Изобретение относится к шинной промышленности и может быть использовано при изготовлении пневматических шин карьерных крупногабаритных (КГШ) и сверхкрупногабаритных (СКГШ), сельскохозяйственных, шин сверхнизкого давления, для машин высокой проходимости и т.д.. Известен традиционный способ изготовления пневматических шин (И.А. Осошник, О.В. Карманова, Ю.Ф. Шутилин. "Технология пневматических шин". ВГТА. Воронеж. 2004), при котором собирают заготовку пневматической шины, состоящую из каркаса с бортовыми кольцами, герметизирующим слоем и боковинами, брекера, подканавочного (подушечного) слоя и протектора, затем ее формуют и вулканизуют в пресс-форме вулканизатора.
При изготовлении шины известным традиционным способом во время ее вулканизации в процессе формирования рисунка протектора течением протекторной резиновой смеси в углубления гравировки рабочей поверхности пресс-формы увлекается (перетекает) резиновая смесь протекторного и подканавочного слоя в глубокий рисунок формующей матрицы (покрышечной пресс-формы), смещаются нити корда, в результате происходит деформация каркаса и подканавочного слоя, нарушается однородность шин, отклонение от правильной заданной тороидальной формы каркаса, возникают волнистости, снижаются эксплуатационные качества, долговечность и ремонтопригодность, особенно в случае шин с глубоким расчлененным рисунком протектора КГШ и СКГШ для внедорожных автомобилей и сельхозтехники. Часто возникают пустоты (треугольники, пещеры,) в нижней части массива шашки грунтозацепа. Это особенно проявляется при проведении вулканизации более прогрессивным способом паром, а не перегретой водой. Этот эффект еще более часто встречается при изготовлении шин с тонким малослойным каркасом и большими (крупными) редкими грунтозацепами.
Для устранения этих недостатков предложен способ изготовления крупногабаритных пневматических шин (патент №294304), включающий сборку и формирование каркаса, наложение подушечного (подканавочного) слоя и протектора, формование и вулканизацию, в котором для улучшения качества готовой шины за счет предотвращения деформации каркаса и подушечного слоя при формовании и вулканизации, наложение протектора осуществляется последовательным нанесением на поверхность каркаса с подушечным слоем предварительно отформованных из сырой резины отдельных элементов рисунка протектора.
Этот способ не обеспечивает стабильное и надежное качество крепления, расположения каждого грунтозацепа и требуемого уровня однородности шин.
Известен также способ изготовления пневматических крупногабаритных шин (патент РФ 2552412), при котором шину изготавливают в два этапа. На первом этапе изготавливают неполную заготовку шины-модуль, включающий все элементы шины без протектора, собирают каркас с бортовыми кольцами и частью боковин, накладывают слои брекера и подканавочный слой, затем осуществляют подвулканизацию полученного модуля в пресс-форме с гладкой рабочей поверхностью с профилем, приближенным (соответствующим) профилю готовой шины без протектора, на втором этапе шерохуют внешнюю поверхность модуля, на нее накладывают протекторную заготовку, оставшиеся части боковины и производят окончательную вулканизацию собранной шины в пресс-форме с рабочей поверхностью, соответствующей рисунку протектора готовой шины. При этом течение протекторной резиновой смеси в углубления рисунка не вызывает каких-либо смещений других элементов шины, положение которых зафиксировано подвулканизацией заготовки шины на первом этапе.
Однако этот способ очень трудоемкий и энергоемкий - проведение вулканизаци в дополнительной гладкой малой пресс-форме, далее охлаждение подвулканизованного модуля, транспортировка на другое предприятие, шероховка и подготовка всей наружной поверхности модуля, промазка клеем, просушка и наложение протектора, части боковин и, наконец, формование и окончательная вулканизация.
Кроме того, после частичной подвулканизации шины-модуля происходит сшивание элементов, деталей каркаса и брекера, армирующих материалов (кордов) с обкладочными резинами на молекулярном уровне и это не позволяет проводить качественного формования, вытяжки каркаса и брекера (прессовки) для обеспечения надежного и достаточного крепления элементов протектора и боковин на втором этапе.
