Изобретение относится к области полупроводниковой микроэлектроники, а именно к технологии контроля статических и динамических параметров многовыводных кристаллов БИС, в том числе для считывания информации с матриц ИК фоточувствительных элементов.
Устройства контактные с фиксированным расположением зондов, или жесткие зондовые головки (ЖЗГ), широко используются в составе зондовых установок для осуществления электрической связи с контактными площадками кристаллов БИС с последующей диагностикой параметров исследуемых кристаллов.
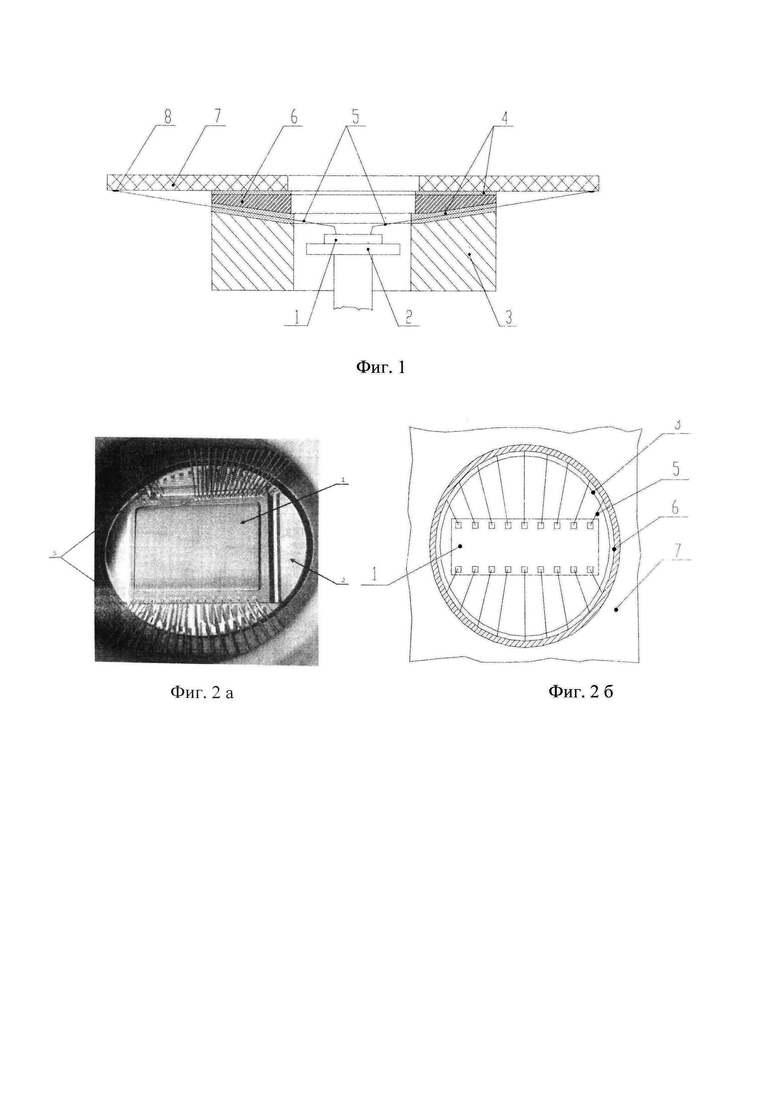
Известны многозондовые устройства, с вольфрамовыми зондами, жестко закрепленными на печатных платах слоем эпоксидной смолы. При этом на сборочной установке создается блок зондов, с прецизионным расположением кончиков зондов в соответствии с топологией контактных площадок конкретного кристалла БИС (фиг.1), где (1) - кристалл БИС, (2) - держатель, (3) - формирующее кольцо из фторопласта, (4) - слои клея, (5) - вольфрамовые зонды, (6) - армирующее кольцо, (7) - печатная плата, (8) - место распайки зондов. Для удобства восприятия армирующие кольца на каждом рисунке выполнены с одинаковой штриховкой, причем внутренний контур на фрагментах принадлежит формирующему кольцу, средний контур - армирующему кольцу, а внешний - печатной плате. Зонды соединяются в блок путем их установки и склейки межу собой слоем эпоксидной смолы на круглом формирующем кольце из фторопласта. Затем к блоку зондов приклеивается армирующее кольцо с внутренним и внешним диаметрами одинаковым с формирующим кольцом. Оба кольца просты в изготовлении, их вытачивают на токарном станке. Оба кольца выполнены со скосами в сопрягаемых поверхностях, для обеспечения наклона зондов по направлению к измеряемому кристаллу. Армирующее кольцо является расходной деталью, на каждую зондовую головку требуется одно кольцо.
