Область техники, к которой относится изобретения
Изобретение относится к способу изготовления гибкого саше, причем упомянутое саше содержит ингредиент напитка и адаптировано для применения в устройстве для приготовления напитков путем прокалывания саше и впрыскивания в него текучей среды для смешивания с упомянутым ингредиентом. Изобретение дополнительно относится к устройству для получения такой упаковки с использованием упомянутого способа.
Уровень техники
Приготовление напитков путем введения капсулы, содержащей ингредиент пищевого продукта или напитка, такой как растворимый кофе, молоко или шоколад, в устройстве выдачи напитков, и затем впрыскивание воды капсулу для смешивания с ингредиентом, известно в данной области. Растворимый ингредиент напитка или пищевого продукта обычно растворяют в воде с образованием напитка или желаемого конечного продукта, который вытекает из капсулы через приемлемое выпускное отверстие. Иногда ингредиент может представлять собой чайные листья, и напиток получают путем настаивания листьев с водой, введенной в капсулу. Как и в случае с растворимым ингредиентом, упомянутым выше, заваренный таким образом чай затем выдается из капсулы через выпускное отверстие для выдачи. Такие известные капсулы обычно представляют собой жесткие или полужесткие капсулы, изготовленные из пластикового (-ых) материала (-ов) или металла (например, алюминия).
Недавно были разработаны системы приготовления напитков, которые содержат гибкие упаковки вместо капсул. По сравнению с капсулами для таких упаковок характерны некоторые интересные признаки, такие как компактность, скорость изготовления (операции формования, наполнения и герметизации могут выполняться подряд), улучшенные возможности переработки.
Такие гибкие упаковки описаны, например, в EP 3414187 A1 и содержат гибкую стенку и функциональную вставку, расположенную в нижней части упаковки, иногда называемую «носиком», которая прикреплена к гибкой стенке или охватывает ее иным образом. Вставка представляет собой плоский элемент, выполненный из жесткого или полужесткого пластика, и содержит отверстия и каналы для соединения нижней стороны гибкой упаковки с устройством для приготовления напитков непроницаемым для текучей среды образом. При применении, когда гибкая упаковка функционально соединена с устройством для приготовления напитков, последнее впрыскивает воду внутрь упаковки через проводящие жидкость каналы вставки, причем упомянутая вода впоследствии смешивается с ингредиентом с образованием напитка, который выдается за пределы гибкой упаковки через канал для выдачи продукта вставки.
Важно отметить, что связь по текучей среде между упаковкой и устройством для приготовления напитков осуществляют путем соединения проводящего текучую среду элемента устройства с плоской стенкой упаковки; при этом плоскостность поверхности между упаковкой с ингредиентом и устройством для приготовления напитков обеспечивает надежную герметичность соединения между ними. Кроме того, жесткость плоской поверхности упаковки имеет существенное значение для предотвращения деформации упаковки во время соединения с устройством для приготовления напитков. Как правило, соединение обеспечивается путем прокалывания или иным образом вставки соединительного элемента устройства, такого как игла или аналогичный элемент, через плоскую поверхность упаковки. Соединение также может быть выполнено путем вскрытия стенки упаковки и прижатия форсунки устройства к стенке упаковки для создания герметичной связи по текучей среде. Если плоская стенка упаковки механически слишком слаба, она изгибается или иным образом деформируется, когда соединительный элемент устройства для приготовления напитков прижимается к упомянутой стенке или вводится через упомянутую стенку, что приводит к протечкам или даже полному отсутствию соединения по текучей среде. С другой стороны, вскрытие упаковки устройством должно быть легким и надежным; для этого усилие, необходимое для вскрытия стенки упаковки, должно быть достаточно небольшим.
В некоторых случаях, как описано, например, в EP 3 500 503 A1 или в EP 3 500 504 A1, функциональная вставка содержит несколько частей, которые выполнены с возможностью перемещения относительно друг друга таким образом, что вставка может быть приведена в действие для своего открытия или закрытия, таким образом можно создавать сложные последовательности для впрыска воды, смешивания и выдачи продукта, причем такие последовательности адаптированы для конкретного требования к приготовлению в соответствии с типом подлежащего растворению ингредиента напитка. Возможность повторного закрытия вставки также обеспечивает превосходную чистоту системы для приготовления напитков.
Однако у таких существующих гибких упаковок есть и недостатки. Во-первых, функциональная вставка изготовлена из материала, который нелегко перерабатывается. Кроме того, она представляет собой плоский элемент и поэтому является тяжелой. Кроме того, такая вставка является дорогой в производстве.
Существуют другие гибкие упаковки, такие как пакеты со складками или пауч-пакеты. Такие упаковки изготавливают путем складывания и запаивания термопластичного материала с образованием клинообразных складок на их нижней боковой стенке. Хотя такие саше со складками способны образовывать плоскую нижнюю боковую стенку, которую можно использовать для соединения с устройством для приготовления напитков, изготовление таких саше требует сложного способа многократного складывания для формирования нижней части со складками. Благодаря множеству складываний образуются наложенные друг на друга слои материала, которые затем герметизируют. Этот хорошо известный способ изготовления требует от материала хороших герметизирующих свойств, получение которых возможно только при использовании термопластичных пленок. При использовании нетермопластичных пленок более слабая герметизация приводит к образованию расслаиваний или даже незапаянным промежуткам между сложенными слоями пленки, что оказывает крайне негативное влияние на механические и защитные свойства упаковки. Такие гибкие упаковки со складками также нежелательны, поскольку они требуют термопластичного материала для формования, который не является экологически безопасным.
Известны другие типы гибких упаковок, которые изготавливают различными способами, такими как складывание или пробивка гибкого плоского материала заготовки для формирования трехмерных объемов. Однако известные способы часто приводят к образованию морщин на поверхности упаковки во время трансформации гибкого плоского листа в трехмерный объем. Морщины крайне нежелательны, поскольку они приводят к неравномерному запаиванию упаковки и тем самым к протечкам. Они также повышают риск неправильного взаимодействия между упаковкой и блоком обработки, таким как, например, устройство для приготовления напитков, из-за неровной поверхности упомянутой упаковки.
Таким образом, основная цель настоящего изобретения заключается в обеспечении способа изготовления для создания безвредной для окружающей среды упаковки, которая по существу является гибкой, но содержит ровную поверхность для соединения с устройством для приготовления напитков, и которая также является достаточно жесткой для предотвращения протечек.
раскрытие изобретения
Настоящее изобретение относится к способу изготовления гибкой упаковки, приемлемой для размещения ингредиента пищевого продукта или напитка и приемлемой для использования с устройством для приготовления пищевых или питьевых продуктов, причем упомянутый способ включает стадии в следующем порядке:
(i) обеспечение первичного плоского листа заготовки, изготовленного из гибкого материала, предпочтительно материала на основе волокон, причем упомянутый лист заготовки имеет удлиненную форму с двумя отворотами, проходящими симметрично вокруг поперечной оси,
(ii) помещение первичного плоского листа заготовки в станцию формования таким образом, чтобы его центр располагался между плунжером и полостью, которые выполнены с возможностью перемещения относительно друг друга и имеют взаимодополняющие формы, причем упомянутый плунжер имеет вогнутую нижнюю торцевую сторону и выпуклые боковые стороны, а кривизна профиля его торцевой стороны идентична кривизне профиля каждой из его боковых сторон,
(iii) деформацию первичного плоского листа заготовки путем перемещения плунжера и полости навстречу друг другу таким образом, чтобы упомянутая заготовка складывалась вокруг своей поперечной оси для подъема отворотов и образовывала незапаянную U-образную упаковку, имеющую боковые стенки, которые образуют уплощенный корпус упаковки, и нижнюю часть, имеющую необязательно, но предпочтительно, жесткую плоскую поверхность, причем упомянутая нижняя часть представляет собой чашеобразный полый объем, имеющий форму упомянутого плунжера,
(iv) запаивание боковых краев упомянутой U-образной упаковки.
В предпочтительном варианте осуществления плунжер имеет форму шестигранной призмы, причем упомянутая призма имеет два противоположных вертикальных края, выровненных относительно поперечной оси плунжера, которые простираются вниз с образованием простирающихся вниз кончиков, при этом упомянутые простирающиеся края имеют такую высоту, что для каждого поперечного сечения упомянутого плунжера при измерении вдоль всей его поперечной оси сумма двух высот концевого участка плунжера плюс ширина его нижней торцевой стороны является постоянной.
Преимущественно кончики плунжера закруглены или иным образом выполнены с гладкими краями.
Предпочтительно способ настоящего изобретения дополнительно включает следующие стадии:
(v) наполнение упомянутой упаковки, по окончании формования и запаивания по ее боковым краям, ингредиентом пищевого продукта или напитка, после чего
(vi) запаивание верхнего края упаковки для ее закрытия.
Преимущественно способ изобретения включает:
- размещение пары пластин под упомянутым гибким листом заготовки на стадии (ii), причем обе пластины изначально находятся в одной плоскости, и при этом каждая пластина поддерживает отворот первичного гибкого листа заготовки, причем упомянутые пластины выполнены с возможностью поворота симметрично вокруг соответствующих осей, каждая из которых находится с обеих сторон упомянутого плунжера,
- поворот обеих пластин на стадии (iii) таким образом, чтобы край каждой пластины, который наиболее удален от упомянутого плунжера и полости, поднимался во время поворотного движения для облегчения (или иным образом направления) складывания первичного гибкого листа заготовки в упомянутую U-образную незапаянную упаковку.
В преимущественном варианте осуществления изобретения до стадии (ii) способ изготовления дополнительно включает следующие стадии:
- обеспечение вторичного гибкого плоского листа заготовки, изготовленного предпочтительно из материала на основе волокон с покрытием,
- пробивку вторичного отверстия по меньшей мере сквозь материал на основе волокон вторичного плоского листа заготовки,
- пробивку первичного отверстия сквозь первичный плоский лист заготовки, которое центрировано относительно упомянутого листа, причем диаметр упомянутого первичного отверстия равен диаметру вторичного отверстия во вторичном гибком плоском листе заготовки или превышает его,
- запаивание или иным образом прикрепление упомянутого вторичного плоского листа заготовки к внутренней поверхности первичного плоского листа заготовки таким образом, чтобы центры обоих отверстий совпадали, причем область прикрепления или запаивания имеет кольцевую форму, окружающую упомянутые отверстия, и имеет ширину, которая составляет от 0,5 мм до 10 мм, предпочтительно от 2 мм до 7 мм.
В этом последнем преимущественном варианте осуществления способ может дополнительно включать следующие стадии:
- обеспечение третичного гибкого плоского листа заготовки,
- запаивание или иным образом прикрепление упомянутого третичного гибкого плоского листа заготовки между упомянутыми первичным и вторичным гибкими плоскими листами заготовки.
В последнем случае упомянутый третичный гибкий плоский лист заготовки предпочтительно представляет собой тонкий слой, выбранный из следующего перечня: полиэтилен (ПЭ), полипропилен (ПП), полилактид (PLA), полигидроксиалканоаты (PHA), полибутиленадипаттерефталат (PBAT), полибутиленсукцинат (PBS), поливиниловый спирт (PVOH), полимеры на основе крахмала, полимеры, содержащие пищевые поглотители кислорода и/или влаги, или их комбинация.
