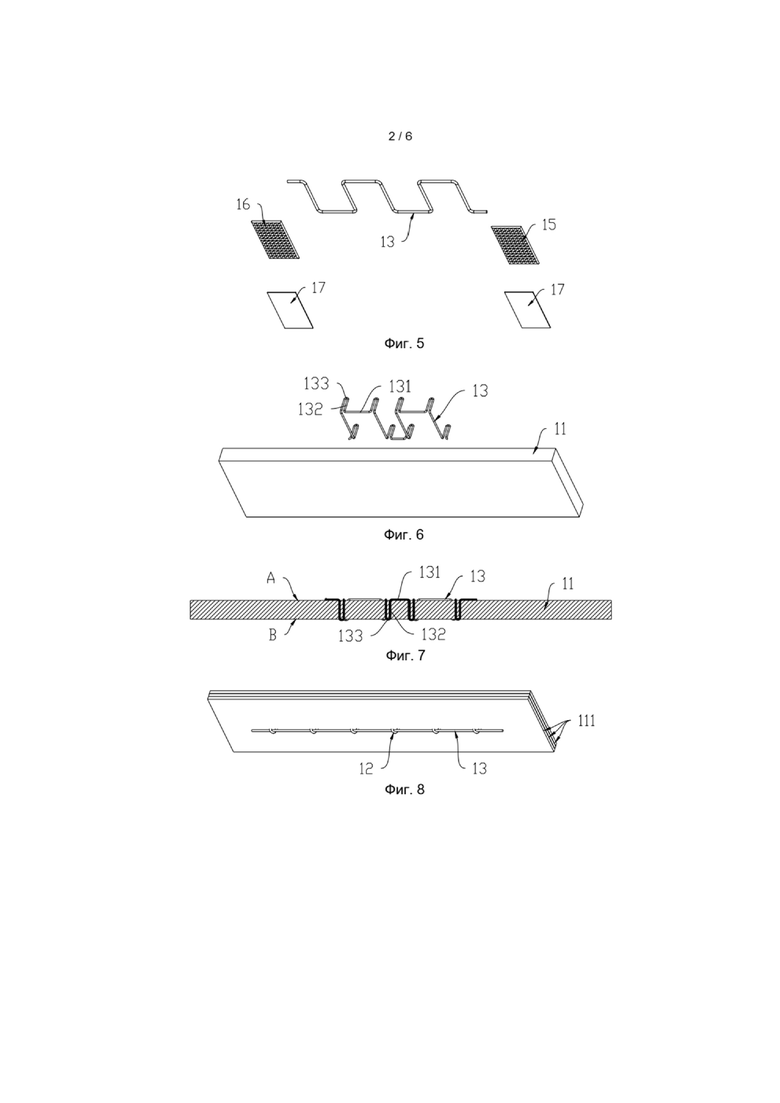
[0039] На Фиг. 5 показана покомпонентная схема второй проволоки, электрода и проводящего слоя по фиг. 3;
[0040] На фиг. 6 показана структурная схема, изображающая другой способ пришивания второй проволоки в соответствии с вторым вариантом осуществления настоящего изобретения;
[0041] На фиг. 7 показана структурная схема в разрезе распылительного узла по фиг. 6;
[0042] На фиг. 8 показана трехмерная структурная схема распылительного узла в соответствии с другим вариантом осуществления, в котором первый проводящий жидкость элемент включает в себя три слоя проводящих жидкость слоев, а вторая проволока находится на одном уровне с распылительной поверхностью, на которой она расположена;
[0043] На фиг. 9 показана структурная схема в разрезе распылительного узла по фиг. 8;
[0044] На фиг. 10 показана структурная схема первой проволоки и второй проволоки после пришивания по фиг. 8;
[0045] На фиг. 11 показана структурная схема, на которой изображены две вторых проволоки, изогнутые назад и вперед для выполнения расположенных с пересечением двух вторых проволок;
[0046] На фиг. 12 показана структурная схема, на которой изображены две вторых проволоки, изогнутые назад и вперед для выполнения расположенных параллельно и рядом двух вторых проволок;
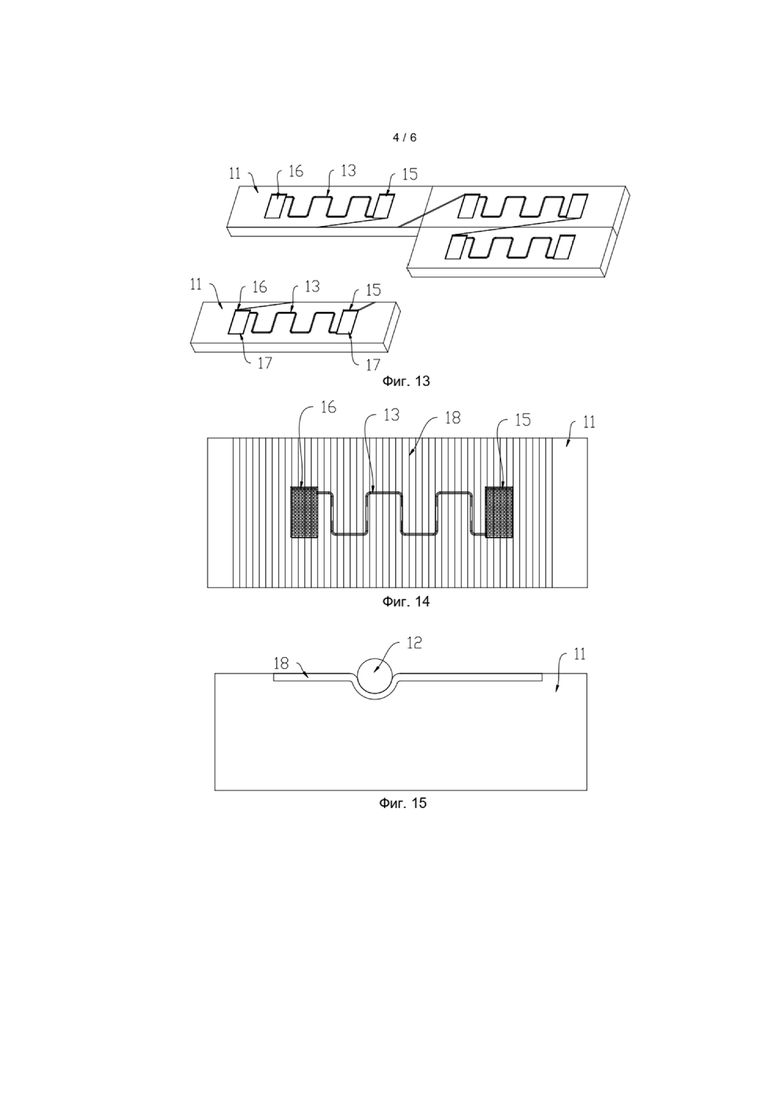
[0047] На фиг. 13 показана структурная схема в разрезе распылительного узла после пришивания первой проволоки, второй проволоки и электрода проводящему жидкость хлопковому элементу;
[0048] На фиг. 14 показана структурная схема пришивания первой проволоки, второй проволоки и электрода после пришивания опорной линии на первый проводящий жидкость хлопковый элемент;
[0049] На фиг. 15 показана структурная схема, на которой изображено, что опорная линия поддерживает вторую проволоку по фиг. 14;
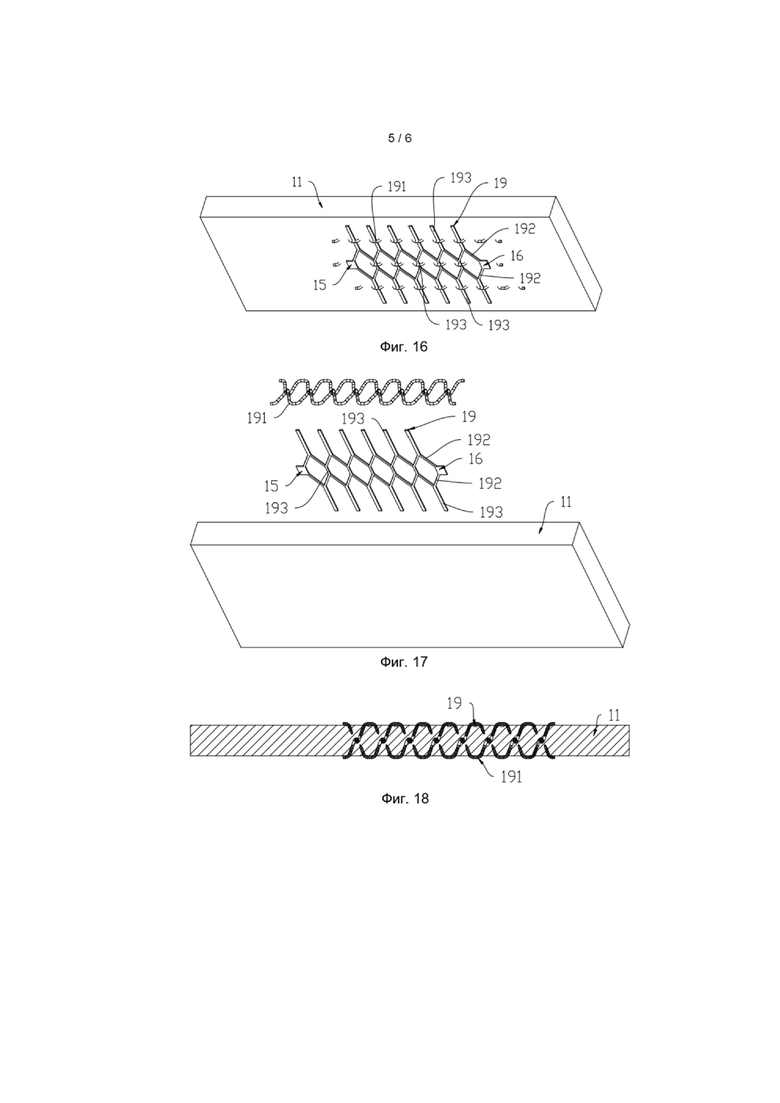
[0050] На фиг. 16 показана трехмерная структурная схема распылительного узла в соответствии с третьим вариантом осуществления;
