ОБЛАСТЬ ТЕХНИКИ
[1] Настоящее изобретение относится к технической области распыления, а более конкретно к распылительному устройству, распылительному узлу и способу изготовления распылительного узла.
УРОВЕНЬ ТЕХНИКИ
[2] Технология распыления электрическим нагревом заключается в использовании электрической энергии для нагрева способной к распылению жидкости, чтобы довести ее до точки кипения и получить аэрозоль, смешанный с паром и воздухом. Электронное распылительное устройство широко используется в области электронных сигарет. Распылительный сердечник является основным компонентом распылителя, который в основном составлен из проводящего жидкость материала и нагревательного материала.
[3] В распылительном устройстве нагревательный элемент генерирует тепловую энергию за счет теплового эффекта сопротивления при подаче на него электричества для нагрева и испарения способной к распылению жидкости. Нагревательный элемент должен быть соединен с электродом для контакта с внешним устройством подачи энергии, а электрод выполнен из проводящего материала. Для того чтобы электрод хорошо контактировал и выделял меньше тепла, сопротивление электрода должно быть намного меньше, чем сопротивление нагревательного контура, иначе будет создано относительно большое сопротивление, и тепло будет выделяться в месте соединения электрода, тем самым потребляя энергию и заставляя нагревательный элемент медленно нагреваться.
[4] Однако из-за особенностей использования в этой области температура нагревательного элемента, как правило, должна достигать температуры, необходимой для распыления в момент всасывания пользователем, и быстро восстанавливаться до комнатной температуры, когда пользователь прекращает использовать. Следовательно, выбранный материал нагревательного элемента должен быстро нагреваться и быстро отводить тепло, поэтому выбранный нагревательный элемент является относительно тонким. Между тем, нагревательный элемент также должен быть прикреплен к проводящему жидкость элементу для обеспечения хорошего контакта с проводящим жидкость материалом. То, как чрезвычайно тонкий токопроводящий нагревательный элемент образует контакт с электродом и подводящей проволокой, всегда было проблемой для промышленности. Следовательно, для относительно тонкого материала нитевидного нагревательного элемента необходимо разработать некоторые конструкции и процессы, чтобы решить, как сформировать контактный электрод и подводящую проволоку.
[5] В этой области сварка (такая как лазерная сварка, контактная сварка и т.п.) в основном используется для сварки нагревательного материала и материала электрода, или металлический материал склепывают и прессуют, чтобы обеспечить контакт поверхностей нагревательного материала и материала электрода. Для некоторых чрезвычайно тонких нагревательных материалов, таких как материал с диаметром проволоки 0,1 мм или менее, сложно реализовать массовое производство из-за сложности сварки и склонности к разрыву под напряжением из-за диаметра тонкой проволоки, а также из-за сложности прессования во время клепки из-за диаметра тонкой проволоки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[6] Техническая проблема, которую необходимо решить настоящим изобретением, заключается в необходимости обеспечения распылительного устройства, распылительного узла и способа изготовления распылительного узла учитывая тот недостаток, что соединение между электродом и нагревательным узлом в предшествующем уровне техники трудно собрать и обработать, и легко разъединить.
[7] Техническое решение, предложенное в настоящем изобретении для решения указанной технической проблемы, заключается в обеспечении распылительного узла, включающего в себя первый проводящий жидкость элемент и по меньшей мере один электрод; причем
[8] первый проводящий жидкость элемент является гибким и выполнен с возможностью поглощения способной к распылению среды, и
[9] по меньшей мере один электрод включает в себя проводящий электрод, включающий в себя проводящую область, образованную путем пришивания проводящей проволоки к первому проводящему жидкость элементу, а проводящая область электрически соединена с нагревательным узлом, чтобы позволить нагревательному узлу нагревать и распылять способную к распылению среду на первом проводящем жидкость элементе при подаче на него электричества.
[10] В некоторых вариантах осуществления проводящая область снабжена по меньшей мере одной проводящей частью линейной формы, открытой после пришивания проводящей проволоки.
[11] В некоторых вариантах осуществления проводящая область выполнена с несколькими проводящими участками, открытыми после пришивания проводящей проволоки, и
[12] проводящие части имеют точечную форму и распределены в проводящей области; и/или проводящие части имеют линейную форму, а проводящая область включает в себя несколько проводящих частей, расположенных бок о бок или перекрестно.
[13] В некоторых вариантах осуществления проводящий электрод также включает в себя поддерживающий слой, поддерживающий проводящую часть.
[14] В некоторых вариантах осуществления поддерживающий слой расположен между проводящей частью и первым проводящим жидкость элементом.
[15] В некоторых вариантах осуществления поддерживающий слой выполнен из проводящего металла.
[16] В некоторых вариантах осуществления толщина поддерживающего слоя не превышает 0,2 мм.
[17] В некоторых вариантах осуществления поддерживающий слой снабжен позиционирующими отверстиями для прохождения через них проводящей проволоки для ее пришивания к первому проводящему жидкость элементу.
[18] В некоторых вариантах осуществления изобретения кромка поддерживающего слоя проходит с образованием проводящей головки для обеспечения электрической проводимости.
[19] В некоторых вариантах осуществления проводящий электрод также включает в себя проводящий слой, расположенный на проводящей области.
[20] В некоторых вариантах осуществления проводящий слой выполнен из проводящей пасты или проводящего клея; или проводящий слой выполнен из металлического листа.
[21] В некоторых вариантах осуществления металлический лист пришит к первому проводящему жидкость элементу.
[22] В некоторых вариантах осуществления изобретения по меньшей мере один электрод включает в себя по меньшей мере два проводящих электрода, которые расположены на одной стороне первого проводящего жидкость элемента или на двух сторонах первого проводящего жидкость элемента.
[23] В некоторых вариантах осуществления распылительный узел также включает в себя нагревательный узел, прикрепленный к первому проводящему жидкость элементу посредством пришивания.
[24] В некоторых вариантах осуществления нагревательный узел включает в себя вторую проволоку, которая является гибкой и пришита к первому проводящему жидкость элементу, при этом вторая проволока является электропроводящей и электрически соединена с проводящей областью, а плотность пришивания нагревательного узла меньше плотности пришивания проводящей области.
[25] В некоторых вариантах осуществления материал второй проволоки такой же, как и у проводящей проволоки; или вторая проволока и проводящая проволока представляют собой одну и ту же проволоку.
[26] Предложено распылительное устройство, включающее в себя указанный распылительный узел.
[27] Предложен способ изготовления распылительного узла, включающий в себя следующие этапы:
[28] обеспечение проводящей жидкость подложки, которая является гибкой, и проводящей проволоки, которая является гибкой; и
[29] пришивание проводящей проволоки к проводящей жидкость подложке с образованием проводящей области, выполненной с возможностью проведения электрического тока для внешнего источника энергии и нагревательного узла.
[30] В некоторых вариантах осуществления после размещения поддерживающего слоя на проводящей жидкость подложке проводящую область формируют путем пришивания к поддерживающему слою.
