Изобретение относится к области строительства и ремонта железнодорожного пути, в частности, к технологии укладки бесстыкового рельсового пути.
Из описания полезной модели к патенту RU №33583 по кл. Е01В 29/16, опубл. 27.10.2003 г., известен рабочий поезд для сварки и укладки рельсовых плетей. В этом известном устройстве с рельсовозного состава последовательно вытягивают рельсовые плети, производят их фиксацию в направляющих лотках крытого вагона и осуществляют стыковую сварку с последующей технологической обработкой на этом вагоне.
Однако, все технологические операции производятся только на одной рельсовой нити. Для укладки на путь второй рельсовой нити требуется повторное маневрирование рабочего поезда в зоне укладки рельсов, что существенно повышает время производства работ. Это особенно затрудняет производство ремонтных работ, учитывая сжатые сроки ограничения движения поездов на участке пути.
Из описания полезной модели к патенту RU №219291 по кл. B61D 17/00, опубл. 11.07.2023 г., известна платформа с укрытием для сварки рельсовых плетей. При использовании этого известного устройства осуществляют кантование рельсов при их сварке и укладки в путь, при котором с рельсовозного состава вытягивают сразу пару параллельных рельсовых плетей, производят их фиксацию в направляющих лотках с противокантовочными устройствами модуля с последующей технологической обработкой при стыковой сварке на этом модуле. Данное техническое решение принято в качестве прототипа.
В прототипе предусматривалось осуществление всех технологических работ по сварке сразу двух параллельных рельсовых нитей на одном сварочном модуле с укрытием. Однако дальнейшие проектные исследования показали большие затруднения осуществления всех технологических операций на одном сварочном модуле из-за ограниченного поперечного пространства сварочного модуля в габарите подвижного состава. Использование существующего технологического оборудования: сварочная машина, оборудование для обрезки концевых участков рельсов, средств для снятия грата и шлифовки сварных стыков оказалось затруднительно.
Технической задачей изобретения является обеспечение беспрепятственной работы указанного выше технологического оборудования при одновременной обработке двух параллельных рельсовых нитей.
Для достижения этого технического результата при перемещении рельсов при их сварке и укладке в путь, при котором с рельсовозного состава вытягивают пары параллельных рельсовых плетей, производят их фиксацию в направляющих лотках с противокантовочными устройствами на модуле с последующей технологической обработкой при стыковой сварке, в отличие от прототипа, в процессе вытягивания пар плетей рельсов их смещают в поперечном направлении с помощью передвижных направляющих лотков с противокантовочными устройствами и фиксируют, после чего на первом модуле производят сварку рельсовых плетей одной рельсовой нити, расположенных в середине рабочей зоны этого сварочного модуля, а затем плети рельсов передают на второй сварочный модуль с поперечным смещением в противоположном направлении, где производят после их фиксации сварку рельсовых плетей другой рельсовой нити, расположенных в середине сварочной зоны второго сварочного модуля, и далее соединённые сваркой рельсовые плети обоих рельсовых нитей передают на платформу противокантовочную с направляющим аппаратом рельсовоза для последующей укладки в путь.
Использование двух модулей с технологическим оборудованием позволяет не только облегчить работу обслуживающего персонала, но и обеспечить непрерывность укладки параллельных нитей пути.