[0051] На фиг. 17 показана покомпонентная схема распылительного узла по фиг. 16;
[0052] На фиг. 18 показана структурная схема в разрезе распылительного узла по фиг. 16; и
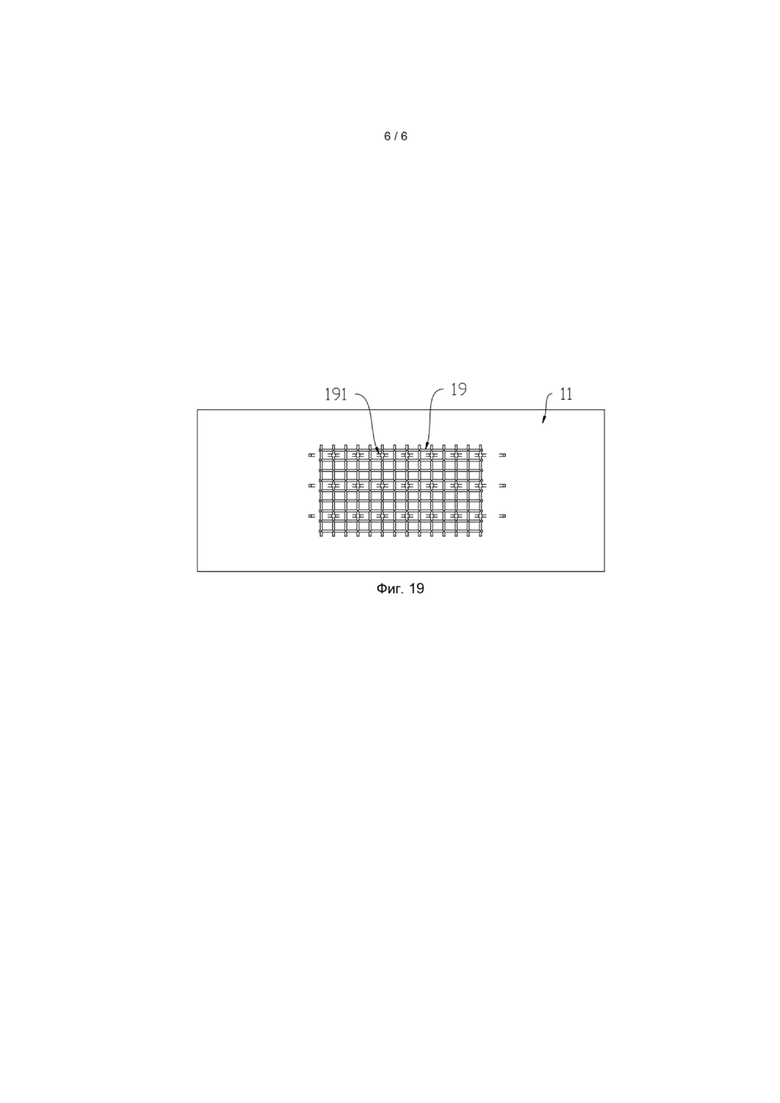
[0053] На фиг. 19 показана структурная схема распылительного узла, когда его нагревательный элемент снабжен отверстиями в соответствии с третьим вариантом осуществления.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0054] Для лучшего понимания технических признаков, целей и эффектов настоящего изобретения, ниже будут подробно описаны конкретные варианты осуществления настоящего изобретения со ссылкой на сопроводительные чертежи.
[0055] Распылительное устройство в предпочтительном варианте осуществления настоящего изобретения включает в себя распылитель и батарейный узел. Распылитель включает в себя корпус, а также полость для хранения жидкости и распылительный узел 10, которые расположены в указанном корпусе. Полость для хранения жидкости выполнена с возможностью хранения способной к распылению среды. Распылительный узел 10 может поглощать способную к распылению среду. Когда на распылительный узел 10 подано электричество посредством батарейного узла, может нагреваться способная к распылению среда на распылительном узле 10 для создания аэрозолей для вытекания.
[0056] Как показано на фиг. 1-7, распылительный узел 10 включает в себя первый проводящий жидкость элемент 11, нагревательный узел и электрод. Первый проводящий жидкость элемент 11 выполнен из гибкого материала. Как правило, первый проводящий жидкость элемент 11 снабжен отверстиями или выполнен из тканого материала, а также выполнен с возможностью поглощения способной к распылению среды. Нагревательный узел прикреплен к первому проводящему жидкость элементу 11 посредством пришивания, а электрод электрически соединен с нагревательным узлом. Когда на электрод подана энергия, на нагревательный узел подается энергия для генерации тепла для распыления способной к распылению среды на первом проводящем жидкость элементе 11.
