ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Изобретение относится к области авиастроения, в частности к конструкции закрылка крыла самолета из композиционного полимерного материала.
[0002] Настоящее решение может быть использовано в конструкциях механизации задней кромки крыла самолета, выполненной из полимерных композиционных материалов и выполняющей функцию увеличения подъемной силы крыла самолета на взлетно-посадочных режимах. Преимущественно изобретение может быть применено при проектировании задней кромки крыла широкофюзеляжного дальнемагистрального самолета.
УРОВЕНЬ ТЕХНИКИ
[0003] На сегодняшний день существует множество вариантов конструкций закрылков, выполненных из полимерных композиционных материалов, например, в патенте EP 2842867 A1 (дата публикации 30.08.2013) описан вариант изготовления закрылка, конструкция которого имеет гофрированную внутреннюю конструкцию, установленную между верхней и нижней обшивкой.
[0004] Применение данной конструкции закрылка для рассматриваемого крыла не целесообразно, так как она имеет избыточные прочностные характеристики и массу.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] Техническая проблема, на решение которой направлено заявляемое изобретение, состоит в повышении технологичности конструкции закрылка большого размера и сложной формы из полимерного композиционного материала и сокращении цикла производства с соблюдением требований прочности и жёсткости конструкции.
[0006] Технический результат, достигаемый при реализации заявляемого изобретения, заключается в создании закрылка большого габаритного размера и сложной формы из полимерного композиционного материала с высокими показателями прочности и жёсткости, обеспечивающего снижение массы и повышение эффективности конечного изделия - крыла широкофюзеляжного дальнемагистрального самолета.
[0007] Заявляемый технический результат достигается за счет того, что композитный закрылок крыла самолета состоит из корневой и концевой секций, при этом корневая секция включает в себя:
верхнюю и нижнюю панель, содержащие верхнюю и нижнюю обшивки, между которыми размещены сотоблоки, и стрингеры из полимерного композиционного материала на основе углеродного волокна, представляющие собой единую конструкцию, полученную совместным формованием методом вакуумной инфузии с углами направления укладки 0°/±45° со средним процентным содержанием слоев в укладке: 56% в направлении 0°, 44% в направлениях ±45°, при этом верхняя и нижняя панели состыкованы между собой по задней кромке при помощи сухаря, изготовленного из стеклотекстолита;
передний и задний лонжерон, выполненные методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна с углами направления укладки 0°/±45° с содержанием слоев в укладке: 55,6% в направлении 0°, 44,4% в направлениях ±45°;
набор поперечных элементов жесткости, содержащий десять диафрагм, выполненных методом вакуумно-автоклавного формования из полимерного композиционного материала, и одиннадцать нервюр, включающих восемь несиловых нервюр, выполненных методом вакуумно-автоклавного формования из полимерного композиционного материала, две металлические силовые нервюры №1 и №2, образующих первую опору с узлом навески, металлическую силовую нервюру №7 с узлами навески и привода, образующую вторую опору.
дополнительную Ω-образную продольную стенку, выполненную методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, установленную за задним лонжероном;
лобовик, выполненный методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, закрепленный по передней кромке совместно с поясами переднего лонжерона;
концевая секция включает в себя:
верхнюю и нижнюю панель, содержащие верхнюю и нижнюю обшивки, между которыми размещены сотоблоки, и стрингеры из полимерного композиционного материала на основе углеродного волокна, представляющие собой единую конструкцию, полученную совместным формованием методом вакуумной инфузии с углами направления укладки 0°/±45° с средним процентным содержанием слоев в укладке: 56% в направлении 0°, 44% в направлениях ±45°, при этом верхняя и нижняя панели состыкованы между собой по задней кромке при помощи сухаря, изготовленного из стеклотекстолита;
передний и задний лонжероны, выполненные методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна с углами направления укладки 0°/±45° с содержанием слоев в укладке: 55,6% в направлении 0°, 44,4% в направлениях ±45°;
набор поперечных элементов жесткости, содержащий семнадцать диафрагм, выполненных методом вакуумно-автоклавного формования из полимерного композиционного материала, и девятнадцать нервюр, включающих шестнадцать несиловых нервюр, выполненных методом вакуумно-автоклавного формования из полимерного композиционного материала, три металлические силовые нервюры №4, №10, №16 с узлами навески и привода;
дополнительную Ω-образную продольную стенку, выполненную методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, установленную за задним лонжероном;
лобовик, выполненный методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, закрепленный по передней кромке совместно с поясами переднего лонжерона;
[0008] Кроме того, в частном случае реализации изобретения лобовик корневой части состоит из двух частей, лобовик концевой части состоит из четырех частей.
