Область техники, к которой относится изобретение
Изобретение относится к способу изготовления упаковок из целлюлозосодержащего плоского материала с проходящим по периметру краевым фланцем и барьерной пленкой.
Уровень техники
Лотки (поддоны), тарелки, стаканы и другие упаковки с проходящим по периметру краевым фланцем из картона, целлюлозосодержащего плоского материала и барьерной пленки или другого барьерного слоя для газа, водяного пара, аромата или жира для хранения продуктов питания известны. Они используются, например, при упаковывании с модифицированной газовой средой (MAP, от англ. modified atmosphere packaging), при котором продукты питания упаковываются в атмосфере азота, диоксида углерода или другого защитного газа, для того чтобы повышать срок хранения продукта питания в неоткрытой упаковке. При других применениях таких емкостей продукты питания упаковываются для улучшения срока хранения под вакуумом. При обоих методах упаковывания наряду с газонепроницаемостью желателен барьер для влаги, для того чтобы предотвращать потерю влаги из продукта питания.
Известны образованные из раскроя из картона прямоугольные лотки, которые имеют дно, боковые стенки и фланцы на внешних краях боковых стенок. На углах между соседними боковыми стенками в каждом случае расположены два язычка углового соединения. В собранном состоянии лотка соседние язычки углового соединения загнуты друг к другу и к внутренней стороне соседней боковой стенки. Краевые фланцы имеют перекрывающие друг друга фланцевые участки, для того чтобы образовывать проходящий полностью по периметру краевой фланец. Подобный лоток представлен, например, в кодовой книге ЕСМА образцов конструкции складных коробок под кодом D 20.20.21.62 и снабжен барьерным слоем, описанным, например, в ЕР 3604154 А2. Недостатком является то, что при нанесении запечатывающей пленки или другого защитного покрова на краевой фланец в области перекрытий нескольких слоев материала фланца могут образовываться каналы, и упаковки получаются негерметичными. Уже известна возможность компенсировать различные толщины материала на краевом фланце адаптированными к ним инструментами (частями формовочной матрицы) для запечатывания защитного покрова на лотке.
ЕР 2441697 В1 описывает способ изготовления МАР-упаковки, в котором на складную коробку ламинируется пластиковая пленка, и вследствие этого складная коробка сохраняет форму. Примыкающие друг к другу части стенок и примыкающие друг к другу части фланца складной коробки располагаются в каждом случае встык друг к другу, так что перекрытия предотвращаются. Вследствие этого все части фланца расположены в одной плоскости, и запечатывающая пленка может быть герметично запечатана. Недостатком является то, что изготовление лотка сложно, так как для этого раскрой должен удерживаться с точной ориентацией до прилипания барьерной пленки. Вследствие этого скорость производства ограничена.
WO 99/67143 А2 описывает упаковку продуктов питания с проходящим по периметру краевым фланцем, которая с внутренней стороны облицована захватывающей краевой фланец пластиковой, в частности пластиковой композитной пленкой, и внутреннее пространство которой газонепроницаемо, в частности непроницаемо для кислорода, закрыто или запечатано покровной пленкой по краевому фланцу. Упаковка включает в себя лоточную часть, по меньшей мере частично образующую дно упаковки и боковые стенки, и надетый на нее, образующий краевой фланец непрерывный фартук. При запечатывании упаковки непрерывная, покрытая пластиковой пленкой облицовки поверхность краевого фланца создает условия для запечатывания покровной пленкой по максимально большой площади. Рабочая скорость упаковочной машины может увеличиваться без опасности того, что возникают капиллярообразные радиальные каналы между покровной пленкой и облицовочной пленкой, которые неблагоприятны для долговременной непроницаемости. Проходящий по периметру краевой фланец может помимо этого использоваться для придания устойчивости упаковке-поддону. Фартук может быть закреплен посредством язычков на боковых стенках лоточной части или прочно соединен с расположенными под углом сегментами краевого фланца боковых стенок лоточной части.
WO 2020/033350 А1 описывает емкость для приема продукта питания, которая имеет базовый слой и по меньшей мере частично закрепленную на внутренней поверхности базового слоя подкладку. Проходящий непрерывно по периметру фланец соединен на противоположных друг другу внутренних краях линиями сгиба с торцевыми стенками. Далее фланец соединен на противоположных друг другу внешних краях линиями сгиба и соединительными язычками с боковыми стенками, и они соединены линиями сгиба с донными стенками. Соединительные язычки прижимают к нижним сторонам противоположных друг другу участков фланца и склеивают с ними. Боковые стенки загибают вниз, а донные стенки друг к другу и склеивают друг с другом. Наконец, торцевые стенки загибают вниз, для того чтобы закрыть лоток на конце. На верхнюю сторону лотка ламинируют подкладку. Краевой фланец имеет различные толщины стенки, так как примыкающие к боковым стенкам участки фланца двухслойны, а примыкающие к торцевым стенками участки фланца однослойны.
Упаковки для различных применений выполняются с различными толщинами. Так лотки (поддоны), которые заполняют сэндвичами, могут выполняться с меньшей толщиной, чем лотки, которые заполняют продуктами быстрого приготовления (полуфабрикатами).
Для изготовления упаковок различной толщины и/или формы используют различные инструменты (части формовочной матрицы). Они адаптированы в частности к краевым фланцам соответствующих упаковок, так что они компенсируют различные толщины различных участков краевого фланца, для того чтобы достигать равномерного прижимного давления на проходящей по периметру поверхности запечатывания. При изменении толщины упаковки компенсация в области краевого фланца больше неверна, так что должен использоваться другой инструмент.
Раскрытие сущности изобретения
Исходя из вышеуказанного, в основе изобретения лежит задача предложить способ изготовления упаковок с проходящим по периметру краевым фланцем из целлюлозосодержащего плоского материала и с барьерной пленкой, в котором сложность изготовления упаковок с различной толщиной уменьшена.
Указанная задача решена посредством способа с признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления способа указаны в зависимых пунктах формулы изобретения.
