Изобретение относится к области авиационной техники и касается вопросов проектирования и изготовления обтекаемых конструкций летательных аппаратов, в частности кессонов крыла и крыльевых устройств тяжелых транспортных самолетов, включающих в свою конструкцию верхнюю и нижнюю стрингерные панели из полимерного композиционного слоистого материала, которые воспринимают значительную часть эксплуатационной нагрузки, приходящейся на крыло самолета. Стрингерная панель из композиционного слоистого материала представляет собой гладкую обшивку, подкрепленную стрингерным набором, и характеризуется тем, что сухие заготовки обшивки и стрингеров могут быть выполнены автоматизированной или ручной выкладкой заданного количества продольных и непродольных монослоев армирующих волокон, которые после выкладки пропитываются полимерным связующим и выполняется одно совместное формование стрингеров и обшивки вакуумно-инфузионным процессом с образованием интегральной конструкции панели кессона крыла.
Конструкция регулярной зоны верхней и/или нижней панели кессона крыла состоит из гладкой обшивки и подкрепляющего ее стрингерного набора Т-образного сечения, выполненного с шагом стрингеров (t) и высотой стрингера (h). Панель кессона крыла выполнена из полимерного композиционного материала из армированного волокном пластика. В качестве армирующего материала используются однонаправленные непрерывные органические и неорганические углеродные и стеклянные волокна, связь которых обеспечивается в конструкции термореактивной матрицей. Получение анизотропной структуры и соответствующих свойств полимерных панелей кессона крыла обеспечивается соответствующей автоматизированной или ручной выкладкой монослоев из сухих однонаправленных армирующих волокон при формировании сухой, не пропитанной полимерным связующим, заготовки обшивки и стрингеров панели. Монослои, образующее заготовки обшивки и стрингера, могут состоять из различных типов армирующего наполнителя, например, однонаправленной ленты, тканей различного плетения или мультиаксиальной непереплетенной ткани. Анизотропия свойств полимерного материала панели обеспечивается различным направлением друг относительной друга монослоев армирующих волокон при соответствующем процентном содержании монослоев одного направления в общей структуре материала по толщине панели. Процентное распределение монослоев в панели оценивается по площади поперечного сечения стрингера и обшивки на шаге стрингеров. Полимерное связующее, образующее термореактивную матрицу композиционного материала панели, смешивается с армирующими волокнами сухой заготовки при производстве панели в виде интегральной конструкции за одно совместное формование стрингеров и обшивки вакуумно-инфузионным процессом с помощью вакуума и повышенных температур.
При этом необходимо сказать о важности и необходимости выбора соответствующего распределения количества монослоев волокнистого материала между монолитной обшивкой и стрингерным набором в интегральной конструкции панели для максимального гарантирования таких качественных характеристик готовой после вакуумно-инфузионного формования панели, как требуемая прочность и несущая способность панели, в том числе после воздействия на нее нормированного ударного повреждения, и конечная внешняя геометрия и остаточные деформации конструкции панели, во многом зависящие от возникающих в процессе вакуумно-инфузионного формования внутренних напряжений в композиционном материале панели, связанные с анизотропной структурой получаемого композита.
В настоящее время известны варианты конструкции панелей крыла летательных аппаратов, подкрепленных стрингерным набором различной конфигурации. Из уровня техники известны публикации патентов РФ на изобретение RU 128599 U1 и RU 2521882. Описывается стрингерная панель из композиционного слоистого материала, которая выполнена с помощью автоматизированной выкладки с формированием обшивки и стрингеров из чередующихся продольных, расположенных вдоль стрингеров и расположенных под углом к стрингерам монослоев композиционного материала. Стрингер имеет в поперечном сечении волнообразную форму и делится на несколько частей, образующих монолитное тело стрингера, интегрированного с плоской обшивкой. Изобретением решается техническая задача повышения прочности и надежности соединения стрингера с обшивкой так как стрингер, по утверждению авторов, становится единым целым с обшивкой (интегрирован в нее), а также решается задача обеспечения высокой технологичности производства панели - за счет совместной операции автоматизированной выкладки стрингеров и обшивки. Утверждается, что при неизбежно относительно большой толщине и сравнительно малой высоте такого стрингера его эффективность сравнима с эффективностью традиционных стрингеров, под которыми понимается панель из композиционного слоистого материала из обшивки и закрепленных на ней (с помощью отверждаемого связующего или клея) стрингеров разомкнутого сечения.