Кроме того, в последнем случае вогнутая нижняя торцевая сторона плунжера содержит втягиваемый выступ, который выровнен относительно центра плунжера, простирается вниз во время стадий (i) и (ii) и прижимается внутри плунжера во время стадии (iii), когда кончик упомянутого плунжера приводят в контакт с листом заготовки и полостью ниже. Преимущественно диаметр втягиваемого выступа превосходит диаметр первичного и вторичного пробитых отверстий.
Настоящее изобретение дополнительно относится к устройству для изготовления упаковки в соответствии с описанным выше способом, причем упомянутое устройство содержит:
- механизм подачи гибкого плоского листа заготовки,
- комплект формования, содержащий плунжер и полость, которые выполнены с возможностью перемещения относительно друг друга и имеют взаимодополняющие формы, причем упомянутый плунжер имеет вогнутую нижнюю торцевую сторону и выпуклые боковые стороны, а кривизна профиля его нижней торцевой стороны идентична кривизне профиля каждой из его боковых сторон,
- приводной механизм для перемещения плунжера и полости навстречу друг другу для деформации упомянутой заготовки путем складывания вокруг ее поперечной оси с образованием незапаянной U-образной упаковки, имеющей боковые стенки, которые образуют уплощенный корпус упаковки, и нижнюю часть, имеющую жесткую плоскую поверхность, причем упомянутая нижняя часть представляет собой полый объем, имеющий форму упомянутого плунжера,
- комплект запаивающих клещей, выполненных с возможностью запаивания боковых краев и чашеобразной нижней части упомянутой U-образной упаковки.
В одном из возможных и преимущественных вариантов осуществления плунжер имеет форму шестигранной призмы, причем упомянутая призма имеет два противоположных вертикальных края, выровненных относительно поперечной оси плунжера, которые простираются вниз с образованием простирающихся вниз кончиков, при этом упомянутые простирающиеся края имеют такую высоту, что для каждого поперечного сечения упомянутого плунжера при измерении вдоль всей его поперечной оси сумма двух высот концевого участка плунжера плюс ширина его нижней торцевой стороны является постоянной.
Кончики плунжера закруглены или иным образом выполнены с гладкими краями. Таким образом можно избежать слишком острого контакта плунжера с упаковочным материалом, подлежащим формованию и запаиванию, и вследствие этого уменьшать трение, механическое воздействие на материал и риск случайного разрыва или прокола упомянутого материала.