Соответствующий изобретению способ обеспечения упаковок с проходящим по периметру краевым фланцем включает в себя следующие признаки:
- обеспечивают лоточные части, по меньшей мере частично образующие дно и боковые стенки поддонов, из картона, плотного картона, гофрированного картона, бумаги или другого целлюлозосодержащего плоского материала и надеваемые на них фартуки, имеющие в каждом случае плоский, непрерывный и проходящий по периметру с одинаковой толщиной краевой фланец, из картона, плотного картона, гофрированного картона или бумаги,
- обеспечивают по меньшей мере одну нижнюю часть матрицы с выполненным для приема лоточной части углублением с отверстием на верхнем конце и с плоской, непрерывной нижней прижимной поверхностью, проходящей по периметру на постоянной высоте вокруг отверстия углубления и выполненной для сплошного контакта с краевым фланцем,
- обеспечивают по меньшей мере одну верхнюю часть матрицы с плоской, непрерывной верхней прижимной поверхностью, проходящей по периметру на постоянной высоте и адаптированной к нижней прижимной поверхности,
- вставляют одну из лоточных частей в углубление и надевают один из фартуков краевым фланцем на нижнюю прижимную поверхность нижней части матрицы,
- располагают барьерную пленку поверх фартука и лоточной части с перекрытием краевого фланца,
- прижимают барьерную пленку к верхней стороне фартука и лоточной части и соединяют с ними с образованием поддона,
- заполняют поддон продуктом,
- располагают запечатывающую пленку поверх поддона с перекрытием краевого фланца,
- посредством верхней части матрицы непрерывно по периметру прижимают запечатывающую пленку с сохранением плоского, непрерывного краевого фланца, проходящего по периметру с одинаковой толщиной, к верхней стороне барьерной пленки на краевом фланце и герметично соединяют с ней,
- посредством тех же нижней и верхней частей матрицы изготавливают упаковки, у которых лоточные части отличаются друг от друга различными толщинами, и/или
- посредством тех же нижней и верхней частей матрицы изготавливают упаковки, фартуки которых отличаются друг от друга различными толщинами.
В способе согласно изобретению посредством тех же нижней и верхней частей формовочной матрицы (далее: "части матрицы") изготавливают упаковки с различными толщинами. В отношении различных толщин существуют несколько возможностей: В первом варианте осуществления упаковки различаются тем, что только лоточные части имеют различные толщины. Во втором варианте осуществления различаются только фартуки различных упаковок различными толщинами. В третьем варианте осуществления отличаются как толщины лоточных частей, так и толщины фартуков различных упаковок друг от друга, причем толщины лоточных частей и фартуков соответствующей упаковки могут быть одинаковыми или разными. Различные варианты осуществления становятся возможными за счет того, что перед образованием поддонов лоточные части и фартуки отделены друг от друга. Далее барьерную пленку можно прижимать к верхней стороне лоточной части и фартука посредством приложения вакуума к нижней стороне лоточной части, так что прижатие барьерной пленки не зависит от соответствующих толщин фартука и лоточной части. Кроме того, посредством верхней части матрицы барьерная пленка может прижиматься к верхней стороне краевого фланца, так что она соединяется с ним особенно прочно. Ввиду плоского, непрерывного краевого фланца, проходящего по периметру с одинаковой толщиной, не требуется компенсация посредством нижней части матрицы и/или верхней части матрицы, для того чтобы прочно и равномерно прижимать барьерную пленку к краю фланца. Далее использование тех же частей матрицы становится возможным за счет того, что ввиду плоского, непрерывного краевого фланца, проходящего по периметру с одинаковой толщиной, не требуется компенсация посредством нижней части матрицы и/или верхней части матрицы, для того чтобы равномерно и герметично прижимать запечатывающую пленку к барьерной пленке на краевом фланце. Благодаря плоской, непрерывной нижней прижимной поверхности нижней части матрицы, проходящей по периметру на постоянной высоте и выполненной для сплошного контакта с краевым фланцем, и благодаря плоской, непрерывной верхней прижимной поверхности верхней части матрицы, проходящей по периметру на постоянной высоте и адаптированной к нижней прижимной поверхности всегда достигают равномерного прижатия барьерной пленки к краевому фланцу или запечатывающей пленки к барьерной пленке на краевом фланце, вне зависимости от толщины использованного в каждом случае фартука. Благодаря этому равномерному прижатию барьерной пленки к краевому фланцу и запечатывающей пленки к барьерной пленке на краевом фланце предотвращается возникновение малых каналов между барьерной пленкой и запечатывающей пленкой. При необходимости при адаптации к толщине соответствующего фартука лишь путь подачи верхней части матрицы к нижней части матрицы должен изменяться в том смысле, что при более толстом фартуке устанавливается несколько меньший путь подачи, а при менее толстом фартуке несколько больший путь подачи. Первый вариант осуществления может применяться в частности в том случае, если неизменный в остальном поддон должен заполняться продуктами, вес которых сильно отличается друг от друга. Второй вариант осуществления может применяться в частности в том случае, если важен наиболее устойчивый фартук. Это может иметь место, например, в том случае, если несколько упаковок штабелируются друг на друга, или упаковки удерживаются посредством фартука на боковых направляющих планках, как например во время производства или при хранении в продовольственных тележках. Третий вариант осуществления может применяться в частности в том случае, если требования к первому варианту осуществления и ко второму варианту осуществления должны выполняться совместно.
Согласно одному варианту осуществления изобретения поддон является круглым поддоном или многоугольным поддоном. Способ может наиболее предпочтительно использоваться для изготовления круглых поддонов, так как ввиду отсутствия компенсации толщины стенки за счет нижней части матрицы и/или верхней части матрицы возможна вставка лоточных частей и фартуков в различных ориентациях. Это преимущество реализуется также при многоугольных поддонах, если в частности они имеют одинаковые длины кромок. Для изготовления любых поддонов преимуществом является то, что способ ввиду отсутствующей необходимости компенсировать различные толщины стенок требует меньшей точности при вставке лоточной части и фартука в нижнюю часть матрицы, так что скорость производства может увеличиваться.
Согласно следующему варианту осуществления барьерную пленку прижимают к верхней стороне фартука и лоточной части посредством приложения вакуума к нижней стороне лоточной части и соединяют с ними с образованием поддона. Посредством приложения вакуума барьерная пленка может достаточно прочно прижиматься к фартуку и лоточной части и соединяться с ними. В случае, если этого соединения не достаточно, для того чтобы предотвращать при отсоединении запечатывающей пленки от барьерной пленки отделение барьерной пленки от краевого фланца, согласно следующему варианту осуществления при прижатии барьерной пленки к верхней стороне фартука и лоточной части барьерную пленку прижимают к верхней стороне краевого фланца посредством верхней части матрицы и соединяют с ней. Вследствие этого достигается наиболее прочное соединение между барьерной пленкой и краевым фланцем.
Согласно следующему варианту осуществления посредством штампа верхней части матрицы, выполненного в соответствии с верхней стороной лоточной части и фартука, барьерную пленку прижимают к верхней стороне лоточной части и фартука, для того чтобы соединить барьерную пленку с ними. В этом варианте осуществления можно отказаться от приложения вакуума. Посредством штампа барьерная пленка может одновременно прижиматься к верхней стороне краевого фланца. Однако также возможно, что верхняя часть матрицы имеет в дополнение к штампу раму для прижатия барьерной пленки к верхней стороне краевого фланца, чтобы для прижатия барьерной пленки к краевому фланцу создавать более высокое прижимное давление, чем для прижатия барьерной пленки к остальным частям фартука и лоточной части.