Также известна конструкция панели крыла, см.патент РФ на изобретение RU 2518519, который описывает панель из слоистых композиционных материалов, содержащую обшивку с гладкой, пологой геометрической формой наружной поверхности, скрепленную с силовыми наборами в виде системы скрепленных с обшивкой перекрещивающихся ребер, состоящих из слоев однонаправленных высокопрочных (высокомодульных) нитей и (или) ткани, скрепленных полимерным связующим, ориентированных вдоль геодезических линий на внутренней поверхности обшивки, причем толщина и высота ребер, в общем случае, различны. При этом одной из задач, решаемой в изобретении, являлось разработка панели из слоистого композиционного материала для планера самолета минимальной массы с достаточной жесткостью, прочностью и способностью обшивки панелей не только воспринимать внешние нагрузки, но и сохранять несущую способность после ударного воздействия на нее посторонними предметами типа града и мелких камней при взлете и посадке, т.е. сохранять устойчивость при эксплуатации и пониженную повреждаемость обшивки посторонними предметами.
Определенное понимание в решении задачи минимизации внутренних напряжений в материале панели из полимерных композиционных материалов дается в патенте RU 2518927, в котором говорится, что для снижения жесткости конструктивного элемента панели, состоящего из множества композиционных материалов, имеющих поверхности раздела, проходящие в продольном направлении крыла, при проектировании необходимо четко определять процентное содержание монослоев определенного направления по сечению панели. Однако каково распределение соотношения монослоев между обшивкой и стрингеров остается не определенным.
Наиболее близким вариантом конструкции панели кессона крыла является панель, описанная в патенте РФ на изобретение RU 2 557 638 С1, стрингеры кессона консоли крыла которой выполнены в виде Т-образного профиля. Обшивка и стрингеры панели изготовлены из полимерного композиционного материала на основе углепластика совместным формованием обшивки и стрингерного набора. Панели воспринимают значительную часть аэродинамической и массовой нагрузки и выполняют основную роль в обеспечении прочности всей конструкции кессона крыла.
При всех достоинствах описанных конструктивных решений панели кессона крыла недостаточное внимание уделяется остаточной прочности панели, в том числе после воздействия на нее нормированного ударного повреждения, и возникающим при совместном формовании обшивки и стрингерного набора остаточным деформациям конструкции панели и влиянию этих деформаций на технологичность самой панели и технологичность изготавливаемого из этих панелей кессона крыла самолета.
Все вышесказанное послужило основными предпосылками для создания конструкции регулярной зоны панели кессона крыла, предложенной в настоящей заявке.
Техническим результатом является достижение требуемой расчетной прочности панели, остаточной прочности после нормированного удара панели, исключения остаточных деформаций панели при изготовлении и обеспечение высокой технологичности и минимальной трудоемкости производства панели при вакуумно-инфузионном процессе ее формования за счет оптимального конструктивного распределения силовых непрерывных органических и неорганических углеродных и стеклянных волокон в термореактивной матрице полимерного композиционного материала панели, которое исключает необходимость специальных расчетов геометрии технологической оснастки и дополнительных затрат для отработки конструкции технологической оснастки в производстве, чем и определяется технологичность панели при заявленном распределении силового волокнистого материала между обшивкой и подкрепляющим ее стрингерным набором..
