Область техники
Изобретение относится к способам и устройствам для увеличения выходной мощности лазеров используемых в компактных переносных устройствах лазерной обработки (очистки) деталей методом абляции посредством удаления с поверхности твердого тела поврежденного слоя, ржавчины и других инородных материалов и наслоений.
Уровень техники
Область применения лазеров широк - от телекома до космических применений мощных лазеров. Однако, есть класс лазеров средней мощности 100-200 Вт, которые удобно использовать в компактных переносных установках в качестве ручных сварочных аппаратов, очистителей от ржавчины, краски, осадочных пород на днищах морских транспортов и в других случаях. В таких устройствах лазерное излучение выводят через одно оптическое волокно или через один волоконный объединитель. В первом случае мощность на выходе ниже, чем во втором и как следствие снижается производительность аппарата. Однако и вопрос объединения множества волокон от отдельных лазерных источников в суммарный пучок - неоднозначный и может быть выполнен разными способами.
В патенте RU 2439627 С2 для объединения пучка волокон в виде многосердцевидного волокна используют способ и установочный элемент с множеством капилярных трубок в которые вставляют волокна для их объединения и далее нагревом сплавляют их, причем материал этого элемента является стеклом с более низким коэффициентом преломления, чем у кварцевого волокна и более низкой температурой плавления, а значит оптико-физические характеристики таких материалов имеют границу, возрастают оптические потери и ухудшается качество оптического пучка на выходе из такого сплавного элемента, а точнее сказать из термоклеенного элемента, поскольку кварц в этой технологии не оплавляется. Технология трудоемкая и плохо воспроизводимая.
В патенте RU 2619692 С1 предложено изобретение, которое относится к области машиностроения, приборостроения, лазерной техники и технологии и может быть использовано для лазерной очистки от нежелательных слоев и загрязнений, в частности для удаления ржавчины, окалины, краски с поверхностей различных металлических объектов, таких как стальные трубы, листы, колесные пары подвижного состава на железнодорожном транспорте, монеты, бронза, оружие и т.д. Способ очистки металлов заключается в использовании на очищаемой поверхности пятна с плотностью мощности лазерного излучения, достаточной для возникновения процессов терморазрушения покрытия. Для этого используют непрерывное лазерное излучение, пятно которого на поверхности изделия непрерывно перемещают по замкнутой круговой траектории, центр кривизны которой при этом линейно перемещают по траектории любой конфигурации для получения непрерывной полосы обработки. Достигается технический результат: увеличение производительности лазерной очистки металлических поверхностей за счет увеличения ширины полосы обрабатываемой поверхности, однако мощность ограничена мощностью одного используемого лазера и достичь компромисс между компактностью предложенной схемы и требуемой мощностью в десятки киловатт вряд ли возможно, не всякий же 10 кВт непрерывный лазер можно носить на руках.
Поэтому вопрос создания компактного переносного лазера, обладающего средней мощностью кило-ваттного лазера требует дополнительного рассмотрения и рассматривается в настоящем изобретении.
Раскрытие изобретения
Целью настоящего изобретения является развитие способа увеличения выходной мощности лазеров средней мощности без потери качества излучения на его выходе путем особого объединения волоконных выходов от разных лазеров для целей обработки поверхностей твердых тел, деталей машин и конструкций компактными переносными системами. Применение такого способа позволяет реализовать новые лазерные системы и устройства для очистки поверхности твердого тела. Технический результат: компактность системы, повышение суммарной выходной мощности лазеров и производительности системы, выбора режима обработки детали по уровню плотности мощности излучения.
Сущность способа состоит в облучении поверхности детали многолучевой лазерной системой, включающий вывод лазерного излучения от отдельных лазеров с волоконным выходом посредством их объединения на входной грани по меньшей мере одного объединителя в виде блока из той же основы материала, что и оптические волокна лазеров, путем их сплавления своим выходным торцом с входной плоской гранью блока таким образом, чтобы перед сплавлением волокна лазеров были ориентированы по нормали к поверхности грани блока, имели прямой скол и не соприкасались между собой, а выходная противоположная грань блока обеспечивает вывод расходящихся в свободном пространстве от каждого торца волокна пучков в направлении оптической системы, формирующей масштабируемое увеличенное в 3-5 крат изображение на обрабатываемой поверхности, в конфигурации расположения торцов волокон на входной грани в месте их сплавления с блоком.