В другом предпочтительном варианте осуществления устройство в соответствии с изобретением дополнительно содержит пару пластин, выполненных с возможностью поддержки упомянутого гибкого листа заготовки, и при этом каждая пластина поддерживает отворот первичного гибкого листа заготовки, причем упомянутые пластины выполнены с возможностью поворота симметрично вокруг соответствующих осей, каждая из которых находится с обеих сторон упомянутого плунжера.
Кроме того, предпочтительно вогнутый нижний конец плунжера содержит втягиваемый выступ, который выровнен относительно центра плунжера, причем упомянутый выступ подпружинен для втягивания внутрь плунжера при прижатии к упомянутому первичному плоскому листу заготовки и полости под ним.
Упаковка, образованная способом изготовления в соответствии с изобретением, содержит, по существу, гибкие или полугибкие боковые стенки, что обеспечивает превосходное качество питьевого продукта за счет улучшенного растворения содержащегося ингредиента подаваемой в упаковку текучей средой для смешивания (обычно водой). В то же время часть поверхности соприкосновения упомянутой упаковки (т.е. ее нижняя часть) с устройством для приготовления пищевых или питьевых продуктов, которая выполнена с возможностью присоединения к нему, является достаточно жесткой для предотвращения деформации упомянутой упаковки, когда устройство соединено с ней по текучей среде. Поскольку наружные стенки упаковки изготавливают из одного цельного листа заготовки, сложенного вдвое, это делает ее особенно экологически безопасной (более того, конструктивный материал упаковки предпочтительно выбран из экологически чистых материалов, таких как перерабатываемые, биоразлагаемые, промышленно компостируемые или компостируемые в домашних условиях материалы). Трехмерное складывание нижней поверхности соприкосновения такой упаковки дает достаточную жесткость для ее надлежащего вскрытия внешним инструментом (например, иглой впрыска воды устройства для приготовления пищевых или питьевых продуктов) в процессе использования, и, более того, эта трехмерным образом сложенная нижняя часть лишена морщин от складывания, которые могут оказывать негативное воздействие на надлежащее функционирование упомянутой упаковки.