[0057] В некоторых вариантах осуществления первый проводящий жидкость элемент 11 включает в себя распылительную поверхность A и поверхность B для входа жидкости. Как правило, распылительная поверхность A и поверхность B для входа жидкости расположены на двух противоположных сторонах первого проводящего жидкость элемента 11, соответственно. Способная к распылению среда поступает в первый проводящий жидкость элемент 11 с поверхности В для входа жидкости, и поглощенную способную к распылению среду нагревают для создания аэрозоля при подаче питания на нагревательный узел, затем создаваемый аэрозоль вытекает из распылительной поверхности А при помощи потока воздуха, так что вход жидкости и распыление не пересекаются. Предпочтительно, распылительная поверхность A снабжена вогнуто-выпуклой конструкцией, которая обеспечивает возможность встраивания нагревательного узла в поверхность первого проводящего жидкость элемента 11, увеличивая область контакта между нагревательным узлом и первым проводящим жидкость элементом 11.
[0058] Как показано на фиг. 8 и фиг. 9, первый проводящий жидкость элемент 11 может включать в себя один слой проводящего жидкость слоя 111 или может включать в себя более одного слоя проводящего жидкость слоя 111, уложенного слоями. При использовании множества слоев проводящих жидкость слоев 111 для улучшения эффекта использования между различными слоями сохраняют зазоры, которые могут хранить часть способной к распылению жидкости. Между тем, многослойный первый проводящий жидкость элемент 11 сшивают в целую конструкцию, которая также является удобной для последующей сборки. Кроме того, указанная многослойная конструкция может быть выполнена из различных материалов таким образом, что могут быть учтены некоторые требования, например, что сторона входа жидкости должна быть выполнена из материала с быстрой проводимостью жидкости и хорошей блокировкой масла, а часть, которая плотно прикреплена ко второй проволоке 13, должна быть выполнена из материала с высокой термостойкостью, так что проблема может быть хорошо решена посредством применения многослойного первого проводящего жидкость элемента 11.
[0059] Когда первый проводящий жидкость элемент 11 представляет собой многослойный проводящий жидкость слой 111, проводящий жидкость слой 111 распылительной поверхности A первого проводящего жидкость элемента 11 может быть выполнен из одного из следующих материалов: льняной хлопковый тканый материал или арамидный волокнистый тканый материал, или может быть образован посредством переплетения вышеуказанных нескольких материалов, или может быть выполнен из некоторых устойчивых к высокой температуре смешанных материалов.
[0060] Кроме того, когда первый проводящий жидкость элемент 11 представляет собой многослойный проводящий жидкость слой 111, проводящий жидкость слой 111 поверхности В для входа жидкости первого проводящего жидкость элемента 11 может быть выполнен из одного или комбинации из нетканого материала, сетки и сетчатого хлопка. Кроме того, поверхность B для входа жидкости снабжена канавками или отверстиями сетки таким образом, что проводимость жидкости будет выше, что обеспечивает возможность своевременной подачи жидкости во время распыления и предупреждает сухое горение, происходящее вследствие недостаточной подачи жидкости.
[0061] Первый проводящий жидкость элемент 11 может быть использован в комбинации с другим проводящим жидкость хлопковым элементом. Предпочтительно, распылительный узел 10 также включает в себя второй проводящий жидкость элемент, прикрепленный к первому проводящему жидкость элементу 11, причем второй проводящий жидкость элемент расположен на стороне, противоположной распылительной поверхности A.
[0062] Второй проводящий жидкость элемент может представлять собой проводящий жидкость хлопковый элемент, пористый керамический элемент или хлопковый элемент для хранения жидкости или т.п. Объединенная форма второго проводящего жидкость элемента и первого проводящего жидкость элемента 11 может представлять собой плоскую пластинчатую форму или может быть свернута в столбчатую форму, трубчатую форму или изогнутую форму.
[0063] Кроме того, как показано на фиг. 1 и фиг. 2, в первом варианте осуществления нагревательный узел включает в себя первую проволоку 12 и вторую проволоку 13, которые являются гибкими. Предпочтительно, вторая проволока 13 выполнена из электропроводящего материала. Первая проволока 12 и вторая проволока 13 пришиты к первому проводящему жидкость элементу 11 с двух противоположных сторон первого проводящего жидкость элемента 11, соответственно, и переплетаются друг с другом и прикреплены к первому проводящему жидкость элементу 11 с двух сторон, соответственно.
[0064] Кроме того, электроды включают в себя первый электрод 15 и второй электрод 16, которые соответственно электрически соединены с нагревательным узлом и, предпочтительно, соединены с двумя концами нагревательного узла, а также соединены с батарейным узлом через контакты или проводящую проволоку для подачи питания на нагревательный узел. В других вариантах осуществления электроды могут включать в себя множество электродов, которые могут быть соединены с батарейным узлом, соответственно.
[0065] Соответственно, в варианте осуществления сторона, на которой расположена вторая проволока 13, представляет собой распылительную поверхность A, а сторона, на которой расположена первая проволока 12, представляет собой поверхность B для входа жидкости. Способная к распылению среда поступает в первый проводящий жидкость элемент 11 со стороны, где находится первая проволока 12. При подаче энергии на вторую проволоку 13, выполненную из проводящего материала, поглощенная способная к распылению среда нагревается и создается аэрозоль, который под действием воздушного потока вытекает со стороны, где расположена вторая проволока 13. Конечно, когда первая проволока 12 выполнена из проводящего материала, а вторая проволока 13 выполнена из непроводящего материала, поверхность B для входа жидкости и распылительная поверхность A меняются местами. Или, в качестве альтернативы, как первая проволока 12, так и вторая проволока 13 выполнены из проводящего материала, и обе стороны распыляются одновременно, причем жидкость может поступать с концевой части или боковой стороны.
[0066] Кроме того, в некоторых вариантах осуществления первая проволока 12 может быть выполнена из непроводящего материала, и, конечно, первая проволока 12 также может быть выполнена из проводящего материала. Когда первая проволока 12 выполнена из проводящего материала, сопротивление второй проволоки 13 меньше, чем сопротивление первой проволоки 12.
[0067] В соответствии с принципом пришивания швейной машины первая проволока 12 и вторая проволока 13 с различными сопротивлениями с двух сторон переплетаются с образованием выполненной за одно целое конструкции с первым проводящим жидкость элементом 11. По меньшей мере одна из первой проволоки 12 и второй проволоки 13 может генерировать тепло. Вторая проволока 13, которая может генерировать тепло, прикреплена к первому проводящему жидкость элементу 11, который может обеспечивать возможность контакта между второй проволокой 13 и первым проводящим жидкость элементом 11, и способствует нагреву и распылению, так что предотвращается проблема сухого горения, и может быть реализовано массовое производство.
[0068] В соответствии с принципом пришивания швейной машины одна из проволок преобразуется в проводящую нагревательную проволоку, причем нагревательная проволока прикрепляется к первому проводящему жидкость элементу 11 таким образом, что нагревательная проволока поддерживается объектом и не легко отделяется от проводящей жидкость основы, при этом может быть достигнуто крупносерийное производство, а стоимость производства будет низкой.