Также предлагается лазерная система для обработки методом абляции поверхности детали
Излучением от лазерных источников, упорядоченных между собой, для осуществления способа по п.1, содержащая:
- лазерные источники, объединенные путем сплавления с входной гранью в корпусе излучающего модуля;
- оптическую систему в виде объектива;
- отклоняющая пучки излучения динамическая оптическая система на выходе оптической системы в корпусе излучающего модуля;
- защитное окно на выходе излучения из лазерной системы в корпусе излучающего модуля и подводящий к нему оптический входной кабель с волокнами от каждого лазера.
Другие преимущества изобретения будут раскрыты в его описании и проиллюстрированы на чертежах и примерах осуществления.
Краткое описание чертежей
Фиг. 1. Фотография места сплавления входной грани кварцевого блока с кварцевыми волокнами от лазеров, расположенными в один ряд.
Фиг. 2. Фотография световых пятен в фокальной плоскости объектива.
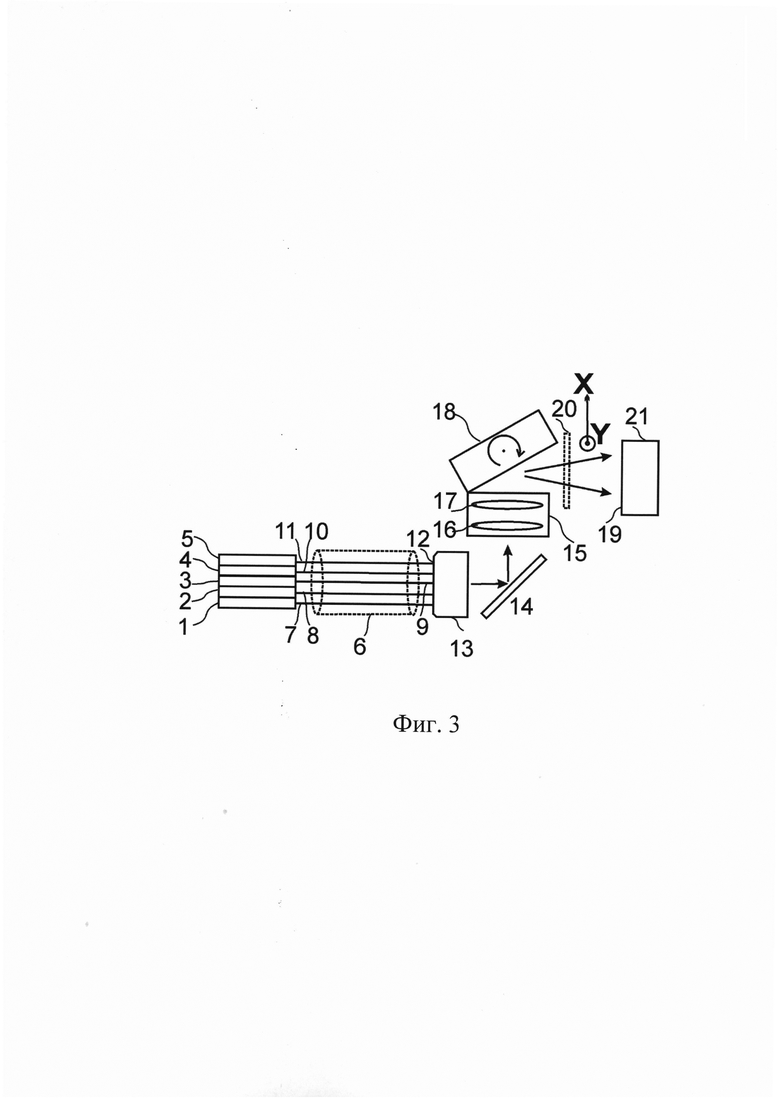
Фиг. 3. Блок-схема лазерной системы, стрелки условно указывают ход лучей.