Краткое описание чертежей
Дополнительные элементы и преимущества настоящего изобретения раскрыты в описании и будут очевидны из описания предпочтительных в настоящее время вариантов осуществления, которые приведены ниже со ссылкой на следующие графические материалы:
на фиг. 1 представлен вид сбоку в перспективе упаковки в соответствии с изобретением;
на фиг. 2 представлен вид сверху первичного плоского листа заготовки в соответствии с изобретением;
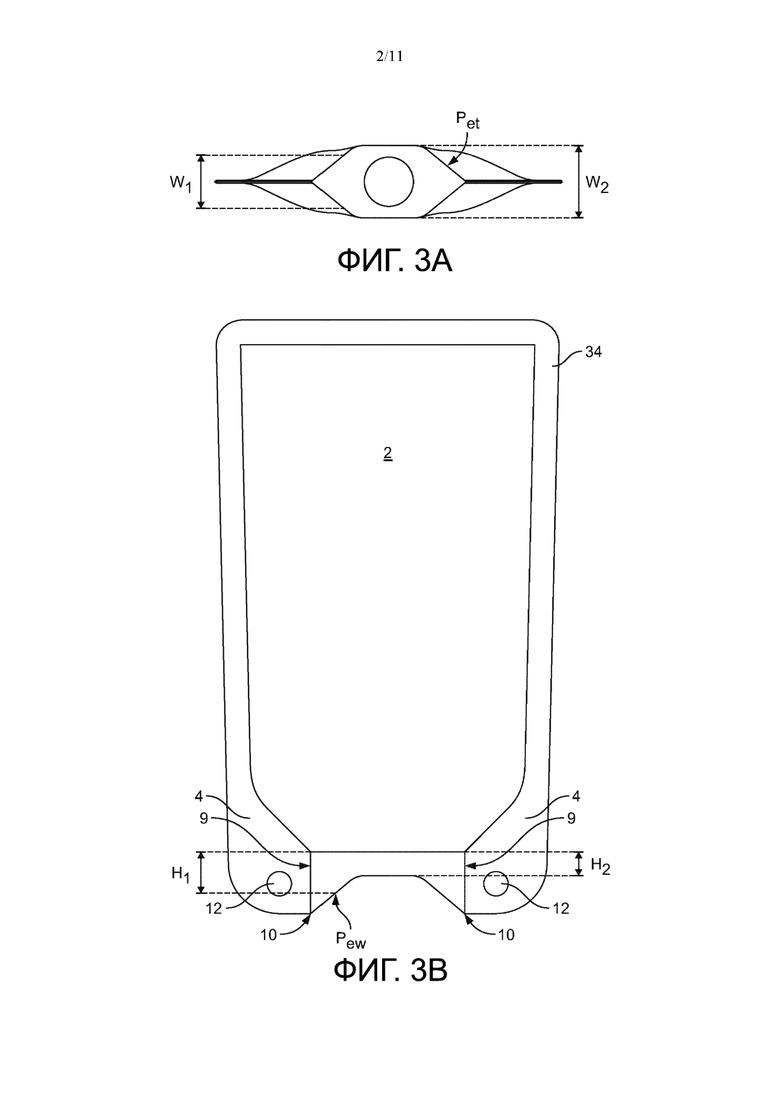
на фиг. 3A представлен вид снизу упаковки, изображенной на фиг. 1.
на фиг. 3B представлен вид сбоку упаковки, изображенной на фиг. 3A;
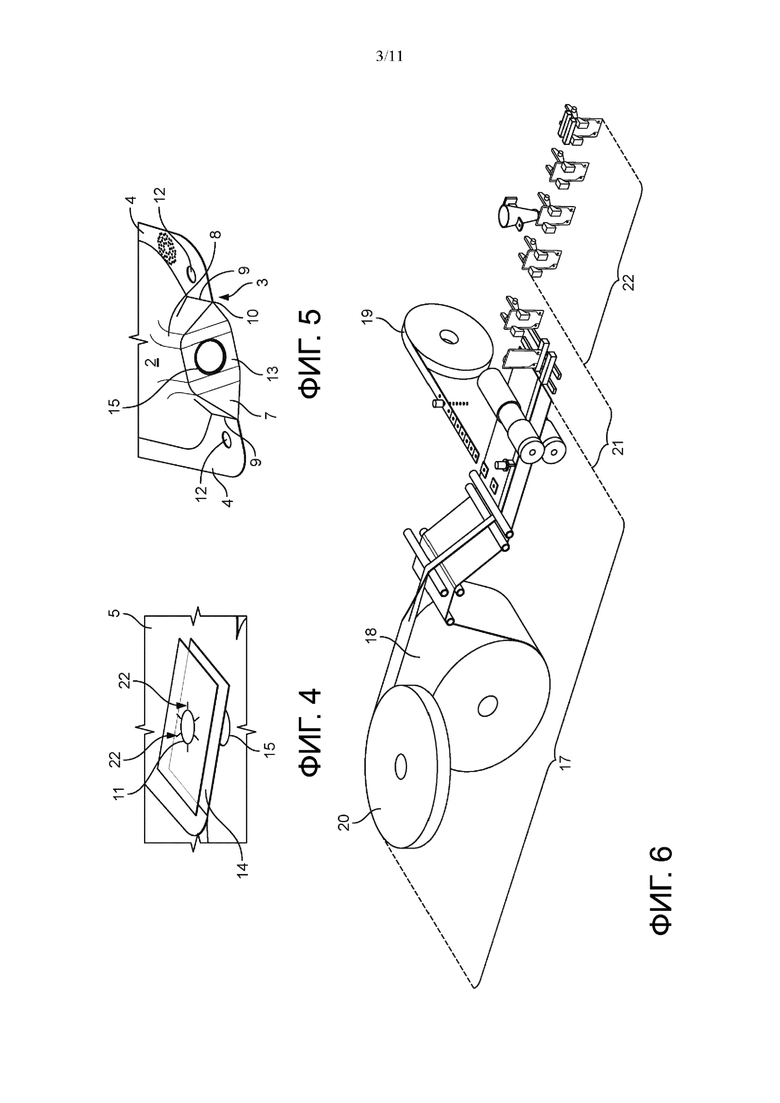
на фиг. 4 представлен увеличенный частичный вид сверху в перспективе одного варианта осуществления заготовки, изображенной на фиг. 2;
на фиг. 5 представлен частичный вид снизу в перспективе упаковки, образованной из заготовки, изображенной на фиг. 4;
на фиг. 6 представлен схематический вид в перспективе производственного устройства для изготовления упаковки согласно изобретению;
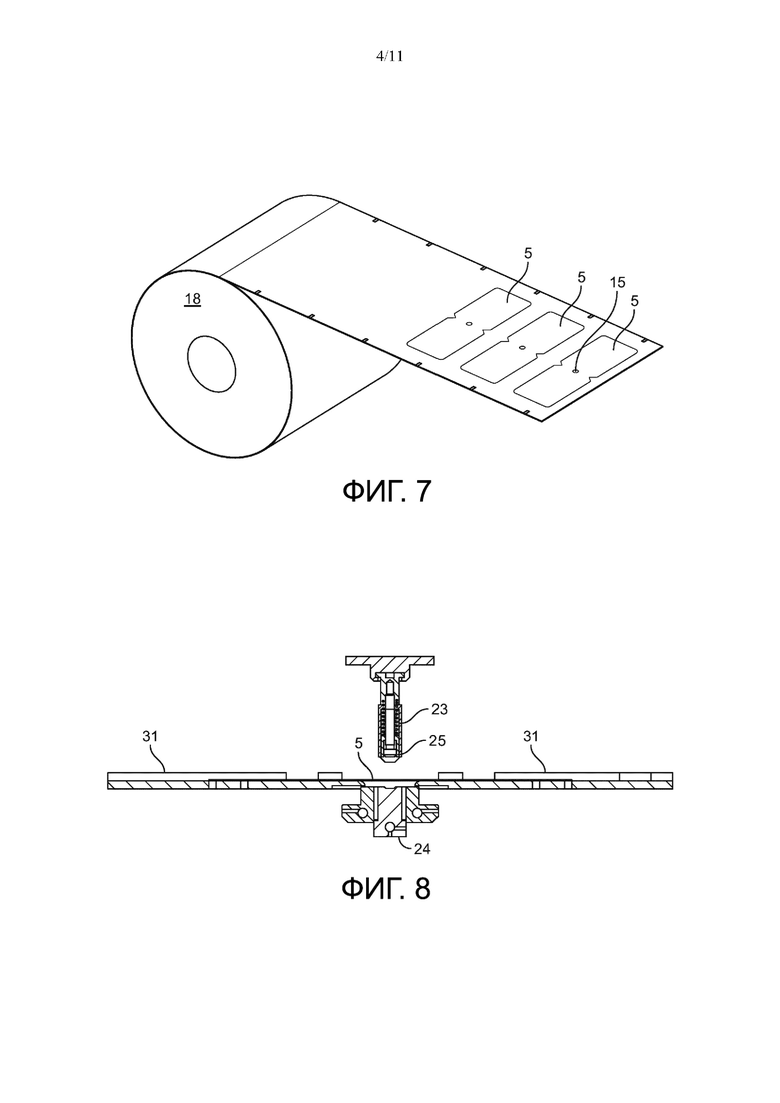
на фиг. 7 представлен вид в перспективе рулона материала для изготовления листов заготовки согласно изобретению;
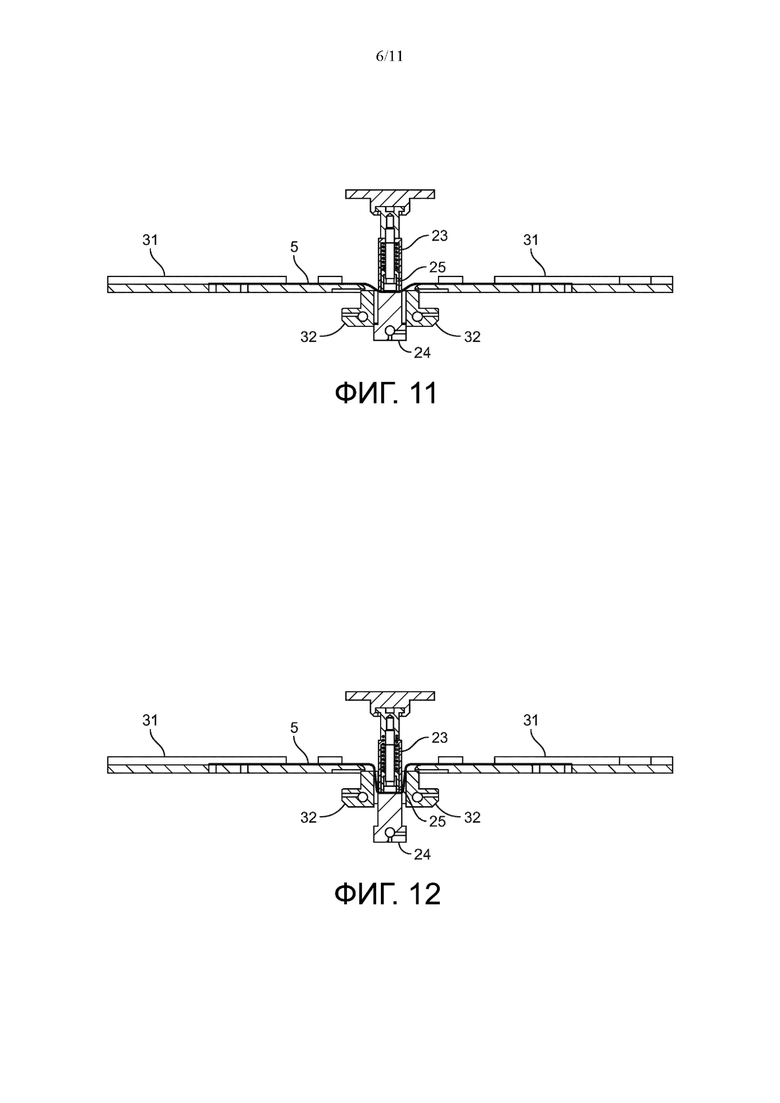
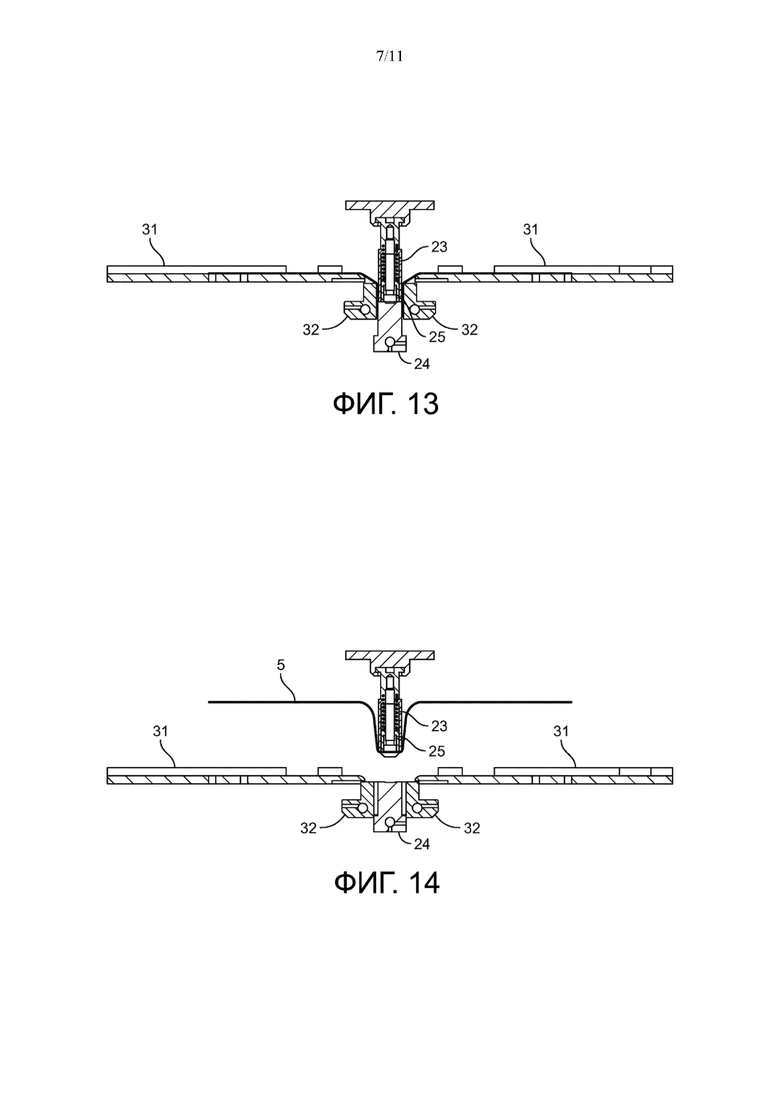
на фиг. 8 и 10-14 представлены схематические виды сбоку первого варианта осуществления участка формования и запаивания в устройстве для изготовления упаковки согласно изобретению;
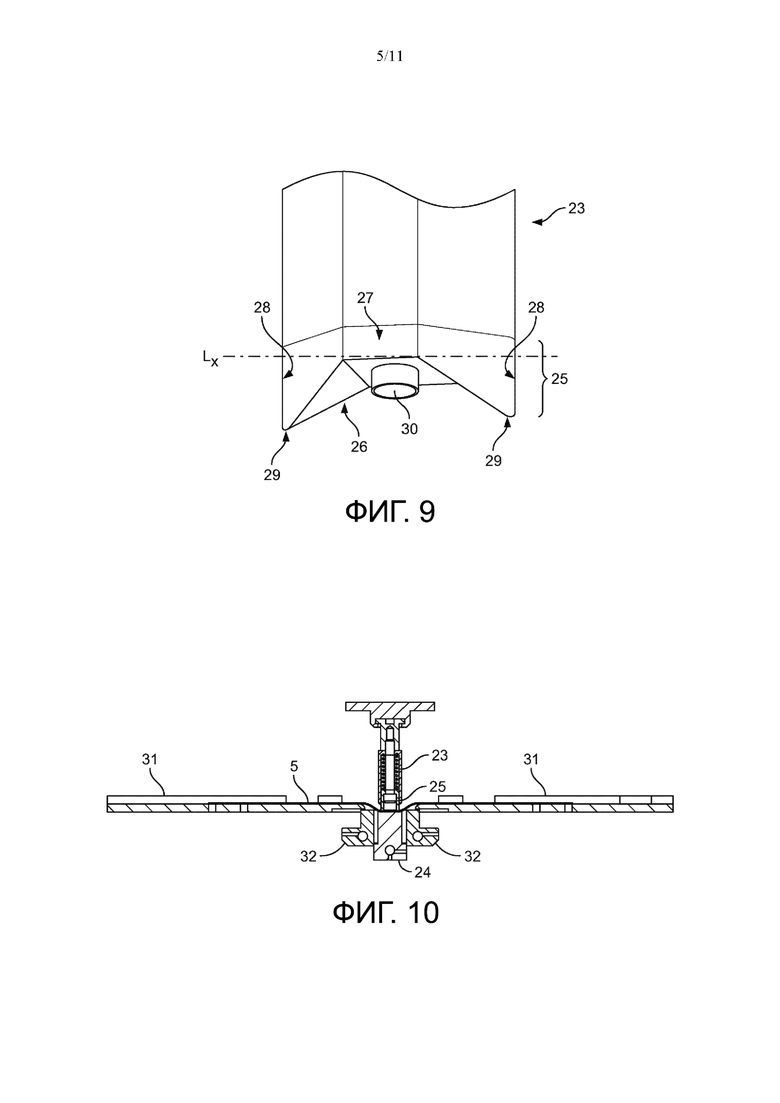
на фиг. 9 представлен увеличенный частичный вид в перспективе формовочного плунжера для изготовления упаковки согласно изобретению;
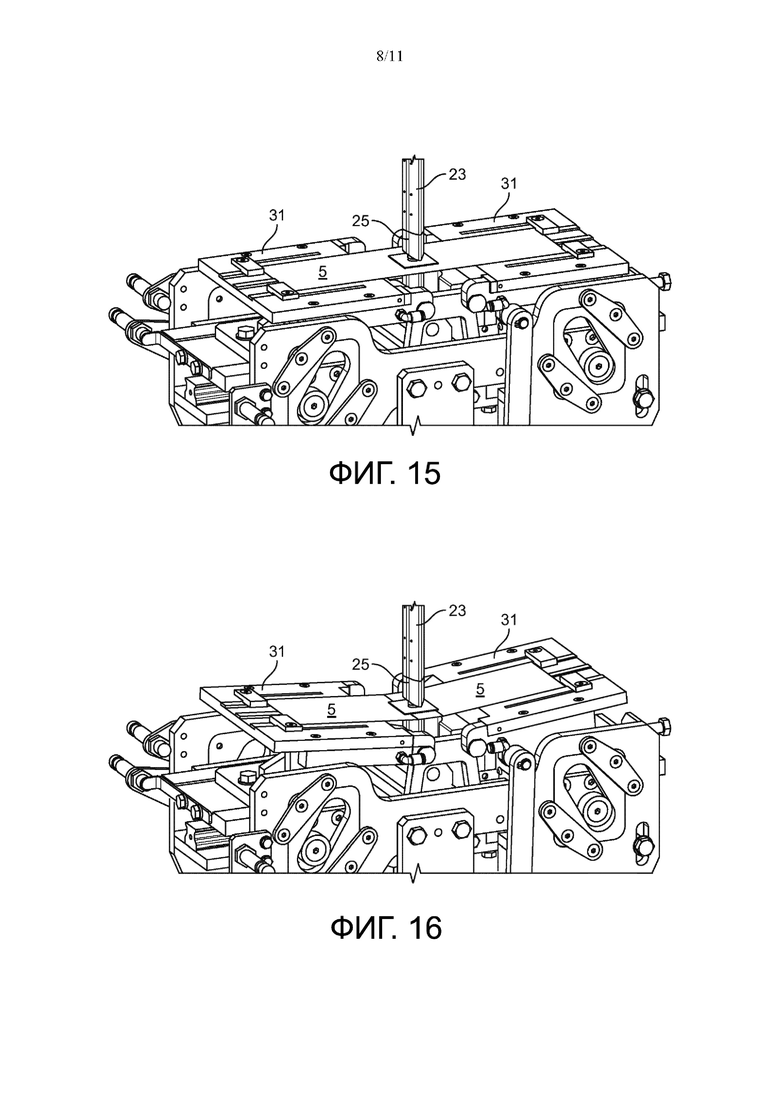
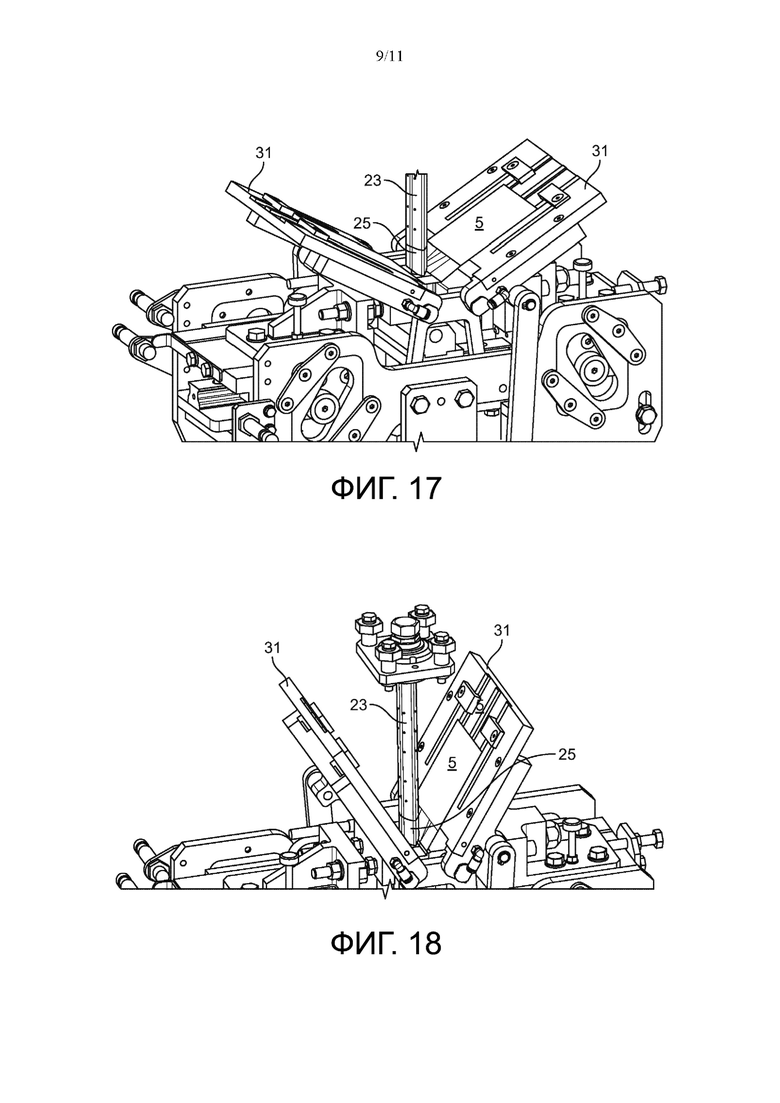
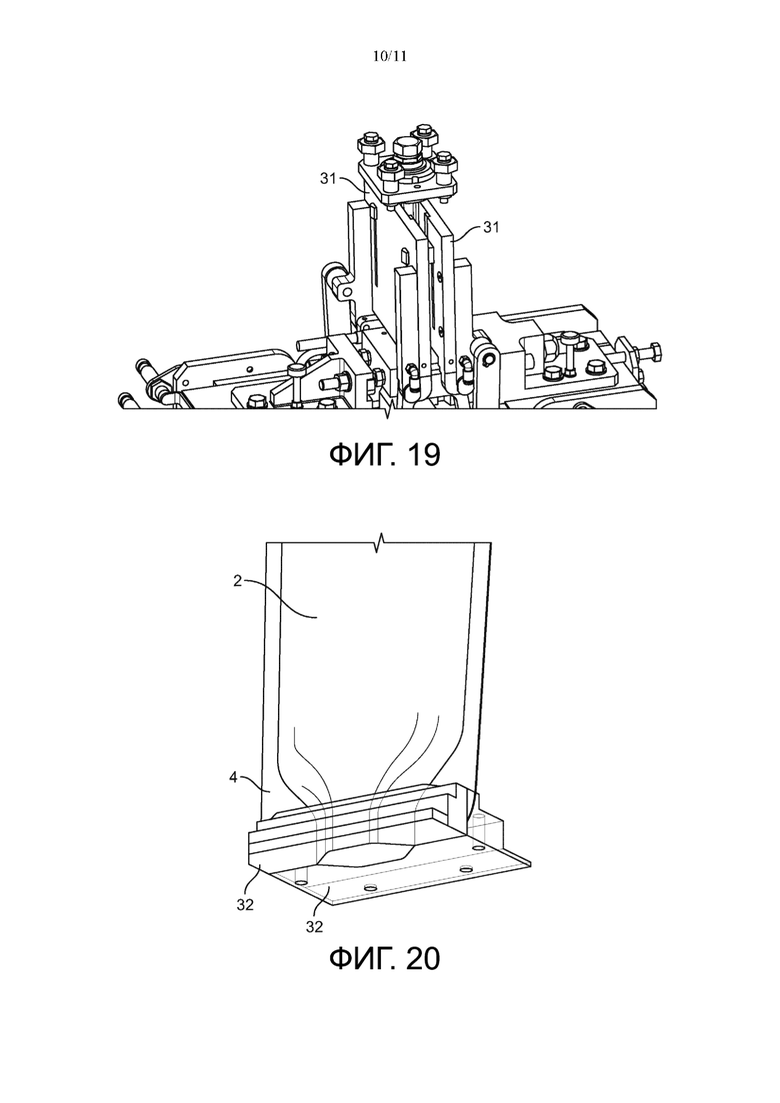
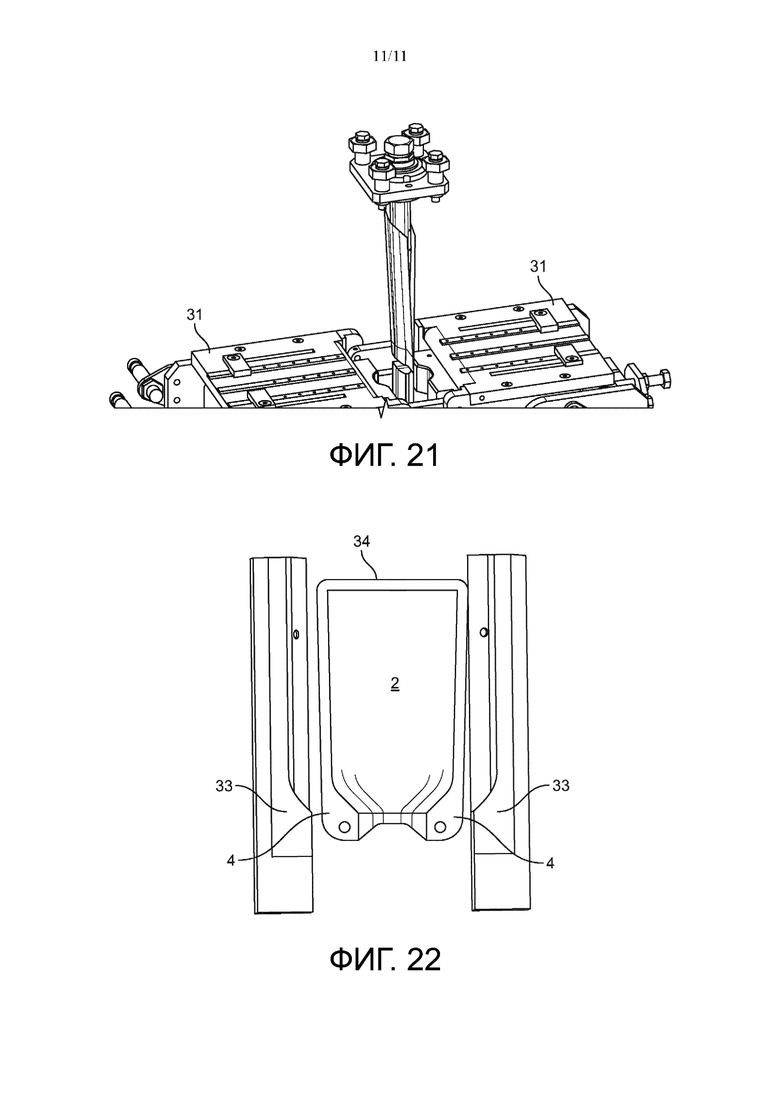
на фиг. 15-19 и фиг. 21 представлены схематические виды сбоку альтернативного варианта осуществления участка формования и запаивания, показанного на фиг. 8 и 10-14;
на фиг. 20 представлен частичный вид в перспективе запаивающих клещей в устройстве формования и запаивания для изготовления упаковки согласно изобретению;
на фиг. 22 представлен схематический вид сбоку запаивающих клещей для запаивания боковых сторон упаковки согласно изобретению.