[0069] Кроме того, нагревательный узел прикрепляется посредством пришивания и имеет хороший контакт с первым проводящим жидкость элементом 11 таким образом, что предупреждается ослабление. Для первой проволоки 12 и второй проволоки 13 могут использовать более тонкие проволоки, и поскольку площади сечения первой проволоки 12 и второй проволоки 13 могут быть меньше, чем у проволок предшествующего уровня техники, скорость теплового запуска является высокой, рассеяние тепла также является быстрым, и меньшая мощность может использоваться для приведения в действие распылительного узла 10, который является более энергосберегающим. Крупномасштабное производство облегчается в том режиме, в котором первую проволоку 12 и вторую проволоку 13 переплетают после пришивания. В процессе формования проволоки, как правило, используют волочение проволоки, образующейся через канал волочильной пластины, и могут точно контролировать размеры первой проволоки 12 и второй проволоки 13, что может сделать сопротивление распылительного узла 10 более стабильным.
[0070] Как правило, проводящий материал второй проволоки 13 представляет собой одну или комбинацию проволоки из проводящего металлического сплава, проволоки из проводящего металлического волокна, проволоки из проводящего углеродного волокна и проволоки из проводящего графита, который генерирует тепло при подаче тока таким образом, что вторая проволока 13 генерирует тепло при подаче энергии. В некоторых вариантах осуществления изобретения для второй проволоки 13 могут использовать круглую проволоку с диаметром проволоки в диапазоне от 0,03 мм до 0,2 мм и, предпочтительно, 0,11 мм, которая является относительно правильной по диаметру, и которую нелегко сломать, а также относительно тонкой и мягкой, чтобы ее можно было легко изгибать, и между тем могут быть выполнены некоторые требования распылительного устройства по сопротивлению. Необязательный материал второй проволоки 13 может представлять собой металлический материал, такой как сплав на основе никеля, сплав серии нержавеющей стали, хромсодержащий сплав, титансодержащий сплав, вольфрамсодержащий сплав, молибденсодержащий сплав, железосодержащий сплав или оловосодержащий сплав, или может представлять собой неметаллический проводящий материал, такой как проволока из углеродного волокна или графитовая проволока, или также может представлять собой нитевидную форму, скрученную одной или двумя из чрезвычайно тонкой проводящей металлической проволоки и чрезвычайно тонкой проводящей неметаллической проволоки. Проводящая металлическая проволока и проводящая неметаллическая проволока являются относительно тонкими и могут представлять собой тонкую проволоку диаметром от нескольких микрон до десятков микрон, который не ограничен конкретным образом.
[0071] Первая проволока 12, используемая для прикрепления второй проволоки 13, имеет широкий диапазон выбора материала, который может быть либо проводящим материалом, либо непроводящим материалом. Диаметр проволоки первой проволоки 12 также имеет широкий выбор и предпочтительно составляет примерно 0,15 мм для нитевидной формы.
[0072] В частности, первый проводящий жидкость элемент 11 представляет собой проводящий жидкость хлопковый элемент. После пришивания большая часть второй проволоки 13 подвергается воздействию на распылительной поверхности A, а часть второй проволоки 13 незначительно погружена в первый проводящий жидкость элемент 11, так что жидкость на поверхности первого проводящего жидкость элемента 11 может быстро нагреваться до точки кипения для создания распыляемого пара, когда на два конца второй проволоки 13 подана энергия.
[0073] Следует понимать, что вторая проволока 13 может быть изогнута, и способ изгибания может быть способом изгиба назад и вперед или способом изгибания в виде волны. Кроме того, вторая проволока 13 также может быть изогнута, и способ изгибания здесь не ограничен.
[0074] Кроме того, для увеличения площади теплового излучения первый нагревательный узел включает в себя несколько вторых проволок 13, расположенных на одной стороне первого проводящего жидкость элемента 11. Предпочтительно, количество вторых проволок 13 может быть две или более. Различные вторые проволоки 13 могут быть переплетены с образованием сетчатой конструкции, как показано на фиг. 11, или различные вторые проволоки 13 могут быть расположены рядом, как показано на фиг. 12, или могут также быть расположены в комбинации переплетения и расположения рядом. Множество вторых проволок 13 также могут быть изогнуты с образованием сетчатой конструкции.
[0075] Когда вторая проволока 13 является относительно мягкой с точки зрения материала или относительно тонкой с точки зрения диаметра проволоки, место переплетения второй проволоки 13 и первой проволоки 12 может быть заключено в первый проводящий жидкость элемент 11 или может находиться на одном уровне с поверхностью первого проводящего жидкость элемента 11.
[0076] Кроме того, как показано на фиг. 8-10, когда вторая проволока 13 имеет более толстый диаметр проволоки, такой как 0,15 мм или более, вторая проволока 13 может находиться на одном уровне с поверхностью первого проводящего жидкость элемента 11 вследствие ее высокой твердости и трудности изгибания. Когда первая проволока 12 представляет собой относительно мягкую проволоку, такую как хлопчатобумажная нить, льняная нить, арамидное волокно или другая гибкая проволока, вторая проволока 13 может находится на одном уровне с поверхностью первого проводящего жидкость элемента 11 без заключения в первом проводящем жидкость элементе 11 или может быть слегка изогнута.
[0077] В некоторых вариантах осуществления изобретения первая проволока 12 изготовлена из непроводящего материала, и способная к распылению среда поступает в первый проводящий жидкость элемент 11 со стороны, где расположена первая проволока 12. Кроме того, непроводящий материал первой проволоки 12 может представлять собой хлопчатобумажную нить, лен, арамидное волокно, стекловолокнистую пряжу, керамоволокнистую пряжу или другой материал с высокой термостойкостью, которая здесь не ограничена.
[0078] Кроме того, в других вариантах осуществления первая проволока 12 также может быть выполнена из проводящего материала, причем сопротивление второй проволоки 13 будет меньше, чем сопротивление первой проволоки 12. Например, когда способная к распылению среда является относительно вязкой, для первой проволоки 12 используют металлическую проволоку таким образом, что первая проволока 12 также генерирует тепло, что эквивалентно предварительному нагреву до определенной степени жидкости для электронных сигарет, что тем самым уменьшает ее вязкость и, таким образом, ускоряет скорость ее потока.
[0079] Поскольку большая часть поверхности первой проволоки 12 заключена в первом проводящем жидкость элементе 11 или расположена на поверхности В для входа жидкости, и первая проволока 12 находится в контакте со второй проволокой 13 первого проводящего жидкость элемента 11, когда первая проволока 12 выполнена из металлического материала, что означает, что первая проволока 12 и вторая проволока 13 находятся в параллельном состоянии, и тепло, генерируемое первой проволокой 12 в направлении, близком к поверхности В для входа жидкости, может играть роль в нагреве жидкости для электронных сигарет, что эквивалентно эффекту предварительного нагрева.
[0080] Первая проволока 12 и вторая проволока 13 расположены параллельно таким образом, что сопротивление второй проволоки 13 должно быть меньше, чем сопротивление первой проволоки 12, что делает мощность второй проволоки 13 выше, чем мощность первой проволоки 12. Благодаря равному напряжению параллельного контура, когда сопротивление второй проволоки 13 меньше, чем сопротивление первой проволоки 12, ток, протекающий через вторую проволоку 13, будет больше, чем ток, протекающий через первую проволоку 12, а температура, создаваемая тепловым эффектом сопротивления первого провода 12, выше.
[0081] В некоторых вариантах осуществления, как показано на фиг. 3 и фиг. 5, первый электрод 15 и второй электрод 16 образованы посредством пришивания проводящей проволоки к первому проводящему жидкость элементу 11, и следует понимать, что один из первого электрода 15 и второго электрода 16 образован посредством пришивания проводящей проволоки к первому проводящему жидкость элементу 11, что способствует серийному и автоматизированному производству указанного распылительного узла.