[31] В некоторых вариантах осуществления поддерживающий слой снабжен позиционирующими отверстиями, а проводящая проволока пришивается к проводящей жидкость подложке через позиционирующие отверстия и позиционирует поддерживающий слой.
[32] В некоторых вариантах осуществления проводящий слой расположен на проводящей области.
[33] В некоторых вариантах осуществления проводящий слой формируют путем нанесения покрытия или печати проводящей пасты или проводящего клея на проводящую область; или проводящий слой формируют путем пришивания металлического листа к проводящей жидкость подложке.
[34] В некоторых вариантах осуществления множество наборов нагревательных узлов и электродов пришивают к проводящей жидкость подложке зональным образом, а затем проводящую жидкость подложку разрезают с образованием распылительного узла соответственно с нагревательным узлом и электродом.
[35] Осуществление распылительного устройства, распылительного узла и способа изготовления распылительного узла в настоящем изобретении обеспечивает следующие полезные эффекты: проводящая область проводящего электрода распылительного узла прикрепляют к первому проводящему жидкость элементу пришиванием, производство является относительно простым и легким в реализации, электропроводящий материал закрепляют на проводящей жидкость подложке по принципу пришивания, чтобы сформировать распылительный узел с хорошей надежностью, простой для серийного производства и имеющий хороший контакт между нагревательным узлом и проводящей жидкость подложкой, и проблемы, связанные с тем, что при применении гибкой проводящей жидкость подложки, такой как проводящий жидкость хлопковый элемент, электрод склонен к плохому контакту и деформации, с трудом берется во время сборки и склонен к отсоединению после сварки, решены.
[36] Кроме того, на нагревательный узел и проводящий электрод распылительного узла может быть нанесен более качественный нагревательный материал, такой как нагревательный материал типа проводящего волокна, такой как углеродное волокно, металлическое волокно или тому подобное, из-за того, что проводящий материал типа волокна генерирует тепло при подаче на него электричества, и из-за того, что в волокнах существуют мелкие зазоры, и жидкость для электронных сигарет может подаваться посредством капиллярного действия, а площадь поверхности при этом больше, так что контакт с жидкостью для электронных сигарет является достаточным, а распыление является более тщательным.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[37] Объект настоящего изобретения будет описан еще более подробно ниже на основе примерных чертежей. На сопроводительных чертежах:
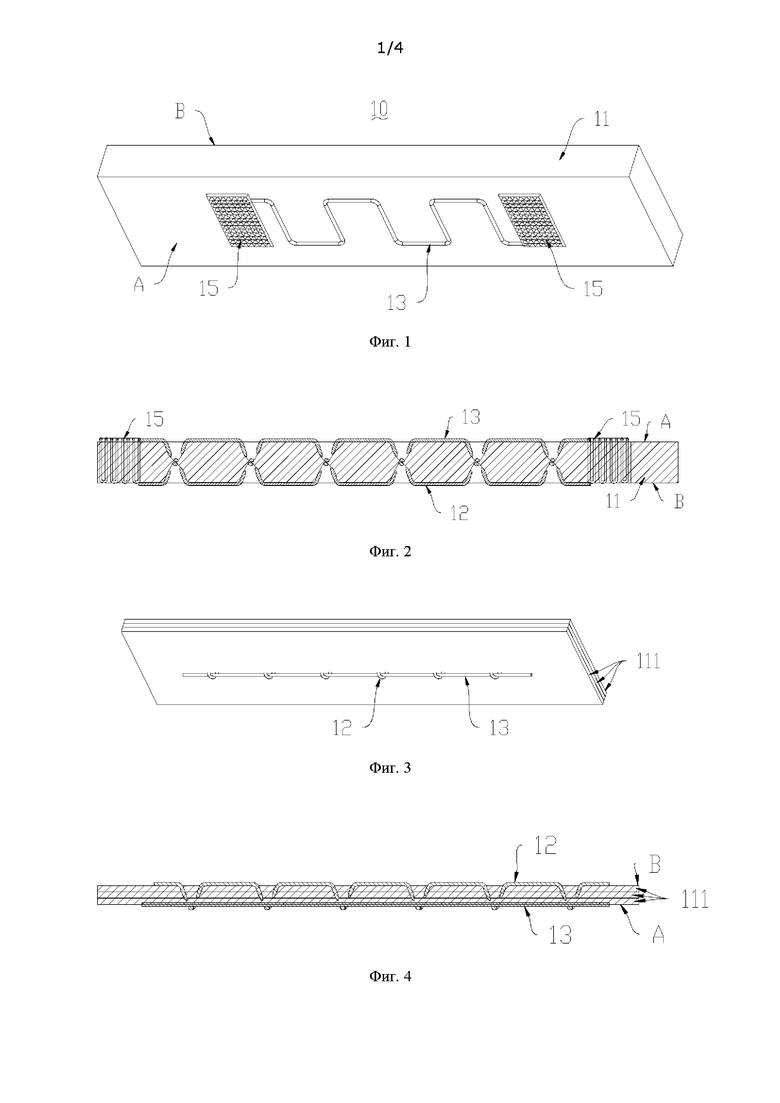
[38] на фиг. 1 приведена трехмерная структурная схема распылительного узла в варианте осуществления настоящего изобретения;
[39] на фиг. 2 приведено схематическое изображение распылительного узла в разрезе, в котором его первая проволока и вторая проволока переплетены;
[40] на фиг. 3 приведено трехмерное схематическое изображение распылительного узла в другом варианте осуществления изобретения, в котором первый проводящий жидкость элемент включает в себя три слоя проводящих жидкость слоев, а вторая проволока расположена на одном уровне с распылительной поверхностью, на которой она расположена;
[41] на фиг. 4 приведено схематическое изображение в разрезе распылительного узла по фиг.3;
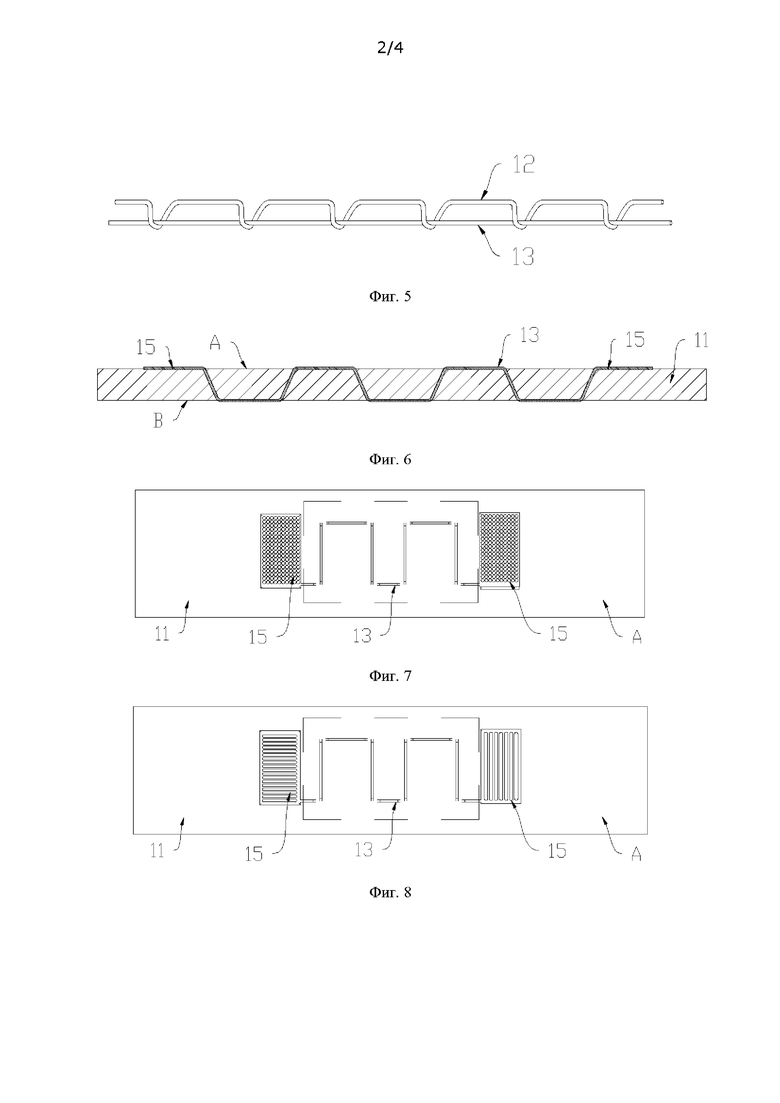
[42] на фиг. 5 приведено схематическое изображение, показывающее траекторию сшивания первой проволоки и второй проволоки с фиг. 3;
[43] на фиг. 6 приведено схематическое изображение нагревательного узла в другом варианте осуществления изобретения, где вторая проволока пришита способом поперечного стежка;
[44] на фиг. 7 приведена схематическая структурная схема, на которой токопроводящие части расположены точечно;
[45] на фиг. 8 приведена схематическая структурная схема, на которой проводящие части имеют линейную форму и расположены бок о бок;
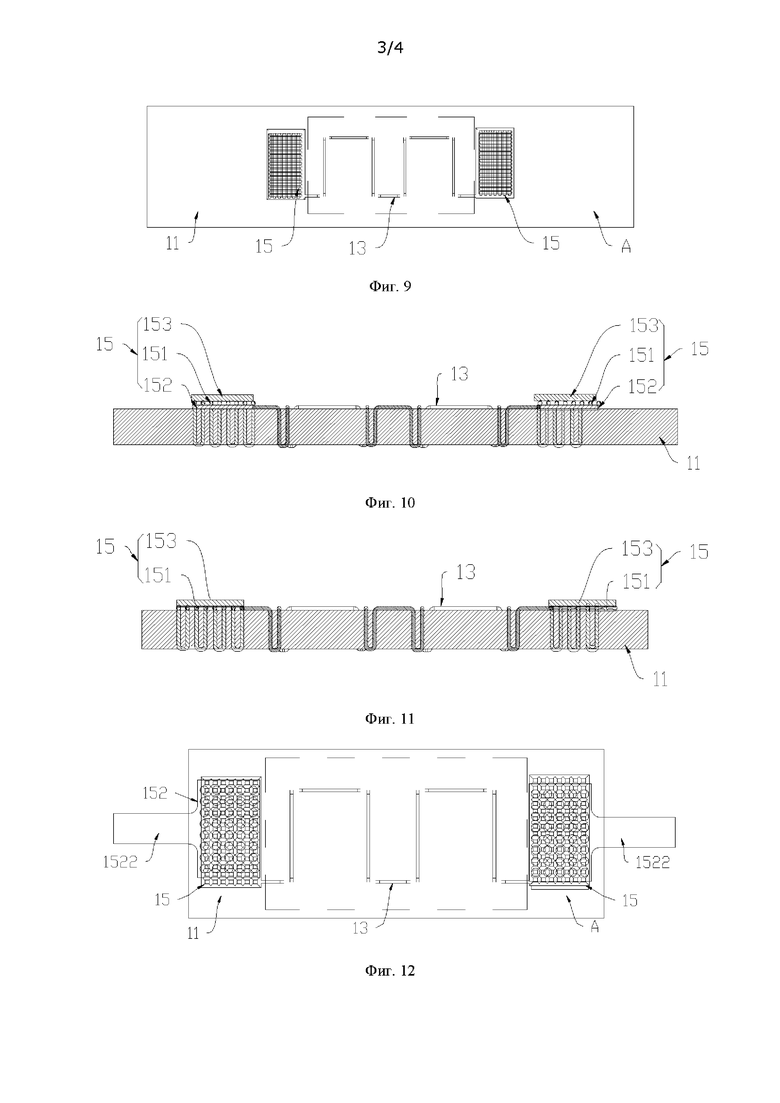
[46] на фиг. 9 приведена схематическая структурная схема, на которой проводящие части имеют линейную форму и расположены в крест-накрест;
[47] на фиг. 10 приведена структурная схема, на которой проводящий электрод включает в себя проводящую область, поддерживающий слой и проводящий слой;
[48] на фиг. 11 приведено схематическое изображение, на котором проводящий электрод включает в себя проводящую область и проводящий слой;
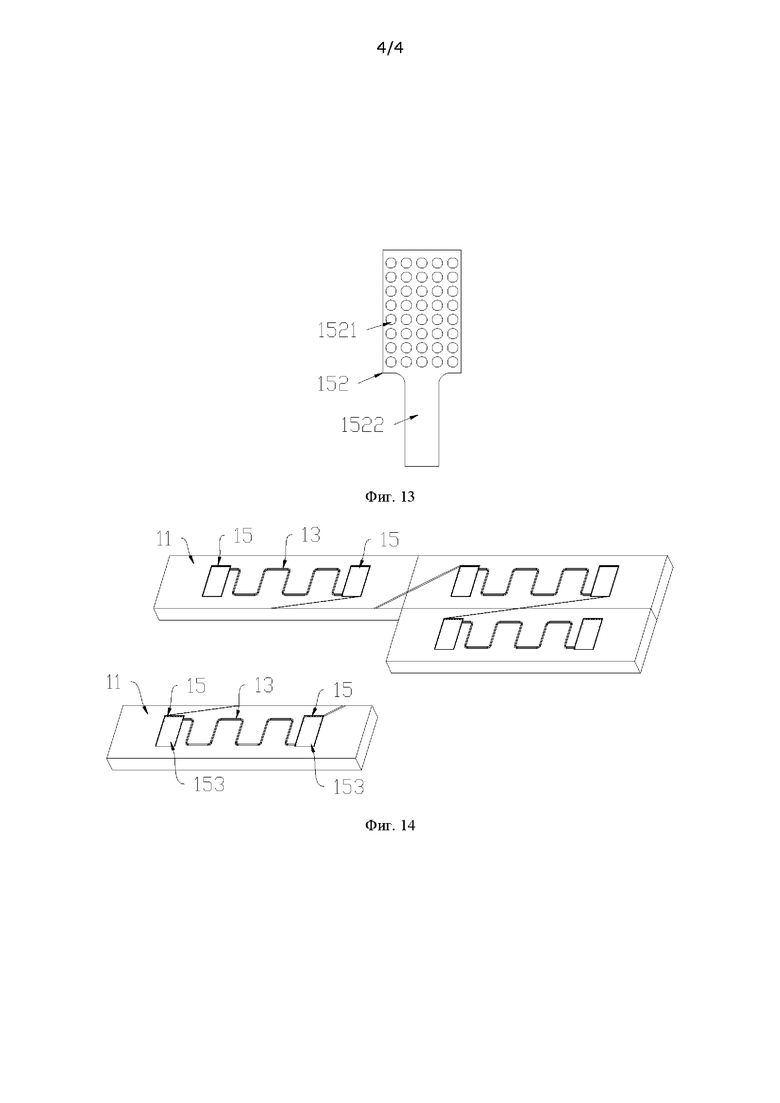
[49] на фиг. 12 приведено схематическое изображение, на котором поддерживающий слой проводящего электрода включает в себя проводящую головку;
[50] на Фиг. 13 приведено схематическое изображение поддерживающего слоя по Фиг. 12; и
[51] на Фиг. 14 приведено схематическое изображение распылительных узлов, образованных путем резания после того, как первая проволока, вторая проволока и проводящие электроды пришиты к проводящему жидкость материалу.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[52] Для лучшего понимания технических признаков, целей и эффектов настоящего изобретения, ниже будут подробно описаны конкретные варианты осуществления настоящего изобретения со ссылкой на сопроводительные чертежи.