Согласно следующему варианту осуществления лоточные части и/или фартуки имеют клеевую поверхность из чувствительного к давлению и/или теплу лака или клея, причем склеивание между лоточной частью и фартуком создают за счет спрессовывания лоточной части и фартука посредством штампа. В случае чувствительного к теплу лака или клея штамп может быть для этого нагрет.
Согласно следующему варианту осуществления углубление и лоточная часть выполнены таким образом, что лоточная часть опирается своей нижней стороной на ограничивающую углубление поверхность нижней части матрицы, если лоточная часть вставлена в углубление. Опирание лоточной части на нижней стороне предпочтительно для прижатия барьерной пленки к верхней стороне лоточной части. Кроме того, это позволяет лоточную часть и фартук вставлять отдельно друг от друга в нижнюю часть матрицы и соединять друг с другом посредством барьерной пленки и/или чувствительного к давлению и/или теплу лака или клея. В другом варианте осуществления лоточную часть и фартук соединяют друг с другом перед вставкой в нижнюю часть матрицы. В этом варианте осуществления лоточная часть может также принципиально входить в зацепление с нижней частью матрицы, не опираясь на поверхность нижней части матрицы. Вследствие этого посредством тех же частей матрицы обеспечивают возможность изготовления поддонов, которые отличаются друг от друга размерами лоточных частей.
Согласно следующему варианту осуществления лоточные части имеют коническую форму, так что расстояние между противоположными друг другу боковыми стенками лоточной части увеличивается с увеличением расстояния от дна, причем углубление выполнено соответственно коническим, вследствие чего лоточная часть опирается нижней стороной своих боковых стенок на ограничивающие углубление поверхности нижней части матрицы. Это предпочтительно для прижатия барьерной пленки к верхней стороне лоточной части и обеспечивает возможность изменения размеров лоточной части за счет боковых стенок различной высоты, без того чтобы требовалась замена нижней части матрицы. Кроме того, за счет этого обеспечивается возможность вставления лоточной части и фартука в нижнюю часть матрицы отдельно друг от друга и соединения друг с другом посредством барьерной пленки и/или чувствительного к давлению и/или теплу лака или клея.
Согласно следующему варианту осуществления углубление и лоточная часть выполнены таким образом, что лоточная часть опирается нижней стороной своего дна на ограничивающую углубление поверхность нижней части матрицы, если лоточная часть вставлена в углубление. Это наиболее предпочтительно для прижатия барьерной пленки к верхней стороне дна лоточной части. Согласно следующему варианту осуществления обеспечивают нижнюю часть матрицы, которая включает в себя верхний элемент нижней части матрицы с проходящей по периметру нижней прижимной поверхностью и различные нижние элементы нижней части матрицы с углублениями различных размеров и/или форм для лоточной части, причем поддоны с лоточными частями различных размеров и/или форм изготавливают посредством того же верхнего элемента нижней части матрицы и подходящего в каждом случае к лоточной части нижнего элемента нижней части матрицы. За счет этого обеспечивают возможность изготовления лоточных частей различных размеров и/или форм посредством нижней части матрицы, которая работает одним и тем же верхним элементом нижней части матрицы, и при которой адаптация к лоточным частям различных размеров и/или форм достигается за счет замены нижнего элемента нижней части матрицы. Это является преимуществом в частности в нижних частях матрицы, которые выполнены таким образом, что подходящая к ним лоточная часть опирается нижней стороной своего дна на ограничивающую углубление поверхность нижней части матрицы.
Согласно следующему варианту осуществления барьерную пленку перед и/или во время прижатия к лоточной части и фартуку и/или запечатывающую пленку перед и/или во время прижатия к барьерной пленке нагревают посредством теплопроводности и/или излучения и/или конвекции. За счет нагрева барьерная пленка размягчается, так что она может растягиваться и адаптироваться к поверхности лоточной части и фартука и соединяться с ней. Согласно следующему варианту осуществления запечатывающая пленка приводится за счет нагрева в состояние, в котором она может герметично соединяться с барьерной пленкой на краевом фланце. Запечатывающая пленка может нагреваться посредством теплопроводности и/или излучения и/или конвекции.
Согласно следующему варианту осуществления лоточная часть образована из раскроя из картона, плотного картона, гофрированного картона, бумаги или другого складываемого плоского материала или посредством прессования целлюлозосодержащего плоского материала, и/или фартук образован из раскроя из картона, плотного картона, гофрированного картона, бумаги или другого складываемого плоского материала. Согласно предпочтительному варианту осуществления лоточную часть образуют из раскроя из картона. Согласно следующему предпочтительному варианту осуществления фартук образуют из раскроя из картона. Согласно следующему предпочтительному варианту осуществления лоточную часть прессуют из влажной массы целлюлозных волокон (волокнистое литье), или лоточную часть прессуют из плоского материала, который имеет сердцевину из полученного посредством суховоздушного формования материала (т.н. Airlaid) из целлюлозосодержащего материала по меньшей мере одного целлюлозосодержащего нетканого материала или бумаги по меньшей мере на одной стороне сердцевины и нанесенного на нетканый материал или бумагу покрытия. Для лоточной части может использоваться в частности один из целлюлозосодержащих плоских материалов, раскрытых в европейской патентной заявке ЕР 20165163.5. В этом отношении делается ссылка на вышеуказанную патентную заявку, содержание которой включается настоящим в данную патентную заявку.
Согласно следующим вариантам осуществления барьерная пленка включает в себя по меньшей мере один слой из одного из следующих материалов: полиэтилентерефталат (ПЭТ), полилактид (ПЛА), этилен-виниловый спирт (ЭВС), полиамид (ПА), полибутилентерефталат (ПБТ), полипропилен (ПП), полиэтилен (ПЭ), и/или барьерная пленка изготовлена по меньшей мере из одного биополимера, и/или барьерная пленка изготовлена по меньшей мере из одного возобновляемого сырьевого материала, и/или барьерная пленка изготовлена по меньшей мере из одного биоразлагаемого сырьевого материала. Согласно следующему варианту осуществления барьерная пленка представляет собой пластиковую композитную пленку, которая имеет экранирующий кислород слой предпочтительно из поливинилового спирта и герметизирующий слой предпочтительно из отслаиваемого полиэтилена, а также адгезионный слой, предпочтительно из модифицированного полиэтилена, в частности сополимера этилена с 6% с метакриловой кислотой, которые частично (50%) нейтрализованы ионами натрия или цинка (SurlynA).
Согласно следующему варианту осуществления запечатывающая пленка образована из пластиковой композитной пленки, которая имеет на обращенной к поддону стороне предпочтительно отслаиваемый пластиковый слой, предпочтительно из полиэтилена, и над ним по меньшей мере один экранирующий кислород слой, предпочтительно из поливинилового спирта, и покрывающий экранирующий тепло слой, например из полипропилена. Отслаиваемый пластиковый слой запечатывающей пленки способствует целенаправленному отделению запечатывающей пленки от лоточной части.