[0082] Кроме того, первый электрод 15 и второй электрод 16 расположены на одинаковой стороне первого проводящего жидкость элемента 11. Предпочтительно, первый электрод 15, второй электрод 16 и вторая проволока 13 образованы одинаковой проводящей проволокой. Первый электрод 15, второй электрод 16 и вторая проволока 13 могут быть однократно пришиты одной проводящей проволокой, что тем самым повышает эффективность производства.
[0083] Конечно, в других вариантах осуществления также может быть, что первый электрод 15 расположен на стороне, где расположена первая проволока, а второй электрод 16 расположен на стороне, где расположена вторая проволока 13. Первый электрод 15 и первая проволока представляют собой одинаковую проводящую проволоку, так что первый электрод 15 и первая проволока 12 пришиты одной проводящей проволокой. Второй электрод 16 и второй провод 13 представляют собой одинаковую проводящую проволоку, так что второй электрод 16 и вторая проволока 13 пришиты одной проводящей проволокой.
[0084] Кроме того, первый электрод 15 и второй электрод 16, образованные путем пришивания, могут быть оснащены проводящим слоем 17, который может стабилизировать сопротивление и облегчать внешнее соединение выводов или контактов. В некоторых вариантах осуществления проводящий слой 17 образован посредством нанесения покрытия или печати проводящей пасты или проводящего клея.
[0085] Следует понимать, что в других вариантах осуществления проводящий слой 17 также может представлять собой металлический лист, прикрепленный к первому электроду 15 и второму электроду 16. Материал металлического листа может представлять собой никель, нержавеющую сталь, медь, алюминиевую фольгу или т.п. Затем металлический лист может быть проколот и пришит к первому проводящему жидкость элементу 11 посредством пришивания таким образом, что металлический лист и первый проводящий жидкость элемент 11 прикрепляются и соединяются вместе. Преимущество заключается в том, что электрод будет иметь определенную твердость, что делает его более удобным для осуществления контакта с внешним электродом распылителя.
[0086] Кроме того, в некоторых других вариантах осуществления один или оба из первого электрода 15 и второго электрода 16 вставлены в первый проводящий жидкость элемент 11. Предпочтительно, нагревательный узел зажимают и закрепляют в соответствии со способом металлического заклепывания, а затем на распылительный узел подают питание контактным типом посредством контактов или выводным типом посредством проволочных выводов.
[0087] Поскольку первый проводящий жидкость элемент 11 является относительно ворсистым и должен иметь возможность хранить больше жидкости, а между тем, эффект предотвращения утечки жидкости должен быть хорошим, используют ворсистый проводящий жидкость хлопковый элемент. Когда нитевидная первая проволока 12 и вторая проволока 13 нагревательного узла имеют более тонкий диаметр проволоки, такой как диаметр проволоки менее 0,08 мм, вследствие ворсистости проводящего жидкость хлопкового элемента нитевидная траектория для нагрева будет заключена в проводящем жидкость хлопковом элементе, и, таким образом, будет полностью обернута проводящим жидкость хлопковым элементом, в результате чего распыляемый пар не может выходить из проводящего жидкость хлопкового элемента, и на проводящем жидкость хлопковом элементе легко образуется углеродное осаждение.
[0088] Кроме того, как показано на фиг. 14 и фиг. 15, для улучшения вышеуказанных проблем в этом варианте осуществления к первому проводящему жидкость элементу 11 пришиты опорные линии 18 для поддержки первой проволоки 12, второй проволоки 13 и электрода. Для того, чтобы избегать проблемы нагрева вследствие электрической проводимости, опорные линии 18 выполнены из изолирующего материала. В других вариантах осуществления изобретения, в соответствии с диаметрами проволоки первой проволоки 12, второй проволоки 13 и электрода, в случае вероятного возникновения углублений при пришивании первой проволоки 12, второй проволоки 13 и электрода опорные линии 18 могут быть пришиты к положениям, соответствующим первой проволоке 12, второй проволоке 13 и электроду.
[0089] Как правило, опорные линии 18 расположены рядом в одинаковом направлении, а также расположены в шахматном порядке с первой проволокой 12, второй проволокой 13 и электродом, что обеспечивает возможность поддержки первой проволоки 12, второй проволоки 13 и электрода опорными линиями 18. В других вариантах осуществления опорные линии 18 пришиты крест-накрест с образованием сетчатой формы таким образом, что первая проволока 12, вторая проволока 13 и электрод могут поддерживаться опорными линиями 18 независимо от направления, в котором они пришиты.
[0090] Сначала полосообразные или сетчатые опорные линии 18 пришивают к проводящему жидкость хлопковому элементу, а затем нагревательный узел и электроды пришивают к проводящему жидкость хлопковому элементу. Таким образом, нитевидная траектория для нагрева не может быть легко полностью заключена в проводящем жидкость хлопковом элементе благодаря поддержке полосообразной или сетчатой линии.
[0091] Кроме того, в настоящем изобретении предложен способ изготовления распылительного узла 10 в соответствии с первым вариантом осуществления изобретения, включающий в себя следующие этапы:
[0092] обеспечение гибкой проводящей жидкость основы; и
[0093] пришивание нагревательного узла к проводящей жидкость основе.
[0094] При этом предусмотрены гибкая первая проволока 12 и гибкая вторая проволока 13, причем первая проволока 12 является электропроводящей или изолирующей, а вторая проволока 13 является электропроводящей.
[0095] Первая проволока 12 и вторая проволока 13 пришиты к проводящей жидкость основе с двух противоположных сторон проводящей жидкость основы, соответственно, и переплетаются друг с другом с образованием нагревательного узла.
[0096] Кроме того, способ изготовления включает в себя следующие этапы: размещение электрода на проводящей жидкость основе для электрического соединения электрода с нагревательным узлом.
[0097] В частности, способ изготовления также включает в себя следующие этапы: пришивание проводящей проволоки к проводящей жидкость основе с образованием электрода и, кроме того, размещение проводящего слоя 17 на электроде после пришивания электрода.
[0098] В этом варианте осуществления первый электрод 15 и второй электрод 16 расположены на проводящей жидкость основе для электрического соединения первого электрода 15 и второго электрода 16 с нагревательным узлом.
[0099] Способ пришивания регулируют в соответствии с конкретными требованиями формы изгиба и скручивания первой проволоки 12 и второй проволоки 13.
[0100] Кроме того, первый электрод 15 и второй электрод 16 могут быть образованы посредством пришивания проводящей проволоки/проволок. Предпочтительно, когда первый электрод 15 и второй электрод 16 расположены на одной стороне, для первого электрода 15, второго электрода 16 и второй проволоки 13 используют одинаковую проводящую проволоку для пришивания, что может повышать эффективность производства указанного распылительного узла. Конечно, только один из первого электрода 15 и второго электрода 16 может быть выполнен посредством пришивания.
[0101] Предпочтительно, как показано на фиг. 5, способ изготовления также включает в себя следующие этапы: после пришивания первого электрода 15 и второго электрода 16 размещение проводящего слоя 17 на первом электроде 15 и втором электроде 16. В некоторых вариантах осуществления для образования проводящего слоя 17 на первый электрод 15 и второй электрод 16 могут наносить или печатать проводящий клей или проводящую пасту, или для образования проводящего слоя 17 на первый электрод 15 и второй электрод 16 могут пришивать металлический лист.