Осуществление изобретения
Упаковка, произведенная способом изготовления и на устройстве в соответствии с настоящим изобретением, выполнена с возможностью использования в устройстве для приготовления пищевых или питьевых продуктов (не показано на фиг.). Устройство для приготовления напитков может быть любого приемлемого типа, при этом, например, оно представляет собой устройство, описанное в патентной заявке EP AN 19213419.5. Такие устройства хорошо известны в данной области и содержат варочную камеру, выполненную с возможностью размещения упаковки с ингредиентом, элемент впрыска, выполненный с возможностью впрыска текучей среды (как правило, воды) внутрь упаковки с ингредиентом, средство подачи текучей среды (например, воды), по существу содержащее резервуар для текучей среды (или водяную арматуру для подключения к водопроводу), насос для текучей среды, нагреватель текучей среды и трубки для текучей среды для обеспечения циркуляции упомянутой текучей среды от источника текучей среды к варочной камере, необязательно через нагреватель.
В случае настоящего изобретения упаковка выполнена с возможностью вскрытия, предпочтительно прокалывания, с помощью средства подачи текучей среды устройства, в частности путем введения острого элемента через стенку нижней части упомянутой упаковки, предпочтительно через нижнюю сторону упомянутой стенки нижней части. Как правило, элемент впрыска жидкости устройства представляет собой полый игольчатый элемент. Выдача пищевого или питьевого продукта, приготовленного в упаковке путем смешивания текучей среды с ингредиентом, может осуществляться под действием силы тяжести; однако вывод готового пищевого или питьевого продукта также может осуществляться через тот же самый элемент, который впрыскивает жидкость для смешивания. В этом последнем случае элемент впрыска и выдачи устройства содержит по меньшей мере два канала: один канал соединяет по текучей среде внутреннюю полость упаковки с устройством таким образом, чтобы упомянутое устройство могло впрыскивать текучую среду (например, воду) в упомянутую полость, и второй канал, соединяющий внутреннюю полость упаковки с наружной стороной упомянутой упаковки. В устройстве средство впрыска также может содержать дополнительный канал для нагнетания воздуха внутрь упаковки во время приготовления пищевого или питьевого продукта. За счет нагнетания воздуха усиливается вспенивание во время приготовления специально аэрированных продуктов, таких как продукты на основе молока (например, вспененное молоко) или продукты на основе шоколада (вспененные шоколадные напитки, шоколадные муссы) или смузи.
Как правило, упаковка имеет любую возможную форму, совместимую с формованием путем складывания гибкого листа вдвое («U-образное» формование), такую как пауч-пакет или саше, подушечка или любой другой контейнер, имеющий, по существу, уплощенную конфигурацию.
В одном и том же устройстве, выполненном с возможностью хранения различных количеств ингредиентов, можно использовать упаковки разного размера. Размер упаковки (т.е. ее высота и/или ширина) не ограничивает тип устройства, которое можно использовать для экстракции содержащегося в нем ингредиента. Размер упаковки адаптирован к объему напитка для приготовления; например, американо или супы требуют больших упаковок, тогда как более мелкие саше используют для получения напитка в мелких чашках, например эспрессо. Саше среднего размера используют для получения вспененного молока для капучино.
Внешняя конструкция нижней части саше, которая является частью упаковки, предназначенной для функционального соединения текучей среды с устройством для приготовления напитков, остается неизменной независимо от конкретного продукта для приготовления, а также от размера или формы упаковки. Основная идея заключается в том, чтобы поверхность соприкосновения упаковки с устройством всегда была одной и той же. Кроме того, другие параметры, такие как скорость потока впрыскиваемой текучей среды, и/или температура впрыскиваемой текучей среды, и/или общий объем впрыскиваемой текучей среды могут быть изменены в зависимости от обрабатываемого ингредиента и, следовательно, в зависимости от пищевого или питьевого продукта для получения.
Упаковка предпочтительно содержит идентификационные средства для устройства для приготовления напитков для автоматического определения типа содержащегося в нем ингредиента и адаптации настроек устройства для оптимального приготовления напитков. Такие настройки включают в себя, без ограничений, давление впрыска воды, объем впрыска воды, температуру воды, последовательность растворения (сложная последовательность впрыска воды, нагнетания воздуха, выдачи напитка, последовательно или одновременно), нагнетание воздуха вместе с водой (для усиления пены), общее время экстракции. Такие идентификационные средства выбраны из следующего перечня: механические коды, оптические коды (включая цветовые коды и коды, напечатанные невидимыми чернилами), RFID-метки, одномерные штрих-коды, двухмерные штрих-коды, магнитные коды, коды проводимости, отверстия для обнаружения или любая их комбинация.
Как показано на фигурах, в предпочтительном варианте осуществления упаковка имеет плоскую форму, ориентированную вдоль плоскости, по существу, ориентированной вертикально во время приготовления напитков, а элемент впрыска жидкости устройства для приготовления напитков вставляют в упаковку таким образом для ориентации струи водной и/или газообразной текучей среды в направлении, образованном в упомянутой плоскости упаковки. Струи текучей среды, вводимые снизу в упаковку, совершают круговые и спиральные движения, создавая завихрения, фрикции и большие площади контакта между молекулами текучей среды (как правило, молекулами воды) и частицами ингредиента. В среднем молекулы текучей среды завихряются несколько раз внутри контейнера до тех пор, пока они в совокупности не покинут его как готовый пищевой или питьевой продукт.
Ниже со ссылкой на графические материалы приводится описание предпочтительного варианта осуществления упаковки, полученной согласно изобретению. В этом предпочтительном варианте осуществления упаковка представляет собой саше.
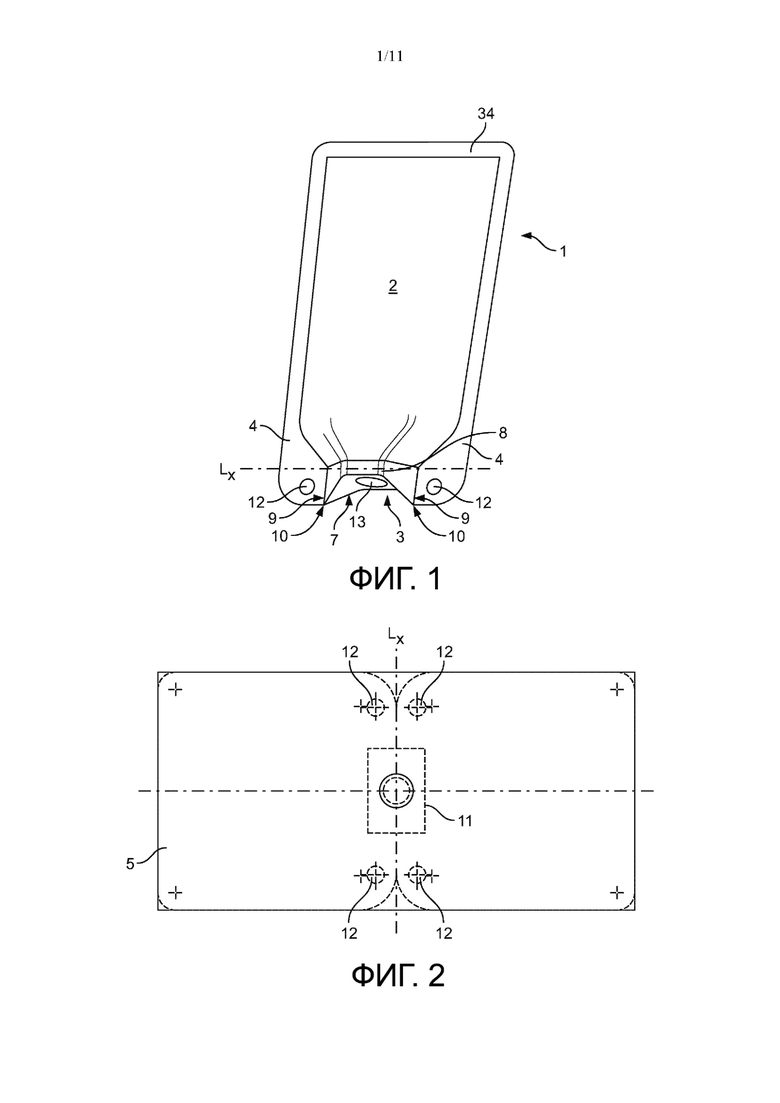
На фиг. 1 показана гибкая или полугибкая закрытая упаковка 1 для размещения ингредиента в соответствии с изобретением. упомянутая упаковка 1 содержит:
(i) гибкие или полугибкие боковые стенки 2, которые образуют уплощенный корпус упаковки, и
(ii) чашеобразную нижнюю часть 3, представляющую собой полый объем и адаптированную для вставки элемента впрыска жидкости устройства для приготовления пищевых или питьевых продуктов (не показано), для присоединения к которому предназначена упомянутая упаковка 1.
Полая чашеобразная нижняя часть 3 необязательно образует всю нижнюю часть упаковки. В варианте осуществления, представленном на фиг. 1, она образует только центральную часть всей нижней части упаковки и окружена боковыми краями 4 упаковки, которые представляют собой запаянные плоские области.
Упаковка 1 образована из цельного удлиненного первичного плоского листа 5 заготовки, изготовленного из гибкого материала и показанного на фиг. 2. Далее в настоящем документе будут описаны стадии способа изготовления и производственное устройство.
Первичный плоский лист 5 заготовки из материала на основе бумаги имеет U-образную форму, сложенную вокруг его поперечной оси Lx симметрии и затем запаянную по боковым краям 4 и верхнему краю 6.
В соответствии с общим принципом изобретения, как показано на фиг. 3A и 3B, чашеобразная нижняя часть 3 представляет собой полый объем, имеющий вогнутую нижнюю сторону 7 и выпуклые боковые стороны 8, причем кривизна Plw профиля упомянутой вогнутой нижней стороны, видимая при взгляде на упаковку сбоку, как показано толстой линией на виде профиля, изображенном на фиг. 3B, идентична кривизне Plt профиля каждой из упомянутых боковых сторон, видимой при взгляде на упаковку снизу, как показано толстой линией на виде снизу, изображенном на фиг. 3A.
Более конкретно, в варианте осуществления, показанном на фиг. 1, 3A, 3B и 5, упомянутая чашеобразная нижняя часть представляет собой полый объем, имеющий форму шестигранной призмы, причем упомянутая призма имеет два противоположных вертикальных края 9, выровненных относительно поперечной оси Lx упаковки, при этом упомянутые вертикальные края 9 простираются вниз с образованием простирающихся вниз кончиков 10. Вытянутые края 9 имеют такую высоту, что для каждого поперечного сечения упаковки при измерении по всей его поперечной оси Lx сумма двух высот чашеобразной нижней части плюс ширина ее нижней стороны является постоянной. Пример этого правила показан на фиг. 3A и 3B. На фиг. 3A показана первая ширина W1 нижней стороны, измеренная в первом поперечном сечении нижней части. На фиг. 3B показана первая высота H1 для чашеобразной нижней части, которая измерена для того же первого поперечного сечения. На фиг. 3A дополнительно показана вторая ширина W2 нижней стороны, измеренная во втором поперечном сечении нижней части. На фиг. 3B также показана вторая высота H2 для чашеобразной нижней части, которая измерена для того же второго поперечного сечения. При вычислении суммы S1 = (2 x H1) + W1 и затем S2 = (2 x H2) + W2 в соответствии с принципом изобретения S1 = S2 и в более общем случае S1 = S2 = Sn (при измерении Sn в любой точке поперечного сечения чашеобразной нижней части 3).