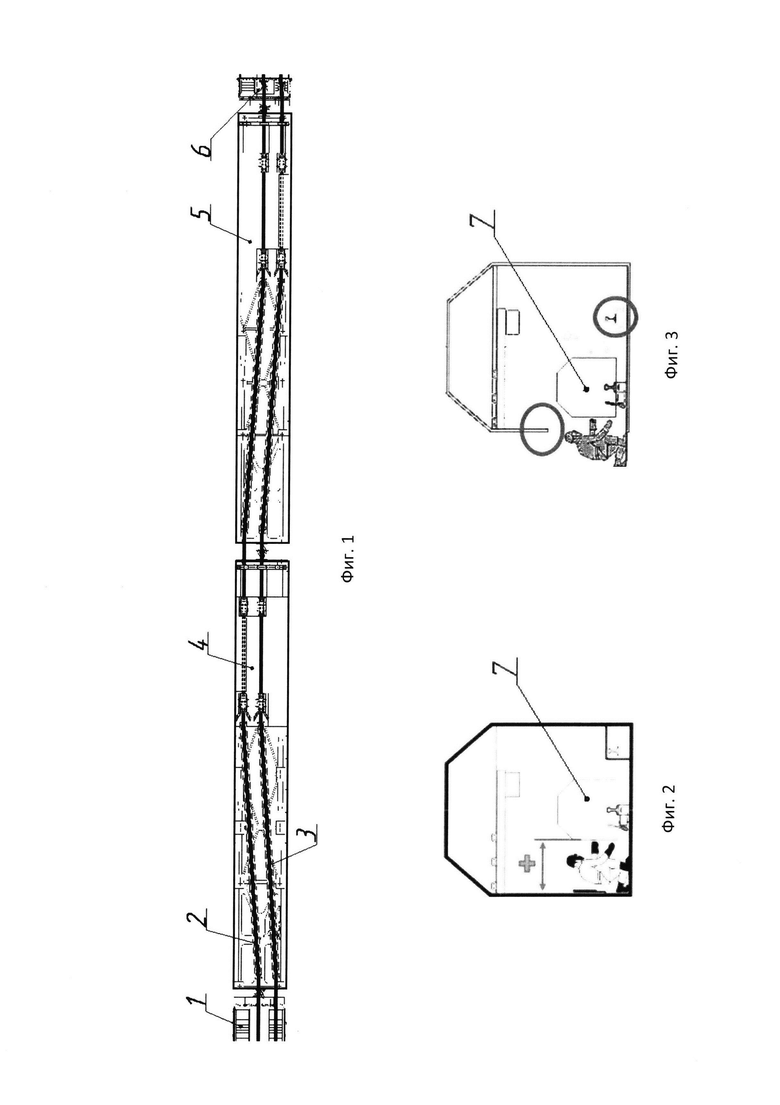
Данное техническое решение поясняется чертежами, где: на фиг.1 показана схема перемещения рельсовых плетей с использование двух сварочных модулей; на фиг.2 изображено возможное положение оператора сварочной машины по предлагаемому способу; на фиг.3 продемонстрировано затрудненное расположение оператора в габарите подвижного состава при использовании объекта-прототипа.
Предлагаемый способ осуществляется следующим образом. После прибытия технологического состава в зону укладки бесстыкового пути с концевой платформы 1 рельсовозного состава вытягивают пары параллельных рельсовых плетей 2 и 3. В процессе вытягивания пар плетей рельсов их смещают в поперечном направлении с помощью передвижных направляющих лотков с противокантовочными устройствами и фиксируют, после чего на первом модуле 4 с укрытием производят стыковую сварку рельсовых плетей 3 одной рельсовой нити, расположенных в середине рабочей зоны этого сварочного модуля 4 с последующей технологической обработкой. Затем плети рельсов 2 и 3 передают на второй сварочный модуль 5 с поперечным смещением в противоположном направлении, где производят после их фиксации сварку рельсовых плетей 2 другой рельсовой нити в середине сварочной зоны второго сварочного модуля 5. Соединенные сваркой рельсовые плети 2 и 3 передают на платформу противокантовочную 6 с направляющим аппаратом рельсовоза для последующей укладки в путь.
Смещение рельсовых плетей позволяет оператору сварочной машины 7 (см. фиг.2) беспрепятственно разместиться с разных сторон обрабатываемой плети внутри крытого модуля 4 или 5. Как показано на фиг.3, оператор не сможет разместиться в габарите сварочного модуля при выполнении сварочных работ при использовании объекта-прототипа.
Применение данного способа возможно при использовании комплекса двухсекционного рельсосварочного РСМ-2000, что позволит облегчить работу обслуживающего персонала и обеспечить непрерывность укладки параллельных нитей пути без дополнительного маневрирования рельсовозного состава.