[0102] Как показано на фиг. 14 и фиг. 15, в некоторых вариантах осуществления перед пришиванием первой проволоки 12, второй проволоки 13 и электрода опорные линии 18 пришивают к проводящей жидкость основе, а затем первую проволоку 12, вторую проволоку 13 и электрод пришивают к опорным линиям 18 для того, чтобы избегать углубления первой проволоки 12, второй проволоки 13 и электрода.
[0103] В сочетании с фиг. 13, когда размер проводящей жидкость основы является небольшим, проводящая жидкость основа может представлять собой первый проводящий жидкость элемент 11. Или к большой проводящей жидкость основе могут заранее пришивать зонированным способом множество наборов нагревательных узлов и электродов. Предпочтительно, несколько наборов нагревательных узлов и электродов пришивают за один раз и соединяют контуры в различных зонах. После завершения пришивания проводящую жидкость основу разрезают с образованием множества распылительных узлов с нагревательными узлами и электродами.
[0104] Как показано на фиг. 3-7, во втором варианте осуществления изобретения нагревательный узел включает в себя вторую проволоку 13, расположенную в первом проводящем жидкость элементе 11. Вторая проволока 13 выполнена из проводящего материала и пришита и вставлена в первый проводящий жидкость элемент 11 для генерирования тепла после подачи на нее электричества для распыления способной к распылению среды на первом проводящем жидкость элементе 11. Предпочтительно, вторая проволока 13 расположена между двумя противоположными сторонами первого проводящего жидкость элемента, причем одна из указанных двух противоположных сторон представляет собой поверхность B для входа жидкости, а другая представляет собой распылительную поверхность A. В других вариантах осуществления изобретения вторая проволока 13 также может быть расположена между другими различными сторонами первого проводящего жидкость элемента в соответствии с требованиями к входу жидкости и распылению.
[0105] В частности, в варианте осуществления вторая проволока 13 включает в себя нагревательную секцию, которая включает в себя первую секцию 131, расположенную на первой поверхности первого проводящего жидкость элемента 11, вторую секцию 132, помещенную в первый проводящий жидкость элемент 11, и третью секцию 133, расположенную на второй поверхности первого проводящего жидкость элемента 11. Длины первой секции 131 и третьей секции 133 не ограничены. Как правило, вторая проволока 13 включает в себя несколько нагревательных секций, пришитых к первому проводящему жидкость элементу 11, и направление прокладки и способ компоновки второй проволоки 13 могут быть выполнены в соответствии с требованиями.
[0106] Как показано на фиг. 11-12, следует понимать, что для увеличения области нагревательного излучения нагревательный узел может включать в себя несколько вторых проволок 13, расположенных на одной стороне первого проводящего жидкость элемента 11. Предпочтительно, количество вторых проволок 13 может быть две или более. Различные вторые проволоки 13 могут быть переплетены с образованием сетчатой конструкции, как показано на фиг. 11, или различные вторые проволоки 13 могут быть расположены рядом, как показано на фиг. 12, или могут также быть расположены в комбинации переплетения и расположения рядом. Множество вторых проволок 13 также могут быть изогнуты с образованием сетчатой конструкции.
[0107] Кроме того, как показано на фиг. 3, электроды включают в себя первый электрод 15 и второй электрод 16, которые соответственно электрически соединены с нагревательным узлом и, предпочтительно, соединены с двумя концами нагревательного узла, а также соединены с батарейным узлом через контакты или проводящими проволоками для подачи питания на нагревательный узел. В других вариантах осуществления изобретения, электроды могут включать в себя множество электродов, которые могут быть соединены с батарейным узлом, соответственно.
[0108] Кроме того, как показано на фиг. 3 и фиг. 4, в настоящем изобретении также предложен способ изготовления распылительного узла 10 в соответствии с первым вариантом осуществления, включающий в себя следующие этапы:
[0109] обеспечение гибкой проводящей жидкость основы;
[0110] пришивание нагревательного узла к проводящей жидкость основе.
[0111] В частности, способ изготовления также включает в себя следующие этапы: обеспечение гибкой второй проволоки 13, которая выполнена из электропроводящего материала, и помещение второй проволоки 13 в проводящую жидкость основу и пришивание к ней для образования нагревательного узла. Предпочтительно, вторую проволоку 13 помещают между двумя противоположными сторонами проводящей жидкость основы.
[0112] Кроме того, способ изготовления включает в себя следующие этапы: размещение электрода на проводящей жидкость основе для электрического соединения электрода с нагревательным узлом.
[0113] В частности, для образования электрода проводящую проволоку пришивают к проводящей жидкость основе, и, кроме того, на электроде после его пришивания размещают проводящий слой 17.
[0114] В некоторых вариантах осуществления первый электрод 15 и второй электрод 16 могут быть образованы посредством пришивания проводящей проволоки/проволок. Предпочтительно, когда первый электрод 15 и второй электрод 16 расположены на одной стороне, для первого электрода 15, второго электрода 16 и второй проволоки 13 используют одинаковую проводящую проволоку для пришивания, что может повышать эффективность производства указанного распылительного узла. Конечно, только один из первого электрода 15 и второго электрода 16 может быть выполнен посредством пришивания.
[0115] Предпочтительно, как показано на фиг. 5, способ изготовления также включает в себя следующие этапы: после пришивания первого электрода 15 и второго электрода 16 размещение проводящего слоя 17 на первом электроде 15 и втором электроде 16. В некоторых вариантах осуществления для образования проводящего слоя 17 на первый электрод 15 и второй электрод 16 могут наносить или печатать проводящий клей или проводящую пасту, или для образования проводящего слоя 17 на первый электрод 15 и второй электрод 16 могут пришивать металлический лист.
[0116] В сочетании с фиг. 13, когда размер проводящей жидкость основы является небольшим, проводящая жидкость основа может представлять собой первый проводящий жидкость элемент 11. Или к большой проводящей жидкость основе могут заранее пришивать зонированным способом множество наборов нагревательных узлов и электродов. Предпочтительно, несколько наборов нагревательных узлов и электродов пришивают за один раз и соединяют контуры в различных зонах. После завершения пришивания проводящую жидкость основу разрезают с образованием множества распылительных узлов с нагревательными узлами и электродами.
[0117] Кроме того, как показано на фиг. 16-18, в третьем варианте осуществления нагревательный узел включает в себя нагревательный элемент 19 и крепежную нить 191. Для прикрепления нагревательного элемента 19 крепежная нить 191 пришита к проводящей жидкость основе. Крепежная нить 191 пришита для прикрепления нагревательного элемента 19 на проводящей жидкость основе, что приводит к хорошему контакту нагревательного элемента 19 с проводящей жидкость основой, обеспечивая тем самым возможность достаточного распыления, тем самым облегчая последующую сборку и делая нагревательный элемент 19 менее склонным к деформации.
[0118] Нагревательный элемент 19 может представлять собой нагревательный лист в виде плоской пластины с нагревательным контуром 192, образованным из плоского металла посредством резки, штамповки, травления или т.п. Предпочтительно, нагревательный элемент 19 может иметь сетчатую форму, и в других вариантах осуществления нагревательный элемент 19 также может иметь сетчатую форму или линейную форму.
[0119] В этом варианте осуществления нагревательный элемент 19 включает в себя два нагревательных контура 192, расположенных рядом, и несколько опорных частей 193, соединенных с нагревательными контурами 192, соответственно. Опорные части 193 и нагревательные контуры 192 соединены друг с другом с образованием сетчатого нагревательного элемента 19. Для присоединения внешнего вывода или осуществления прямого контакта с внешним электродом используют электрод. Электроды включают в себя первый электрод 15 и второй электрод 16, соединенные с двумя концами нагревательных контуров 192, соответственно, для присоединения к источнику питания. После подачи энергии нагревательные контуры 192 генерируют тепло.