Это приводит к возникновению дополнительных внутренних напряжений в элементах шины (между армирующими материалами и обкладочными резинами) и соответственно, к неоднородности шины.
Все вышеназванные способы являются затратными как по трудоемкости, так и по энергоемкости и не обеспечивают требуемого уровня качества шин.
Наиболее близким прототипом является патент РФ 2678266. В нем протектор изготавливается в виде кольца сразу в форматоре- вулканизаторе. Но это требует существенной доработки последнего и даже модернизации. Что также затратно.
Согласно предлагаемому способу изготавливают кольцевую протекторную заготовку в обечайке, на литьевых машинах (диафрагменных прессах) модернизированных в части центрального механизма форматорах -вулканизаторах и т.д. Обечайка и пресс должны быть подогреты вплоть до температуры вулканизации. Для обеспечения более быстрого и качественного затекания резины протектора в грунтозацепы.
Сырая резина протектора затекает в грунтозацепы обечайки и заполняет их. Часть резины вытекает в выпрессовочные отверстия в обечайке. Объем (масса) сырой резины протектора должен быть достаточный для полного сформирования грунтозацепов и всего протектора шины. Далее можно проводить процесс подвулканизации или полной вулканизации протекторного кольца. Допускается и работа с сырой резиновой заготовкой кольцевого протектора.
После проведения этой операции литьевой пресс открывается и обечайка с кольцевым протектором извлекается из пресса.
Затем обечайка вместе с кольцевым протектором перемещается в форматор-вулканизатор и точно фиксируется в покрышечной пресс-форме. Для этого в покрышечной пресс-форме изготавливаются посадочные места под обечайку.
После этого в покрышечную пресс-форму устанавливается (загружается) шина -модуль и проходит формование последней до полного контакта с внутренней поверхностью (стороной) протекторного кольца в обечайке.
После этого в вулканизационную диафрагму подается теплоноситель (пар, перегретая вода) и проводится цикл вулканизации шины. Длительность цикла вулканизации зависит от состояния вулканизации кольцевого протектора. Если он частично вулканизован, то один режим. А если полностью вулканизован, то более короткий и с минимальным обогревом покрышечной пресс-формы.
По окончании цикла вулканизации и охлаждения шины, форматор -вулканизатор открывается и извлекается готовая шина вместе с обечайкой известными способами. Обечайка может открываться (демонтироваться) либо по экватору, либо по меридиану. Далее цикл сборки шин повторяется.
Разъем покрышечной пресс-формы может быть как с экваториальным разъемом, так и смещенным.
Вогнутая внутренняя поверхность готовой кольцевой протекторной заготовки в меридиональном сечении может иметь предпочтительно радиус кривизны больше, чем наружный радиус кривизны готовой заготовки шины-модуля в том же меридиональном сечении. Это необходимо для уменьшения вероятности захвата воздуха при формовании в зонах контакта шины-модуля и кольцевой протекторной заготовки в обечайке.
На вогнутой внутренней поверхности кольцевой протекторной заготовки желательно сформировать продольные и поперечные канавки для отвода (эвакуации) воздуха из зоны контакта шины-модуля и резиновой кольцевой протекторной заготовки.
Максимальный наружный диаметр шины-модуля по экваториальному сечению должен быть меньше максимального внутреннего диаметра готовой кольцевой протекторной заготовки по экваториальному сечению и должен обеспечивать возможность максимально точной установки шины-модуля в покрышечной пресс-форме (матрице) с кольцевой протекторной заготовкой. Точность установки шины-модуля обеспечивается также за счет фиксации шины -модуля на нижних и верхних бортовых кольцах покрышечной пресс-формы.
Изобретение обеспечивает изготовление шины повышенной однородности, долговечности, работоспособности и ремонотопригодности при минимальных затратах, а также повышение производительности при изготовлении шин за счет сокращения времени при одновременной сборке шины-модуля и кольцевой протекторной заготовки в обечайке.
При предлагаемом техническом решении происходят минимальные перемещения в собранной шине-модуле, элементов покрышки (слои каркаса, брекера, подканавочного слоя), которые в основном определяют геометрическую и силовую неоднородность шины.