Цельный удлиненный первичный плоский лист 5 заготовки, который используется для изготовления упаковки 1, выполнен из бумажного материала, покрытого с его внутренней стороны (т.е. стороны, которая станет внутренней стороной упаковки 1 после формования упомянутого листа 5) герметизирующим слоем.
Кроме того, в настоящем варианте осуществления изобретения упомянутый первичный плоский лист 5 заготовки дополнительно содержит защитное покрытие, расположенное между материалом на основе волокон и герметизирующим слоем, причем упомянутое защитное покрытие представляет собой покрытие от пропускания кислорода и влаги. упомянутое защитное покрытие выбрано из следующего списка: металлизирующее покрытие, покрытие на основе оксида кремния (SiOx), покрытие на основе оксида алюминия (AlOx), покрытие на основе напыления атомного слоя (ALD) или их комбинация.
В предпочтительном варианте осуществления изобретения, проиллюстрированном на фиг. 2, упаковка 1 дополнительно содержит вторичный усиливающий толщину лист 11, расположенный на внутренней поверхности чашеобразной нижней части 3 упомянутой упаковки. упомянутый усиливающий толщину лист 11 изготовлен из бумажного материала, покрытого герметизирующим слоем. Этот усиливающий толщину лист 11 обеспечивает возможность уменьшения толщины боковых стенок 2 упаковки 1. Уменьшение этой толщины делает эти боковые стенки гораздо более гибкими, что было признано преимуществом для улучшения качества продукта, приготавливаемого в упаковке 1. Более конкретно, заявитель неожиданно обнаружил улучшение вихревого движения текучей среды, впрыскиваемой в упаковку, поскольку боковые стенки 2 упаковки способны изгибаться и деформироваться наружу во время приготовления напитка. Такая деформация временно увеличивает внутреннее пространство полости упаковки между боковыми стенками 2 упомянутой упаковки. Однако поддержание хорошей жесткости чашеобразной нижней части 3 имеет важное значение, как описано выше (для поддержания надлежащей герметичности на поверхности соприкосновения между упаковкой и устройством для приготовления напитков, а также для обеспечения того, чтобы упаковка не деформировалась или не сплющивалась при прокалывании элементом впрыска жидкости устройства, что могло бы нарушить операцию прокалывания или даже помешать ей). Наличие вторичного усиливающего толщину листа 11 позволяет обеспечить баланс между гибкостью цельных стенок упаковки и жесткостью ее нижней части.
Преимущественно упаковка 1 дополнительно содержит центрирующие проходные отверстия 12, показанные на фиг. 1, 3B и 5, которые расположены в герметизируемых краях 4 упомянутой упаковки 1. упомянутые отверстия адаптированы по форме и диаметру для размещения центрирующих штифтов (не показаны на фигуре) устройства для приготовления напитков, чтобы предотвращать перемещение упомянутой упаковки 1 относительно устройства во время приготовления напитков и, в частности, во время вставки элемента впрыска жидкости устройства сквозь стенку упаковки.
В весьма желательном варианте осуществления вогнутая нижняя сторона 7 упаковки 1 включает в себя плоский участок 13, центрированный относительно поперечной и продольной оси чашеобразной нижней части 3, как показано на фиг. 1 и 5.
Как показано на фиг. 4, в предпочтительном варианте осуществления упаковка 1 дополнительно включает в себя третичный тонкий слой между материалом, который образует стенки упаковки, и вторичным усиливающим толщину слоем 11. Этот третичный тонкий слой получают путем запаивания или иным образом прикрепления третичного гибкого плоского листа 14 заготовки между упомянутым первичным гибким плоским листом 5 заготовки и вторичным гибким плоским листом 11 заготовки.
Упомянутый третичный гибкий плоский лист 14 заготовки представляет собой тонкий слой, выбранный из следующего перечня: полиэтилен (ПЭ), полипропилен (ПП), полилактид (PLA), полигидроксиалканоаты (PHA), полибутиленадипаттерефталат (PBAT), полибутиленсукцинат (PBS), поливиниловый спирт (PVOH), полимеры на основе крахмала, полимеры, содержащие пищевые поглотители кислорода и/или влаги, или их комбинация. Этот слой предпочтительно изготавливают из выдувной или литой полимерной пленки, обладающей свойством растяжения.
В этом варианте осуществления, как показано на фиг. 4, первичный лист 5 содержит первичное отверстие 15, которое пробито сквозь всю его толщину. Это первичное отверстие 15 имеет диаметр, который выбран таким образом, чтобы он был по меньшей мере равен, но предпочтительно немного превышал в сечении (или диаметре) наружный диаметр (или сечение) средства впрыска устройства для приготовления напитков (которое, как правило, представляет собой иглу). Наличие большего диаметра предотвращает возможность отделения материала, такого как, например, бумажные волокна, из-за трения при введении упомянутого средства впрыска. Как правило, диаметр отверстия (которое предпочтительно является цилиндрическим) составляет от 1 мм до 20 мм, предпочтительно от 5 мм до 12 мм.
Кроме того, вторичной лист 11 содержит вторичное отверстие 16, которое пробито по меньшей мере сквозь слой бумаги упомянутого листа 11. Вторичное отверстие 16 также может быть пробито сквозь всю толщину вторичного листа 11. Диаметр вторичного отверстия 16 выбран в зависимости от диаметра элемента впрыска жидкости устройства, к которому необходимо присоединять упаковку, и, как правило, имеет цилиндрическую форму диаметром от 1 мм до 20 мм, предпочтительно от 5 мм до 12 мм.
Диаметр первичного отверстия 15 равен диаметру вторичного отверстия 16 во вторичном гибком плоском листе 11 заготовки или превышает его.
С такой многослойной конструкцией, показанной на фиг. 4 и 5, при наличии трех наложенных друг на друга слоев в области чашеобразной нижней части 3 упаковки 1 обеспечивается герметичность между упаковкой 1 и элементом впрыска жидкости устройства. Когда элемент впрыска жидкости устройства вводится сквозь стенку упаковки, он проходит через первичное отверстие 15, затем прокалывает третичный лист 14, который предпочтительно представляет собой, как упомянуто выше, растягивающийся материал, таким образом, что края проколотого листа 14 плотно прилегают к поверхности элемента впрыска жидкости. Наконец, после этого упомянутый элемент впрыска жидкости проходит через вторичное отверстие 16 таким образом, что его кончик оказывается во внутренней полости упаковки и между внутренней частью упаковки 1 и контуром подачи текучей среды устройства создается герметичное соединение по текучей среде.
Кроме того, преимущество такой конфигурации заключается в том, что она требует небольшого усилия для прокалывания стенки упаковки элементом впрыска жидкости, поскольку общая толщина упаковки в области отверстий 15, 16 и третичного листа 14 представляет собой только толщину последнего, хотя в то же время вся часть упаковки, которая окружает упомянутую область, имеет повышенную толщину и, следовательно, механическую устойчивость к деформации вследствие присутствия трех наложенных друг на друга слоев в чашеобразной нижней части 3 упаковки.
В еще одном предпочтительном варианте осуществления, проиллюстрированном на фиг. 4, вторичный усиливающий толщину лист 11 после пробивки отверстия 16 дополнительно обрабатывают с помощью режущего инструмента, который выполняет множество радиальных разрезов 22, проходящих от края отверстия 16 радиально наружу. Такие радиальные разрезы 22 создают между собой ряд отворотов, которые, как было обнаружено, усиливают область приложения стенки упаковки, и особенно третичного гибкого слоя 14, к наружной поверхности элемента впрыска жидкости устройства после соединения упомянутого устройства и упаковки друг с другом. Таким образом, упомянутое множество радиальных разрезов 22 усиливает эффект защиты от протечек.
Описанная выше упаковка изготовлена с помощью устройства формования, показанного на фиг. 6. Как правило, такое устройство частично основано на технологическом устройстве формования и запаивания, которое известно в данной области.
Во-первых, оно содержит участок 17 механизма подачи первичного гибкого плоского листа заготовки, выполненный с возможностью размещения первичного и необязательно вторичного и третичного плоских листов 5, 11, 14 заготовки, предпочтительно в форме рулонов пленки, как показано на фиг. 6. На этой стадии, и как указано выше, вторичный и третичный плоские листы заготовки, если они присутствуют, могут быть уже собраны вместе с первичным листом 5, или альтернативно, как показано на фиг. 6, их можно подавать в виде отдельных рулонов материала - один рулон 18 для первичных листов, один рулон 19 для вторичных листов и третий рулон 20 для третичных листов. В этом случае вторичный и третичный листы сматывают с рулона, нарезают на небольшие плоские заготовки, первичные и вторичные отверстия 15 и 16 пробивают сквозь первичные и вторичные заготовки соответственно, как описано выше, и, наконец, после этого все заготовки запаивают вместе в компоновке, уже описанной применительно к фиг. 4. Расположение отдельных первичных плоских листов 5 заготовки, подлежащих нарезанию из соответствующего рулона материала 18, показано на фиг. 7.
Устройство для изготовления дополнительно содержит участок 21 формования упаковки. Ниже участка 21 формования упаковки находится участок 22 наполнения и запаивания (причем упаковку наполняют ингредиентом, а затем закрывают путем запаивания верхнего края упомянутой упаковки).
Участок 21 формования более подробно показан на фиг. 8-22.
Как показано на фиг. 8, участок формования устройства содержит плунжер 23 формования и полость 24 формования, которые выполнены с возможностью перемещения относительно друг друга и имеют взаимодополняющие формы. Под «полостью 24» подразумевают цилиндр, верхушка которого имеет форму, которая взаимодополняет наружную форму нижнего конца 25 плунжера. Такой принцип работы станции формования с подвижными плунжером и полостью для деформации размещенного между ними материала, по существу, известен, и его детали не будут описаны более подробно. Концевой участок 25 плунжера 23 (т.е. его нижняя оконечность), как показано на фиг. 9, имеет объемную форму с вогнутым нижним концом 26 и выпуклыми боковыми сторонами 27, так что профиль его торцевой стороны 26 идентичен профилю каждой из его боковых сторон 27. Принцип геометрической эквивалентности для профилей 26 и 27 аналогичен уже описанному выше для профилей Plt и Plw чашеобразной нижней части 3 применительно к фиг. 3A и 3B.
В одном конкретном варианте осуществления концевой участок 25 плунжера 23 имеет форму шестигранной призмы, причем упомянутая призма имеет два противоположных вертикальных края 28, выровненных относительно поперечной оси Lx плунжера, которые простираются вниз с образованием простирающихся вниз кончиков 29, при этом упомянутые простирающиеся края 28 имеют такую высоту, что для каждого поперечного сечения упомянутого плунжера при измерении вдоль всей его поперечной оси Lx сумма двух высот концевого участка 25 плюс ширина его нижней торцевой стороны является постоянной. Этот принцип аналогичен уже описанному выше для высот H1, H2 и ширины W1 и W2 чашеобразной нижней части 3 применительно к фиг. 3A и 3B.