Формирующее кольцо из фторопласта является промежуточной оснасткой для фиксирования массива зондов с последующим приклеиванием его к армирующему кольцу. Армирующее кольцо из диэлектрического материала (гетинакс, текстолит и т.п.) своей обратной стороной приклеивается к печатной плате с металлизированной разводкой. После снятия зондовой головки с формирующего кольца сборочной установки производится распайка тыльных концов зондов на металлизированные шины печатной платы и пайка кабеля с разъемом. Многозондовая головка помещается в установку контроля параметров кристаллов БИС. [Патент №2580184. Способ сборки фоточувствительного модуля на растр].
Недостатком такого устройства контактирования является наличие в одном ряду ЖЗГ зондов разной длины: по краям ряда - короткие зонды, в середине ряда - длинные (фиг.2а и 2б), где (1) - кристалл БИС с контактными площадками, (3) - формирующее кольцо, (6) - армирующее кольцо. Разница в длине зондов особенно заметна при изготовлении ЖЗГ для длинных и узких кристаллов, например многорядных линеек ИК фоточувствительных элементов. Соотношение длин между зондами может составлять разы. В таком случае крайние зонды будут иметь значительно более высокую жесткость, чем центральные. В связи с этим, при получении надежного электрического контакта более гибких центральных зондов с металлизированной площадкой кристалла БИС необходимо приложить к ЖЗГ более высокое давление. В этом случае жесткие крайние зонды получают избыточное давление, что приводит к их сильной деформации и порче металлизированного покрытия контактных площадок кристалла. Именно крайние зонды ЖЗГ чаще всего выходят из строя из-за разгибания, перегибания, растрескивания или даже отламывания загнутого кончика. Наиболее опасно использование таких ЖЗГ для контроля кристаллов при криогенных температурах из-за разных коэффициентов термического расширения составляющих ЖЗГ материалов, когда нагрузка на зонды возрастает. Для исключения этого явления необходимо выровнять длины зондов на всем протяжении ряда. В зависимости от диаметра вольфрамовой проволоки рекомендуемый вылет зондов, т.е. расстояние от места вклейки до кончика зонда, составляет 7 10 мм.
Наиболее близким к предлагаемому техническому решению является многозондовое устройство, с вольфрамовыми зондами, жестко закрепленными с помощью армирующего кольца на печатных платах слоями эпоксидной смолы [УКФ-5, Контактные устройства с фиксированным расположением зондов, справочные материалы завода «Планар», г. Минск, Беларусь]. В таких устройствах выравнивание длин зондов в каждом ряду производится за счет использования формирующего и армирующего колец с внутренним отверстием не круглой формы, а близкой к овальной форме в районе прохождения каждого ряда зондов (фиг.3а и 3б).
Указанный способ изготовления многозондовой головки имеет существенный недостаток, связанный со сложностью прецизионного изготовления комплекта сопряженных по конструкции формирующего и армирующего колец в трехмерном исполнении. Такое трехмерное фрезерование с необходимым качеством может быть выполнено только на станке с ЧП. Более того, количество типоразмеров комплектов колец должно быть высоким - идеально под каждый размер кристалла БИС.
Задачей изобретения является упрощение и удешевление технологического процесса изготовления ЖЗГ при сохранении примерно одинаковых длин зондов по всему ряду.
Технический результат достигается тем, что формирующее и армирующее кольца изготавливают круглой формы с концентрическими отверстиями на обычном токарном станке. После сборки ЖЗГ к внутренней части армирующего кольца и прилегающему к ней ряду зондов приклеивается дополнительная диэлектрическая вставка в виде сегмента - (8) на фиг.4, с внешним диаметром, равным диаметру армирующего кольца, и внутренней частью дугообразной формы для выравнивания длин зондов в центре и по краям рядов зондов. Если предполагаемое число рядов зондов больше одного, то используется такое же число дополнительных вставок.