Технический результат достигается тем, что конструкция верхней и/или нижней панелей кессона крыла тяжелого транспортного самолета, которые изготовлены из полимерного композиционного материала на основе непрерывных органических и неорганических углеродных и стеклянных силовых волокон и термореактивной матрицы, выполнены в виде интегральной конструкции за одно совместное формование заготовок стрингеров и заготовки обшивки вакуумно-инфузионным процессом, и конструкция панели в регулярной зоне состоит из гладкой обшивки и подкрепляющего ее профилированного стрингерного набора Т-образного сечения, выполненного с шагом стрингеров (t) и высотой стрингера (h),
при этом получение требуемой прочности панели достигается созданием анизотропной структуры материала в конструкции обшивки и стрингеров за счет разнонаправленных под определенными углами монослоев углеродных и стеклянных силовых волокон, скрепленных между собой термореактивной матрицей вакуумно-инфузионным процессом, в результате чего панель выполняется из полимерного композиционного материала, а геометрические параметры панели общие и в каждом конкретном сечении складываются из заданного количества монослоев композиционного материала панели,
причем прочность панели определяется в значительной степени общей площадью поперечного сечения (FΣ) панели на шаге стрингеров (t), которая образуется из площади поперечного сечения стрингеров (Fстр) и площади поперечного сечения обшивки (Fобш) на шаге стрингеров (t) и при конфигурировании конструкции панели выполнено оптимальное распределение силового волокнистого материала органических и неорганических волокон монослоев между стрингером и обшивкой в соотношении Fстр=1/3⋅FΣ и Fобш=2/3⋅FΣ, а получаемая при таком распределении толщина обшивки панели составляет δ=Fобш/t и Fобш=2⋅Fстр,
причем общая площадь Т-образного стрингера с обшивкой (FΣ) на шаге стрингера (t) равна FΣ=Fобш+Fстр и подбирается по требованиям прочности в соответствии с деформационными критериями, а изменением высоты стрингера (h) достигается требуемая несущая способность панели,
причем получаемая толщина обшивки (δ) обеспечивает панели необходимую прочность, в том числе после воздействия на нее нормированного ударного повреждения,
после чего конфигурация панели с предложенным распределением силового волокнистого материала между обшивкой и подкрепляющим ее стрингерным набором обеспечивает требуемую расчетную и остаточную прочность и высокую технологичность изготовления панели.
В варианте технического решения подкрепленная стрингерным набором интегральная композиционная панель из слоистого волокнистого композиционного материала всегда имеет анизотропную структуру конструктивного происхождения, которая в процессе производства панели приводит к возникновению внутренних напряжений в полимерном композиционном материале панели и, как следствие, к возникновению остаточных деформаций конструкции панели и отклонению получаемых в производстве общих геометрических параметров панели от заданных в конструкторской документации.
В варианте технического решения несущая способность кессона крыла самолета обеспечивается более толстой гладкой обшивкой, а стрингера выполняют в основном подкрепляющую роль при возникновении знакопеременных нагрузок.
В варианте технического решения общая геометрия получаемой интегральной панели при изготовлении в производстве определяется геометрией и конструкцией технологической оснастки, на которую укладываются заготовки обшивки и стрингеров при выполнении вакуумно-инфузионным процесса.
В варианте технического решения технологичность изготовления панели определяется отсутствием необходимости в специальных расчетах геометрии и в отработке конструкции технологической оснастки, применяемой для изготовления панели вакуумно-инфузионным процессом, которые были бы необходимы для компенсации остаточных деформаций панели при изготовлении.
В варианте технического решения заготовка гладкой обшивки панели выполнена из сухого слоистого волокнистого материала автоматической или ручной выкладкой монослоев.
В варианте технического Т-образное сечение стрингера образуется из двух заготовок L-образного профиля, выполненного из сухого слоистого волокнистого материала автоматической или ручной выкладкой монослоев.
В варианте технического решения трудоемкость изготовления панели снижается за счет того, что основная масса выкладываемого слоистого материала находится в гладкой обшивке, скорость автоматизированного выкладывания заготовки которой значительно выше, чем заготовок профилированного стрингерного набора, что гарантирует минимальный цикл вакуумно-инфузионного процесса изготовления панели.
В приведенном описании раскрыта конструкция регулярной зоны одной панели (верхней) кессона крыла, так как другая панель (нижняя) имеет подобную конструкцию в регулярной зоне, т.е. описание конструкции регулярной зоны нижней панели кессона крыла будет аналогично представленному описанию.
Ниже изобретение объясняется более подробно со ссылкой на приложенные чертежи, на которых изображено следующее.