Запечатывающая пленка либо образует все защитное покрытие поддона, либо представляет собой ламинированную или наклеенную на нижнюю сторону крышки пленку или слой, причем крышка может состоять из картона, плотного картона, гофрированного картона, бумаги или другого целлюлозосодержащего плоского материала.
Согласно следующему варианту осуществления фартуки вклеивают в лоточные части.
Согласно следующему варианту осуществления фартук вклеивают в лоточную часть, и лоточную часть с вклеенным в нее фартуком вставляют в нижнюю часть матрицы, или сначала лоточную часть вставляют в нижнюю часть матрицы, и после этого фартук вставляют в нижнюю часть матрицы и вклеивают в лоточную часть.
Согласно следующему варианту осуществления лоточная часть имеет прорези или другие первые элементы вставного соединения, причем фартук имеет язычки с ответными крючками или другие вторые элементы вставного соединения, или наоборот, и в каждом случае лоточную часть и фартук соединяют друг с другом посредством вставки друг в друга по меньшей мере одного второго элемента вставного соединения и первого элемента вставного соединения, прежде чем барьерную пленку прижимают к фартуку и лоточной части и соединяют с ними с образованием поддона.
Согласно следующему варианту осуществления образуют вставное соединение между фартуком и лоточной частью, и после этого лоточную часть и соединенный с ней фартук вставляют в нижнюю часть матрицы.
Согласно следующему варианту осуществления лоточная часть и/или фартук имеют на верхней стороне печатное покрытие, влияющее на адгезионное действие барьерной пленки, причем барьерную пленку прижимают к снабженной покрытием верхней стороне фартука и лоточной части и соединяют с ними с образованием поддона. За счет покрытия адгезионное действие барьерной пленки может регулироваться таким образом, что облегчается целенаправленное отделение барьерной пленки от лоточной части и фартука после использования, для того чтобы утилизировать их отдельно друг от друга. Упаковки с покрытием, влияющим на адгезионное действие барьерной пленки, являются предметом европейской патентной заявки ЕР 20 165 163.5 и европейской патентной заявки ЕР 19214 176.0, содержание которых включено в настоящую заявку. В отношении покрытий, влияющих на адгезионное действие барьерной пленки, делается ссылка на вышеуказанные патентные заявки.
Согласно следующему варианту осуществления ту же нижнюю часть матрицы и ту же верхнюю часть матрицы используют для соединения лоточной части, фартука и барьерной пленки с образованием поддона, ту же нижнюю часть матрицы, что и раньше, используют для заполнения поддона продуктом, и ту же нижнюю часть матрицы и ту же верхнюю часть матрицы, что и раньше, используют для соединения заполненного поддона с запечатывающей пленкой. Согласно другому варианту осуществления ту же нижнюю часть матрицы и ту же верхнюю часть матрицы используют только для соединения лоточной части, фартука и барьерной пленки с образованием поддона, другую нижнюю часть матрицы используют для заполнения поддона продуктом, и еще одну другую нижнюю часть матрицы и другую верхнюю часть матрицы используют для соединения заполненного поддона с запечатывающей пленкой. В этом варианте осуществления на первой секции (секции кэширования) изготавливают поддон, на второй секции (секции заполнения) поддон заполняют, и на третьей секции (секции запечатывания) заполненный поддон запечатывают.