[0009] Кроме того, в частном случае реализации изобретения нервюры №1 и №2 корневой секции выполнены в виде балки U-образного сечения из прессованного профиля 1933Т3, выполненные методом фрезерования, а нервюра №7 представляет собой две разнесенные сборные балки таврового сечения, к которым крепятся передний и задний узлы навески и узел привода.
[0010] Кроме того, в частном случае реализации изобретения каждая силовая нервюра концевой секции представляет собой две разнесенные сборные балки таврового сечения из прессованного профиля, выполненные методом фрезерования, к которым крепятся передний и задний узлы навески и узел привода для нервюр №4 и №16.
[0011] Кроме того, в частном случае реализации изобретения корневая секция имеет длину 8000 мм по передней кромке, максимальную величину хорды 1500 мм, минимальную величину хорды 1290 мм, максимальную строительную высоту 180 мм, концевая секция имеет длину 14500 мм по передней кромке, максимальную величину хорды 1370 мм, минимальную величину хорды 792 мм, максимальную строительную высоту 184 мм.
[0012] Преимуществом заявляемой конструкции закрылка над изделием по патенту-аналогу является изготовление интегральных панелей, содержащих обшивку и стрингеры, методом вакуумной инфузии, с получением единой конструкции. Примененный способ изготовления панелей обеих секций закрылка с интегральными стрингерами, и применение вдоль задней кромки Ω-образной стенки для увеличения жесткости панелей в зоне за вторым лонжероном, а также ориентированная укладка полимерного композиционного материала на основе углеродного волокна позволяют изготовить крупногабаритную деталь сложной формы с высокими показателями прочности и устойчивости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] На чертежах, поясняющих сущность изобретения, изображены:
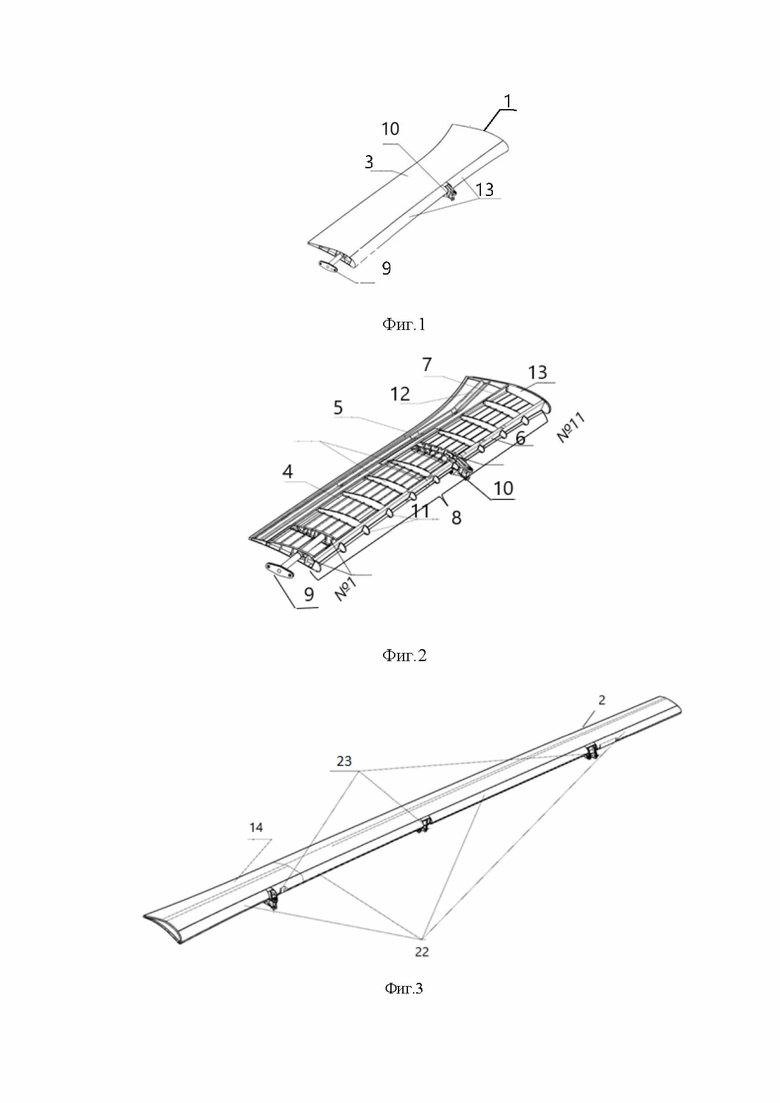
фиг. 1 - общий вид корневой секции закрылка;
фиг. 2 - вид силового набора корневой секции закрылка;
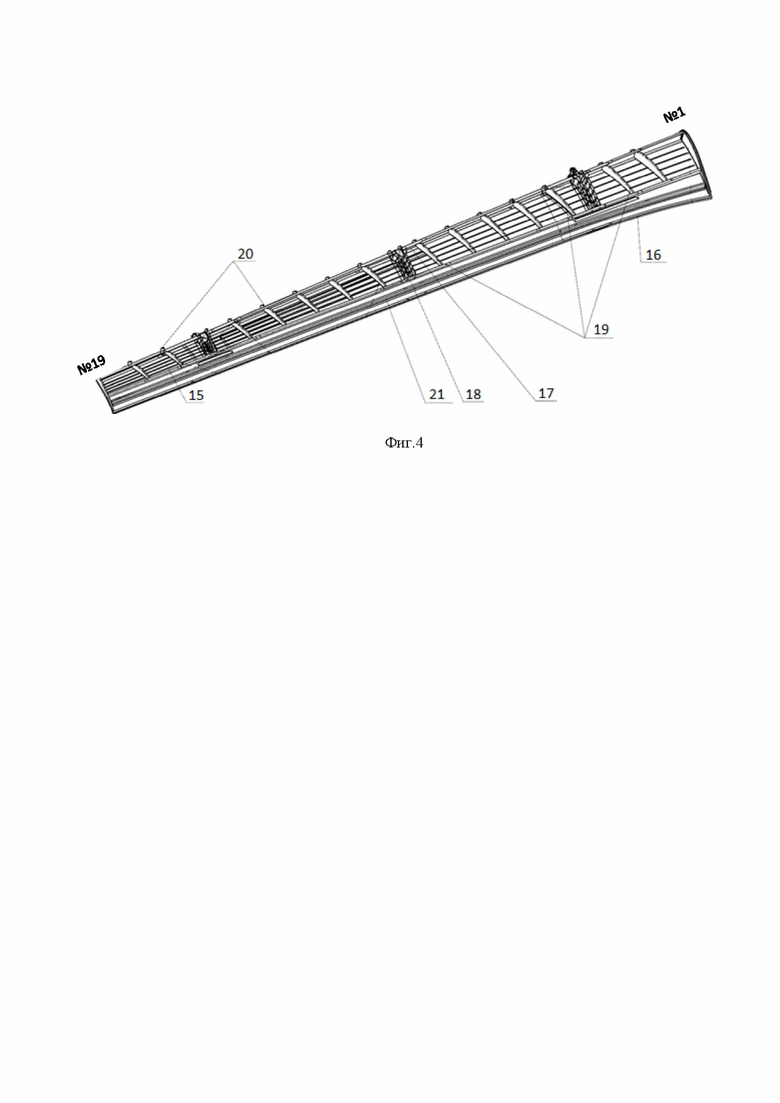
фиг. 3 - общий вид концевой секции закрылка;
фиг. 4 - вид силового набора концевой секции закрылка;
[0014] На фигурах цифрами обозначены следующие позиции:
1 - корневая секция закрылка
2 - концевая секция закрылка
3 - верхняя интегральная панель корневой секции закрылка
4 - нижняя интегральная панель корневой секции закрылка
5 - сухарь корневой секции закрылка
6 - передний лонжерон корневой секции закрылка
7 - задний лонжерон корневой секции закрылка
8 - набор нервюр корневой секции закрылка
9 - узел навески корневой секции закрылка
10 - узел навески и привода корневой секции закрылка
11 - диафрагмы корневой секции закрылка
12 - продольная стенка корневой секции закрылка
13 - лобовик корневой секции закрылка
14 - верхняя интегральная панель концевой секции закрылка
15 - нижняя интегральная панель концевой секции закрылка
16 - сухарь концевой секции закрылка
17 - передний лонжерон концевой секции закрылка
18 - задний лонжерон концевой секции закрылка
19 - набор нервюр концевой секции закрылка
20 - диафрагмы концевой секции закрылка
21 - продольная стенка концевой секции закрылка
22 - лобовик концевой секции закрылка
23 - узлы навески и приводов концевой секции закрылка
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0015] Осуществление изобретения поясняется приведенным ниже примером реализации со ссылками на чертежи.