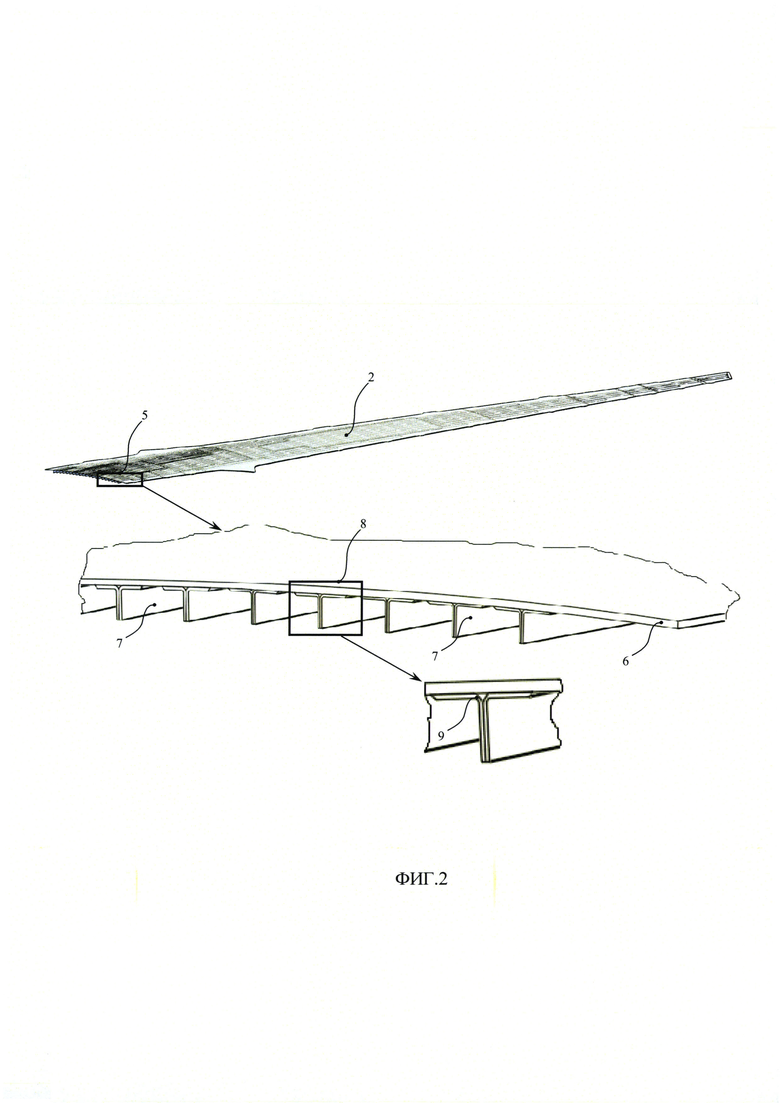
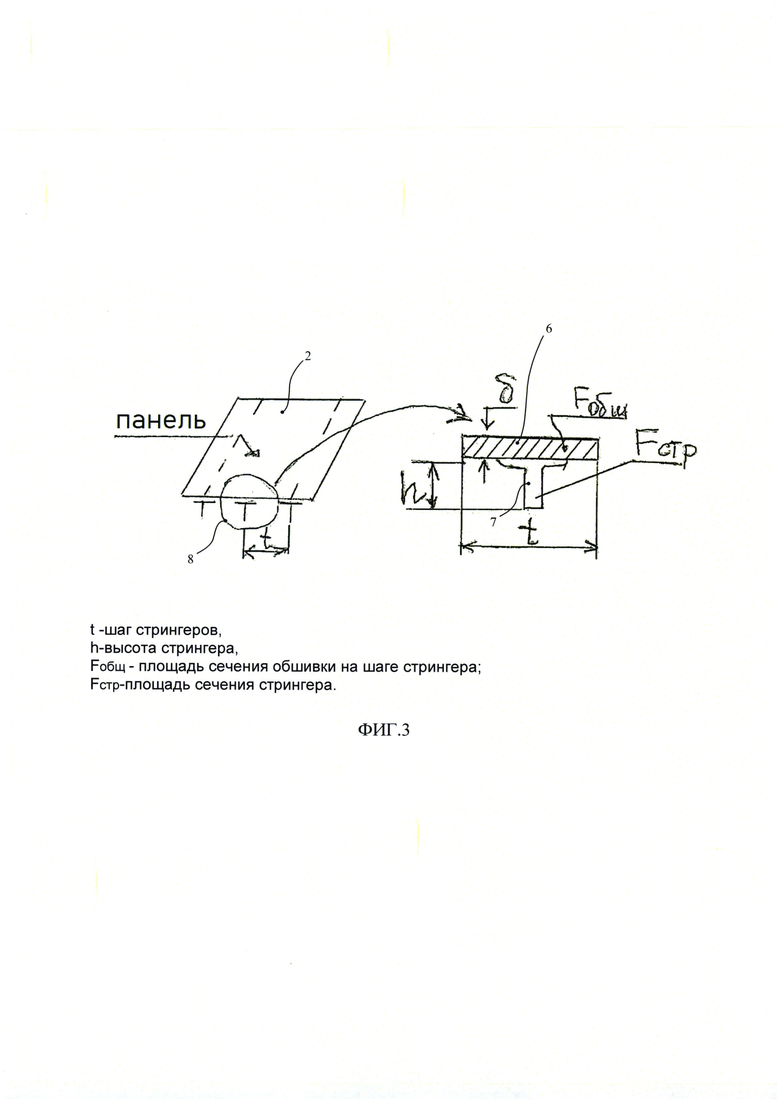
На фиг. 1 схематично изображен кессон крыла тяжелого самолета, на фиг. 2 показана верхняя панель кессона крыла и сечение панели в регулярной зоне, на фиг. 3 изображены расчетные геометрические параметры в сечении панели на шаге стрингеров.