[53] Распылительное устройство в соответствии с предпочтительным вариантом осуществления настоящего изобретения включает в себя распылитель и батарейный узел. Распылитель включает в себя корпус, а также полость для хранения жидкости и распылительный узел 10, которые расположены в указанном корпусе. Полость для храненияжидкости выполнена с возможностью хранения способной к распылению среды. Распылительный узел 10 может поглощать способную к распылению среду. Когда на распылительный узел 10 подано пропускают электричество посредством батарейного узла, способная к распылению среда на распылительном узле 10 может быть нагрета для образования аэрозолей, которые будет вытекать.
[54] Как показано на фиг. 1 и фиг. 2, распылительный узел 10 включает в себя первый проводящий жидкость элемент 11, нагревательный узел и электроды. Первый проводящий жидкость элемент 11 является гибким. В целом, первый проводящий жидкость элемент 11 снабжен отверстиями или может быть сплетен и выполнен с возможностью поглощения способной к распылению среды. Нагревательный узел прикреплен к первому проводящему жидкость элементу 11 посредством пришивания.
[55] Электроды включают в себя проводящий электрод 15, который включает в себя проводящую область 151, образованную путем пришивания проводящего провода к первому проводящему жидкость элементу 11. Проводящая область 151 электрически соединена с нагревательным узлом, чтобы позволить нагревательному узлу генерировать тепло при подаче на электроды электричества, тем самым распыляя способную к распылению среду на первом проводящем жидкость элементе 11.
[56] В некоторых вариантах осуществления первый проводящий жидкость элемент 11 включает в себя распылительную поверхность А и поверхность В для входа жидкости. В целом, распылительная поверхность А и поверхность В для входа жидкости расположены на двух противоположных сторонах первого проводящего жидкость элемента 11, соответственно. Способная к распылению среда поступает в первый проводящий жидкость элемент 11 с поверхности В для входа жидкости, и поглощенную способную к распылению среду нагревают длясоздания аэрозоля при подаче энергии на нагревательный узел, затем создаваемый аэрозоль вытекает из распылительной поверхности А при помощи потока воздуха, так что вход жидкости и распыление не пересекаются. Предпочтительно, распылительная поверхность А снабжена вогнуто-выпуклой конструкцией, которая обеспечивает возможность встраивания нагревательного узла в поверхность первого проводящего жидкость элемента 11, увеличивая область контакта между нагревательным узлом и первым проводящим жидкость элементом 11.
[57] Как показано на фиг. 3 и фиг. 4, первый проводящий жидкость элемент 11 может включать в себя один слой из проводящего жидкость слоя 111 или может включать в себя более одного слоя из проводящего жидкость слоя 111, уложенного слоями. При использовании множества слоев из проводящих жидкость слоев 111, для улучшения эффекта использования между различными слоями сохраняются зазоры, которые могут хранить часть способной к распылению жидкости. Между тем, многослойный первый проводящий жидкость элемент 11 сшивают в целую конструкцию, которая также является удобной для последующей сборки. Кроме того, многослойная конструкция может быть выполнена из различных материалов, так что некоторые требования могут быть приняты во внимание, например, сторона входа жидкости должна быть выполнена из материала с быстрой проводимостью жидкости и хорошей блокировкой масла, а часть, которая плотно прикреплена ко второй проволоке 13 для генерирования тепла, должна быть выполнена из материала с высокой термостойкостью, в то время как проблема может быть хорошо решена путем использования многослойного первого проводящего жидкость элемента 11.
[58] Когда первый проводящий жидкость элемент 11 представляет собой многослойный проводящий жидкость слой 111, проводящий жидкость слой 111 распылительной поверхности А первого проводящего жидкость элемента 11 может быть выполнен из одного из следующих материалов: льняной хлопковый тканый материал или арамидныйволокнистый тканый материал, или может быть образован посредством переплетения вышеуказанных нескольких материалов, или может быть выполнен из некоторых устойчивых к высокой температуре смешанных материалов.
[59] Кроме того, когда первый проводящий жидкость элемент 11 представляет собой многослойный проводящий жидкость слой 111, проводящий жидкость слой 111 поверхности В для входа жидкости первого проводящего жидкость элемента 11 может быть выполнен из одного или комбинации из нетканого материала, сетки и сетчатого хлопка. Кроме того, поверхность В для входа жидкости снабжена канавками или отверстиями сетки таким образом, что проводимость жидкости будет выше, что обеспечивает возможность своевременной подачи жидкости во время распыления и предупреждает сухое горение, происходящее вследствие недостаточной подачи жидкости.
[60] Первый проводящий жидкость элемент 11 может быть использован в комбинации с другим проводящим жидкость хлопковым элементом. Предпочтительно, распылительный узел 10 также включает в себя второй проводящий жидкость элемент, прикрепленный к первому проводящему жидкость элементу 11, причем второй проводящий жидкость элемент расположен на стороне, противоположной распылительной поверхности А.