[0016] Композитный закрылок крыла широкофюзеляжного дальнемагистрального самолета состоит из корневой секции 1 (фиг. 1, 2) и концевой секции 2 (фиг. 3, 4).
[0017] Корневая секция имеет длину 8000 мм по передней кромке, максимальную величину хорды 1500 мм, минимальную величину хорды 1290 мм, максимальную строительную высоту 180 мм, концевая секция имеет длину 14500 мм по передней кромке, максимальную величину хорды 1370 мм, минимальную величину хорды 792 мм, максимальную строительную высоту 184 мм.
[0018] Корневая секция 1 (фиг. 1,2) включает в себя:
верхнюю 3 и нижнюю 4 интегральные стрингерные панели, которые состыкованы между собой по задней кромке при помощи сухаря 5, выполненного из стеклотекстолита;
передний 6 и задний 7 лонжерон, выполненные из полимерного композиционного материала;
набор поперечных элементов жесткости, содержащих одиннадцать нервюр 8 (пронумерованных от бортовой нервюры №1 до №11), включающий восемь несиловых нервюр (№3, №4, №5, №6, №8, №9, №10, №11), выполненных из полимерного композиционного материала, две металлические силовые нервюры (№1 и №2) образующие первую опору узла навески 9, металлическую силовую нервюру №7 с узлами навески и привода 10, образующую вторую опору, и десять диафрагм 11, выполненных из полимерного композиционного материала;
дополнительную Ω-образную продольную стенку 12, выполненную из полимерного композиционного материал на основе углеродного волокна, например лент Роболен© 200 методом вакуумной инфузии, установленную за задним лонжероном 7 и предназначенную для увеличения жесткости панелей 3 и 4 в зоне за задним лонжероном 7;
лобовик 13, выполненный из полимерного композиционного материала на основе углеродного волокна, например лент Роболен© 200, закрепленного по передней кромке совместно с поясами переднего 6 лонжерона.
[0019] Лобовик 13 состоит из двух частей и закреплен по передней кромке совместно с поясами переднего лонжерона 6.
[0020] Верхняя 3 и нижняя 4 панель включают в себя верхнюю и нижнюю обшивки, между которыми размещены сотоблоки, и стрингеры из полимерного композиционного материала на основе углеродного волокна, например лент Роболен© 200, представляющие собой единую конструкцию, полученную совместным формованием методом вакуумной инфузии с углами направления укладки 0°/±45° со средним процентным содержанием слоев в укладке: 56% в направлении 0°, 44% в направлениях ±45° в зависимости от выбранного типа укладки, исходя из действующих силовых факторов.
[0021] Передний 6 и задний 7 лонжероны выполнены методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, например лент Роболен© 200 с углами направления укладки 0°/±45° с содержанием слоев в укладке: 55,6% в направлении 0°, 44,4% в направлениях ±45°. Передний лонжерон 6 состоит из четырех частей.
[0022] Десять диафрагм 11 выполнены методом вакуумно-автоклавного формования из полимерного композиционного материала на основе препрега АСМ102-С200Т.
[0023] Восемь несиловых нервюр (№3, №4, №5, №6, №8, №9, №10, №11) выполнены методом вакуумно-автоклавного формования из полимерного композиционного материала на основе препрега АСМ102-С200Т.