Согласно следующему варианту осуществления нижняя часть матрицы и верхняя часть матрицы имеют в каждом случае несколько единиц использования площади матрицы, для того чтобы одновременно несколько поддонов изготавливать и/или заполнять продуктом и/или запечатывать.
Краткое описание чертежей
Изобретение разъясняется далее более подробно на основе приложенного чертежа примера осуществления. На чертеже показаны:
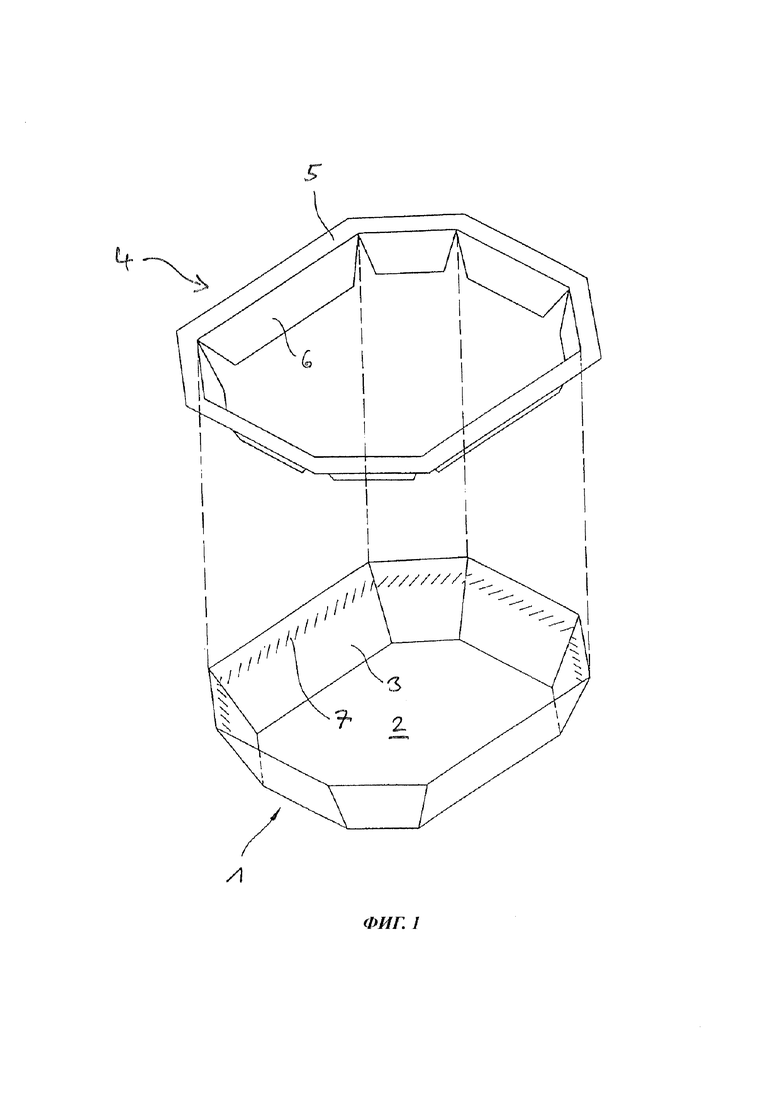
фиг. 1 - лоточная часть и фартук для использования в способе согласно изобретению на виде в перспективе под наклоном сверху и сбоку;
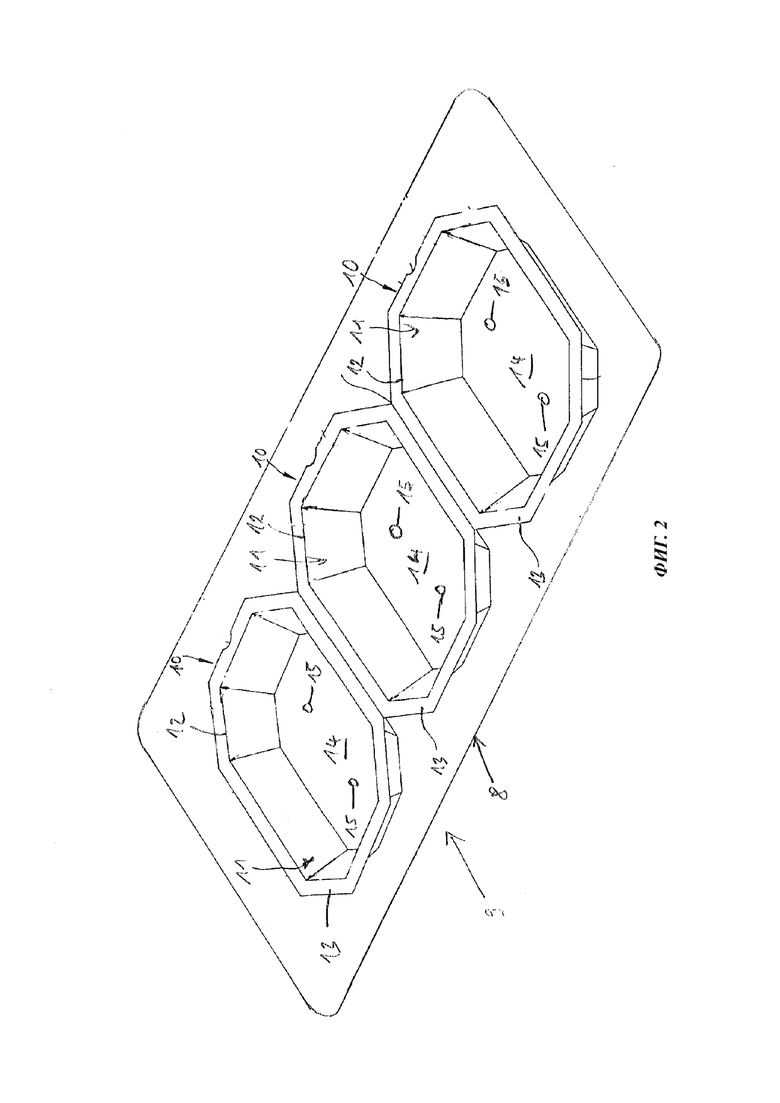
фиг. 2 - нижняя часть формовочной матрицы с несколькими углублениями для одновременного изготовления поддонов на виде в перспективе под наклоном сверху и сбоку;
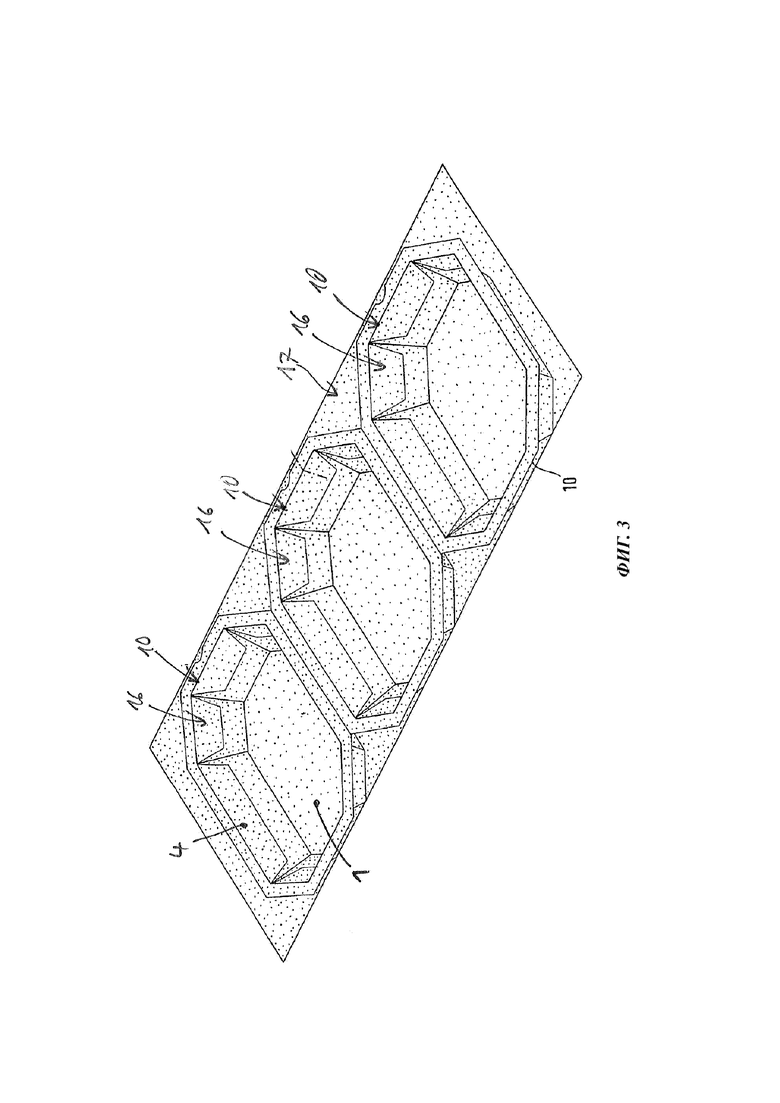
фиг. 3 - та же нижняя часть формовочной матрицы с вставленными лоточными частями и фартуками, а также расположенной над ними барьерной пленкой на виде в перспективе под наклоном сверху и сбоку; и
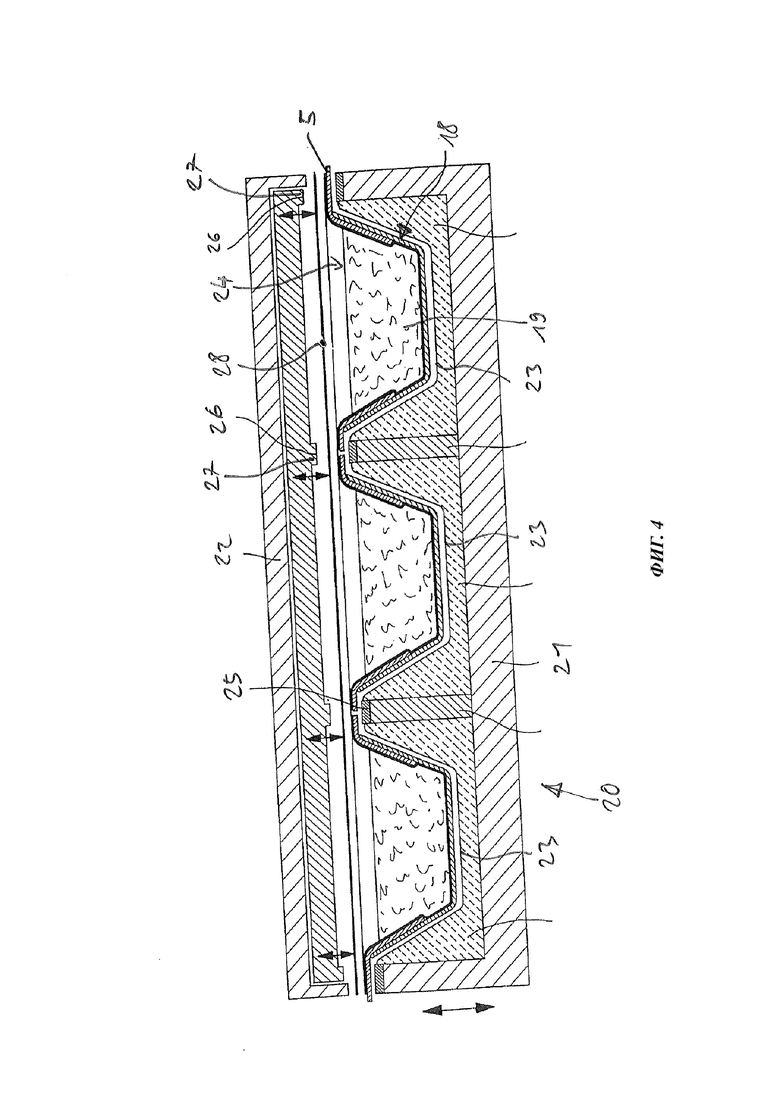
фиг. 4 - закрытие заполненных поддонов запечатывающей пленкой посредством нижней части формовочной матрицы и верхней части формовочной матрицы на вертикальном разрезе.
Осуществление изобретения
Согласно фиг. 1 лоточная часть 1 имеет дно 2 и боковые стенки 3, которые в каждом случае немного наклонены наружу. По краям соседние боковые стенки 3 расположены встык друг к другу. Боковые стенки 3 имеют трапециевидную форму, причем их ширина увеличивается снизу вверх, для того чтобы создавать наклон напружу. В примере лоточная часть 1 имеет восемь углов.
Фартук 4 имеет плоский, непрерывный и проходящий по периметру с одинаковой толщиной краевой фланец 5, который также имеет восемь углов. Каждый прямолинейный участок краевого фланца имеет на внутренней кромке трапециевидный язычок 6, ширина которого уменьшается сверху вниз.
На фиг. 1 лоточная часть 1 и фартук 4 показаны в выровненном состоянии, в котором их склеивают. Для этого фартук 4 надевают сверху на лоточную часть 1 и язычками 6 склеивают с клеевыми поверхностями 7 на внутренних сторонах боковых стенок 3 лоточной части 1.
Согласно фиг. 2 нижняя часть 8 формовочной матрицы секции 9 ламинирования имеет три единицы 10 использования для одновременного изготовления трех поддонов. Каждая единица использования включает в себя углубление 11, внешняя форма которого соответствует форме лоточной части 1. Далее каждая единица 10 использования включает в себя проходящую по периметру вокруг верхнего отверстия 12 углубления 11 прижимную поверхность 13 для контакта с краевым фланцем 5 фартука 4.
В нижнюю ограничивающую поверхность 14 каждого углубления 11, которая соответствует дну 2 лоточной части 1, входит одно или несколько всасывающих отверстий 15 вакуумных каналов 11, к которым может подключаться вакуумный насос.