[61] Второй проводящий жидкость элемент может представлять собой проводящий жидкость хлопковый элемент, пористый керамический элемент или хлопковый элемент для хранения жидкости или т.п. Объединенная форма второго проводящего жидкость элемента и первого проводящего жидкость элемента 11 может представлять собой плоскую пластинчатую форму или может быть свернута в столбчатую форму, трубчатую форму или изогнутую форму.
[62] Кроме того, как показано на фиг. 2, нагревательный узел включает в себя первую проволоку 12 и вторую проволоку 13, которые являются гибкими. Вторая проволока 13 предпочтительно выполнена из электропроводящего материала. Первая проволока 12 и вторая проволока 13 соответственно пришиты к первому проводящему жидкость элементу 11 с двух противоположных сторон первого проводящего жидкость элемента 11 и переплетены друг с другом, и соответственно прикреплены к первому проводящему жидкость элементу 11 с двух сторон.
[63] Соответственно, в варианте осуществления сторона, на которой расположена вторая проволока 13, является распылительной поверхностью А, а сторона, на которой расположена первая проволока 12, является поверхностью В для входа жидкости. Способная к распылению среда поступает в первый проводящий жидкость элемент 11 со стороны, на которой расположена первая проволока 12. При подаче энергии на вторую проволоку 13, выполненную из проводящего материала, поглощенную способную к распылению среду нагревают для создания аэрозоля, который под действием воздушного потока вытекает со стороны, где расположена вторая проволока 13. Разумеется, когда первая проволока 12 выполнена из проводящего материала, а вторая проволока 13 выполнена из непроводящего материала, поверхность В для входа жидкости и распылительная поверхность А меняются местами. Или, в качестве альтернативы, как первая проволока 12, так и вторая проволока 13 выполнены из проводящего материала, и обе стороны распыляются одновременно, причем жидкость может поступать с концевой части или боковой стороны.
[64] Кроме того, в некоторых вариантах осуществления первая проволока 12 может быть выполнена из непроводящего материала, и, разумеется, первая проволока 12 также может быть выполнена из проводящего материала. Когда первая проволока 12 выполнена изпроводящего материала, сопротивление второй проволоки 13 меньше, чем сопротивление первой проволоки 12.
[65] В соответствии с принципом пришивания швейной машины первая проволока 12 и вторая проволока 13 с различными сопротивлениями с двух сторон переплетаются с образованием выполненной за одно целое конструкции с первым проводящим жидкость элементом 11. По меньшей мере одна из первой проволоки 12 и второй проволоки 13 может генерировать тепло. Вторая проволока 13, которая может генерировать тепло, прикреплена к первому проводящему жидкость элементу 11, который может обеспечивать возможность контакта между второй проволокой 13 и первым проводящим жидкость элементом 11, и способствует нагреву и распылению, так что предотвращается проблема сухого горения, и может быть реализовано массовое производство.
[66] В соответствии с принципом пришивания швейной машины одна из проволок заменяется на нагревательную проволоку, которая является электропроводящей, и нагревательная проволока прикрепляется к первому проводящему жидкость элементу 11, так что нагревательной проволоке оказывается помощь неким объектом и ее нелегко отделить от проводящего жидкость элемента 11, при этом может быть достигнуто крупносерийное производство, а стоимость производства является низкой.
[67] Кроме того, нагревательный узел прикрепляется посредством пришивания и имеет хороший контакт с первым проводящим жидкость элементом 11 таким образом, что предупреждается ослабление. Для первой проволоки 12 и второй проволоки 13 могут использоваться более тонкие проволоки, и поскольку площади сечения первой проволоки 12 и второй проволоки 13 могут быть меньше, чем в предшествующем уровне техники, то скорость теплового пуска является высокой, рассеивание тепла также является быстрым, и для приведения в действие распылительного узла 10 может быть использовано меньше энергии, чтоявляется более энергосберегающим. Крупносерийное производство облегчается за счет того, что первая проволока 12 и вторая проволока 13 переплетаются после пришивания В процессе формования проволоки, как правило, используют волочение проволоки, образующейся через канал волочильной пластины, и могут точно контролировать размеры первой проволоки 12 и второй проволоки 13, что может сделать сопротивление распылительного узла 10 более стабильным.
[68] В целом, проводящий материал второй проволоки 13 представляет собой одно из или комбинацию из проволоки из проводящего металлического сплава, проволоки из проводящего металлического волокна, проволоки из проводящего углеродного волокна и проволоки из проводящего графита, который генерирует тепло при подаче тока таким образом, что вторая проволока 13 генерирует тепло при подаче энергии. В некоторых вариантах осуществления для второй проволоки 13 может использоваться круглая проволока с диаметром проволоки в диапазоне от 0,03 мм до 0,2 мм, например 0,05 мм, 0,08 мм, 0,12 мм, 0,16 мм или тому подобное, а предпочтительно 0,11 мм, которая имеет относительно подходящий диаметр и которую нелегко сломать, и относительно тонкая и мягкая, чтобы легко изгибаться, и при этом могут быть выполнены некоторые требования распылительного устройства по сопротивлению. При необходимости материалом второй проволоки 13 может быть металлический материал, такой как сплав на основе никеля, сплав серии нержавеющей стали, сплав, содержащий хром, сплав, содержащий титан, сплав, содержащий вольфрам, сплав, содержащий молибден, сплав, содержащий железо, или сплав, содержащий олово, или тому подобное, или может быть неметаллическим проводящим материалом, таким как проволока из углеродного волокна или проволока из графитового волокна или тому подобное, или также может быть нитевидной формы, скрученной одной или двумя из чрезвычайно тонкой проводящей металлической проволоки и чрезвычайно тонкой проводящей неметаллической проволоки. Проводящая металлическаяпроволока и проводящая неметаллическая проволока являются относительно тонкими и могут представлять собой тонкую проволоку диаметром от нескольких микрон до десятков микрон, что не ограничено конкретным образом.
[69] Первая проволока 12, используемая для прикрепления второй проволоки 13, имеет широкий диапазон выбора материала, который может быть либо проводящим материалом, либо непроводящим материалом. Диаметр первой проволоки 12 также имеет широкий выбор и предпочтительно составляет примерно 0,15 мм для нитевидной формы.
[70] В частности, первый проводящий жидкость элемент 11 представляет собой проводящий жидкость хлопковый элемент. После пришивания большая часть второй проволоки 13 открыта на распылительной поверхности А, а часть второй проволоки 13 незначительно заглублена в первый проводящий жидкость элемент 11, так что жидкость на поверхности первого проводящего жидкость элемента 11 может быть быстро нагрета до точки кипения для образования распыляемого пара, когда на два конца второй проволоки 13 подана энергия.
[71] Когда вторая проволока 13 является относительно мягкой по материалу или относительно тонкой по диаметру, местоположение переплетения второй проволоки 13 и первой проволоки 12 может быть заключено в первом проводящем жидкость элементе 11 или может находиться на одном уровне с поверхностью первого проводящего жидкость элемента 11.