По предлагаемому способу могут быть оперативно изготовлены ЖЗГ необходимого качества практически для любых конфигураций кристаллов БИС с сохранением одинаковой длины контактирующих зондов. Кроме того, таким же способом могут быть переделаны изготовленные ранее ЖЗГ с концентрическими отверстиями в обоих кольцах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки жестких зондовых головок | 2020 |
|
RU2753495C1 |
| Способ увеличения прочности зондов многозондовых головок | 2018 |
|
RU2724301C2 |
| СПОСОБ СБОРКИ ФОТОЧУВСТВИТЕЛЬНОГО МОДУЛЯ НА РАСТР | 2015 |
|
RU2580184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ПО РАЗМЕРАМ КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ | 2008 |
|
RU2410793C2 |
| Способ сборки многозондовой головки | 1991 |
|
SU1810831A1 |
| Открытая зондовая установка тестирования матричных фотоприёмников и способ ускоренного тестирования матричных фотоприемников | 2016 |
|
RU2624623C1 |
| Зондовое устройство | 1983 |
|
SU1128310A1 |
| ИНТЕГРАЛЬНАЯ СХЕМА | 1996 |
|
RU2133067C1 |
| НОСИТЕЛЬ КРИСТАЛЛА ИС | 1998 |
|
RU2134466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |

Использование: для контроля статических и динамических параметров многовыводных кристаллов БИС, в том числе для считывания информации с матриц ИК фоточувствительных элементов. Сущность изобретения заключается в том, что способ изготовления жесткой зондовой головки, предназначенной для электрического соединения контактных площадок БИС со схемой измерения, заключается в сборке жесткой зондовой головки с использованием формирующего и армирующего колец, при этом формирующее и армирующее кольца изготавливают круглой формы с концентрическими отверстиями, после сборки жесткой зондовой головки к внутренней части армирующего кольца и прилегающему к ней ряду зондов приклеивают дополнительные диэлектрические вставки в виде сегментов с внешним диаметром, равным внутреннему диаметру армирующего кольца, и внутренней частью дугообразной формы для выравнивания длин зондов в центре и по краям рядов зондов. Технический результат: обеспечение возможности упрощения технологического процесса изготовления ЖЗГ при сохранении примерно одинаковых длин зондов по всему ряду. 5 ил.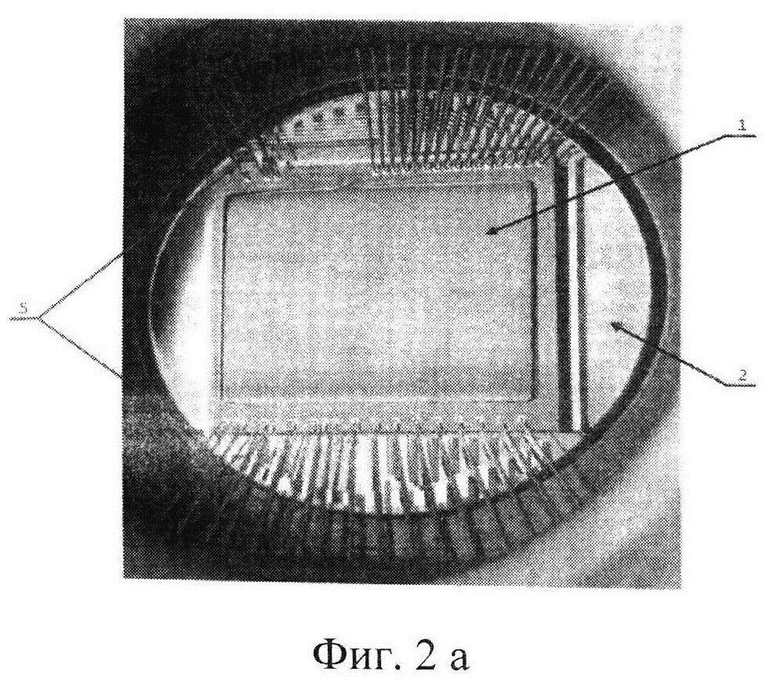
Способ изготовления жесткой зондовой головки, предназначенной для электрического соединения контактных площадок БИС со схемой измерения, заключающийся в сборке жесткой зондовой головки с использованием формирующего и армирующего колец, отличающийся тем, что формирующее и армирующее кольца изготавливают круглой формы с концентрическими отверстиями, после сборки жесткой зондовой головки к внутренней части армирующего кольца и прилегающему к ней ряду зондов приклеивают дополнительные диэлектрические вставки в виде сегментов с внешним диаметром, равным внутреннему диаметру армирующего кольца, и внутренней частью дугообразной формы для выравнивания длин зондов в центре и по краям рядов зондов.
| СПОСОБ СБОРКИ ФОТОЧУВСТВИТЕЛЬНОГО МОДУЛЯ НА РАСТР | 2015 |
|
RU2580184C1 |
| Зондовая головка | 1977 |
|
SU669430A1 |
| Зондовое устройство для измерения электрических параметров изделий микроэлектроники | 1986 |
|
SU1536528A1 |
| US 8410806 B2, 02.04.2013. | |||