Согласно фиг. 3 в каждую единицу 10 использования вставлен предварительно склеенный лоток 16 из лоточной части 1 с фартуком 4. Далее поверх всех единиц 10 использования натянута барьерная пленка 17. В этом состоянии барьерная пленка 17 нагревается и посредством приложения низкого давления к всасывающим отверстиям 15 прижимается к верхним сторонам лоточной части 1 и фартука 4 и соединяется тем самым с образованием поддона 18. Барьерная пленка 17 может нагреваться посредством непоказанного нагревательного устройства. Нагревательным устройством может быть, например, нагревательная плита, излучатель или тепловентилятор. Дополнительно барьерная пленка 17 может прижиматься посредством верхней части формовочной матрицы к верхней стороне краевого фланца 5. Для этого верхняя часть формовочной матрицы может иметь раму, которая адаптирована к прижимной поверхности 13 или краевому фланцу 5.
Согласно фиг. 4 подготовленные таким образом поддоны 18 уже заполнены продуктом 19, например продуктом питания или готовым блюдом. Заполнение может осуществляться на секции заполнения, которая расположена перед показанной на фиг. 4 секцией 20 запечатывания.
Секция 20 запечатывания включает в себя нижнюю часть 21 формовочной матрицы и верхнюю часть 22 формовочной матрицы. Нижняя часть 21 матрицы также имеет три углубления 23, в которых находятся лоточные части 1 поддонов 18, и проходящие по периметру вокруг отверстий 24 углублений 23 нижние прижимные поверхности 25, на которые опираются нижние стороны проходящих по периметру краевых фланцев 5. Верхняя часть 22 матрицы имеет на нижней стороне верхние прижимные поверхности 26 на полосовидных нагревательных устройствах 27, распространяющиеся по периметру над каждым краевым фланцем 5. На расположенных встык краевых фланцах 5 соседних поддонов 18 нагревательные устройства 27 перекрывают оба соседних краевых фланца 5.
Между нижней частью 21 матрицы и верхней частью 22 матрицы расположена запечатывающая пленка 28.
Посредством верхней части 22 матрицы запечатывающая пленка 28 может прижиматься к краевым фланцам 5 и одновременно нагреваться, так что осуществляется соединение с запечатывающей пленкой 28 на краевых фланцах 5.
Верхняя часть 22 матрицы может быть выполнена таким образом, что после установленного соединения запечатывающей пленки 28 с краевыми фланцами 5 она отделяет запечатывающую пленку 28 по периметру вокруг краевых фланцев 5.
Поддоны 18, которые отличаются друг от друга толщиной лоточной части 1, толщиной фартука 4, и/или толщиной лоточной части 1 и фартука 4, могут обрабатываться посредством тех же частей 8, 21, 22 формовочной матрицы. Это основывается на том, что барьерная пленка 17 прижимается посредством приложения вакуума к внутренним сторонам лоточной части 1 и фартука 4 и соединяется с ними. Далее это основывается на том, что фартуки 4 проходят по периметру с одинаковой толщиной, непрерывно и в одной плоскости, как и нижние прижимные поверхности 25 и верхние прижимные поверхности 26 нижней и верхней частей 21, 22 матрицы. Вследствие этого части матрицы не требуют компенсации при обработке поддонов 18 с различными толщинами.