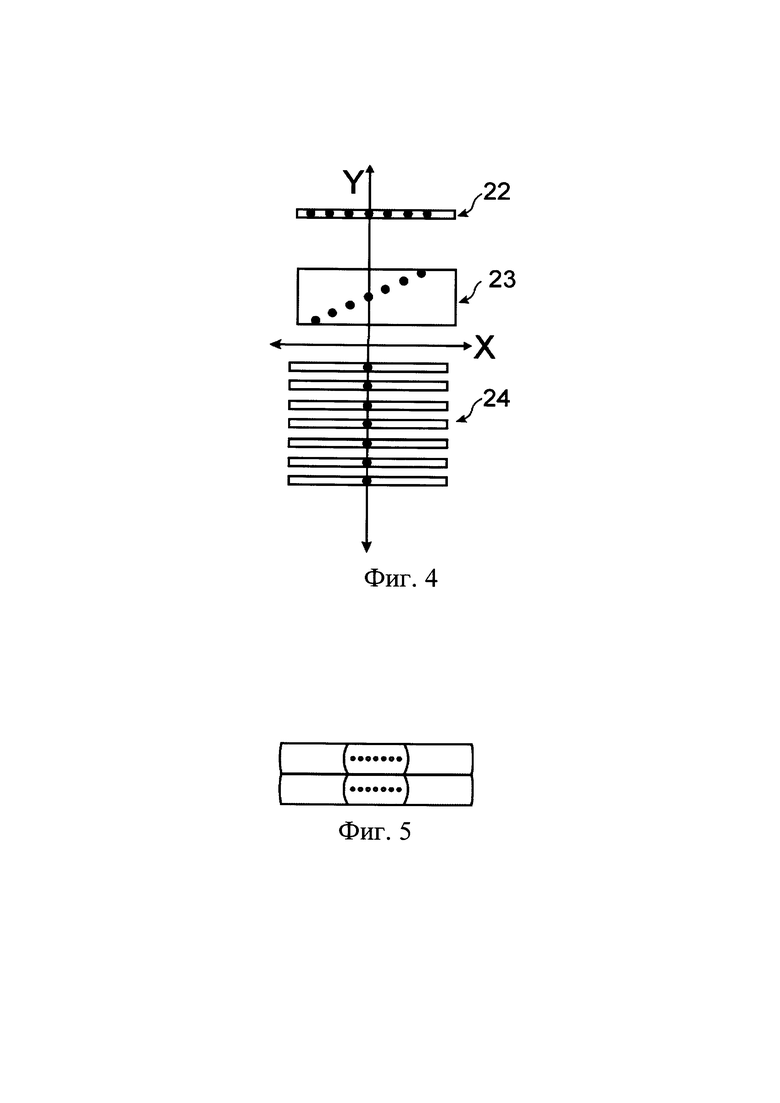
Фиг. 4. Угловая ориентация картины распределения световых пятен в фокальной плоскости объектива.
Фиг. 5. Компоновка двух усеченных плоскостями блоков с волокнами.
Описание изобретения
Как указывалось выше одной из целей предложенного способа засветки поверхности детали было увеличение выходной мощности лазерной системы без ухудшения качества излучения от каждого лазера. Для этого сплавление с гранью блока выходных волокон от каждого лазера осуществляют таким образом, чтобы перед сплавлением волокна были ориентированы по нормали к поверхности, имели прямой скол и не соприкасались между собой (см. Фиг. 1), не искажая выходную апертуру каждого оптического канала. Размер апертур в указанном фото на Фиг. 2 случае на выходе из каждого из 5 волокон равнялся 20 мкм и после прохождения через блок после сплавления апертуры, как и промежутки между волокнами, претерпевают масштабное увеличение в зависимости от требуемой плотности мощности в пятне в фокальной плоскости объектива, что в свою очередь зависит от мощности на входе в блок, типично это 3-5 крат. Разумеется, тип используемых лазеров, их длины волн и сами волокна могут быть разными в зависимости от решаемых задач по применению способа.
Поэтому существенно, что конфигурация расположения торцов, разнесенных по отношению друг к другу волокон на входной грани блока в месте их сплавления с блоком такова, что не происходит ухудшение качества выходного излучения от каждого лазера на выходе оптической системы из-за взаимного влияния соседних спаев и импульсное и/или непрерывное излучение от множества лазерных источников доставляется к месту засветки детали без искажения качества каждого пучка и без деформации распределения световых пятен в фокальной плоскости объектива в следствие масштабируемого увеличения картины распределения спаев на блоке.
На фиг.3 представлена блок схема системы для осуществления способа засветки обрабатываемой поверхности детали при увеличении суммированием выходной мощности лазеров, используемых в компактных переносных устройствах лазерной обработки (очистки) деталей методом абляции посредством удаления с поверхности твердого тела поврежденного слоя, ржавчины и других инородных материалов и наслоений. Лучевая энергия от лазерных источников 1-5 подводится по кабелю 6 с волоконными выходами 7-11, концы которых сплавлены с входной гранью 12 блока 13. Излучение испытывает отражение на отражающем элементе (зеркале или призме) 14 и направляется в объектив 15, содержащий по меньшей мере по одной коллимирующей 16 и фокусирующей 17 линзе, на выходе которого расположена отклоняющая пучки излучения динамическая оптическая система 18 и защищающее от продуктов разложения с поверхности обрабатываемой детали 19 прозрачное для излучения окно 20, перед находящейся в фокальной плоскости объектива поверхности детали 21.