[72] Кроме того, как показано на фиг. 3-5, когда вторая проволока 13 имеет более толстый диаметр, такой как 0,15 мм или более, вторая проволока 13 может находиться на одном уровне с поверхностью первого проводящего жидкость элемента 11 вследствие ее высокой твердости и трудности изгибания. Когда первая проволока 12представляет собой относительно мягкую проволоку, такую как хлопчатобумажная нить, льняная нить, арамидное волокно или другая гибкая проволока, вторая проволока 13 может находиться на одном уровне с поверхностью первого проводящего жидкость элемента 11 без заключения в первом проводящем жидкость элементе 11 или может быть слегка изогнута.
[73] В некоторых вариантах осуществления изобретения первая проволока 12 изготовлена из непроводящего материала, а способная к распылению среда поступает в первый проводящий жидкость элемент 11 со стороны, где расположена первая проволока 12. Кроме того, непроводящий материал первой проволоки 12 может представлять собой хлопчатобумажную нить, лен, арамидное волокно, стекловолокнистую пряжу, керамоволокнистую пряжу или другой материал с высокой термостойкостью, которая здесь не ограничена.
[74] Кроме того, в других вариантах осуществления первая проволока 12 также может быть выполнена из проводящего материала, причем сопротивление второй проволоки 13 будет меньше, чем сопротивление первой проволоки 12. Например, когда способная к распылению среда является относительно вязкой, в качестве первой проволоки 12 используется металлическая проволока, так что первая проволока 12 также генерирует тепло, что эквивалентно предварительному нагреву до определенной степени жидкости для электронных сигарет, тем самым снижая ее вязкость и, таким образом, ускоряя скорость ее потока.
[75] Поскольку большая часть поверхности первой проволоки 12 заключена в первом проводящем жидкость элементе 11 или расположена на поверхности В для входа жидкости, и первая проволока 12 находится в контакте со второй проволокой 13 первого проводящего жидкость элемента 11, когда первая проволока 12 выполнена из металлического материала, что означает, что первая проволока 12 и вторая проволока 13 находятся в параллельном состоянии, и тепло, генерируемое первойпроволокой 12 в направлении, близком к поверхности В для входа жидкости, может играть роль в нагреве жидкости для электронных сигарет, что эквивалентно эффекту предварительного нагрева.
[76] Первая проволока 12 и вторая проволока 13 расположены параллельно таким образом, что сопротивление второй проволоки 13 должно быть меньше, чем сопротивление первой проволоки 12, что делает мощность второй проволоки 13 выше, чем мощность первой проволоки 12. Из-за одинакового напряжения параллельной цепи, когда сопротивление второй проволоки 13 меньше, чем сопротивление первой проволоки 12, ток, протекающий через вторую проволоку 13, будет больше, чем ток, протекающий через первую проволоку 13, а температура, создаваемая тепловым эффектом сопротивления первой проволоки 12, выше.
[77] В других вариантах осуществления, как показано на фиг. 6, первая проволока 12 также может быть исключена, и вторая проволока 13 может быть пропущена между двумя противоположными сторонами первого проводящего жидкость элемента, причем одна из двух противоположных сторон представляет собой поверхность В входа жидкости, а другая из двух противоположных сторон представляет собой распыляющую поверхность А. В других вариантах осуществления изобретения вторая проволока 13 может также проходить между другими различными сторонами первого проводящего жидкость элемента в соответствии с требованиями к местоположению для входа жидкости и распыления.
[78] В целом, электроды включают в себя по меньшей мере два проводящих электрода 15, которые могут быть расположены на одной стороне первого проводящего жидкость элемента 11 или распределены на двух сторонах первого проводящего жидкость элемента 11. В некоторых вариантах осуществления, как показано на фиг. 7-9, проводящая область 151 проводящего электрода 15 выполнена снесколькими проводящими частями, открытыми пришитыми проводящими проводами. Проводящая область 151 и нагревательный узел пришиты к первому проводящему жидкость элементу 11, что делает проводящий электрод 15 менее склонным к отсоединению и предотвращает отсоединение нагревательного узла от первого проводящего жидкость элемента 11.
[79] В некоторых вариантах осуществления, как показано на фиг. 7, проводящие части имеют точечную форму и распределены в проводящей области 151, причем проводящие части точечной формы расположены близко друг к другу для способствования формированию поверхности, контактирующей с внешней частью. В других вариантах осуществления проводящие части имеют линейную форму, проводящая область 151 включает в себя несколько проводящих частей, расположенных бок о бок, как показано на фиг. 8, или проводящие части линейной формы также могут быть расположены поперечно для образования формы сетки, как показано на фиг. 9, для способствования формированию поверхности, контактирующей с внешней частью. Разумеется, проводящие части точечной и линейной формы также могут быть объединены, при этом точечные проводящие части могут быть заполнены в зазорах, образованных пересечением проводящих частей линейной формы, для улучшения контактной поверхности.
[80] В некоторых вариантах осуществления открытая проводящая часть линейной формы проводящей области 151 также может быть представлена в количестве только одной штуки, и тогда внешняя цепь продавливается через упругий электрод или что-то подобное к проводящей области для контакта с проводящей частью линейной формы для достижения контакта с обеспечением проводимости с этой проводящей частью линейной формы.
[81] В некоторых вариантах осуществления вторая проволока 13 и проводящая проволока изготовлены из одного и того же материала, ипроблема замены проволоки может быть исключена во время пришивания. Предпочтительно, вторая проволока 13 и проводящая проволока представляют собой одну и ту же проволоку, так что пришивание нагревательного узла и проводящей области 151 может быть завершено посредством одноразовой прокладки проволоки без изменения проволоки на полпути, что приводит к более высокой эффективности. Разумеется, в других вариантах осуществления вторая проволока 13 и проводящая проволока также могут быть выполнены из другого материала, причем проводящая проволока может быть выполнена из материала с лучшей проводимостью, и вторую проволоку 13 и проводящую проволоку взаимно соединяют и обеспечивают проводимость после того, как их пришили отдельно.
[82] Проводящий электрод 15 также включает в себя поддерживающий слой 152, который поддерживает проводящую часть, и проводящий слой 153, расположенный на проводящей области 151. Поддерживающий слой 152 может предотвращать заключение проводящего провода в первом проводящем жидкость элементе 11, что приведет к образованию небольшой площади контакта с внешней частью, тем самым влияя на проводящий эффект. Проводящий слой 153 является электропроводящим по отношению к проводящей части проводящей области 151, так что проводящий электрод 15 контактирует с обеспечением проводимости с внешней частью через проводящий слой 153, что делает контакт более стабильным.
