ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу создания проволочных поляризаторов для терагерцового (ТГц) диапазона частот с помощью намоточного станка и вольфрамовой проволоки и может быть использовано для производства поляризаторов различного диаметра.
УРОВЕНЬ ТЕХНИКИ
Поляризаторы позволяют получить поляризованное или частично поляризованное излучение из излучения произвольной поляризации, вследствие чего являются неотъемлемой частью ТГц оптических схем. На данный момент в поляризаторах используются жидкие кристаллы, углеродные нанотрубки, тонкие пленки алюминия на диоксиде кремния, а также пленки из алюминия, нанесенные на кремний под углом Брюстера [Yan F. et al. Advances in polarizer technology for terahertz frequency applications // Journal of infrared, millimeter, and terahertz waves. - 2013. - T. 34. - №.9. - C. 489-499.]. Большая часть видов поляризаторов не может избежать потерь, так как всегда будет существовать отражение от подложки и потери на поглощение в подложке. Это приводит к тому, что часть желательной поляризации отражается и поглощается в подложке, что сказывается на эффективности прибора. Проволочные поляризаторы лишены данного недостатка за счет отсутствия какой-либо подложки. Они могут выдерживать высокую мощность поляризуемого излучения без потери своих характеристик, в отличие от пленочных поляризаторов.
Поляризаторы, содержащие проволочные сетки, могут иметь коэффициенты отражения и пропускания, близкие к 100% для их соответствующих плоскостей поляризации, от частот, близких к нулю, до  , где
, где  - пространственная частота проволок [Vickers D.G., Robson Е.I., Beckman J.Е. Freestanding polarizers for submillimeter interfe готе try // Applied optics. - 1971. - Т. 10. - №.3. - С. 682-684]. Для описания спектрального диапазона, в котором проволочные поляризаторы эффективно работают, используют параметр
- пространственная частота проволок [Vickers D.G., Robson Е.I., Beckman J.Е. Freestanding polarizers for submillimeter interfe готе try // Applied optics. - 1971. - Т. 10. - №.3. - С. 682-684]. Для описания спектрального диапазона, в котором проволочные поляризаторы эффективно работают, используют параметр  где d - период сетки из проволок, λ - длина волны, который принимает значения χ≤0,4 при заданном периоде и длине волны [Шестопалов В.П. и др. Дифракция волн на решетках. - Издательство Pubmix. com, 1973].
где d - период сетки из проволок, λ - длина волны, который принимает значения χ≤0,4 при заданном периоде и длине волны [Шестопалов В.П. и др. Дифракция волн на решетках. - Издательство Pubmix. com, 1973].
Также к преимуществам проволочных поляризаторов можно отнести способность отражать излучение определенной поляризации под необходимым углом. Данное свойство используется, к примеру, в определенных конфигурациях Фурье интерферометрах, описанных в статьях [Martin D.H., Puplett Е. Polarised interferometric spectrometry for the millimetre and submillimetre spectrum // Infrared Physics. - 1970. - T. 10. - №.2. - C. 105-109.], [Vickers D.G, Robson E.I., Beckman J. E. Freestanding polarizers for submillimeter interferometry // Applied optics. - 1971. - T. 10. - №. 3. - C. 682-684.].
Первой статьей, в которой описывается создание проволочных поляризаторов, является [Vickers D.G., Robson Е.I., Beckman J.Е. Freestanding polarizers for submillimeter interferometry // Applied optics. - 1971. - T. 10. - №.3. - C. 682-684]. В ней авторы для наматывания проволоки задействовали намоточный станок, который используется для намотки трансформаторной катушки. Была использована проволока диаметром 50 мкм из нержавеющей стали, а для закрепления проволоки используется прижимной механизм, который обеспечивает ей необходимое натяжение.
В работе [Costley А.Е. et al. Free-standing fine-wire grids: Their manufacture, performance, and use at millimeter and submillimeter wavelengths // JOSA. - 1977. - T. 67. - №.7. - C. 979-981] для наматывания проволоки использовался модифицированный, коммерчески доступный станок. Поляризаторы были изготовлены из вольфрамовой проволоки с помощью модифицированного серийно выпускаемого станка по намотке катушек. Основными модификациями являются повышение чувствительности узла держателя шпульки / скользящей муфты, увеличение чувствительности устройства головки постоянного натяжения, обеспечение автоматического отключения и обеспечение каретки подачи проволоки. Чувствительность сцепления была увеличена за счет использования войлочной тормозной колодки и уменьшения вращающейся массы. Повышена чувствительность натяжной головки за счет уменьшения площади контакта тормозной ленты с тормозным барабаном. Рама опиралась на две полугайки из ПТФЭ и слегка зажималась вокруг ходового винта. Существенным моментом каретки является то, что она подвергала проволоку только низкому и равномерному трению намотки, так что проволока может быть намотана с большим натяжением и точно определяет положение проволоки. Авторы использовали вольфрамовую проволоку диаметром до 10 мкм, которую наматывали со скоростью 4 оборота в минуту при натяжении 20 г.После намотки проволоки закреплялись на оправе, которая была предварительно помещена внутрь намоточной рамки, с помощью клея (раствор амилацетата в ацетоне), а затем обрезались. Авторы также отмечают, что минимальный период, с которым возможна намотка с помощью описанного станка, 25 мкм (максимальный 1.8 мм), а максимальная апертура 120 мм в диаметре. Данный период задается с помощью механической пружинной передачи, которая толкает подающий механизм с определенной скоростью.
