Область техники, к которой относится изобретение
Настоящее изобретение относится к способу обработки пружины баланса часового механизма. Оно также относится к пружине баланса, получаемую указанным способом обработки.
Уровень техники
Часовщикам хорошо известно, что отклонение частоты пружинного осциллятора баланса зависит от времени.
Для уменьшения указанного отклонения обычно выполняют обработку паром, которая состоит из нагрева пружин баланса до температуры от 100 до 250°C в течение 6–24 часов. Обработка паром оказывает эффект восстановления материала, а также обеспечения диффузии и перераспределения элементов внедрения, а именно: углерода, азота и кислорода – равно как и стабилизации исходного оксидного слоя. Несмотря на обработку паром, по истечении года у пружин баланса, изготовленных из сплава Nb-Ti, все же наблюдалось отклонение хода более 6 с/сутки.
Раскрытие сущности изобретения
Задача настоящего изобретения состоит в том, чтобы предложить новый способ обработки пружины баланса для уменьшения отклонения хода. Указанный способ применяется для пружин баланса, изготавливаемых из парамагнитного сплава, в частности для пружин баланса, изготавливаемых из сплава Nb-Ti с процентным содержанием Ti по весу от 40 до 90%, предпочтительно от 40 до 50%, относительно общего веса сплава.
Согласно изобретению, способ обработки пружины баланса включает этап обработки паром, именуемой климатической обработкой паром, поскольку обработку паром выполняют в атмосфере с контролируемым уровнем относительной влажности.
Более конкретно, изобретение относится к способу обработки по меньшей мере одной пружины баланса, предназначенной для оснащения часового механизма, причем указанная пружина баланса изготовлена из сплава Nb-Ti, при этом способ включает этап обработки паром, именуемой климатической обработкой паром, в интервале температур от 30 до 100°C в атмосфере, имеющей относительную влажность от 60 до 99%.
Испытания показали явное уменьшение отклонение хода в отношении пружины баланса, обработанной с помощью способа согласно изобретению. Указанное улучшение может быть обусловлено возникновением и ростом TiO2 различных форм на поверхности пружины баланса в зависимости от влажности. Оно также могло бы быть связано с присутствием адсорбируемых молекул воды на поверхности пружины баланса.
Настоящее изобретение также относится к пружине баланса, имеющей особенность, состоящую в том, что после 5 месяцев использования с момента выполнения этапа климатической обработки паром ее ход составляет меньше или равен 3 с/сутки.
Другие признаки и преимущества изобретения станут понятными из нижеприведенного описания и чертежа
Краткое описание чертежа
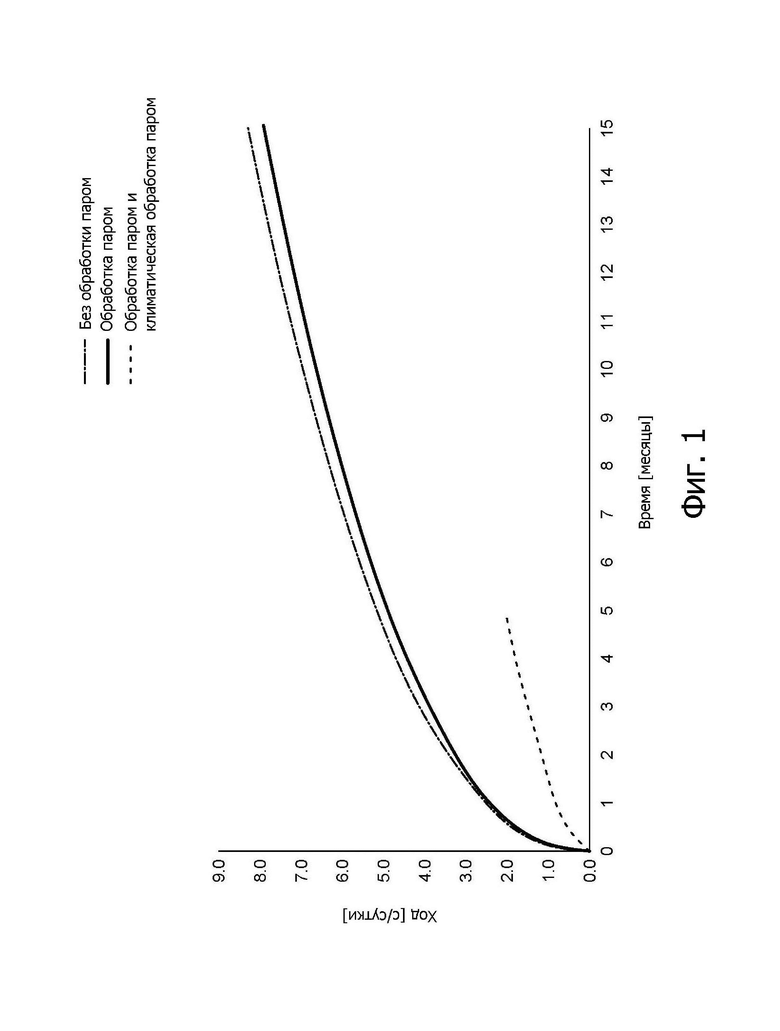
На фиг. 1 показан ход (с/сутки) в зависимости от времени (месяцы) применительно к пружине баланса, обработанной с помощью способа согласно изобретению, в сравнении с двумя пружинами баланса, соответственно необработанной и обработанной с помощью стандартного способа обработки паром.
Осуществление изобретения
Настоящее изобретение относится к способу обработки пружины баланса, предназначенной для оснащения колеса баланса часового механизма.