[83] Кроме того, как показано на фиг. 10, в этом варианте осуществления поддерживающий слой 152 расположен между проводящей частью и первым проводящим жидкость элементом 11 для обеспечения поддержки для проводящей части. Предпочтительно, поддерживающий слой 152 выполнен из проводящего металла и может быть выполнен из тонкого металлического листа с относительно хорошей проводимостью, такого как медь, алюминий, никель или лист другого металла. В целом, толщина поддерживающего слоя 152 составляет 0,2мм или менее. Поддерживающий слой 152 также служит для обеспечения поддерживающего усилия, когда электрод находится в контакте с внешней частью. Например, когда проводящий электрод 15 вступает в контакт с внешним контактом, проводящий электрод 15 необходимо прижать, чтобы уменьшить контактное сопротивление. Поскольку проводящий электрод 15 прикреплен к первому проводящему жидкость элементу 11, который является относительно мягким, первый проводящий жидкость элемент 11 не может противостоять усилию и подвержен сжатию при прижатии внешнего контакта, что может привести к тому, что местоположение контакта будет недостаточно плотным, чтобы привести к высокому контактному сопротивлению. Размещая металлический слой, можно обеспечить лучшую поддержку, что позволяет избежать сжатия неподдерживаемой точки контакта.
[84] Разумеется, как показано на фиг. 11, в других вариантах осуществления, когда проводящая часть не заключается путем изменения способа пришивания или твердости проводящей проволоки, поддерживающий слой 152 также может быть исключен; или, когда проводящая часть является относительно плоской при поддержке поддерживающим слоем 152, проводящий слой 153 также может быть исключен.
[85] Как показано на фиг. 12 и фиг. 13, поддерживающий слой 152 снабжен позиционирующими отверстиями 1521 для прохождения через них проводящей проволоки для ее пришивания к первому проводящему жидкость элементу 11, так что поддерживающий слой 152 может быть размещен более стабильно и быстро, и поддерживающий слой 152 оказывается прикреплен к первому проводящему жидкость элементу 11 посредством проводящей проволоки.
[86] Кроме того, проводящий слой 153 с более низким удельным сопротивлением может быть также сформирован на поверхности открытой проводящей части для уменьшения контактногосопротивления. Таким образом, проводящая часть зажата между поддерживающим слоем 152 и проводящим слоем 153, что делает контакт более надежным. Проводящий слой 153 образован покрытием или печатью проводящей пасты или проводящего клея. Следует понимать, что в других вариантах осуществления проводящий слой 153 может также представлять собой металлический лист, прикрепленный к проводящему электроду. Материал металлического листа может представлять собой никель, нержавеющую сталь, медь, алюминиевую фольгу или т.п. Затем металлический лист может быть проколот и пришит к первому проводящему жидкость элементу 11, так что металлический лист и первый проводящий жидкость элемент 11 фиксируются и соединяются вместе. Преимущество заключается в том, что электродная часть будет иметь определенную твердость, что делает ее более удобной для контакта с внешним электродом распылителя.
[87] Кроме того, поддерживающий слой 152 может быть составлен из металлического листа с относительно небольшим электрическим сопротивлением, такого как медьсодержащий металл, железосодержащий металл, алюминийсодержащий металл, никельсодержащий металл, серебросодержащий металл или лист другого металла. Кромка поддерживающего слоя 152 проходит наружу с образованием проводящей головки 1522. Проводящая головка 1522 находится в контакте с внешним контактом, или приварена к внешней части, или приварена к мягкому проводу для соединения с внешним электродом. Направление протяженности проводящей головки 1522 может быть изменено по мере необходимости для удовлетворения требований к установке различных обеспечивающих проводимость положений. При расположении проводящей головки 1522 проводящий слой 153 также может быть исключен, и, разумеется, проводящая головка 1522 и проводящий слой 153 также могут существовать одновременно.
[88] Кроме того, в настоящем изобретении предложен способ изготовления распылительного узла в другом варианте осуществления, включающий в себя следующие этапы:
[89] обеспечение гибкой проводящей жидкость подложки и гибкой проводящей проволоки и
[90] пришивание проводящей проволоки к проводящей жидкость подложке для образования проводящей области 151, выполненной с возможностью проведения электрического тока для внешнего источника энергии и нагревательного узла.
[91] Из предыдущего содержания следует, что проводящая проволока проводящей области 151 и вторая проволока 13 нагревательного узла могут быть одной и той же проволокой, так что проводящая область 151 и нагревательный узел могут быть выполнены за один этап.
[92] Предпочтительно, чтобы обеспечить поддержку проводящей области 151, обеспечить ее плоскостность и избежать заключения в первом проводящем жидкость элементе, поддерживающий слой 152 может быть расположен на проводящей жидкость подложке, а затем пришить к поддерживающему слою 152 для образования проводящей области 151, что позволяет поддерживающему слою 152 поддерживать проводящую область 151.
[93] Кроме того, поддерживающий слой 152 снабжен позиционирующими отверстиями 1521 для прохождения через них проводящей проволоки для ее пришивания к проводящей жидкость подложке, так что поддерживающий слой 152 пришивается к проводящей жидкость подложке проводящей проволокой для позиционирования поддерживающего слоя 152 и обеспечения поддержки проводящей области 151.
[94] Согласно некоторым вариантам осуществления для того, чтобы сделать контактную поверхность между проводящей областью 151 и внешней частью более гладкой, а контакт стабильным, проводящий слой 153 расположен на проводящей области 151. Проводящий слой 153 покрывает проводящую область 151, затем проводящий слой 153 электрически подводят к внешнему контакту, чтобы избежать плохого контакта из-за мягкости проводящей жидкость подложки.
[95] Кроме того, проводящий слой 153 может быть сформирован путем нанесения покрытия или печати проводящей пасты или проводящего клея на проводящей области 151; или проводящий слой 153 может быть сформирован путем пришивания металлического листа к проводящей жидкость подложке.
[96] Кроме того, как показано на фиг. 14, если размер проводящей жидкость подложки мал, то проводящая жидкость подложка может представлять собой первый проводящий жидкость элемент 11, а электроды и нагревательный узел расположены на первом проводящем жидкость элементе 11. Или, множество наборов нагревательных узлов и электродов могут быть заранее пришиты к большой проводящей жидкость подложке зональным образом, а предпочтительно, множество наборов нагревательных узлов и электродов пришиваются одновременно, а цепи в различных зонах соединяются. После завершения пришивания проводящую жидкость основу разрезают с образованием множества распылительных узлов с нагревательными узлами и электродами.
[97] Вышеуказанная проводящая область 151 проводящего электрода распылительного узла 10 может быть прикреплена к первому проводящему жидкость элементу 11 пришиванием, а конструкция распылительного узла 10 имеет следующие преимущества: производство является относительно простым и легким в реализации, электропроводящий материал закрепляют на проводящей жидкостьподложке по принципу пришивания, чтобы сформировать распылительный узел с хорошей надежностью, простой для серийного производства и имеющим хороший контакт между нагревательным узлом и проводящей жидкость подложкой, и проблемы, связанные с тем, что при применении гибкой проводящей жидкость подложки, такой как проводящий жидкость хлопковый элемент, электрод склонен к плохому контакту и деформации, с трудом берется во время сборки и склонен к отсоединению после сварки, решены.
[98] Следует понимать, что вышеупомянутые технические признаки могут быть использованы в любой комбинации без ограничения.