Также существует метод, позволяющий наматывать проволоку без применения намоточного станка, вручную. Такой метод описывается в статье [Sentz A. et al. Construction of parallel grids acting as semitransparent flat mirrors in the far infrared // Review of Scientific Instruments. - 1978. - T. 49. - №.7. - C. 926-927.] и он предполагает использование насечек, нанесенных на намоточную рамку с двух сторон, которая контролирует период намотки. В данной работе авторы использовали проволоку из нержавеющей стали диаметром 50 мкм, которую наматывали с шагом 175 мкм, а также вольфрамовую проволоку диаметром 30 и 10 мкм с шагом 90 и 122 мкм, соответственно.
Более современным методом является метод, описанный в статье [Shapiro J.В., Bloemhof E.Е. Fabrication of wire-grid polarizers and dependence of submillimeter-wave optical performance on pitch uniformity // International journal of infrared and millimeter waves. - 1990. - T. 11. - №. 8. - C. 973-980.]. В ней использовался аналогичный намоточный станок, что и в [Costley А.Е. et al. Free-standing fine-wire grids: Their manufacture, performance, and use at millimeter and submillimeter wavelengths // JOSA. - 1977. - T. 67. - №.7. - C. 979-981.]. Различие заключается лишь в том, что шаг намотки контролировался с помощью заранее прописанного в программе, управляющей перемещением подающей проволоку части намоточного станка. В работе использовали вольфрамовую проволоку диаметром 10 мкм, покрытую золотом, которую наматывали со скоростью 17 оборотов в минуту и периодом 40 мкм.
В последующих работах описывается лишь улучшение намоточного станка в сторону увеличения апертуры рамки без значительных упоминаемых изменений в конструкции станка, либо переноса проволоки на рабочую рамку. К примеру, в данной работе [Ни Y. et al. A winding machine for polarized wire grid of microwave radiometer calibration // Proceedings of the Institution of Mechanical Engineers, Part G: Journal of Aerospace Engineering. - 2019. - T. 233. - №.5. - C. 1916-1925.] использовали молибденовую проволоку диаметром 100 мкм, которую наматывали со скоростью 8 оборотов в минуту и с периодом 300 мкм. Авторы отмечают, что в данной схеме возможно создание поляризаторов с максимальной апертурой 500 мм и минимальном диаметре проволоки 80 мкм и шагом 100 мкм.
Также стоит отметить, что в открытом доступе нет патентов в данной области техники.
Таким образом, актуальной является задача увеличения скорости намотки, контроля периода, длины области намотки, а также контроля натяжения проволоки во время наматывания проволочных поляризаторов.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящей изобретения является разработка способа производства проволочных поляризаторов для ТГц диапазона частот с помощью намоточного станка.
Технический результатом заявленного изобретения является изготовление проволочного поляризатора из вольфрамовой проволоки диаметром от 10 мкм, имеющего рабочий диапазон до 6 ТГц при коэффициенте экстинкции более 10 дБ, рабочий диапазон до 3 ТГц при коэффициенте экстинкции более 20 дБ и рабочий диапазон до 2 ТГц при коэффициенте экстинкции более 30 дБ.
Указанный технический результат достигается за счет того, что способ изготовления проволочных поляризаторов для терагерцового диапазона частот, включает следующие этапы:
a) Намотка вольфрамовой проволоки на намоточную рамку при помощи намоточного станка;
b) Приклеивание к первой наружной поверхности намоточной рамки с проволокой первую круглую рабочую рамку, на которую нанесен слой эпоксидного клея, при затвердевании слоя эпоксидного клея в зафиксированном положении параллельных плоскостей указанных рамок друг относительно друга;
c) Отделение намоточной рамки от первой рабочей рамки при грубом отрезании проволоки по периметру круглой рабочей рамки;
d) Точное отрезание остатков проволоки по периметру круглой рабочей рамки;
e) Скрепление второй круглой рабочей рамки с первой круглой рабочей рамкой при помощи резьбового соединения.
Дополнительно осуществляют приклеивание ко второй наружной поверхности намоточной рамки с проволокой первую круглую рабочую рамку, на которую нанесен слой эпоксидного клея, при затвердевании слоя эпоксидного клея в зафиксированном положении параллельных плоскостей указанных рамок друг относительно друга, с последующим повторением этапов с)-е).
Намотку вольфрамовой проволоки осуществляют со скоростью 8-250 об/мин.
Период наматываемой вольфрамовой проволоки варьируется с шагом 0,1 мкм.
Длина рабочей области намоточной рамки составляет до 180 мм. При намотке вольфрамовой проволоки ее натяжение контролируют с помощью индикатора.
При намотке используют вольфрамовую проволоку диаметром 10-20 мкм.