Особенностью предлагаемого способа является возможность производства различных моделей шин карьерных крупногабаритных и сверхкрупногабаритных шин одного типоразмера, сельскохозяйственных шин отличающихся конструкцией рисунка протектора (насыщенностью и глубиной) без изменений конструкции брекера (числа и расположения обрезиненных слоев), за счет применения различной конструкции (профиля, рисунка протектора) обечаек.
Стоимость изготовления одной обечайки с рисунком протектора существенно меньше, чем комплект секторов для покрышечной пресс-формы.
Способ осуществляется следующим образом.
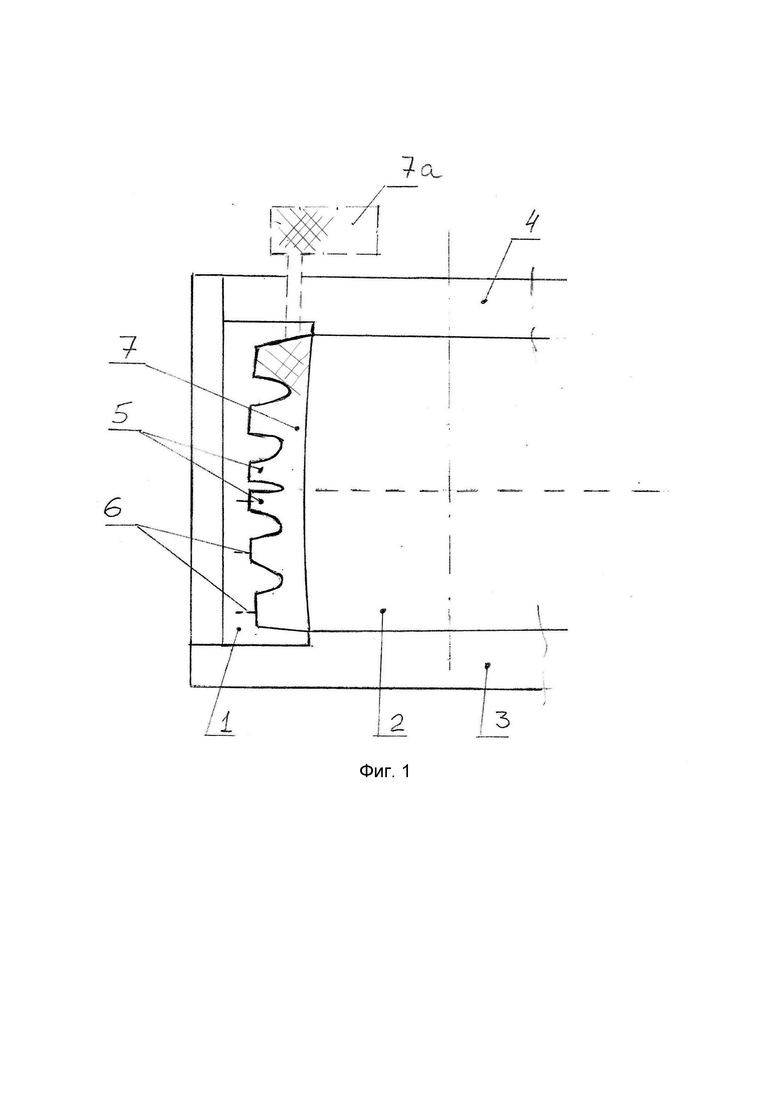
Специальная пресс-форма (фиг. 1) с закрепленной (установленной) в ней обечайкой 1, сердечником 2, наружными нижней 3 и верхней 4 плитами, с литьевой камерой (показана условно) устанавливается в форматор-вулканизатор или литьевой пресс.
Пресс- форма разогревается до требуемой температуры, открывается верхняя плита 4 и закладывается разогретая заготовка сырой протекторной резиновой смеси. Масса резиновой заготовки предварительно просчитывается и взвешивается. 7а материальная камера место нахождения сырой резиновой смеси протекторного кольца.
Производится заполнение рабочей камеры (протекторное кольцо) известными методами.
За какое то время резина затекает в грунтозацепы 5 и воздух выходит через выпрессовочные отверстия 6 в грунтозацепах. Затем возможно проведение процесса вулканизации протекторного кольца, но возможно и его отсутствие, для экономии энергоносителей.