Существенно, что в лазерной системе объединитель пучков в виде блока 13 выполнен из кварцевого стекла или оптических полимеров.
Существенно, что в лазерной системе объектив 15 содержит по меньшей мере по одной коллимирующей и фокусирующей линзе, а также отражающий элемент 14 в виде зеркала или призмы на его входе для изменения направления хода лучей.
Существенно, что в лазерной системе отклонение луча в отклоняющей динамической системе 17 осуществляется гальваносканером с зеркалом развертки или оптико-механическим вращаемым устройством развертки луча, причем траектория движения пятен по обрабатываемой поверхности может быть как поступательной так и вращательной или их комбинацией.
Существенно, что в лазерной системе торцы волокон в месте их спайки с блоком упорядочены в одном направлении, в линию с промежутками между соседними спаями, а сам блок имеет возможность поворачиваться на угол в пределах 0-90° относительно направления X отклоняющей динамической системы для получения различного заполнения поля сканирования (вдоль оси X, см. фиг.4): узкого сплошного 22, полосчатого 23 или широкого сплошного 24, в зависимости от требуемой поверхностной плотности мощности излучения и производительности процесса абляции, причем в поперечном направлении Y смещения поля сканирования осуществляют в ручном или автоматическом режиме.
Существенно, что в лазерной системе блок выполнен в виде цилиндрического тела с конической частью со стороны спаев волокон на его усеченной вершине (см. фиг.1).
Существенно, что в лазерной системе оптический объединитель (блок), в виде цилиндрического тела с усеченным конусом со стороны волокон, преобразуют двумя секущими плоскостями по разные стороны его продольной оси для получения уплощенного блока и возможности укладки таких блоков друг на друга по плоскостям (см. фиг.5) для увеличения суммарной мощности на выходе системы.
Разумеется возможна и другая конфигурация картины распределения волокон в месте сварки с блоком, например в виде сот или иных двумерных распределений на одной грани блока.
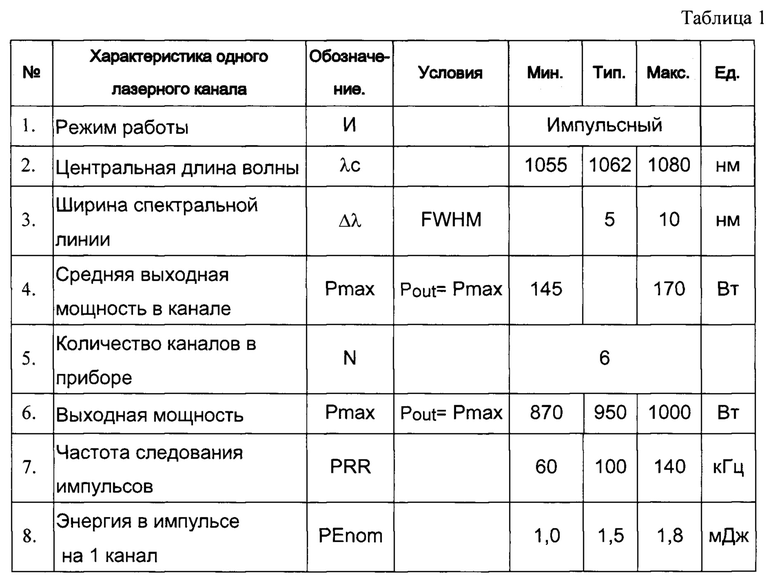
Изобретение осуществлено на примере 6-канальной лазерной системы путем объединения 6 волоконных выходов импульсных пико-секундных волоконных лазеров с диодной накачкой с центральной длиной волны 1,06 мкм со средней мощностью по каждому каналу 170 Вт и испытано в процессе удаления ржавчины со сложной поверхности стальной детали при ручном исполнении излучающего блока, то есть когда смещение вдоль оси Y поперек развертки сканирующего направления X (фиг.4) выполнялось рукой оператора со скоростью до 10 см/с (50 см2 / с при ширине линии развертки по X 5 см при частоте развертки 100-300 Гц). Данная обработка продемонстрировала высокую производительность системы.