Предпочтительно кончики 29 плунжера закруглены или иным образом выполнены с гладкими краями.
Как показано на фиг. 9, нижний конец 26 плунжера предпочтительно содержит втягиваемый выступ 30, который выровнен относительно центра упомянутого плунжера 23. упомянутый выступ 30 подпружинен таким образом, чтобы втягиваться внутрь плунжера 23, когда он прижимается к поверхности, в частности, в данном случае к первичному плоскому листу 5 заготовки и полости 24 станции формования под ним. Этот выступ имеет диаметр, превосходящий диаметр описанных выше первичного отверстия 15 и вторичного отверстия 16. Его функция заключается в легком прижатии заготовок 5, 11 и 14 до того, как плунжер начнет их деформацию. Когда процесс формования начинается и листы заготовок начинают деформироваться, три листа заготовок удерживаются вместе в своей области запаивания (вокруг отверстий 15 и 16, как описано выше) для предотвращения отсутствия герметичности и скольжения из-за механических сил, которые прикладываются к материалу на стадии формования.
Устройство дополнительно содержит приводной механизм (не показан) для перемещения поршня 23 и полости 24 навстречу друг другу, а также относительно листа 5 заготовки, который расположен между ними, как показано на фиг. 8.
Как показано на фиг. 15-19 и 21, устройство дополнительно содержит пару пластин, выполненных с возможностью поддержки упомянутого гибкого листа 5 заготовки. Обе пластины в начале процесса формования расположены в одной плоскости, как показано на фиг. 15. Каждая пластина поддерживает отворот первичного гибкого листа заготовки. упомянутые пластины 31 могут быть зафиксированы, как показано на фиг. 8 и 10-14. Альтернативно в другом возможном варианте осуществления пластины 31 выполнены с возможностью симметричного поворота вокруг соответствующих осей, каждая из которых находится с обеих сторон упомянутого плунжера 23, как показано на фиг. 16-19 и 21, на которых представлены различные положения упомянутых поворотных пластин 31 в процессе формования.
Далее полагается, что первичный плоский лист 5 заготовки, который обрабатывается, содержит также вторичный 11 и третичный 14 прикрепленные к нему листы, как описано выше. После того как заготовка 5 прошла по устройству к участку 21 формования упомянутого устройства и оказалась между плунжером 23 и полостью 24, как показано на фиг. 8, выполняют следующие стадии процесса формования в следующем порядке.
Плунжер 23 перемещается вниз до тех пор, пока он не войдет в контакт с верхней поверхностью заготовок 5, 11 и 14, как показано на фиг. 10 и 11; перемещение плунжера начинает деформацию упомянутых заготовок, которые складываются вокруг поперечной оси Lx первичной заготовки 5; после приведения в контакт с верхней поверхностью заготовок 5, 11 и 14 из-за противодавления находящийся ниже полости 24 втягиваемый выступ 30 плунжера 23 втягивается в последний, как показано на фиг. 11.
Плунжер 23 продолжает перемещаться вниз, и полость 24 также перемещается вниз, как показано на фиг. 12. Каждый из них тянет заготовки 5, 11 и 14 за собой вниз, поскольку последние зажаты между упомянутым плунжером 23 и полостью 24.
Во время предыдущих стадий пара (или «комплект») запаивающих клещей 32 расположены с обеих сторон полости 24 и выполнены с возможностью запаивания боковых краев листа 5 заготовки после того, как она получила U-образную форму. На приведенных выше стадиях формования клещи находятся в открытом положении, т.е. отдалены от группы плунжера, полости и заготовки.
После перемещения полости и плунжера вниз, как описано выше, клещи 32 перемещаются навстречу друг другу для закрытия вокруг заготовки в ее нижней части, как показано на фиг. 13 и фиг. 20. Они осуществляют запаивание (способом ультразвуковой или термической пайки) боковых краев U-образной сложенной заготовки для завершения формирования полностью сформованной и герметичной чашеобразной нижней части 3 упаковки 1.
Затем клещи 32 снова раскрываются, и плунжер 23 перемещается вверх вместе с частично сложенной и герметичной упаковкой 1, как показано на фиг. 14.
Вариант одной и той же описанной выше последовательности формования показан на фиг. 15-19 и 21, с той разницей, что поддерживающие пластины 31 поворачиваются во время перемещения плунжера и полости, чтобы направлять складывание свободных концов заготовки в U-образную форму.
Наконец, как показано на фиг. 15, упаковка получается U-образной формы, полностью сложенной с еще не заваренными боковыми стенками 2, которые образуют уплощенный корпус упаковки, а герметизированная чашеобразная нижняя часть 3, представляющая собой полый объем, получает форму упомянутого плунжера.
Затем упаковка поступает на станцию запайки, оснащенную удлиненными запаивающими клещами 33, которые запаивают боковые края 4 упаковки 1, как показано на фиг. 22. После этого упаковка 1 готова для заполнения ингредиентом и последующего закрытия путем запаивания ее верхней кромки 34.
В варианте осуществления, в котором чашеобразная нижняя часть 3 упаковки имеет усиленную толщину стенки за счет присоединения вторичного и третичного слоя 11 и 14, как описано выше, первичный, вторичный и третичный плоские листы 5, 11, 14 заготовки могут быть прикреплены друг к другу во время изготовления первичного листа 5 в виде рулона пленки (на оборудовании производителя пленки), или альтернативно вторичный и третичный плоские листы 11, 14 заготовки могут быть прикреплены к первичному плоскому листу заготовки на более поздней стадии, непосредственно перед формованием последнего (т.е. на линии изготовления упаковки).
В соответствии с настоящим изобретением ингредиент для приготовления пищевого или питьевого продукта, упакованный в такую упаковку, представляет собой водорастворимый порошок или растворимый концентрат в жидкой или полужидкой форме, выбранный из следующего перечня: супы, фруктовые соки, овощные соки, бульоны, кофе, шоколад, чай, молоко или забеливатель, смузи, пюре, кули, кремы или их комбинация. Предпочтительно ингредиент продукта питания или напитка выбран из следующего списка:
- быстрорастворимый порошковый кофе, сухое молоко, сухие сливки, быстрорастворимый чай, какао-порошок, порошковый суп, фруктовый порошок или смесь указанных порошков,
- концентрат кофе, концентрат молока, сироп, фруктовый или овощной концентрат, концентрат чая, фруктовое или овощное пюре.
Упаковка также может содержать листья растений для настаивания, например чайные листья.
Порошки можно агломерировать или спекать. Порошки или жидкие концентраты можно смешивать с твердыми кусочками, например для приготовления супов с инкапсулированными кусочками. Ингредиент для приготовления пищевого или питьевого продукта также может представлять собой завариваемый ингредиент для приготовления пищевого или питьевого продукта, например обжаренный и молотый кофе или чайные листья. В этом варианте осуществления вода экстрагирует нерастворимый ингредиент.
В настоящем изобретении термин «жидкость» относится к любому водному разбавителю, который можно смешивать с растворимым ингредиентом напитка для приготовления напитка, такому как вода, газированная вода, молоко и т.п. (предпочтительно вода является предпочтительным водным разбавителем) или любая газообразная текучая среда, например воздух. Что касается жидкости на водной основе, предпочтительной жидкостью является вода; если речь идет о газообразной текучей среде, предпочтительным вариантом является воздух.
В соответствии с изобретением упаковка расположена, по существу, вертикально во время приготовления и выдачи пищевого или питьевого продукта.
В соответствии с настоящим изобретением водная текучая среда, как правило вода, подается в упаковку с любой температурой: холодной, горячей или комнатной температуры, в зависимости от типа пищевого или питьевого продукта для приготовления.
В отличие от систем известного предшествующего уровня техники, в которых текучая среда вводится сверху вниз, в данном случае устройство для приготовления напитков впрыскивает воду и необязательно воздух от нижней части к верхней части упаковки с высокой скоростью, которая обеспечивает оптимальные турбулентности внутри полости упаковки и вследствие этого оптимальное растворение содержащегося внутри ингредиента. Если вместе с водой через средство впрыска устройства также впрыскивается воздух, он не вводится при высоком давлении; давление предпочтительно составляет от 0,1 до 1,5 бар, более предпочтительно от 0,3 до 0,5 бар. В соответствии с изобретением оптимальные турбулентности и растворение ингредиента получают за счет высокой скорости, а не высокого давления.