[99] Хотя настоящее изобретение было проиллюстрировано и подробно описано на чертежах и вышеприведенном описании, такие иллюстрацию и описание следует рассматривать как иллюстративные или примерные, а не ограничивающие. Следует понимать, что специалисты в данной области техники могут вносить изменения и модификации в пределах объема следующей формулы изобретения. В частности, настоящее изобретение охватывает дополнительные варианты осуществления с любой комбинацией признаков из различных вариантов осуществления, описанных выше и ниже. Кроме того, утверждения, сделанные в настоящем документе и характеризующие настоящее изобретение, относятся к одному варианту осуществления настоящего изобретения и необязательно ко всем вариантам осуществления.
Изобретение относится к электронным сигаретам. Распылительный узел для электронной сигареты, содержащий первый проводящий жидкость элемент и по меньшей мере один электрод, причем первый проводящий жидкость элемент является гибким и выполнен с возможностью поглощения способной к распылению среды; при этом по меньшей мере один электрод содержит проводящий электрод, содержащий проводящую область, образованную путем пришивания проводящей проволоки к первому проводящему жидкость элементу, и при этом проводящая область электрически соединена с нагревательным узлом, чтобы позволить нагревательному узлу нагревать и распылять способную к распылению среду на первом проводящем жидкость элементе при подаче на него электричества. Технический результат - обеспечение повышения устойчивости электрода к деформации. 3 н. и 20 з.п. ф-лы, 14 ил.
1. Распылительный узел для электронной сигареты, содержащий первый проводящий жидкость элемент (11) и по меньшей мере один электрод;
причем первый проводящий жидкость элемент (11) является гибким и выполнен с возможностью поглощения способной к распылению среды;
при этом по меньшей мере один электрод содержит проводящий электрод (15), содержащий проводящую область (151), образованную путем пришивания проводящей проволоки к первому проводящему жидкость элементу (11), и
при этом проводящая область (151) электрически соединена с нагревательным узлом, чтобы позволить нагревательному узлу нагревать и распылять способную к распылению среду на первом проводящем жидкость элементе (11) при подаче на него электричества.
2. Распылительный узел по п. 1, в котором проводящая область (151) снабжена по меньшей мере одной проводящей частью линейной формы, открытой после пришивания проводящей проволоки.
3. Распылительный узел по п. 1, в котором проводящая область (151) выполнена с несколькими проводящими участками, открытыми после пришивания проводящей проволоки, и
при этом проводящие части имеют точечную форму и распределены в проводящей области (151); и/или проводящие части имеют линейную форму, а проводящая область (151) содержит несколько проводящих частей, расположенных бок о бок или перекрестно.
4. Распылительный узел по п. 3, в котором проводящий электрод (15) также содержит поддерживающий слой (152), поддерживающий проводящую часть.
5. Распылительный узел по п. 4, в котором поддерживающий слой (152) расположен между проводящей частью и первым проводящим жидкость элементом (11).
6. Распылительный узел по п. 4, в котором поддерживающий слой (152) выполнен из проводящего металла.
7. Распылительный узел по п. 4, в котором толщина поддерживающего слоя (152) не превышает 0,2 мм.
8. Распылительный узел по п. 4, в котором поддерживающий слой (152) снабжен позиционирующими отверстиями (1521) для прохождения через них проводящей проволоки для ее пришивания к первому проводящему жидкость элементу (11).
9. Распылительный узел по любому из пп. 4-8, в котором кромка поддерживающего слоя (152) проходит с образованием проводящей головки (1522) для обеспечения электрической проводимости.
10. Распылительный узел по любому из пп. 1-8, в котором проводящий электрод (15) также содержит проводящий слой (153), расположенный на проводящей области (151).
11. Распылительный узел по п. 10, в котором проводящий слой (153) выполнен из проводящей пасты или проводящего клея; или проводящий слой (153) выполнен из металлического листа.
12. Распылительный узел по п. 11, в котором металлический лист пришит к первому проводящему жидкость элементу (11).
13. Распылительный узел по любому из пп. 1-8, в котором по меньшей мере один электрод содержит по меньшей мере два проводящих электрода (15), которые расположены на одной стороне первого проводящего жидкость элемента (11) или на двух сторонах первого проводящего жидкость элемента (11).
14. Распылительный узел по любому из пп. 1-8, в котором распылительный узел также содержит нагревательный узел, прикрепленный к первому проводящему жидкость элементу (11) путем пришивания.
15. Распылительный узел по п. 14, в котором нагревательный узел содержит вторую проволоку (13), которая является гибкой и пришита к первому проводящему жидкость элементу (11),
при этом вторая проволока (13) является электропроводящей и электрически соединена с проводящей областью (151), и
при этом плотность пришивания нагревательного узла меньше плотности пришивания проводящей области (151).
16. Распылительный узел по п. 15, в котором материал второй проволоки (13) является таким же, как у проводящей проволоки; или вторая проволока (13) и проводящая проволока представляют собой одну и ту же проволоку.
17. Распылительное устройство для электронной сигареты, содержащее: распылительный узел (10) по любому из пп. 1-16.
18. Способ изготовления распылительного узла для электронной сигареты, включающий:
обеспечение проводящей жидкость подложки, которая является гибкой, и проводящей проволоки, которая является гибкой; и
пришивание проводящего провода к проводящей жидкость подложке с образованием проводящей области (151), выполненной с возможностью проведения электрического тока для внешнего источника энергии и нагревательного узла.
19. Способ изготовления распылительного узла по п. 18, в котором после размещения поддерживающего слоя (152) на проводящей жидкость подложке проводящую область (151) формируют путем пришивания к поддерживающему слою (152).
20. Способ изготовления распылительного узла по п. 19, в котором поддерживающий слой (152) снабжен позиционирующими отверстиями (1521), и
при этом проводящую проволоку пришивают к проводящей жидкость подложке через позиционирующие отверстия (1521) и позиционируют поддерживающий слой (152).
21. Способ изготовления распылительного узла по любому из пп. 18-20, в котором проводящий слой (153) располагают на проводящей области (151).
22. Способ изготовления распылительного узла по п. 21, в котором проводящий слой (153) формируют путем нанесения покрытия или печати проводящей пасты илипроводящего клея на проводящей области (151); или проводящий слой (153) формируют путем пришивания металлического листа к проводящей жидкость подложке.
23. Способ изготовления распылительного узла по любому из пп. 18-20, в котором множество наборов нагревательных узлов и электродов пришивают к проводящей жидкость подложке зональным образом, а затем проводящую жидкость подложку разрезают с образованием распылительного узла соответственно с нагревательным узлом и электродом.
| EP 3453269 A1, 13.03.2019 | |||
| EP 3199042 A1, 02.08.2017 | |||
| EP 4007446 A1, 01.06.2022 | |||
| CN 217284778 U, 26.08.2022 | |||
| CN 111480890 A, 04.08.2020 | |||
| CN 210841584 U, 26.06.2020. |