На фиг. 1 показано схематичное изображение кессона 1 крыла, в котором реализуется заявляемый способ. Кессон 1 крыла включает четыре основные конструктивные силовые элемента, которые определяют несущую способность крыла, а именно, верхняя панель 2 кессона крыла, нижняя панель 3 кессона крыла и два продольных элемента 4, которые образую физическую связь верхней 2 и нижней 3 панелей в замкнутый кессон коробчатого вида. Верхняя 2 и нижняя 3 панели кессона 1 крыла тяжелого транспортного самолета изготовлены из полимерного композиционного материала на основе непрерывных органических и неорганических углеродных и стеклянных волокон и термореактивной матрицы с образованием полимерного композиционного материала панели 2 и панели 3. Непрерывные органические и неорганические углеродные и стеклянные волокна представляют собой сухой слоистый волокнистый материала и образуют силовой каркас полимерного композиционного материала, причем волокна собраны в однонаправленные ленты или ткань заданной толщины и ширины. Из лент или ткани образуется силовой монослой, причем набор монослоев, уложенных один на другой под заданными углами друг относительно друга, образуют заданную толщину гладкой обшивки 6 или стрингера 7 (фиг. 2) и обеспечивают прочностные характеристики панели. Заданное количество монослоев укладывается один на другой и образует заданную толщину заготовки гладкой обшивки 6 или заготовки L-образного профиля 9, причем Т-образное сечение 8 стрингера 7 образуется из двух заготовок L-образного профиля 9. Причем несущая способность кессона 1 крыла самолета обеспечивается более толстой гладкой обшивкой 6, а стрингера 7 выполняют в основном подкрепляющую роль при возникновении знакопеременных нагрузок.
Верхняя 2 и нижняя 3 панели выполнены в виде интегральной конструкции за одно совместное формование заготовок стрингеров 7 и заготовки обшивки 6 вакуумно-инфузионным процессом. Заготовка гладкой обшивки 6 панели 2 выполнена из сухого слоистого волокнистого материала автоматической или ручной выкладкой слоев. Заготовки L-образного профиля 9 Т-образного стрингера 7 выполнены из сухого слоистого волокнистого материала автоматической или ручной выкладкой монослоев
Конструкция панели 2 фиг. 2 в регулярной зоне 5 состоит из гладкой обшивки 6 и подкрепляющего ее профилированного стрингерного набора 7 Т-образного сечения 8, выполненного с шагом стрингеров (t) и высотой стрингера (h). Требуемая прочность панели 2 достигается созданием анизотропной структуры материала в конструкции обшивки 6 и стрингеров 7 за счет разнонаправленных под определенными углами монослоев углеродных и стеклянных силовых волокон, скрепленных между собой термореактивной матрицей вакуумно-инфузионным процессом, и геометрические параметры панели 2 общие и в каждом конкретном сечении складываются из заданного количества монослоев композиционного материала панели.