Следует понимать, что специалистам в данной области будут очевидны различные изменения и модификации предпочтительных на данный момент вариантов осуществления, описанных в настоящем документе. Такие изменения и модификации можно осуществлять без отклонения от сущности и объема настоящего изобретения и без преуменьшения присущих ему преимуществ. Следовательно, предполагается, что прилагаемая формула изобретения охватывает такие изменения и модификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ УПАКОВКА ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩЕВОГО ИЛИ ПИТЬЕВОГО ПРОДУКТА, ИМЕЮЩАЯ ЖЕСТКУЮ ЧАСТЬ | 2021 |
|
RU2839784C1 |
| УЛУЧШЕННАЯ ГИБКАЯ УПАКОВКА ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩЕВОГО ИЛИ ПИТЬЕВОГО ПРОДУКТА, ИМЕЮЩАЯ ЖЕСТКУЮ ЧАСТЬ | 2021 |
|
RU2839785C1 |
| УСТАНОВОЧНЫЙ УЗЕЛ ДЛЯ КОНТЕЙНЕРОВ ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ ИЛИ НАПИТКОВ | 2017 |
|
RU2735115C2 |
| СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2021 |
|
RU2836386C1 |
| УПАКОВКА ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩЕВЫХ ИЛИ ПИТЬЕВЫХ ПРОДУКТОВ | 2019 |
|
RU2795515C2 |
| КАПСУЛЫ, УСТРОЙСТВО И СПОСОБЫ ПРИГОТОВЛЕНИЯ НАПИТКА | 2012 |
|
RU2592769C2 |
| УПАКОВКИ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ | 2014 |
|
RU2656958C2 |
| СИСТЕМА И КАПСУЛЫ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ | 2016 |
|
RU2735591C2 |
| КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА С ПРИКРЕПЛЕННЫМ К НЕЙ ГЕРМЕТИЗИРУЮЩИМ КОМПОНЕНТОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2424169C2 |
| МАШИНА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ | 2008 |
|
RU2431440C2 |
Изобретение относится к способу изготовления гибкой упаковки, приемлемой для размещения ингредиента пищевого или питьевого продукта и приемлемой для использования с устройством для приготовления пищевых или питьевых продуктов, причем упомянутый способ включает пробивку гибкого плоского листа заготовки между плунжером и полостью, которые выполнены с возможностью перемещения относительно друг друга. В соответствии с изобретением плунжер имеет вогнутую торцевую сторону и выпуклые боковые стороны, а кривизна профиля его торцевой стороны идентична кривизне профиля каждой из его боковых сторон. Технический результат заключается в обеспечении способа изготовления для создания безвредной для окружающей среды упаковки, которая по существу является гибкой, но содержит ровную поверхность для соединения с устройством для приготовления напитков, и которая также является достаточно жесткой для предотвращения протечек. 2 н. и 13 з.п. ф-лы, 23 ил.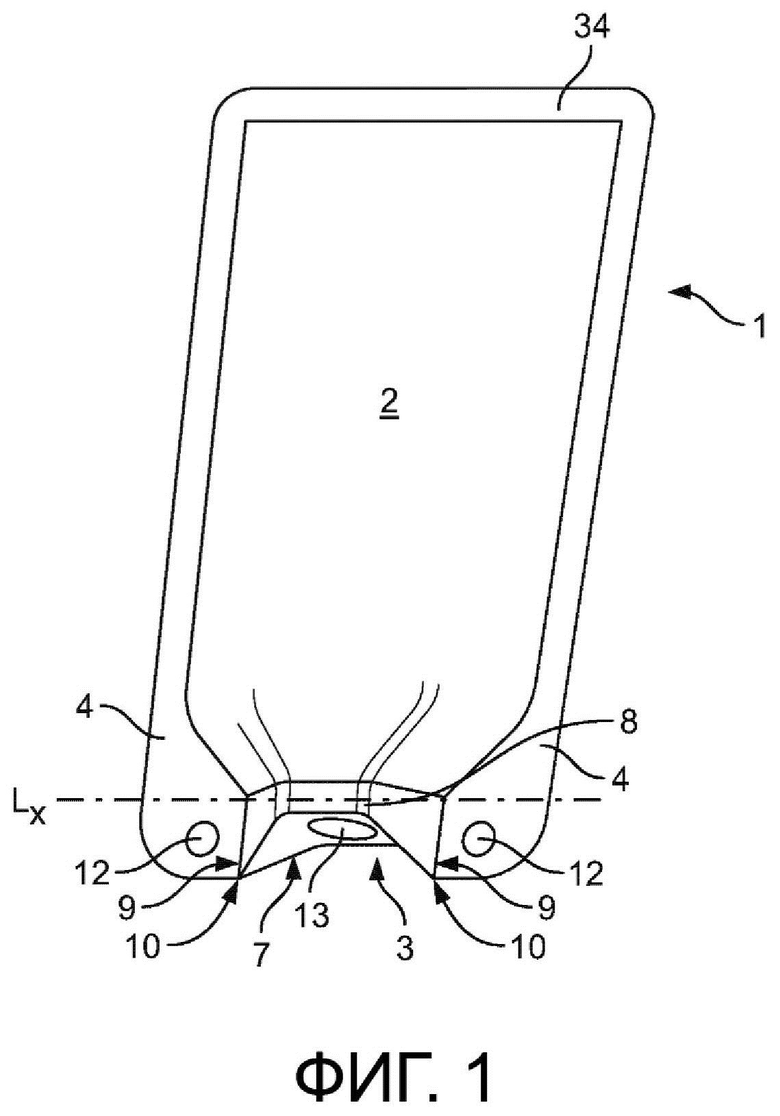
1. Способ изготовления гибкой упаковки (1), приемлемой для размещения ингредиента пищевого или питьевого продукта и приемлемой для применения с устройством для приготовления пищевых или питьевых продуктов, включающий стадии в следующем порядке:
(i) обеспечение первичного плоского листа (5) заготовки, изготовленного из гибкого материала, предпочтительно материала на основе волокон, причем упомянутый лист (5) заготовки имеет удлиненную форму с двумя отворотами, проходящими симметрично вокруг поперечной оси (Lx),
- обеспечение вторичного гибкого плоского листа (11) заготовки, изготовленного предпочтительно из материала на основе волокон с покрытием,
- пробивку вторичного отверстия (16) по меньшей мере сквозь материал на основе волокон вторичного плоского листа (11) заготовки,
- пробивку первичного отверстия (15) сквозь первичный плоский лист (5) заготовки, которое центрировано относительно упомянутого листа, причем диаметр упомянутого первичного отверстия (15) равен диаметру вторичного отверстия (16) во вторичном гибком плоском листе (11) заготовки или превышает его,
- запаивание или иным образом прикрепление упомянутого вторичного плоского листа (11) заготовки к внутренней поверхности первичного плоского листа (5) заготовки таким образом, чтобы центры обоих отверстий (15, 16) совпадали,
(ii) помещение первичного плоского листа (5) заготовки в станцию (21) формования таким образом, чтобы его центр располагался между плунжером (23) и полостью (24), которые выполнены с возможностью перемещения относительно друг друга и имеют взаимодополняющие формы, при этом упомянутый плунжер (23) имеет вогнутую нижнюю торцевую сторону (26) и выпуклые боковые стороны (27), а кривизна профиля его нижней торцевой стороны (26) идентична кривизне профиля каждой из его боковых сторон (27),
(iii) деформацию первичного плоского листа (5) заготовки путем перемещения плунжера (23) и полости (24) навстречу друг другу таким образом, чтобы упомянутая заготовка (5) складывалась вокруг своей поперечной оси (Lx) для подъема отворотов и образовывала незапаянную U-образную упаковку, имеющую боковые стенки (2), которые образуют уплощенный корпус упаковки, и нижнюю часть (3), причем упомянутая нижняя часть (3) представляет собой чашеобразный полый объем, имеющий форму упомянутого плунжера (23),
(iv) запаивание боковых краев (4) упомянутой U-образной упаковки (1).
2. Способ по п. 1, в котором плунжер (23) имеет форму шестигранной призмы, причем упомянутая призма имеет два противоположных вертикальных края (9), выровненных относительно поперечной оси (Lx) плунжера, которые простираются вниз с образованием простирающихся вниз кончиков (10), при этом упомянутые простирающиеся края имеют такую высоту, что для каждого поперечного сечения упомянутого плунжера (23) при измерении вдоль всей его поперечной оси (Lx) сумма двух высот концевого участка (25) плунжера плюс ширина его нижней торцевой стороны (26) является постоянной.
3. Способ по п. 2, в котором кончики (10) плунжера (23) закруглены или иным образом выполнены с гладкими краями.
4. Способ по любому из предшествующих пп. 1-3, дополнительно включающий следующие стадии:
(v) наполнение упомянутой упаковки (1) ингредиентом пищевого или питьевого продукта,
(vi) запаивание верхнего края (34) упаковки (1) для ее закрытия.
5. Способ по любому из предшествующих пп. 1-4, дополнительно включающий:
- размещение пары пластин (31) под упомянутым гибким листом (5) заготовки на стадии (ii), причем обе пластины (31) изначально находятся в одной плоскости, и при этом каждая пластина поддерживает отворот первичного гибкого листа (5) заготовки, причем упомянутые пластины выполнены с возможностью поворота симметрично вокруг соответствующих осей, каждая из которых находится с обеих сторон упомянутого плунжера (23),
- поворот обеих пластин (31) на стадии (iii) таким образом, чтобы край каждой пластины, который наиболее удален от упомянутого плунжера (23) и полости (24), поднимался во время поворотного движения для облегчения складывания первичного гибкого листа (5) заготовки в упомянутую U-образную незапаянную упаковку.
6. Способ по любому из предшествующих пп. 1-5, в котором область прикрепления или запаивания вторичного гибкого плоского листа (11) заготовки к внутренней поверхности первичного плоского листа (5) заготовки имеет кольцевую форму, окружающую упомянутые отверстия, и имеет ширину, которая составляет от 0,5 до 10 мм, предпочтительно от 2 до 7 мм.
7. Способ по п. 6, дополнительно включающий следующие стадии:
- обеспечение третичного гибкого плоского листа (14) заготовки,
- запаивание или прикрепление иным образом упомянутого третичного гибкого плоского листа (14) заготовки между упомянутыми первичным и вторичным гибкими плоскими листами (5, 11) заготовки.
8. Способ по п. 7, в котором упомянутый третичный гибкий плоский лист (14) заготовки представляет собой тонкий слой, выбранный из следующего перечня: полиэтилен (ПЭ), полипропилен (ПП), полилактид (PLA), полигидроксиалканоаты (PHA), полибутиленадипаттерефталат (PBAT), полибутиленсукцинат (PBS), поливиниловый спирт (PVOH), полимеры на основе крахмала, полимеры, содержащие пищевые поглотители кислорода и/или влаги, или их комбинация.
9. Способ по любому из предшествующих пп. 6-8, в котором вогнутая нижняя торцевая сторона (26) плунжера (23) содержит втягиваемый выступ (30), который выровнен относительно центра плунжера, простирается вниз во время стадий (i) и (ii) и прижимается внутри плунжера во время стадии (iii), когда кончик упомянутого плунжера приводят в контакт с листом заготовки и полостью (24) ниже.
10. Способ по п. 9, в котором диаметр втягиваемого выступа (30) превосходит диаметр первичного и вторичного пробитых отверстий (15, 16).
11. Устройство для изготовления упаковки (1) в соответствии со способом по пп. 1-10, содержащее:
- механизм подачи гибкого плоского листа заготовки,
- комплект формования, содержащий плунжер (23) и полость (24), которые выполнены с возможностью перемещения относительно друг друга и имеют взаимодополняющие формы, причем упомянутый плунжер (23) имеет вогнутую нижнюю торцевую сторону (26) и выпуклые боковые стороны (27), а кривизна профиля его нижней торцевой стороны (26) идентична кривизне профиля каждой из его боковых сторон (27),
- приводной механизм для перемещения плунжера (23) и полости (24) навстречу друг другу для деформации упомянутой заготовки путем складывания вокруг ее поперечной оси (Lx) с образованием незапаянной U-образной упаковки, имеющей боковые стенки, которые образуют уплощенный корпус упаковки, и нижнюю часть, имеющую жесткую плоскую поверхность, при этом упомянутая нижняя часть представляет собой полый объем, имеющий форму упомянутого плунжера,
- комплект запаивающих клещей (32, 33), выполненных с возможностью запаивания боковых краев и чашеобразной нижней части (3) упомянутой U-образной упаковки.
12. Устройство по п. 11, в котором плунжер (23) имеет форму шестигранной призмы, причем упомянутая призма имеет два противоположных вертикальных края (9), выровненных относительно поперечной оси (Lx) плунжера, которые простираются вниз с образованием простирающихся вниз кончиков (10), при этом упомянутые простирающиеся края (9) имеют такую высоту, что для каждого поперечного сечения упомянутого плунжера при измерении вдоль всей его поперечной оси (Lx) сумма двух высот концевого участка (25) плунжера плюс ширина его нижней торцевой стороны (26) является постоянной.
13. Устройство по п. 12, в котором кончики (10) плунжера (23) закруглены или иным образом выполнены с гладкими краями.
14. Устройство по любому из предшествующих пп. 11-13, которое дополнительно содержит пару пластин (31), выполненных с возможностью поддержки упомянутого гибкого листа (5) заготовки, и при этом каждая пластина поддерживает отворот первичного гибкого листа заготовки, причем упомянутые пластины выполнены с возможностью поворота симметрично вокруг соответствующих осей, каждая из которых находится с обеих сторон упомянутого плунжера.
15. Устройство по любому из предшествующих пп. 11-14, в котором вогнутый нижний конец (26) плунжера (23) содержит втягиваемый выступ (30), который выровнен относительно центра упомянутого плунжера, причем упомянутый выступ (30) подпружинен для втягивания внутрь плунжера при прижатии к упомянутому первичному плоскому листу заготовки и полости (24) под ним.
| Набережная | 1984 |
|
SU1234505A1 |
| US 5313767 A, 24.05.1994 | |||
| US 2005255980 A1, 17.11.2005 | |||
| US 4010676 A, 08.03.1977. | |||