Дополнительно на этапе е) между первой и второй рабочими рамками устанавливают переходное кольцо.
Этап b) осуществляют на стенде, позволяющем осуществлять приклеивание к первой наружной поверхности намоточной рамки с проволокой первую круглую рабочую рамку в зафиксированном положении параллельных плоскостей, зафиксированном положении параллельных плоскостей указанных рамок друг относительно друга для приклеивания.
Этап с) осуществляют на стенде, позволяющем закрепить рамку в произвольном положении.
Этап d) осуществляют на стенде с направляющими для лезвия, которая позволяет отрезать клей вместе с проволокой заданной толщины по периметру рабочей рамки.
На этапе b) используют эпоксидный клей высокой вязкости 300 мПа⋅с.
Необходимый объем эпоксидный клей наносят при помощи шаблона - маски.
Поляризатор из вольфрамовой проволоки диаметром от 10 мкм работает в диапазоне до 6 ТГц для коэффициента экстинкции более 10 дБ, до 3 ТГц для коэффициента экстинкции более 20 дБ и до 2 ТГц для коэффициента экстинкции более 30 дБ.
Суть метода заключается в следующем: с помощью станка наматывается вольфрамовая проволока с заранее прописанными в программе скоростью, периодом и шириной намотки. Натяжение проволоки контролируется индикатором на станке. После намотки с помощью стенда для приклеивания происходит перенос полученной структуры с намоточной рамки на круглую рабочую рамку и с помощью стендов для отрезания проволоки рамка приводится к товарному виду.
Технология относится к методу создания проволочных поляризаторов для терагерцового (ТГц) диапазона частот с помощью намоточного станка и вольфрамовой проволоки и может быть использовано для производства поляризаторов различного диаметра. Процесс создания заключается в намотке вольфрамовой проволоки на намоточную рамку с возможностью контроля скорости, периода, длины рабочей области, а также натяжения проволоки.
Для переноса намотанной проволоки на рабочую рамку используется специально разработанный стенд для приклеивания. Эпоксидный клей высокой вязкости наносится на рабочую рамку с помощью шаблона, который задает постоянный используемый объем. После затвердевания клея рабочая рамка обрезается по краю от остальной проволоки сначала грубо, затем вместе с клеем более точно на отдельном стенде, и скрепляется со второй частью рамки винтами. Полученные поляризаторы работают в диапазоне до 6 ТГц при условии коэффициента экстинкции ≥10 дБ, до 3 ТГц при условии коэффициента экстинкции ≥20 дБ и до 2 ТГц при условии коэффициента экстинкции ≥30 дБ.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет более понятным из описания, не имеющего ограничительного характера и приводимого со ссылками на прилагаемые чертежи, на которых изображено:
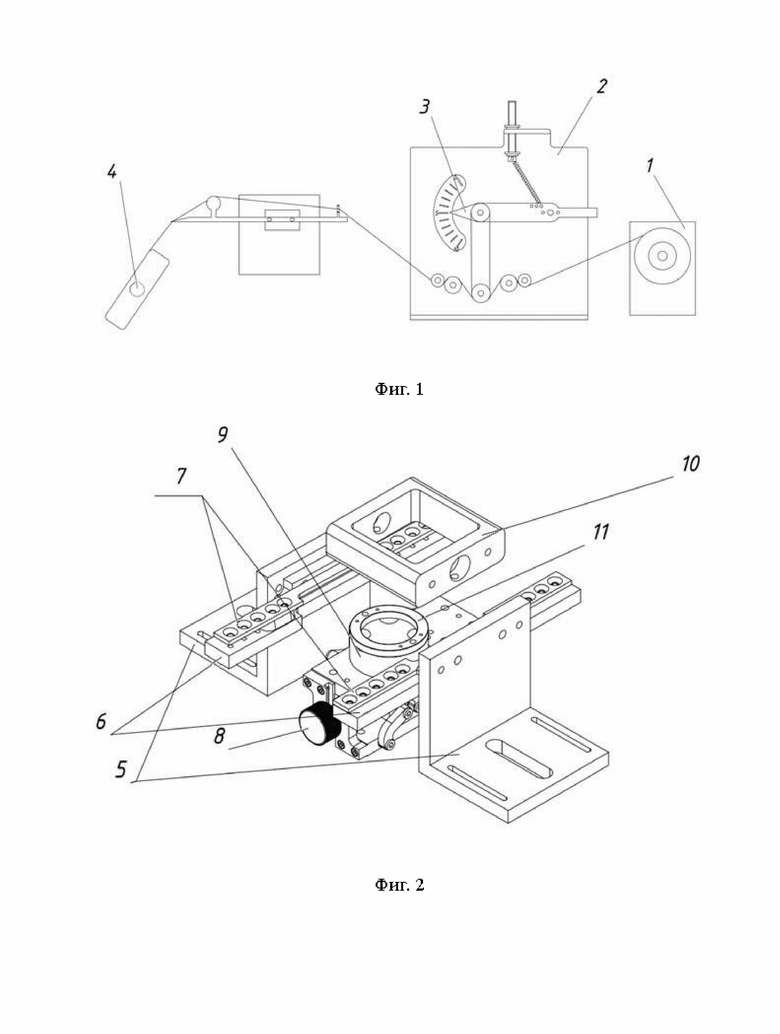
Фиг. 1 - Намоточный станок, с помощью которого производится намотка проволоки.