[0024] Металлические нервюры №1 и №2 выполнены в виде балки U-образного сечения из прессованного профиля 1933Т3 методом фрезерования. Нервюра №7 представляет собой две разнесенные сборные балки таврового сечения из прессованного профиля 1933Т3, выполненные методом фрезерования, к которым крепятся передний и задний узлы навески и узел привода 10.
[0025] Концевая секция 2 (фиг. 3, 4) включает в себя:
верхнюю 14 и нижнюю 15 интегральную стрингерную панель, которые состыкованы между собой по задней кромке при помощи сухаря 16, изготовленного из стеклотекстолита;
передний 17 и задний 18 лонжерон, выполненные из полимерного композиционного материала;
набор поперечных элементов жесткости, содержащий девятнадцать нервюр 19 (пронумерованных с №1 по №19), включающих шестнадцать несиловых нервюр №1-3, 5-9, 11-15, 17-19, выполненных из полимерного композиционного материала, три металлические силовые нервюры №4, №10, №16 с узлами навески и привода 19 и семнадцать диафрагм 20, выполненных из полимерного композиционного материала;
дополнительную Ω-образную продольную стенку 21, выполненную из полимерного композиционного материала на основе углеродного волокна, например Роболен® 200 методом вакуумной инфузии, установленную за задним лонжероном 18, что обеспечивает жесткость панелей (верхней 14 и нижней 15) в зоне за задним лонжероном 18;
лобовик 22, выполненный из полимерного композиционного материала, закрепленный по передней кромке совместно с поясами переднего лонжерона 17;
[0026] Лобовик 22 выполнен методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, например Роболен® 200 и состоит из четырех частей, закрепленных по передней кромке совместно с поясами переднего лонжерона 17.
[0027] Верхняя 14 и нижняя 15 панель включают в себя верхнюю и нижнюю обшивки, между которыми размещены сотоблоки, и стрингеры из полимерного композиционного материала на основе углеродного волокна, например Роболен® 200», представляющие собой единую конструкцию, полученную совместным формованием методом вакуумной инфузии с углами направления укладки 0°/±45° со средним процентным содержанием слоев в укладке: 56% в направлении 0°, 44% в направлениях ±45° в зависимости от выбранного типа укладки, исходя из действующих силовых факторов.
[0028] Передний 17 и задний 18 лонжероны выполнены методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, например Роболен® 200 с углами направления укладки 0°/±45° с содержанием слоев в укладке: 55,6% в направлении 0°, 44,4% в направлениях ±45°. Лонжерон передний 17 состоит из четырех частей.
[0029] Семнадцать диафрагм 20 выполнены методом вакуумно-автоклавного формования из полимерного композиционного материала на основе препрега АСМ102-С200Т.
[0030] Шестнадцать несиловых нервюр (№1-3, 5-9, 11-15, 17-19) выполнены методом вакуумно-автоклавного формования из полимерного композиционного материала на основе препрега АСМ102-С200Т.
[0031] Каждая силовая нервюра №4, №10, №16 представляет собой две разнесенные сборные балки таврового сечения из прессованного профиля 1933ТЗ, к которым крепятся передний и задний узлы навески и узел привода (для нервюр №4 и №16). Металлические детали изготавливаются методом фрезерования.
[0032] Нервюры 8, 19 соединены с лонжеронами 6 и 7, 16 и 17 соответственно при помощи уголков из титанового сплава (на чертежах не показаны).
[0033] Концевая секция 2 закрылка представляет собой силовую конструкцию, воспринимающую аэродинамические нагрузки и снабжена системой молниезащиты (на чертежах не показано).