[0120] В этом варианте осуществления изобретения первый электрод 15, второй электрод 16 и нагревательный элемент 19 представляют собой выполненное за одно целое конструкцию и могут быть образованы за одно целое. В других вариантах осуществления первый электрод 15 и второй электрод 16 также могут быть образованы посредством пришивания проводящей проволоки/проволок к первому проводящему жидкость элементу 11 и электрически соединены с нагревательным элементом 19.
[0121] В других вариантах осуществления одна или две стороны нагревательных контуров 192 соединены с опорными частями 193. Нагревательные контуры 192 присоединены между электродами и генерируют тепло, когда на электроды на обоих концах подают питание. Опорные части играют роль в соединении множества нагревательных контуров 192 и придании нагревательной части определенной прочности.
[0122] Крепежная нить 191, используемая для крепления нагревательного элемента 19, может представлять собой одну нить, проходящую через проводящий жидкость хлопковый элемент, или две нити, пересекающиеся друг с другом, причем для крепежной нити 191 нужно использовать непроводящую нить или непроводящее волокно. Количество крепежных нитей 191 может быть множество или одна.
[0123] Поскольку ток проходит по кратчайшему расстоянию в контуре, и опорные части, соединенные с нагревательными контурами 192, не образуют цепь, опорные части, присоединенные между двумя нагревательными контурами 192, расположены в цепи, но через них не проходит ток. Следовательно, при нагреве тепло опорных частей будет намного ниже, чем тепло нагревательной части, поскольку тепло в основном передается от нагревательных контуров 192. Следовательно, предпочтительным положением пришивания крепежной нити 191 является положение опорной части нагревательного элемента 19, поскольку температура опорной части нагревательного элемента 19 является относительно низкой, и требование к температурному сопротивлению для крепежной нити 191 для прикрепления нагревательного элемента 19 является относительно низким.
[0124] Нагревательный элемент 19 обеспечивает следующие преимущественные эффекты:
[0125] 1, для облегчения массового производства нагревательный элемент 19 может быть изготовлен посредством штамповки;
[0126] 2, расстояние и форма нагревательного контура 192 нагревательного элемента 19 являются более регулярными, а распределение тепла является более стабильным, сбалансированным и устойчивым.
[0127] 3, электродная часть может быть сконструирована таким образом, что имеет большую площадь, которая удобна для соединения с внешним выводом или осуществления контакта с электродом распылительного устройства.
[0128] Кроме того, как показано на фиг. 19, когда нагревательный элемент 19 имеет сетчатую форму, можно использовать множество более тонких проводящих проволок для вплетения в сетчатую форму, или можно использовать проводящий металлический лист или проводящую тонкую пленку для пробивания или травления для образования целого массива решеток или отверстий сетки, чтобы служить в качестве сетчатой нагревательной конструкции, причем крепежную нить 191 пришивают к первому проводящему жидкость элементу 11 для прикрепления нагревательного элемента 19. Нагревательный элемент 19 выполнен с множеством отверстий сетки, проходящих через него, и имеет определенное значение сопротивления после разрезания до определенного размера, и может быть использован в области резистивного нагрева.
[0129] Нагревательный элемент 19 также может иметь сетчатую форму, образованной посредством переплетения другого проводящего волокна и непроводящего волокна, такого как тканеподобная структура, образованная посредством смешивания и переплетения углеродного волокна и хлопкового волокна. При этом углеродное волокно действует в качестве проводящей проволоки и генерирует тепло после подачи электричества на двух концах для нагрева способной к распылению жидкости. Хлопковое волокно играет роль в проведении жидкости и переплетается с углеродным волокном для того, чтобы обеспечивать хороший крепежный эффект. Проводящая проволока не ограничена углеродным волокном.
[0130] Нагревательный элемент 19 с сетчатой конструкцией, образованной посредством переплетения, как правило, используют в приведенном в технических условиях диапазоне от 50 до 400 ячеек сетки (это относится к количеству отверстий сетки на квадратный дюйм). Отверстие сетки имеет небольшой размер, и вследствие натяжения жидкости жидкость может образовывать между отверстиями сетки пленку таким образом, что маловероятно произойдет утечка масла. Кроме того, различные части нагревательного элемента находятся в контакте с проводящей сеткой для обеспечения большой области распыления.
[0131] Нагревательный элемент 19 является относительно более однородным по теплу, имеет более большую область нагрева и имеет тенденцию генерировать тепло по всей поверхности. Сетчатый нагревательный элемент 19 генерирует тепло более равномерно и имеет более большую площадь нагрева. Расстояние между ячейками сетки и траектория нагрева нагревательного элемента 19 являются более регулярными, а распределение тепла более стабильным, сбалансированным и устойчивым.
[0132] Кроме того, в настоящем изобретении предложен способ изготовления распылительного узла 10 в соответствии с третьим вариантом осуществления изобретения, включающий в себя следующие этапы:
[0133] обеспечение гибкой проводящей жидкость основы;
[0134] пришивание нагревательного узла к проводящей жидкость основе.
[0135] В частности, в этом варианте осуществления способ изготовления также включает в себя следующие этапы: обеспечение нагревательного элемента 19 и крепежной нити 191 и пришивание крепежной нити 191 к проводящей жидкость основе для прикрепления нагревательного элемента 19.
[0136] В этом варианте осуществления электрод и нагревательный элемент 19 представляют собой выполненную за одно целое конструкцию. В других вариантах осуществления, относящихся к первому варианту осуществления и второму варианту осуществления, электрод расположен на проводящей жидкость основе посредством, например, пришивания, а проводящий слой 17 расположен на электроде для электрического соединения электрода и нагревательного элемента 19.
[0137] Когда размер проводящей жидкость основы является небольшим, проводящая жидкость основа может представлять собой первый проводящий жидкость элемент 11. Или к большой проводящей жидкость основе могут заранее пришивать зонированным способом множество наборов нагревательных узлов и электродов. Предпочтительно, несколько наборов нагревательных узлов и электродов пришивают за один раз и соединяют контуры в различных зонах. После завершения пришивания проводящую жидкость основу разрезают с образованием множества распылительных узлов с нагревательными узлами и электродами.
[0138] Вышеуказанный нагревательный узел распылительного узла 10 может быть изготовлен для первого проводящего жидкость элемента 11 способом пришивания, причем конструкция распылительного узла 10 имеет следующие преимущества: производство является относительно простым и легким для реализации, нагревательный материал прикреплен к проводящей жидкость основе на основании принципа пришивания для образования распылительного узла с хорошей надежностью, легкого для серийного производства и имеющего хороший контакт между нагревателем и проводящей жидкость основой, а также решаются проблемы, связанные с тем, что гибкая проводящая жидкость основа, такая как проводящий жидкость хлопковый элемент, склонна к плохому контакту с нагревательным узлом во время применения, что приводит к сухому горению, нагревательный узел подвержен деформации, и во время сборки затруднен захват.
[0139] Следует понимать, что вышеупомянутые технические признаки могут быть использованы в любой комбинации без ограничения.