Фиг. 2 - Стенд приклеивания.
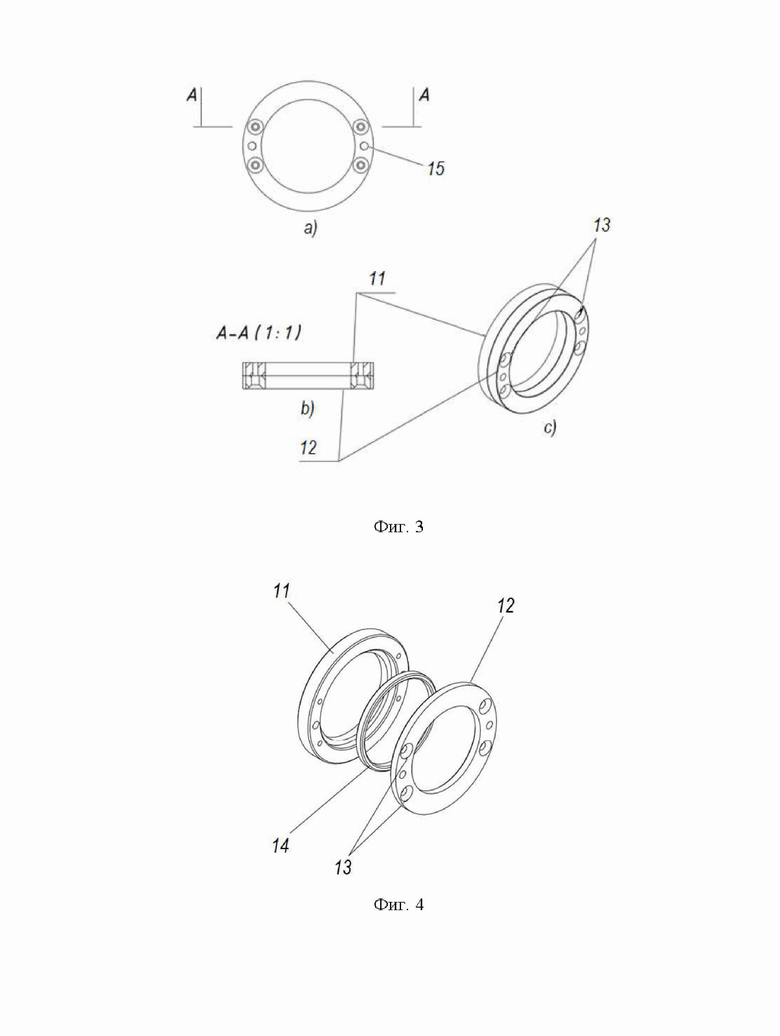
Фиг. 3 - Рабочая рамка: а) вид спереди; b) разрез по сечению А-А; с) общий вид.
Фиг. 4 - Рабочая рамка с переходным кольцом.
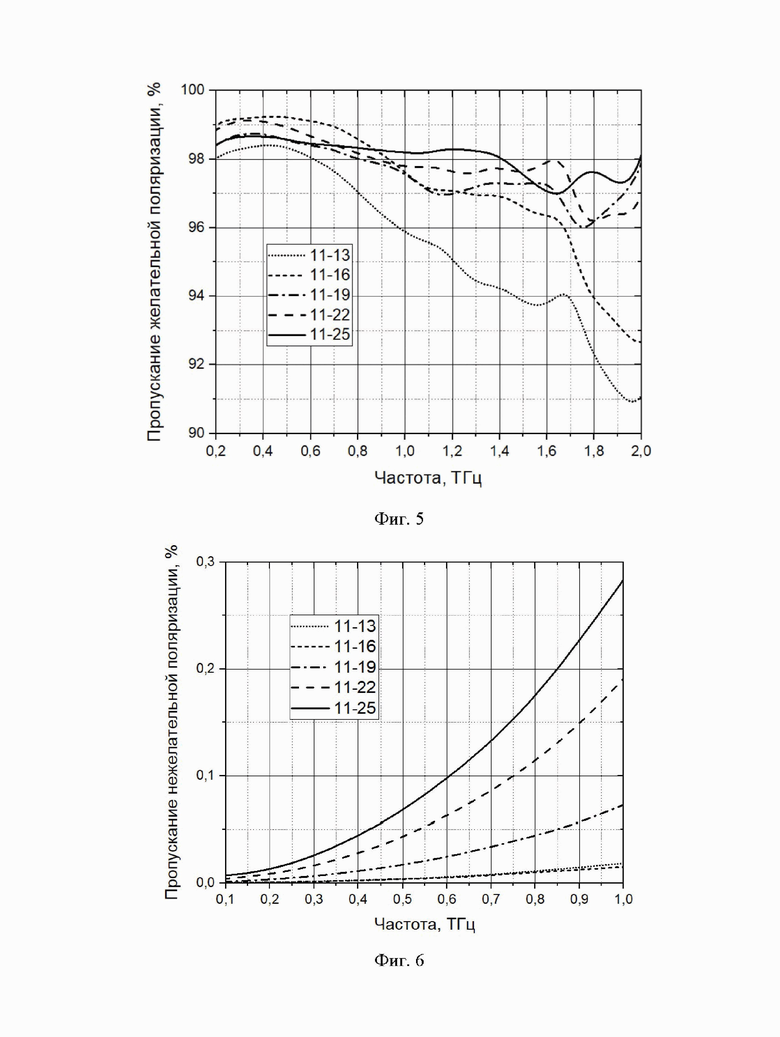
Фиг. 5 - Спектры пропускания желательной поляризации.