Устройства и приспособления, реализующее данный способ, могут быть изготовлены на машиностроительном заводе с использованием существующих конструкционных материалов, комплектующих изделий и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ПОДВИЖНОЙ СОСТАВ | 2008 |
|
RU2368718C1 |
| СПОСОБ СКЛАДИРОВАНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ | 2005 |
|
RU2298607C1 |
| Рельсовозный состав | 1988 |
|
SU1608281A1 |
| СПОСОБ ВЫГРУЗКИ-УКЛАДКИ РЕЛЬСОВЫХ ПЛЕТЕЙ | 1998 |
|
RU2131492C1 |
| УСТРОЙСТВО ДЛЯ СКЛАДИРОВАНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ | 2005 |
|
RU2298606C1 |
| СПОСОБ ЗАМЕНЫ ИНВЕНТАРНЫХ РЕЛЬСОВ НА ПЛЕТИ БЕССТЫКОВОГО ПУТИ С ОДНОВРЕМЕННОЙ ИХ ПОСТАНОВКОЙ В РАСЧЕТНЫЙ ИНТЕРВАЛ ТЕМПЕРАТУР ЗАКРЕПЛЕНИЯ | 2010 |
|
RU2450096C1 |
| СПОСОБ ПЕРЕКЛАДКИ РЕЛЬСОВЫХ ПЛЕТЕЙ С ЗАМЕНОЙ РАБОЧЕГО КАНТА, В ТОМ ЧИСЛЕ В КРИВЫХ, И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2410482C1 |
| СПОСОБ УДЛИНЕНИЯ ДЛИННЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2012 |
|
RU2520178C2 |
| СПОСОБ ПОГРУЗКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ НА ПОДВИЖНОЙ ЖЕЛЕЗНОДОРОЖНЫЙ СОСТАВ | 1996 |
|
RU2092647C1 |
| СПОСОБ УДЛИНЕНИЯ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2011 |
|
RU2495975C2 |
Изобретение относится к области строительства и ремонта железнодорожного пути, в частности к технологии укладки бесстыкового рельсового пути. Согласно способу перемещения рельсовых плетей при их сварке и укладке в путь с рельсовозного состава вытягивают пары параллельных рельсовых плетей, производят их фиксацию в направляющих лотках с противокантовочными устройствами на модуле с последующей технологической обработкой при стыковой сварке. В процессе вытягивания пар плетей рельсов их смещают в поперечном направлении с помощью передвижных направляющих лотков с противокантовочными устройствами и фиксируют, после чего на первом модуле производят сварку рельсовых плетей одной рельсовой нити, расположенных в середине рабочей зоны этого сварочного модуля. Затем плети рельсов передают на второй сварочный модуль с поперечным смещением в противоположном направлении, где производят после их фиксации сварку рельсовых плетей другой рельсовой нити, расположенных в середине сварочной зоны второго сварочного модуля. Далее соединенные сваркой рельсовые плети обеих рельсовых нитей передают на платформу противокантовочную с направляющим аппаратом рельсовоза для последующей укладки в путь. В результате становится возможным одновременно производить сварку параллельных рельсовых нитей на двух сварочных модулях с укрытием. 3 ил.
Способ перемещения рельсовых плетей при их сварке и укладке в путь, при котором с рельсовозного состава вытягивают пары параллельных рельсовых плетей, производят их фиксацию в направляющих лотках с противокантовочными устройствами на модуле с последующей технологической обработкой при стыковой сварке, отличающийся тем, что в процессе вытягивания пар плетей рельсов их смещают в поперечном направлении с помощью передвижных направляющих лотков с противокантовочными устройствами и фиксируют, после чего на первом модуле производят сварку рельсовых плетей одной рельсовой нити, расположенных в середине рабочей зоны этого сварочного модуля, а затем плети рельсов передают на второй сварочный модуль с поперечным смещением в противоположном направлении, где производят после их фиксации сварку рельсовых плетей другой рельсовой нити, расположенных в середине сварочной зоны второго сварочного модуля, и далее соединенные сваркой рельсовые плети обеих рельсовых нитей передают на платформу противокантовочную с направляющим аппаратом рельсовоза для последующей укладки в путь.
| RU 219291 U1, 11.07.2023 | |||
| Устройство для кантовки звеньев рельсошпальной решетки | 1988 |
|
SU1708980A1 |
| Способ очистки кунжутного семени от оболочки | 1948 |
|
SU79105A1 |
| US 5469791 A, 28.11.1995. | |||