Для специалистов в данной области техники должно быть очевидным, что изобретение не ограничено вариантами осуществления, представленными выше, и что в него могут быть включены изменения в пределах объема притязаний представленной формулы изобретения. Отличительные особенности, представленные в описании совместно с другими отличительными особенностями, в случае необходимости, могут также быть использованы отдельно друг от друга.

Изобретение относится к способам и устройствам для увеличения выходной мощности лазеров, используемых в компактных переносных устройствах лазерной обработки (очистки) деталей методом абляции посредством удаления с поверхности твердого тела поврежденного слоя, ржавчины и других инородных материалов, и наслоений. В основе способа лежит формирование спая отдельных волокон лазеров с гранью объединителя из того же материала, что и волокна, в определенной конфигурации. Варианты устройств реализуют способ и содержат излучающий блок для ручного или автоматического применения. Достигается компактность системы, повышение суммарной выходной мощности лазеров и производительности системы, выбор режима обработки детали по уровню плотности мощности излучения. 2 н. и 5 з.п. ф-лы, 5 ил., 3 табл.
1. Способ облучения поверхности детали многолучевой лазерной системой, включающий вывод лазерного излучения от отдельных лазеров с волоконным выходом посредством их объединения на входной грани по меньшей мере одного оптического объединителя в виде блока из той же основы материала, что и оптические волокна лазеров, путем их сплавления своим выходным торцом с входной плоской гранью блока таким образом, чтобы перед сплавлением волокна лазеров были ориентированы по нормали к поверхности грани блока, имели прямой скол и не соприкасались между собой, а выходная противоположная грань блока обеспечивает вывод расходящихся в свободном пространстве от каждого торца волокна пучков в направлении оптической системы, формирующей масштабируемое увеличенное в 3-5 крат изображение на обрабатываемой поверхности, в конфигурации расположения торцов волокон на входной грани в месте их сплавления с блоком.
2. Лазерная система для обработки методом абляции поверхности детали излучением от лазерных источников, упорядоченных между собой, для осуществления способа по п.1, содержащая:
- лазерные источники, объединенные путем сплавления с входной гранью блока в корпусе излучающего модуля;
- оптическую систему в виде объектива;
- отклоняющую пучки излучения динамическую оптическую систему на выходе оптической системы в корпусе излучающего модуля;
- защитное окно на выходе излучения из лазерной системы в корпусе излучающего модуля и подводящий к нему оптический входной кабель с волокнами от каждого лазера.
3. Лазерная система по п.2, в которой блок выполнен из кварцевого стекла или оптических полимеров.
4. Лазерная система по п.2, в которой объектив содержит по меньшей мере по одной коллимирующей и фокусирующей линзе, а также отражающий элемент в виде зеркала или призмы на его входе для изменения направления хода лучей.
5. Лазерная система по п.2, в которой отклонение луча в отклоняющей динамической системе осуществляется гальваносканером с зеркалом развертки или оптико-механическим вращаемым устройством развертки луча, причем траектория движения пятен по обрабатываемой поверхности может быть как поступательной, так и вращательной или их комбинацией.
6. Лазерная система по п.2, в которой блок выполнен в виде цилиндрического тела с конической частью со стороны спаев волокон на его усеченной вершине или дополнительно содержит усекающие его плоскости по разные стороны продольной оси цилиндра для получения уплощенного блока для укладки таких блоков друг на друга по плоскостям для увеличения суммарной мощности на выходе системы.
7. Лазерная система по п.2, представляющая собой лазерный очиститель поверхности.
| DE 0004301689 A1, 28.07.1994 | |||
| МНОГОЛУЧЕВАЯ ЛАЗЕРНАЯ СИСТЕМА И СПОСОБЫ СВАРКИ | 2016 |
|
RU2708727C2 |
| ЛАЗЕРНЫЙ ИСТОЧНИК, В ЧАСТНОСТИ, ДЛЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ | 2015 |
|
RU2692400C2 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ НЕКОАКСИАЛЬНОЙ ПЕРЕДАЧИ СВЕТОВОЙ ЭНЕРГИИ | 1994 |
|
RU2142152C1 |
| 0 |
|
SU188813A1 | |
| JP 0005320253 B2, 23.10.2013 | |||
| FR 0002849545 B1, 08.04.2005 | |||
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ПОВЕРХНОСТНЫХ ЗАГРЯЗНЕНИЙ С ПОДЛОЖКИ (ВАРИАНТЫ) | 1993 |
|
RU2114486C1 |
| УСТРОЙСТВО И СПОСОБ ПОДЪЕМА КОВША | 2014 |
|
RU2683158C2 |