Список ссылочных обозначений
1 - лоточная часть,
2 - дно,
3 - боковые стенки,
4 - фартук,
5 - краевой фланец,
6 - язычок,
7 - клеевая поверхность,
8 - нижняя часть формовочной матрицы,
9 - секция ламинирования,
10 - единица использования площади матрицы,
11 - углубление,
12 - отверстие,
13 - прижимная поверхность,
14 - нижняя ограничивающая поверхность,
15 - всасывающие отверстия,
16 - лоток,
17 - барьерная пленка,
18 - поддон,
19 - продукт,
20 - секция запечатывания,
21 - нижняя часть формовочной матрицы,
22 - верхняя часть формовочной матрицы,
23 - углубление,
24 - отверстие,
25 - нижняя прижимная поверхность,
26 - верхняя прижимная поверхность,
27 - нагревательное устройство,
28 - запечатывающая пленка.
Изобретение относится к способу изготовления упаковок с проходящим по периметру краевым фланцем. В способе обеспечивают лоточные части, по меньшей мере частично образующие дно и боковые стенки поддонов, из картона, плотного картона, гофрированного картона, бумаги или целлюлозосодержащего плоского материала и надеваемые на них фартуки, имеющие в каждом случае плоский непрерывный и проходящий по периметру с одинаковой толщиной краевой фланец, из картона, плотного картона, гофрированного картона или бумаги. Обеспечивают по меньшей мере одну нижнюю часть матрицы с выполненным для приема лоточной части углублением с отверстием на верхнем конце и с плоской непрерывной нижней прижимной поверхностью, проходящей по периметру на постоянной высоте вокруг отверстия углубления и выполненной для сплошного контакта с краевым фланцем. Обеспечивают по меньшей мере одну верхнюю часть матрицы с плоской непрерывной верхней прижимной поверхностью, проходящей по периметру на постоянной высоте и адаптированной к нижней прижимной поверхности. Вставляют одну из лоточных частей в углубление и надевают один из фартуков краевым фланцем на нижнюю прижимную поверхность нижней части матрицы, располагают барьерную пленку поверх фартука и лоточной части с перекрытием краевого фланца. Прижимают барьерную пленку к верхней стороне фартука и лоточной части и соединяют с ними с образованием поддона. Заполняют поддон продуктом, располагают запечатывающую пленку поверх поддона с перекрытием краевого фланца. Посредством верхней части матрицы непрерывно по периметру прижимают запечатывающую пленку с сохранением плоского непрерывного краевого фланца, проходящего по периметру с одинаковой толщиной, к верхней стороне барьерной пленки на краевом фланце и герметично соединяют с ней. Посредством тех же нижней и верхней частей матрицы изготавливают упаковки, у которых лоточные части различаются различными толщинами, и/или посредством тех же нижней и верхней частей матрицы изготавливают упаковки, фартуки которых отличаются друг от друга различными толщинами. Технический результат заключается в обеспечении уменьшения сложности изготовления упаковок с проходящим по периметру краевым фланцем из целлюлозосодержащего плоского материала и с барьерной пленкой с различной толщиной. 14 з.п. ф-лы, 4 ил.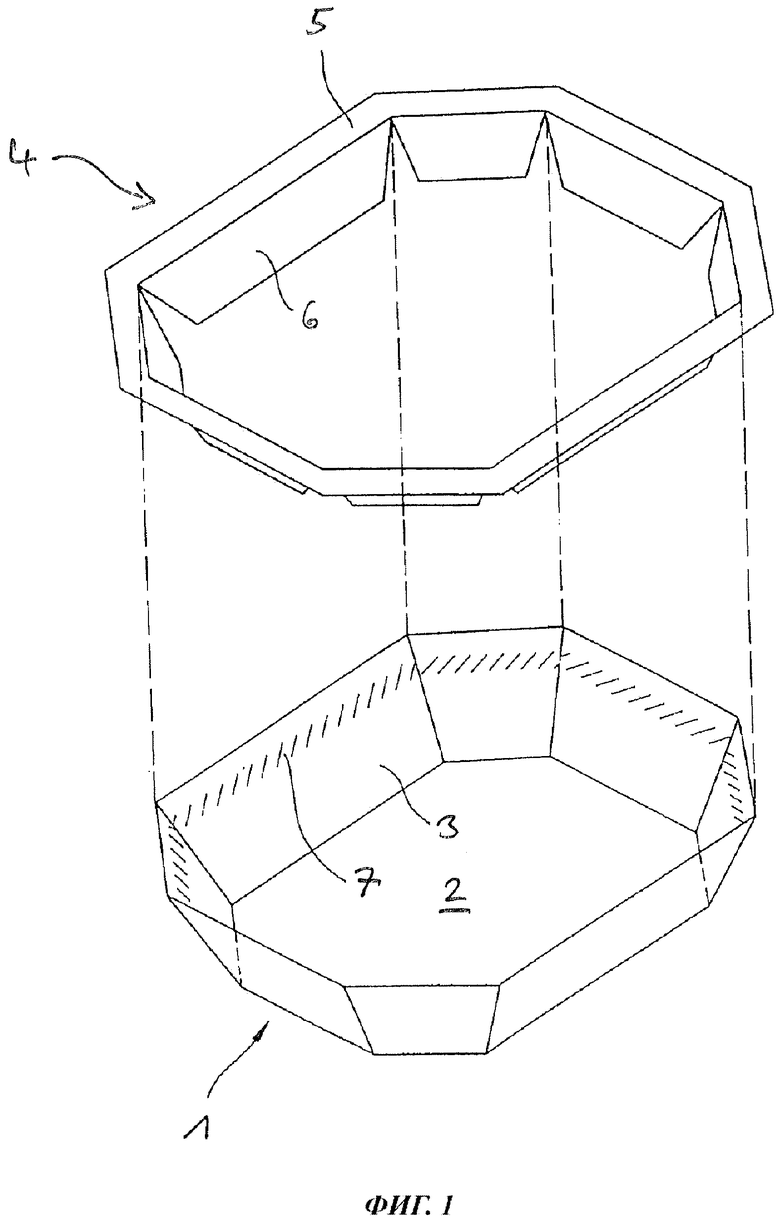
1. Способ изготовления упаковок с проходящим по периметру краевым фланцем, в котором
- обеспечивают лоточные части, по меньшей мере частично образующие дно и боковые стенки поддонов, из картона, плотного картона, гофрированного картона, бумаги или целлюлозосодержащего плоского материала и надеваемые на них фартуки, имеющие в каждом случае плоский непрерывный и проходящий по периметру с одинаковой толщиной краевой фланец, из картона, плотного картона, гофрированного картона или бумаги,
- обеспечивают по меньшей мере одну нижнюю часть матрицы с выполненным для приема лоточной части углублением с отверстием на верхнем конце и с плоской непрерывной нижней прижимной поверхностью, проходящей по периметру на постоянной высоте вокруг отверстия углубления и выполненной для сплошного контакта с краевым фланцем,
- обеспечивают по меньшей мере одну верхнюю часть матрицы с плоской непрерывной верхней прижимной поверхностью, проходящей по периметру на постоянной высоте и адаптированной к нижней прижимной поверхности,
- вставляют одну из лоточных частей в углубление и надевают один из фартуков краевым фланцем на нижнюю прижимную поверхность нижней части матрицы,
- располагают барьерную пленку поверх фартука и лоточной части с перекрытием краевого фланца,
- прижимают барьерную пленку к верхней стороне фартука и лоточной части и соединяют с ними с образованием поддона,
- заполняют поддон продуктом,
- располагают запечатывающую пленку поверх поддона с перекрытием краевого фланца,
- посредством верхней части матрицы непрерывно по периметру прижимают запечатывающую пленку с сохранением плоского непрерывного краевого фланца, проходящего по периметру с одинаковой толщиной, к верхней стороне барьерной пленки на краевом фланце и герметично соединяют с ней,
- посредством тех же нижней и верхней частей матрицы изготавливают упаковки, у которых лоточные части различаются различными толщинами, и/или
- посредством тех же нижней и верхней частей матрицы изготавливают упаковки, фартуки которых отличаются друг от друга различными толщинами.