Прочность панели 2 определяется в значительной степени общей площадью поперечного сечения 8 (FΣ) панели на шаге стрингеров (t), образуется из площади поперечного сечения стрингеров 7 (Fстр) и площади поперечного сечения обшивки 6 (Fобш) на шаге стрингеров (t) (фиг. 3) и равна FΣ=Fобш+Fстр. При разработке конструкции панели 2 выполнено оптимальное распределение силового волокнистого материала органических и неорганических волокон монослоев между стрингером 7 и обшивкой 6 в соотношении Fстр=1/3⋅FΣ и Fобш=2/3⋅FΣ соответственно, а получаемая при таком распределении толщина обшивки панели составляет δ=Fобш/t и Fобш=2⋅Fстр.
Общая площадь Т-образного стрингера с обшивкой (FΣ) на шаге стрингера (t) подбирается по требованиям прочности в соответствии с деформационными критериями, требуемая несущая способность панели достигается изменением высоты стрингера (h). Получаемая толщина обшивки (δ) обеспечивает панели необходимую прочность, в том числе после воздействия на нее нормированного ударного повреждения, и конфигурация панели 2 с предложенным распределением силового волокнистого материала между обшивкой 6 и подкрепляющим ее стрингерным набором 7 обеспечивает требуемую расчетную и остаточную прочность и высокую технологичность изготовления панели.
Подкрепленная стрингерным набором интегральная композиционная панель из слоистого волокнистого композиционного материала всегда имеет анизотропную структуру конструктивного происхождения, которая в процессе производства панели приводит к возникновению внутренних напряжений в полимерном композиционном материале панели и, как следствие, к возникновению остаточных деформаций конструкции панели и отклонению получаемых в производстве общих геометрических параметров панели от заданных в конструкторской документации. Основной вклад в возникновение остаточной деформации панели вносят L-образные 9 половины Т-образного стрингера 7 за счет разницы длины волокнистого материала во внешних и внутренних слоях L-образного профиля составляющих стрингера 6 и количества монослоев в сечении стрингера. Чем большая разница в количестве монослоев в сечении стрингера 7 и обшивки 6, тем меньше влияние стрингера на деформацию обшивки изгиб и кручение в сечении, причем деформация панели 2 задается определенным набором деформационных критериев оценка. С другой стороны, прочность и несущая способность панели 2 при различных вариантах нагружения поддерживается подкрепляющим набором стрингеров определенной площади сечения и полностью исключать стрингер из конструкции панели невозможно. Изменением высоты (h) стрингера 7 достигается требуемая несущая способность панели 2. Поэтому общая площадь (FΣ) Т-образного стрингера 7 с обшивкой 6 на шаге стрингера (t) подбирается по требованиям прочности панели 2 в соответствии с деформационными критериями и получаемая толщина обшивки 6 обеспечивает панели 2 необходимую прочность, в том числе после воздействия на нее нормированного ударного повреждения, и при распределении волокнистого материала между стрингером и обшивкой несущая способность кессона крыла самолета обеспечивается более толстой гладкой обшивкой, а стрингера выполняют в основном подкрепляющую роль при возникновении знакопеременных нагрузок.
Конструкция панели 2 с предложенным распределением силового волокнистого материала между обшивкой и подкрепляющим ее стрингерным набором обеспечивает требуемую расчетную и остаточную прочность и высокую технологичность изготовления панели 2. Общая геометрия получаемой интегральной панели при изготовлении в производстве определяется геометрией и конструкцией технологической оснастки, на которую укладываются заготовки обшивки 6 и стрингеров 7 при выполнении вакуумно-инфузионным процесса. Для компенсации остаточных деформаций панели 2 при вакуумно-инфузионном процессе выполняются специальные расчеты геометрии технологической оснастки, причем геометрия оснастки отличается от геометрии обшивки 6 панели 2 как раз на величину остаточных деформаций панели. Предложенное распределение силового волокнистого материала между обшивкой и подкрепляющим ее стрингерным набором минимизирует остаточные деформации панели 2 и исключает необходимость специальных расчетов геометрии технологической оснастки и дополнительных затрат для отработки конструкции технологической оснастки в производстве, чем и определяется технологичность панели при заявленном распределении силового волокнистого материала между обшивкой и подкрепляющим ее стрингерным набором. При этом трудоемкость изготовления панели снижается за счет того, что основная масса выкладываемого слоистого материала находится в гладкой обшивке, скорость автоматизированного выкладывания заготовки которой значительно выше, чем заготовок профилированного стрингерного набора, что гарантирует минимальный цикл вакуумно-инфузионного процесса изготовления панели
Таким образом, заявляемая конструкция регулярной зоны панели кессона крыла тяжелого транспортного самолета из волокнистых полимерных композиционных материалов позволяет изготавливать вакуумно-инфузионным процессом интегральные панели 2 с гладкой обшивкой 6, подкрепленной регулярным стрингерным набором 7, с требуемой расчетной и остаточной прочностью и минимальными остаточными деформациями панели в производстве.