Фиг. 6 - Спектры пропускания нежелательной поляризации.
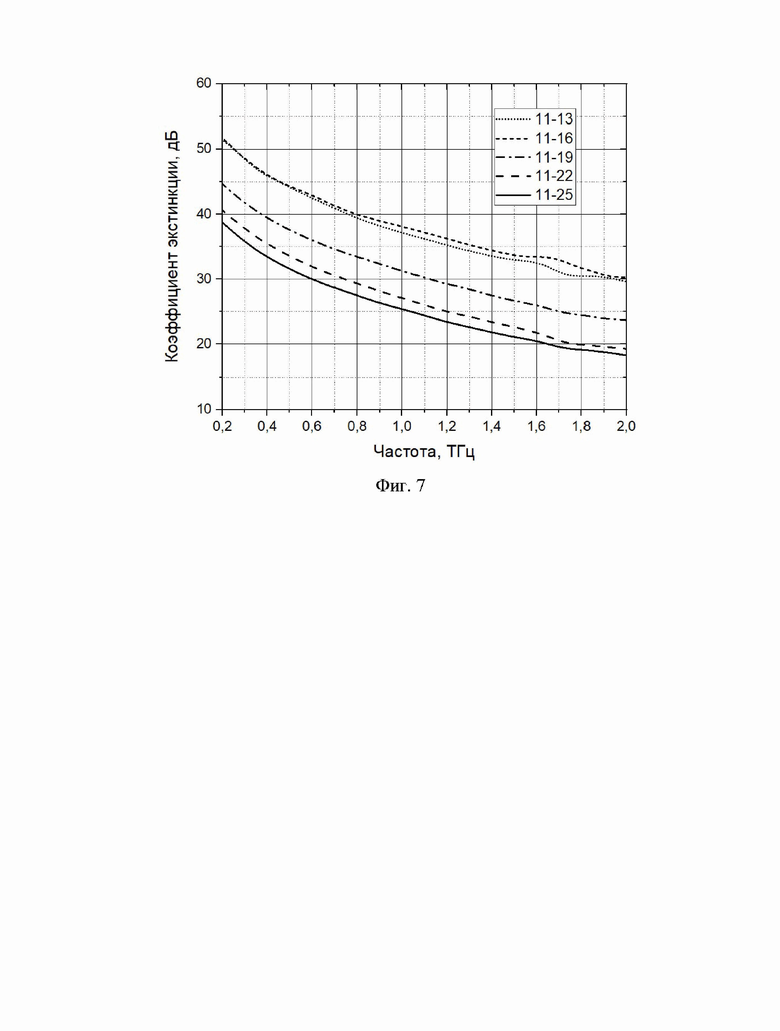
Фиг. 7 - Спектры коэффициента экстинкции.
1 - смоточное устройство; 2 - механизм натяжения; 3 - стрелка; 4 - вращающийся вал; 5 - опорные уголки; 6 - крепежные уголки; 7 - юстирующие поверхности; 8 - подъемный столик; 9 - съемная платформа; 10 - намоточная рамка; 11 - первая круглая рабочая рамка; 12 - вторая круглая рабочая рамка; 13 - отверстия для скрепления рабочих рамок; 14 - переходное кольцо; 15 - отверстия для фиксации рабочих рамок.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Заявленный способ осуществляют следующим образом. На первом этапе осуществляют намотку вольфрамовой проволоки на намоточную рамку (10) при помощи намоточного станка. Для этого вольфрамовую проволоку разматывают со смоточного устройства (ЭСУ - 1.0 (сервопривод)) (1) намоточного станка, затем продевают через все шкивы механизма натяжения (2) намоточного станка, после чего вольфрамовую проволоку фиксируют на намоточной рамке (10), которую закрепляют на вращающемся вале (4) намоточного станка. Далее в программе станка задаются параметры намотки, к которым относятся: длина рабочей области (внутренняя область намоточной рамки), на которую будет наматываться вольфрамовая проволока, шаг раскладки, который задает период (расстояние между центрами соседних проволок) наматываемой проволоки, а также скорость наматывания. Затем включают намоточный станок и вольфрамовая проволока подается с электронного смоточного устройства (1), которое связано с механизмом натяжения (2), в результате чего осуществляют намотку вольфрамовой проволоки на намоточную рамку (10). Чем сильнее отклоняется стрелка (3), тем быстрее смоточное устройство (1) подает вольфрамовую проволоку, ослабляя появившееся избыточное натяжение, и наоборот. Таким образом, натяжение вольфрамовой проволоки остается всегда постоянным, несмотря на неравномерность наматывания из-за формы намоточной рамки 10. К дополнительному параметру намоточного станка, который можно также задать, относится скорость наматывания начальных и конечных витков и их количество. Период, с которым возможно наматывание проволоки варьируется от плотного заполнения без свободного пространства между проволоками, до нескольких мм.