[0034] Процесс изготовления включает в себя:
- подготовку оснастки и материала для выкладки;
- автоматизированную выкладку основного материала;
- сборку технологического пакета и предварительное формование;
- сборку и позиционирование преформ стрингеров на инфузионной оснастке;
- предварительное формование сухой заготовки обшивки со стрингерным набором;
- сборку технологического пакета для вакуумной инфузии и контроль герметичности;
- пропитку и формование (вакуумная инфузия);
- разборку технологического пакета и снятие изделия с оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНЫЙ РУЛЬ НАПРАВЛЕНИЯ САМОЛЕТА | 2024 |
|
RU2840550C1 |
| ЗАКОНЦОВКА КРЫЛА САМОЛЕТА | 2024 |
|
RU2838694C1 |
| КОМПОЗИТНЫЙ РУЛЬ ВЫСОТЫ САМОЛЕТА | 2024 |
|
RU2840553C1 |
| КРЫЛО ШИРОКОФЮЗЕЛЯЖНОГО ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА | 2024 |
|
RU2838859C1 |
| КОМПОЗИТНЫЙ ЗАДНИЙ ЛОНЖЕРОН КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2840546C1 |
| КОМПОЗИТНЫЙ ПЕРЕДНИЙ ЛОНЖЕРОН КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2837915C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| ИНТЕГРАЛЬНАЯ КОМПОЗИТНАЯ ВЕРХНЯЯ ПАНЕЛЬ КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2839494C1 |
| ИНТЕГРАЛЬНАЯ КОМПОЗИТНАЯ НИЖНЯЯ ПАНЕЛЬ КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2839492C1 |
| Лопасть и способ ее изготовления | 2018 |
|
RU2688603C1 |
Изобретение относится к области авиастроения, в частности к конструкции закрылка крыла самолета из композиционного полимерного материала. Композитный закрылок крыла самолета состоит из корневой (1) и концевой секций. Корневая секция (1) включает в себя верхнюю (3) и нижнюю интегральные стрингерные панели. Несиловые нервюры выполнены из полимерного композиционного материала, образуют первую опору узла навески (9). Металлическая силовая нервюра с узлами навески и привода (10) образует вторую опору. Лобовик (13) выполнен из полимерного композиционного материала на основе углеродного волокна. Достигается повышение прочности и жесткости. 4 з.п. ф-лы, 4 ил.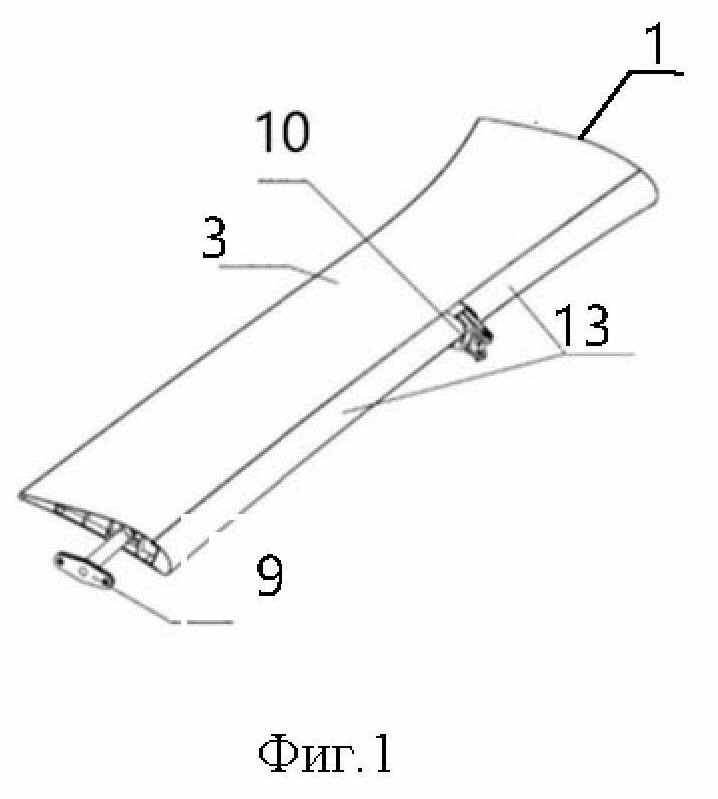
1. Композитный закрылок крыла самолета, состоящий из корневой и концевой секций, при этом корневая секция включает в себя:
верхнюю и нижнюю панели, содержащие верхнюю и нижнюю обшивки, между которыми размещены сотоблоки, и стрингеры из полимерного композиционного материала на основе углеродного волокна, представляющие собой единую конструкцию, полученную совместным формованием методом вакуумной инфузии с углами направления укладки 0°/±45° со средним процентным содержанием слоев в укладке: 56% в направлении 0°, 44% в направлениях ±45°, при этом верхняя и нижняя панели состыкованы между собой по задней кромке при помощи сухаря, изготовленного из стеклотекстолита;
передний и задний лонжероны, выполненные методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна с углами направления укладки 0°/±45°С с содержанием слоев в укладке: 55,6% в направлении 0°, 44,4% в направлениях ±45°;
набор поперечных элементов жесткости, содержащий десять диафрагм, выполненных методом вакуумно-автоклавного формования из полимерного композиционного материала, и одиннадцать нервюр, включающих восемь несиловых нервюр, выполненных методом вакуумно-автоклавного формования из полимерного композиционного материала, две металлические силовые нервюры №1 и №2, образующие первую опору с узлом навески, металлическую силовую нервюру №7 с узлами навески и привода, образующую вторую опору,