[0140] Хотя настоящее изобретение было проиллюстрировано и подробно описано на чертежах и вышеприведенном описании, такие иллюстрацию и описание следует рассматривать как иллюстративные или приведенные для примера, а не ограничивающие. Следует понимать, что специалисты в данной области техники могут вносить изменения и модификации в пределах объема следующей формулы изобретения. В частности, настоящее изобретение охватывает дополнительные варианты осуществления с любой комбинацией признаков из различных вариантов осуществления, описанных выше и ниже. Кроме того, заявления, сделанные в настоящем документе и характеризующие настоящее изобретение, относятся к варианту осуществления настоящего изобретения и необязательно ко всем вариантам осуществления.

В настоящем изобретении раскрыты распылительное устройство, распылительный узел и способ изготовления распылительного узла. Техническим результатом является увеличение скорости распыления. Технический результат достигается тем, что распылительный узел содержит проводящий жидкость элемент, нагревательный узел и по меньшей мере один электрод; причем проводящий жидкость элемент является гибким и выполнен с возможностью поглощения способной к распылению среды; нагревательный узел прикреплен к проводящему жидкость элементу посредством пришивания; и при этом указанный по меньшей мере один электрод соединен с нагревательным узлом таким образом, что нагревательный узел нагревает и распыляет способную к распылению среду в проводящем жидкость элементе при подаче на него электричества, а также технический результат достигается распылительным устройством, содержащим такой распылительный узел, и способом изготовления такого распылительного узла. 3 н. и 15 з.п. ф-лы, 19 ил.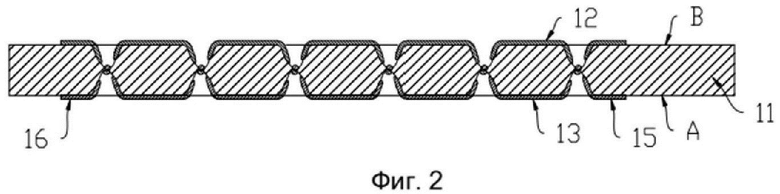
1. Распылительный узел, содержащий проводящий жидкость элемент (11), нагревательный узел и по меньшей мере один электрод;
причем проводящий жидкость элемент (11) является гибким и выполнен с возможностью поглощения способной к распылению среды;
нагревательный узел прикреплен к проводящему жидкость элементу (11) посредством пришивания; и
при этом указанный по меньшей мере один электрод соединен с нагревательным узлом таким образом, что нагревательный узел нагревает и распыляет способную к распылению среду в проводящем жидкость элементе (11) при подаче на него электричества.
2. Распылительный узел по п. 1, в котором нагревательный узел содержит первую проволоку (12) и вторую проволоку (13), которые являются гибкими,
причем вторая проволока (13) является электропроводящей, и
при этом первая проволока (12) и вторая проволока (13) пришиты к проводящему жидкость элементу (11) с двух противоположных сторон проводящего жидкость элемента (11) соответственно и переплетены друг с другом.
3. Распылительный узел по п. 2, в котором место переплетения второй проволоки (13) и первой проволоки (12) находится в проводящем жидкость элементе (11) или находится на одном уровне с поверхностью проводящего жидкость элемента (11).
4. Распылительный узел по п. 2, в котором первая проволока (12) является электропроводящей, а сопротивление второй проволоки (13) меньше, чем сопротивление первой проволоки (12).
5. Распылительный узел по п. 1, в котором нагревательный узел содержит вторую проволоку (13), помещенную в проводящий жидкость элемент (11), причем вторая проволока (13) является электропроводящей.
6. Распылительный узел по п. 5, в котором вторая проволока (13) помещена между двумя противоположными сторонами проводящего жидкость элемента.
7. Распылительный узел по п. 5 или 6, в котором вторая проволока (13) содержит по меньшей мере одну нагревательную секцию, и
при этом указанная по меньшей мере одна нагревательная секция содержит первую секцию (131), расположенную на первой поверхности проводящего жидкость элемента (11), вторую секцию (132), помещенную в проводящий жидкость элемент (11), и третью секцию (133), расположенную на второй поверхности проводящего жидкость элемента (11).
8. Распылительный узел по п. 1, в котором нагревательный узел содержит нагревательный элемент (19) и крепежную нить (191), пришитую к проводящему жидкость элементу (11) для прикрепления нагревательного элемента (19).
9. Распылительный узел по п. 8, в котором нагревательный элемент (19) содержит по меньшей мере один нагревательный контур (192), и
при этом указанный по меньшей мере один электрод содержит первый электрод (15) и второй электрод (16), которые соединены с двумя концами указанного по меньшей мере одного нагревательного контура (192) соответственно.
10. Распылительный узел по п. 9, в котором нагревательный элемент (19) также содержит ряд опорных частей (193), соединенных с указанным по меньшей мере одним нагревательным контуром (192) соответственно, причем крепежная нить (191) пришита к опорным частям (193).
11. Распылительный узел по п. 9, в котором форма нагревательного элемента (19) представляет собой одну форму или комбинацию из сетчатой формы, линейной формы или листовой формы.
12. Распылительный узел по любому из пп. 8-11, в котором указанный по меньшей мере один электрод и нагревательный элемент (19) представляют собой выполненную за одно целое конструкцию или указанный по меньшей мере один электрод образован посредством пришивания по меньшей мере одой проводящей проволоки к проводящему жидкость элементу (11).
13. Распылительное устройство, содержащее:
распылительный узел, в котором проводящий жидкость элемент (11) является гибким, а нагревательный узел прикреплен к проводящему жидкость элементу (11) посредством пришивания.
14. Способ изготовления распылительного узла, включающий: обеспечение проводящего жидкость элемента (11), который является гибким; и пришивание нагревательного узла к проводящему жидкость элементу (11).
15. Способ изготовления распылительного узла по п. 14, дополнительно включающий: обеспечение первой проволоки (12) и второй проволоки (13), которые являются гибкими, причем вторая проволока (13) является электропроводящей, и
пришивание первой проволоки (12) и второй проволоки (13) к проводящему жидкость элементу (11) с двух противоположных сторон проводящего жидкость элемента (11), которые подлежат переплетению друг с другом для образования нагревательного узла.
16. Способ изготовления распылительного узла по п. 14, дополнительно включающий: обеспечение второй проволоки (13), которая является гибкой и электропроводящей, и помещение второй проволоки (13) в проводящий жидкость элемент (11) и пришивание к ней для образования нагревательного узла.
17. Способ изготовления распылительного узла по п. 14, дополнительно включающий: обеспечение нагревательного элемента (19) и крепежной нити (191),
пришивание и прикрепление нагревательного элемента (19) к проводящему жидкость элементу посредством крепежной нити (191) для образования нагревательного узла.
18. Способ изготовления распылительного узла по любому из пп. 14-17, в котором нагревательный узел снабжен электродом, к проводящему жидкость элементу (11) пришивают ряд нагревательных узлов зонированным образом, причем распылительный узел с нагревательным узлом и электродом образован посредством продольной резки; или
ряд нагревательных узлов расположен на проводящем жидкость элементе (11) зонированным образом, и на проводящем жидкость элементе (11) предусмотрены электроды, соответствующие различным нагревательным узлам, причем распылительный узел с нагревательным узлом и электродом образован посредством продольной резки.
| CN 207653569 U, 27.07.2018 | |||
| WO 2016109931 A1, 14.07.2016 | |||
| CN 102894485 A, 30.01.2013 | |||
| US 5505214 A, 09.04.1996 | |||
| CN 109953378 A, 02.07.2019 | |||
| Устройство для нагрева газа путем непосредственного смешения с продуктами горения | 1932 |
|
SU31923A1 |