Далее намоточную рамку (10) с намотанной вольфрамовой проволокой переносят на стенд для приклеивания, в котором с предварительно нанесенным при помощи шаблона-маски эпоксидным клеем устанавливают первую круглую рабочую рамку (11) на подъемном столик (8) съемной платформой (9), которую можно менять под разные используемые диаметры рабочих рамок (11, 12), первую круглую рабочую рамку (11) фиксируют ее на подъемном столике (8) с нанесенным при помощи шаблона-маски эпоксидным клеем с помощью отверстий (15) и шпилек на подъемном столик (8). Шаблон-маска (обеспечивает равномерность нанесения эпоксидного клея, для этого шаблон-маска с полукруглыми щелевыми отверстиями в необходимых областях кладется на первую круглую рабочую рамку (11) и при необходимости фиксируется. Намоточная рамка (10) кладется на юстирующие поверхности (7) и фиксируется на стенде для приклеивания в неподвижном положении после настройки параллельность между плоскостью намотки (10) и плоскостью первой круглой рабочей рамки (11) при помощи крепежных уголков (6). Затем первую круглую рабочую рамку (11) поднимают до касания эпоксидного клея с проволокой и в таком положении первая круглая рабочая рамка (11) остается до затвердевания клея, в результате чего вольфрамовая проволока с намоточной рамкой (10) приклеивается к первой круглой рабочей рамке (11). При приклеивании вольфрамовой проволоки к первой круглой рабочее рамке (11) важную роль играет параллельность между плоскостью намотки и плоскостью первой круглой рабочей рамки (11), на которую переносится проволока, при этом указанная параллельность достигается путем изменения наклона намоточной рамки (10) путем калибровки наклона юстирующих поверхностей (7), закрепленных на крепежных уголках (6) с помощью амортизирующих проставок. Стенд для приклеивания позволяет осуществлять операцию приклеивания при использовании различных диаметров первой круглой рабочей рамки (11) и намоточной рамки (10) с различной рабочей длиной.
Затем приклеенные рамки (10, 11) переносят на стенд грубого отрезания проволоки, в котором вольфрамовая проволока закрепляется в произвольном положении и обрезается по периметру первой круглой рабочей рамки (11) при ее вращении на вращающемся вале, на котором она предварительно закрепляется, в результате чего намоточная рамка (10) отделяется от первой круглой рабочей рамки (11) с получением заготовки поляризатора, содержащего первую круглую рабочую рамку (11) с вольфрамовой проволокой.
Далее заготовку поляризатора переносят на стенд для точного отрезания проволоки, для этого заготовка поляризатора фиксируется на основании с помощью винтов, а сверху на основание закрепляется пластинка с помощью винтов. В необходимых местах в пластинке расположены направляющие в виде щели для лезвия, которые обеспечивают минимальное отклонение лезвия от заданной траектории при проведении процедуры точного отрезания. Указанные направляющие позволяют отрезать заданную толщину вольфрамовой проволоки с остатками эпоксидного клея по периметру первой круглой рабочей рамки (11).
На завершающем этапе для получения готового поляризатора, первую круглую рабочую рамку (11) с вольфрамовой проволокой скрепляют со второй круглую рабочую рамку (12), которые содержат отверстия (13) при помощи резьбового соединения, например болтов.
При необходимости намоточную рамку (10), на другой поверхности которой осталась намотанная вольфрамовая проволока, помещают на стенд для приклеивания и вышеописанные операции по изготовлению поляризатора повторяются. Таким образом, заявленный способ позволяет при использовании одной намоточной рамки (10) изготавливать два поляризатора.
В одном из вариантов заявленного изобретения, при скрепление второй круглой рабочей рамки (12) с первой круглой рабочей рамкой (11) предварительно на поверхность первой круглой рабочей рамки (11) помещают промежуточное кольцо (14) и размещают на ней вторую круглую рабочую рамку (12), а затем первую круглую рабочую рамку (11) и вторую круглую рабочую рамку (12), содержащие отверстия (13) скрепляют друг с другом при помощи резьбового соединения. При использовании промежуточного кольца (14) нет необходимости фиксировать направление поляризации, так как данный процесс можно провести под микроскопом после соединения переходного кольца (14) и первой круглой рабочей рамки (11), при этом толщина переходного кольца должна быть достаточно большой для удобства нанесения клея, но при этом оставляла максимальную рабочую апертуру поляризатора.
При намотке используют вольфрамовую проволоку диаметром 10-20 мкм. Увеличение диаметра вольфрамовой проволоки приводит к уменьшению коэффициента пропускания желательной поляризации.