Далее верхняя плита 4 открывается (поднимается) и вынимается кольцевая протекторная заготовка 7 вместе с обечайкой.
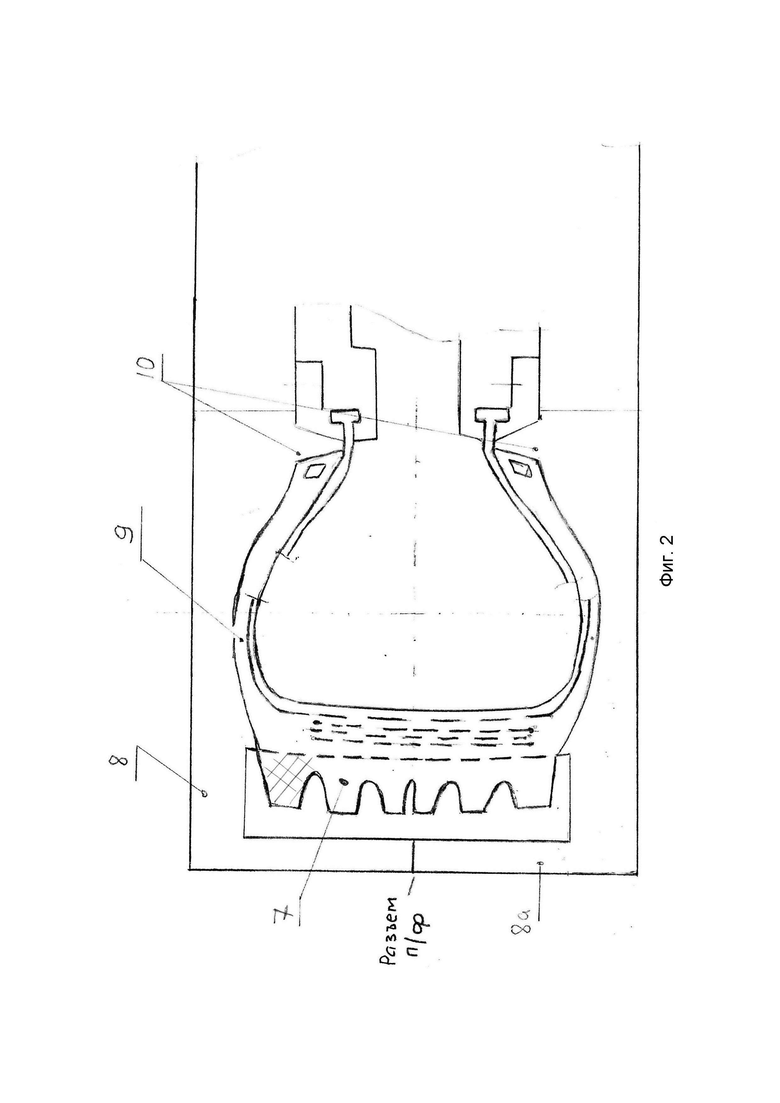
В последующем (фиг. 2) кольцевая протекторная заготовка с обечайкой перемещается в открытую покрышечную пресс -форму верхняя часть 8, 8а нижняя полуформа и четко фиксируется там.
Затем в покрышечную пресс- форму устанавливается шина-модуль 9 и проводится процесс формования за счет подачи давления в ее внутреннюю полость и вулканизация. Шина-модуль фиксируется на бортовых кольцах 10 покрышечной пресс-формы, а протекторное кольцо 7 фиксируется металлической обечайкой 1.
По окончании процесса вулканизации готовая шина охлаждается изнутри подачей под давлением холодной воды в вулканизационную диафрагму, открывается пресс-форма и извлекается готовая шина с обечайкой 1.
Далее обечайка известными способами раскрывается и освобождается шина.