2. Способ по п. 1, в котором поддон представляет собой круглый поддон или многоугольный поддон.
3. Способ по п. 1 или 2, в котором барьерную пленку прижимают к верхней стороне фартука и лоточной части посредством приложения вакуума к нижней стороне лоточной части.
4. Способ по любому из пп. 1-3, в котором барьерную пленку посредством верхней части матрицы прижимают к верхней стороне краевого фланца и соединяют с ней.
5. Способ по любому из пп. 1-4, в котором посредством штампа верхней части матрицы барьерную пленку прижимают к верхней стороне лоточной части и фартука и соединяют с ними.
6. Способ по п. 5, в котором лоточные части и/или фартуки имеют клеевую поверхность с чувствительным к давлению и/или теплу лаком или клеем, и посредством штампа верхней части матрицы фартук и лоточную часть спрессовывают, и посредством активации чувствительного к давлению и/или теплу лака или клея склеивают друг с другом.
7. Способ по любому из пп. 1-6, в котором рама верхней части матрицы прижимает барьерную пленку к верхней стороне краевого фланца.
8. Способ по любому из пп. 1-7, в котором углубление и лоточная часть выполнены таким образом, что лоточная часть опирается своей нижней стороной на ограничивающую углубление поверхность нижней части матрицы, если лоточная часть вставлена в углубление.
9. Способ по любому из пп. 1-8, в котором обеспечивают нижнюю часть матрицы, которая включает в себя верхний элемент нижней части матрицы с проходящей по периметру нижней прижимной поверхностью и различные нижние элементы нижней части матрицы с углублениями различных размеров и/или форм для лоточной части, и изготавливают поддоны с лоточными частями различных размеров и/или форм посредством того же верхнего элемента нижней части матрицы и подходящего в каждом случае к лоточной части нижнего элемента нижней части матрицы.
10. Способ по любому из пп. 1-9, в котором барьерную пленку перед и/или во время прижатия к лоточной части и фартуку и/или запечатывающую пленку перед и/или во время прижатия к барьерной пленке нагревают посредством теплопроводности, и/или излучения, и/или конвекции.
11. Способ по любому из пп. 1-10, в котором лоточную часть образуют из раскроя из картона, плотного картона, гофрированного картона, бумаги или складываемого плоского материала, или лоточную часть образуют посредством прессования целлюлозосодержащего плоского материала, и/или фартук образуют из раскроя из картона, плотного картона, гофрированного картона, бумаги или складываемого плоского материала.
12. Способ по любому из пп. 1-11, в котором барьерная пленка включает в себя по меньшей мере один слой из одного из следующих материалов: полиэтилентерефталат (ПЭТ), полилактид (ПЛА), этилен-виниловый спирт (ЭВС), полиамид (ПА), полибутилентерефталат (ПБТ), полипропилен (ПП), полиэтилен (ПЭ), и/или барьерная пленка изготовлена по меньшей мере из одного биополимера, и/или барьерная пленка изготовлена по меньшей мере из одного возобновляемого сырьевого материала, и/или барьерная пленка изготовлена по меньшей мере из одного биоразлагаемого сырьевого материала.
13. Способ по любому из пп. 1-12, в котором фартук вклеивают в лоточную часть, или лоточная часть имеет прорези или первые элементы вставного соединения, а фартук имеет язычки с ответными крючками или вторые элементы вставного соединения, или наоборот, и в каждом случае лоточную часть и фартук соединяют друг с другом посредством вставки друг в друга по меньшей мере одного второго элемента вставного соединения и первого элемента вставного соединения, прежде чем барьерную пленку прижимают к фартуку и лоточной части и соединяют с ними с образованием поддона.
14. Способ по любому из пп. 1-13, в котором лоточная часть и/или фартук имеют на верхней стороне печатное покрытие, влияющее на адгезионное действие барьерной пленки, и барьерную пленку прижимают к снабженной покрытием верхней стороне фартука и лоточной части и соединяют с ними с образованием поддона.
15. Способ по любому из пп. 1-14, в котором ту же нижнюю часть матрицы и ту же верхнюю часть матрицы используют для соединения лоточной части, фартука и барьерной пленки с образованием поддона, поддон заполняют продуктом в той же нижней части матрицы, что и раньше, и ту же нижнюю часть матрицы и ту же верхнюю часть матрицы, что и раньше, используют для соединения заполненного поддона с запечатывающей пленкой или ту же нижнюю часть матрицы и ту же верхнюю часть матрицы используют только для соединения лоточной части, фартука и барьерной пленки с образованием поддона, другую нижнюю часть матрицы используют только для заполнения поддона продуктом и еще одну другую нижнюю часть матрицы и другую верхнюю часть матрицы используют только для соединения заполненного поддона с запечатывающей пленкой.
| WO 9967143 A2, 29.12.1999 | |||
| WO 9828195 A1, 02.07.1998 | |||
| DE 10111232 A1, 19.09.2002 | |||
| EP 3604154 A2, 05.02.2020 | |||
| УПАКОВКА ДЛЯ УПАКОВЫВАНИЯ В МОДИФИЦИРОВАННОЙ ГАЗОВОЙ СРЕДЕ | 2011 |
|
RU2566318C2 |