Намотку вольфрамовой проволоки осуществляют со скоростью 8-250 об/мин. Скорость намотки зависит от периода намотки, чем больше период намотки, тем должна быть выше скорость намотки. Минимальная скорость намотки необходима при изготовлении поляризаторов с малым периодом наматываемой вольфрамовой проволоки менее 20 мкм.
Период наматываемой вольфрамовой проволоки варьируется от 12 мкм до 25 мкм с шагом 0,1 мкм. Минимальный период необходим для работы в высокочастотном ТГц диапазоне частот до 2 ТГц. Максимальный период необходим для быстрой намотки поляризатора, но рабочий диапазон смещается в низкочастотный режим до 0.6 ТГц для достижения коэффициента экстинкции не менее 30 дБ.
Длина рабочей области намоточной рамки может быть задана до 180 мм (с модернизацией станка до 230 мм), тем самым позволяет изготавливать поляризаторы разных диаметров (различные диаметры рабочих рамок).
При намотке вольфрамовой проволоки ее натяжение контролируют с помощью индикатора.
В ходе проведения экспериментов были намотаны и исследованы поляризаторы с диаметром проволоки 11 мкм и с периодами от 25 мкм до 12 мкм с шагом 1 мкм. Коэффициент пропускания для желательной и нежелательной поляризации прошедшего ТГц излучения через поляризаторы с диаметром проволоки 11 мкм и периодами 13, 16, 19, 22, 25 мкм представлены на Фиг. 5-7. С увеличением периода увеличивается коэффициенты пропускания желательной поляризации и нежелательной поляризации. Для качественной работы ТГц поляризатора важно, чтобы коэффициент пропускания желательной поляризации был максимальным и коэффициент пропускания нежелательной поляризации был минимальным в широком спектральном диапазоне. Данному условию удовлетворяет ТГц поляризатор с диаметром проволоки 11 мкм и периодом 16 мкм. На Фиг. 7 проведена линия 30 дБ, отсекающая рабочий диапазон поляризатора. Из полученных результатов следует, что получаемые поляризаторы работают в диапазоне частот менее 0,6 ТГц для поляризатора с диаметром проволоки 11 мкм и периодом 25 мкм и в диапазоне менее 2 ТГц для поляризатора с диаметром проволоки 11 мкм и периодом 13 мкм. Поляризатор с проволокой диаметром 20 мкм работает в диапазоне до 1.5 ТГц для коэффициента экстинкции более 10 дБ, до 1 ТГц для коэффициента экстинкции более 20 дБ и до 0.5 ТГц для коэффициента экстинкции более 30 дБ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления плоских круглых сеток | 1978 |
|
SU744777A1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| ШИРОКОПОЛОСНАЯ ВСЕНАПРАВЛЕННАЯ АНТЕННА С ИЗМЕНЯЕМОЙ ПОЛЯРИЗАЦИЕЙ | 2007 |
|
RU2371820C2 |
| ПЕРЕМОТНО-РЕЗАТЕЛЬНЫЙ СТАНОК, ВКЛЮЧАЮЩИЙ В СЕБЯ УСТРОЙСТВО ДЛЯ ЗАДЕЛЫВАНИЯ ЗАДНЕГО КРАЯ РУЛОНА | 1997 |
|
RU2169691C2 |
| ИЗОЛЯТОР ТЕРАГЕРЦОВОГО ИЗЛУЧЕНИЯ | 2021 |
|
RU2769483C1 |
| ВОЛНОВОДНЫЙ ПОЛЯРИЗАТОР | 2004 |
|
RU2275717C1 |
| ВОЛОКОННЫЙ ОДНОМОДОВЫЙ ПОЛЯРИЗУЮЩИЙ СВЕТОВОД | 2003 |
|
RU2250481C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКАНАЛЬНОГО КОЛЛИМАТОРА ДЛЯ ГАММА-РАДИОГРАФИИ | 2024 |
|
RU2834278C1 |
| Способ изготовления катушки и установки ее на подвижную часть устройства | 1990 |
|
SU1809473A1 |
| Способ изготовления жестких зондовых головок | 2019 |
|
RU2730888C1 |
Изобретение относится к способу создания проволочных поляризаторов для терагерцового (ТГц) диапазона частот с помощью намоточного станка и вольфрамовой проволоки. Способ включает следующие этапы: намотка вольфрамовой проволоки на намоточную рамку при помощи намоточного станка; приклеивание к первой наружной поверхности намоточной рамки с проволокой первой круглой рабочей рамки, на которую нанесен слой эпоксидного клея при затвердевании слоя эпоксидного клея в зафиксированном положении параллельных плоскостей указанных рамок относительно друг друга; отделение намоточной