Потом процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОТЕКТОРА ПНЕВМАТИЧЕСКИХ ШИН | 2019 |
|
RU2718555C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОТЕКТОРА ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2836925C1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2839445C1 |
| Пневматическая шина | 2018 |
|
RU2681789C1 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2701603C1 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2701598C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2013 |
|
RU2552412C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВУЛКАНИЗОВАННОГО КОЛЬЦЕВОГО ЛЕНТОЧНОГО ПРОТЕКТОРА ДЛЯ ПРОИЗВОДСТВА ШИПОВАННЫХ ШИН | 2021 |
|
RU2779125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРА ШИНЫ С ГРУНТОЗАЦЕПАМИ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2660091C2 |
Вначале изготавливают неполную заготовку шины - модуль. Заготовка включает в себя все элементы шины без протектора. Собирают каркас с бортовыми кольцами и боковинами, формируют каркас, накладывают слои брекера, подканавочный слой, протектор в виде кольцевой заготовки. Проводят формование и вулканизацию. При этом протектор выполняется в виде кольцевой протекторной заготовки, расположенной в металлической обечайке. Обечайка с кольцевым протектором предварительно устанавливается в покрышечную пресс-форму, в которую затем устанавливается шина-модуль и проводится ее формование до полного контакта с внутренней поверхностью кольцевой протекторной заготовки в обечайке. Далее в вулканизационную диафрагму под давлением подается теплоноситель в виде пара или перегретой воды и проводится цикл вулканизации шины. Технический результат - повышение однородности и долговечности шины. 2 ил.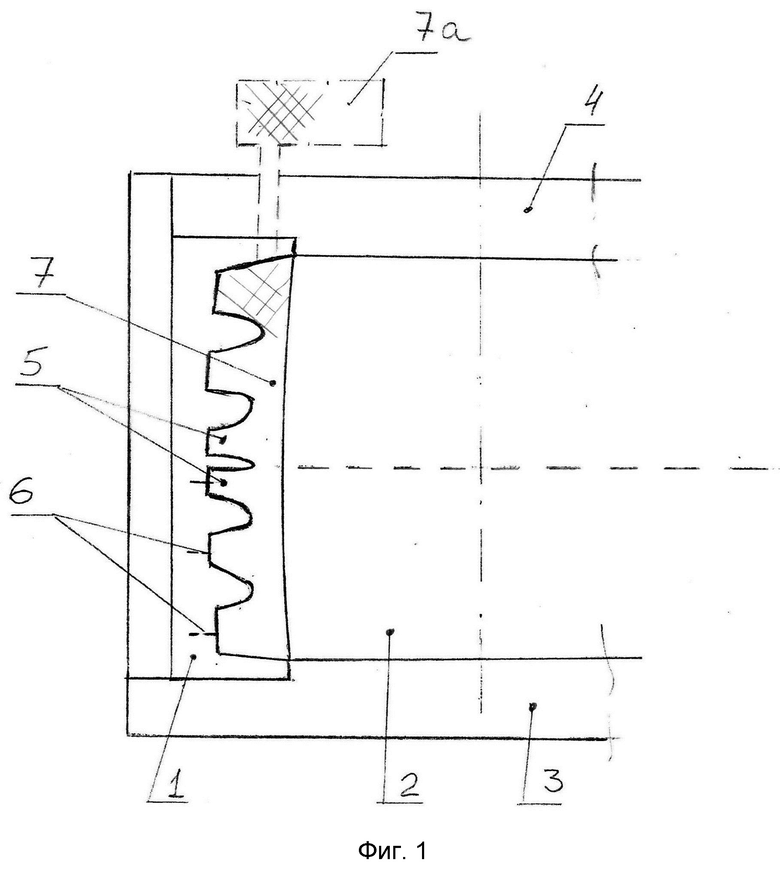
Способ изготовления пневматических крупногабаритных и свехкрупногабаритных, карьерных, сельскохозяйственных и др. шин, при котором изготавливают неполную заготовку шины-модуль, включающей все элементы шины без протектора, собирают каркас с бортовыми кольцами и боковинами, формируют каркас, накладывают слои брекера и подканавочный слой, протектор в виде кольцевой заготовки, проводят формование и вулканизацию, отличающийся тем, что протектор выполняется в кольцевой разрезной обечайке с последующим перемещением протектора совместно с обечайкой в вулканизационную покрышечную пресс-форму и дальнейшей вулканизацией.
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2013 |
|
RU2552412C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ФОРМОВАНИЯ И ОТВЕРЖДЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 1999 |
|
RU2224656C2 |
| Установка отделения керамики и стержней от отливок | 1983 |
|
SU1202702A1 |