Также заявляемая конструкция регулярной зоны панели позволяет существенно снизить затраты на разработку конструкции и затраты на отработку геометрии технологической оснастки и трудоемкость вакуумно-инфузионного процесса изготовления панели при автоматизированной или ручной выкладке слоев заготовок обшивки и стрингеров панели.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТЕГРАЛЬНАЯ КОМПОЗИТНАЯ НИЖНЯЯ ПАНЕЛЬ КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2839492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
| СТРИНГЕРНАЯ ПАНЕЛЬ ИЗ КОМПОЗИЦИОННОГО СЛОИСТОГО МАТЕРИАЛА | 2013 |
|
RU2521882C1 |
| ИНТЕГРАЛЬНАЯ КОМПОЗИТНАЯ ВЕРХНЯЯ ПАНЕЛЬ КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2839494C1 |
| КЕССОН КРЫЛА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2532255C1 |
| КОМПОЗИТНЫЙ ЗАКРЫЛОК КРЫЛА САМОЛЕТА | 2024 |
|
RU2839790C1 |
| КОМПОЗИТНЫЙ РУЛЬ НАПРАВЛЕНИЯ САМОЛЕТА | 2024 |
|
RU2840550C1 |
| ЗАКОНЦОВКА КРЫЛА САМОЛЕТА | 2024 |
|
RU2838694C1 |
| Панель крыла или оперения летательного аппарата из слоистых композиционных материалов | 2016 |
|
RU2628416C1 |
| КЕССОН КРЫЛА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2532254C2 |

Изобретение относится к области авиационной техники и касается вопросов проектирования и изготовления обтекаемых конструкций летательных аппаратов, в частности кессонов крыла и крыльевых устройств тяжелых транспортных самолетов. Конструкция верхней или нижней панелей кессона крыла тяжелого транспортного самолета, которые изготовлены из полимерного композиционного материала на основе непрерывных органических и неорганических углеродных и стеклянных волокон и термореактивной матрицы, в регулярной зоне состоит из гладкой обшивки и подкрепляющего ее стрингерного набора Т-образного сечения, выполненного с шагом (t) и высотой (h) стрингера. Конструкция каждой панели имеет площадь поперечного сечения (FΣ) на шаге стрингеров (t), которая образуется из площади поперечного сечения стрингеров (Fстр) и площади поперечного сечения обшивки (Fобш) на шаге стрингеров (t), и при конфигурировании панели выполнено оптимальное распределение силового волокнистого материала органических и неорганических волокон между стрингером и обшивкой. Изобретение направлено на повышение прочности и технологичности конструкции панели кессона крыла самолетов. 10 з.п. ф-лы, 3 ил.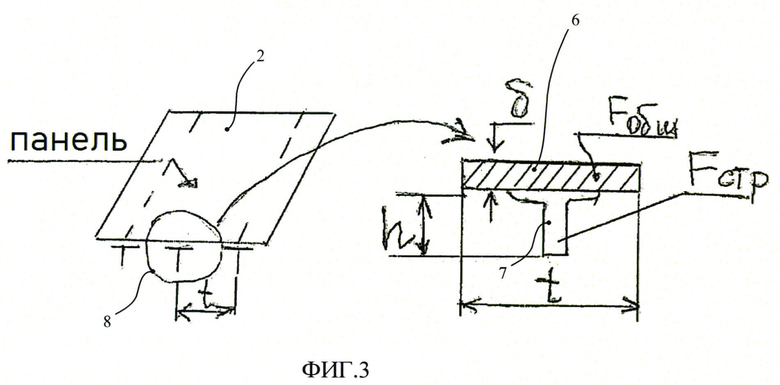
1. Конструкция регулярной зоны панели кессона крыла тяжелого транспортного самолета, изготовленной из полимерного композиционного материала на основе непрерывных органических и неорганических углеродных и стеклянных волокон и термореактивной матрицы вакуумно-инфузионным процессом,
отличающаяся тем, что
верхняя и нижняя панели конструктивно состоят из стрингерного набора и гладкой обшивки, выполнены в виде интегральной конструкции за одно совместное формование заготовок стрингеров и заготовки обшивки на основе силовых непрерывных органических и неорганических углеродных и стеклянных волокон вакуумно-инфузионным процессом термореактивной матрицы с образованием полимерного композиционного материала панели, при этом общая площадь поперечного сечения панели (FΣ) на шаге стрингеров (t) образуется из площади поперечного сечения стрингеров (Fстр) и площади поперечного сечения обшивки (Fобш) на шаге стрингеров (t), равна FΣ=Fобш+Fстр, и при конфигурировании панели выполнено оптимальное распределение силового волокнистого материала органических и неорганических волокон между стрингером и обшивкой в соотношении Fстр=1/3⋅FΣ и Fобш=2/3⋅FΣ, а получаемая при таком распределении толщина обшивки панели составляет δ=Fобш/t и Fобш=2⋅Fстр.