рамки от первой рабочей рамки при грубом отрезании проволоки по периметру круглой рабочей рамки; точное отрезание остатков проволоки по периметру круглой рабочей рамки; скрепление второй круглой рабочей рамки с первой круглой рабочей рамкой при помощи резьбового соединения. Техническим результатом является обеспечение поляризатора из вольфрамовой проволоки диаметром от 10 мкм, имеющего рабочий диапазон до 6 ТГц при коэффициенте экстинкции более 10 дБ, рабочий диапазон до 3 ТГц при коэффициенте экстинкции более 20 дБ и рабочий диапазон до 2 ТГц при коэффициенте экстинкции более 30 дБ. 13 з.п. ф-лы, 7 ил.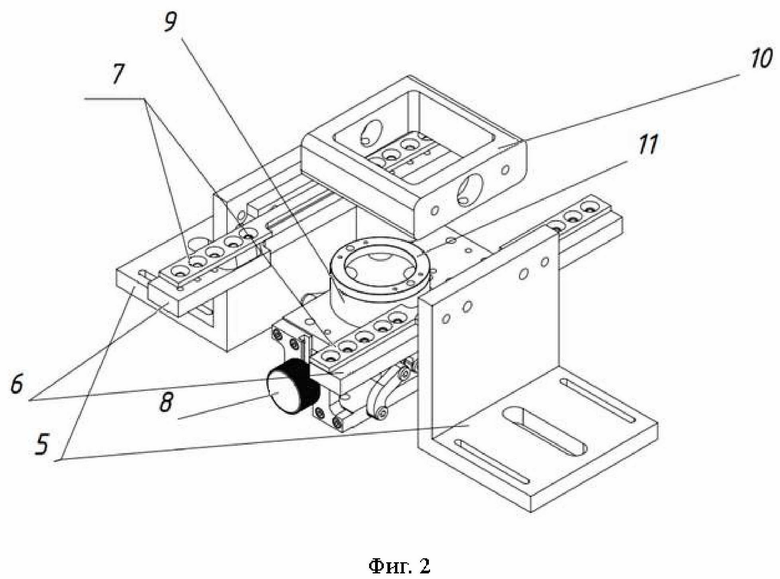
1. Способ изготовления проволочных поляризаторов для терагерцового диапазона частот, включающий следующие этапы:
a) намотка вольфрамовой проволоки на намоточную рамку при помощи намоточного станка;
b) приклеивание к первой наружной поверхности намоточной рамки с проволокой первой круглой рабочей рамки, на которую нанесен слой эпоксидного клея, при затвердевании слоя эпоксидного клея в зафиксированном положении параллельных плоскостей указанных рамок относительно друг друга;
c) отделение намоточной рамки от первой рабочей рамки при грубом отрезании проволоки по периметру круглой рабочей рамки;
d) точное отрезание остатков проволоки по периметру круглой рабочей рамки;
e) скрепление второй круглой рабочей рамки с первой круглой рабочей рамкой при помощи резьбового соединения.
2. Способ по п. 1, отличающийся тем, что дополнительно осуществляют приклеивание ко второй наружной поверхности намоточной рамки с проволокой первой круглой рабочей рамки, на которую нанесен слой эпоксидного клея, при затвердевании слоя эпоксидного клея в зафиксированном положении параллельных плоскостей указанных рамок относительно друг друга, с последующим повторением этапов c)-e).
3. Способ по п. 1, отличающийся тем, что намотку вольфрамовой проволоки осуществляют со скоростью 8-250 об/мин.
4. Способ по п. 1, отличающийся тем, что период наматываемой вольфрамовой проволоки варьируется с шагом 0,1 мкм.
5. Способ по п. 1, отличающийся тем, что длина рабочей области намоточной рамки составляет до 180 мм.
6. Способ по п. 1, отличающийся тем, что при намотке вольфрамовой проволоки ее натяжение контролируют с помощью индикатора.
7. Способ по п. 1, отличающийся тем, что при намотке используют вольфрамовую проволоку диаметром 10-20 мкм.
8. Способ по любому из пп. 1, 2, отличающийся тем, что дополнительно на этапе е) между первой и второй рабочими рамками устанавливают переходное кольцо.
9. Способ по п. 7, отличающийся тем, что этап b) осуществляют на стенде, позволяющем осуществлять приклеивание к первой наружной поверхности намоточной рамки с проволокой первой круглой рабочей рамки в зафиксированном положении параллельных плоскостей указанных рамок относительно друг друга для приклеивания.
10. Способ по п. 9, отличающийся тем, что этап с) осуществляют на стенде, позволяющем закрепить рамку в произвольном положении.
11. Способ по п. 10, отличающийся тем, что этап d) осуществляют на стенде с направляющими для лезвия, которое позволяет отрезать клей вместе с проволокой заданной толщины по периметру рабочей рамки.
12. Способ по п. 9, отличающийся тем, что на этапе b) используют эпоксидный клей высокой вязкости 300 мПа⋅с.
13. Способ по п. 1, отличающийся тем, что необходимый объем эпоксидного клея наносят при помощи шаблона-маски.
14. Способ по п. 1, отличающийся тем, что поляризатор работает в диапазоне до 6 ТГц для коэффициента экстинкции более 10 дБ, до 3 ТГц для коэффициента экстинкции более 20 дБ и до 2 ТГц для коэффициента экстинкции более 30 дБ.
| JP 2013178303 A, 09.09.2013 | |||
| JP 2018036517 A, 08.03.2018 | |||
| CN 107290815 A, 24.10.2017. |