дополнительную Ω-образную продольную стенку, выполненную методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, установленную за задним лонжероном;
лобовик, выполненный методом вакуумной инфузии из полимерного композиционного материала на основе углепластика, закрепленный по передней кромке совместно с поясами переднего лонжерона;
концевая секция включает в себя:
верхнюю и нижнюю панели, включающие в себя верхнюю и нижнюю обшивки, между которыми размещены сотоблоки, и стрингеры из полимерного композиционного материала на основе углеродного волокна, представляющие собой единую конструкцию, полученную совместным формованием методом вакуумной инфузии с углами направления укладки 0°/±45° со средним процентным содержанием слоев в укладке: 56% в направлении 0°, 44% в направлениях ±45°, при этом верхняя и нижняя панели состыкованы между собой по задней кромке при помощи сухаря, изготовленного из стеклотекстолита;
передний и задний лонжероны, выполненные методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна с углами направления укладки 0°/±45° с содержанием слоев в укладке: 55,6% в направлении 0°, 44,4% в направлениях ±45°;
набор поперечных элементов жесткости, содержащий семнадцать диафрагм, выполненных методом вакуумно-автоклавного формования из полимерного композиционного материала, и девятнадцать нервюр, включающих шестнадцать несиловых нервюр, выполненных методом вакуумно-автоклавного формования из полимерного композиционного материала, три металлические силовые нервюры №4, №10, №16 с узлами навески и привода;
дополнительную Ω-образную продольную стенку, выполненную методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, установленную за задним лонжероном;
лобовик, выполненный методом вакуумной инфузии из полимерного композиционного материала на основе углеродного волокна, закрепленный по передней кромке совместно с поясами переднего лонжерона.
2. Композитный закрылок по п.1, отличающийся тем, что лобовик корневой части состоит из двух частей, лобовик концевой части состоит из четырех частей.
3. Композитный закрылок по.1, отличающийся тем, что нервюры №1 и №2 корневой секции выполнены в виде балки U-образного сечения из прессованного профиля 1933Т3, выполненные методом фрезерования, а нервюра №7 представляет собой две разнесенные сборные балки таврового сечения, к которым крепятся передний и задний узлы навески и узел привода.
4. Композитный закрылок по п.1, отличающийся тем, что каждая силовая нервюра концевой секции представляет собой две разнесенные сборные балки таврового сечения из прессованного профиля, выполненные методом фрезерования, к которым крепятся передний и задний узлы навески и узел привода для нервюр №4 и №16.
5. Композитный закрылок по любому из пп.1-4, отличающийся тем, что корневая секция имеет длину 8000 мм по передней кромке, максимальную величину хорды 1500 мм, минимальную величину хорды 1290 мм, максимальную строительную высоту 180 мм, концевая секция имеет длину 14500 мм по передней кромке, максимальную величину хорды 1370 мм, минимальную величину хорды 792 мм, максимальную строительную высоту 184 мм.
| EP 2842867 B1, 29.03.2017 | |||
| СТОЙКАЯ К ДЕЙСТВИЮ РАСТВОРИТЕЛЕЙ ЭПОКСИДНАЯ СМОЛА С УДАРНОЙ ВЯЗКОСТЬЮ, ПОВЫШЕННОЙ С ПОМОЩЬЮ ТЕРМОПЛАСТОВ | 2011 |
|
RU2575127C2 |
| КОНСТРУКЦИЯ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА И ОСНАЩЕННЫЕ ЕЙ КРЫЛО И ФЮЗЕЛЯЖ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2553608C2 |
| EP 3945017 A1, 02.02.2022 | |||
| US 11565825 B2, 31.01.2023. | |||