2. Конструкция панели кессона по п. 1, отличающаяся тем, что в регулярной зоне верхняя и нижняя панели кессона крыла состоят из гладкой обшивки и подкрепляющего ее профилированного стрингерного набора Т-образного сечения, выполненного с шагом стрингеров (t) и высотой стрингера (h).
3. Конструкция панели кессона по п. 1, отличающаяся тем, что общая площадь Т-образного стрингера с обшивкой (FΣ) на шаге стрингера (t) подбирается по требованиям прочности в соответствии с деформационными критериями.
4. Конструкция панели кессона по п. 1, отличающаяся тем, что изменением высоты (h) стрингера достигается требуемая несущая способность панели.
5. Конструкция панели кессона по п. 1, отличающаяся тем, что получаемая толщина обшивки обеспечивает панели необходимую прочность, в том числе после воздействия на нее нормированного ударного повреждения.
6. Конструкция панели кессона по п. 1, отличающаяся тем, что при указанном распределении волокнистого материала между стрингером и обшивкой несущая способность кессона крыла самолета обеспечивается более толстой гладкой обшивкой, а стрингеры выполняют в основном подкрепляющую роль при возникновении знакопеременных нагрузок.
7. Конструкция панели кессона по п. 1, отличающаяся тем, что подкрепленная стрингерным набором композиционная панель всегда имеет анизотропную структуру конструктивного происхождения, которая в процессе производства панели приводит к возникновению внутренних напряжений в полимерном композиционном материале и, как следствие, к возникновению остаточных деформаций конструкции.
8. Конструкция панели кессона по п. 1, отличающаяся тем, что конфигурация панели с предложенным распределением силового волокнистого материала между обшивкой и подкрепляющим ее стрингерным набором обеспечивает требуемую расчетную и остаточную прочность и высокую технологичность изготовления панели.
9. Конструкция панели кессона по п. 1, отличающаяся тем, что заготовка гладкой обшивки панели выполнена из сухого слоистого волокнистого материала автоматической или ручной выкладкой слоев.
10. Конструкция панели кессона по п. 1, отличающаяся тем, что Т-образное сечение стрингера образуется из двух заготовок L-образного профиля, выполненного из сухого слоистого волокнистого материала автоматической или ручной выкладкой слоев.
11. Конструкция панели кессона по п. 1, отличающаяся тем, что трудоемкость изготовления панели снижается за счет того, что основная масса выкладываемого слоистого материала находится в гладкой обшивке, скорость автоматизированного выкладывания заготовки которой значительно выше, чем заготовок профилированного стрингерного набора, что гарантирует минимальный цикл вакуумно-инфузионного процесса изготовления панели.
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| КЕССОН КРЫЛА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2532255C1 |
| WO 2011043346 A1, 14.04.2011 | |||
| WO 2008012570 A2, 31.01.2008 | |||
| WO 2009004362 A2, 08.01.2009. | |||