Согласно изобретению, способ обработки может быть применен для отдельной пружины баланса или для партии из нескольких пружин баланса. Например, способ может быть применен на платине, содержащей несколько пружин баланса в барабане. Способ также может быть применен на часовом механизме в целом, в котором установлена пружина баланса. Например, это мог бы быть узел, содержащий пружину баланса и колодку, или узел, образованный осциллятором, содержащим колесо баланса, пружину баланса, ролик и ось.
Пружина баланса выполнена из парамагнитного сплава, в частности из сплава Nb-Ti. Этот сплав содержит от 40 до 90% по весу титана, возможные следы одного или более элементов, выбранных из O, H, C, Fe, Ta, N, Ni, Si, Cu, Al, причем содержание каждого из указанных элементов составляет от 0 до 1600 млн-1 от общего количества по весу, остальное до 100% составляет ниобий.
Согласно изобретению, способ обработки пружины баланса включает этап обработки паром в интервале температур от 30 до 100°C в атмосфере с относительной влажностью от 60 до 99%. Предпочтительно, интервал температур составляет от 40 до 80°C, более предпочтительно от 40 до 60°C. Предпочтительно, относительная влажность составляет от 70 до 97%, предпочтительно от 85 до 95%, более предпочтительно от 87 до 95%. Предпочтительно, чтобы испытания выполнялись при давлении окружающей среды. Испытания также могут выполняться при парциальном давлении от 1 до 1000 мбар. Испытания также могут выполняться при избыточном давлении, например в аппарате для обработки паром, при давлении от 1 до 5 бар. Время выдержки может быть различным с достаточно широким диапазоном от 10 минут до 100 часов, при этом время выдержки не оказывает значительного влияния на результаты.
Перед климатической обработкой паром согласно изобретению предпочтительно выполняется стандартная обработка паром, известная из существующего уровня техники. Указанная стандартная обработка паром выполняется при влажности окружающей среды при температуре от 100 до 250°C. Предпочтительно она выполняется в течение 1–30 часов.
Стандартная обработка паром и климатическая обработка паром выполняются после этапа фиксации пружины баланса, который является термообработкой, хорошо известной специалисту в рассматриваемой области.
Таким образом, способ изготовления пружины баланса согласно изобретению включает следующие этапы вместе с этапами a)–f), известными специалисту в рассматриваемой области техники:
a) изготовление заготовки из сплава Nb-Ti с вышеуказанным химическим составом,
b) обработка на твердый раствор и закалка бета-типа указанной заготовки, так чтобы титан и ниобий находились по существу в форме твердого раствора в бета-фазе,
c) выполнение ряда последовательностей деформирования указанного сплава, необязательно с одной или более термообработками. Термин «деформирование» означает деформирование посредством волочения и/или прокатки. При необходимости волочение может потребовать использования одной или нескольких фильер во время выполнения одной и той же последовательности или во время выполнения разных последовательностей. Волочение проволоки выполняется до тех пор, пока не будет получена проволока круглого сечения. Прокатка может выполняться в одной и той же последовательности деформирования, как и волочение проволоки, или в другой последовательности. Как преимущество, последняя последовательность при обработке сплава является прокаткой предпочтительно с получением прямоугольного профиля, который соответствует входному сечению оси для навивки,
d) навивка для формирования пружины баланса,
e) заключительная термообработка для фиксации,
f) необязательная стандартная обработка паром,
g) климатическая обработка паром согласно изобретению.
Настоящее изобретение также относится к пружине баланса, которую получают посредством использования указанного способа обработки согласно изобретению. Особенностями описываемой пружины баланса является то, что она содержит на поверхности оксиды титана и потенциально адсорбируемые молекулы воды. Она также имеет особенность, состоящую в том, что после 5 месяцев использования с момента выполнения этапа климатической обработки паром ее ход составляет меньше 3 с/сутки или даже 2 с/сутки.
После этапа климатической обработки паром были проведены испытания. Результаты испытаний показаны на фиг. 1, где по оси ординат откладывается ход в с/сутки, измеряемый при комнатной температуре на приборе Witschi Chronomaster, а по оси абсцисс откладывается время в месяцах. Испытания выполнялись на пружине баланса, изготовленной из сплава Nb-Ti с процентным содержанием Ti по весу 47%. В соответствии со способом согласно изобретению пружина была подвергнута стандартной обработке паром в соответствии с этапом f) при 150°C в течение 24 часов при влажности окружающей среды с последующей климатической обработкой паром в соответствии с этапом g) в атмосфере с относительной влажностью 93% при давлении окружающей среды при температуре 50°C в течение 4 часов. Для сравнения были выполнены испытания пружины баланса с таким же химическим составом, которая не была подвергнута обработке в соответствии с этапом f) или g). Также были выполнены испытания пружины баланса с таким же химическим составом, которая была подвергнута только стандартной обработке паром в соответствии с этапом f) при температуре 150°C в течение 24 часов при влажности окружающей среды. Испытания показали явное уменьшение отклонения хода в отношении пружины баланса, обработанной с помощью способа согласно изобретению. По истечении 5 месяцев ход составила порядка 2 с/сутки по сравнению с величинами порядка 5 с/сутки для сравниваемых пружин баланса.
Настоящее изобретение относится к способу обработки по меньшей мере одной пружины баланса, предназначенной для оснащения часового механизма, причем указанная пружина баланса выполнена из сплава Nb-Ti, при этом способ включает этап обработки паром, именуемой климатической обработкой, в интервале температур от 30 до 100°C в атмосфере, имеющей относительную влажность от 60 до 99%. 2 н. и 8 з.п. ф-лы, 1 ил.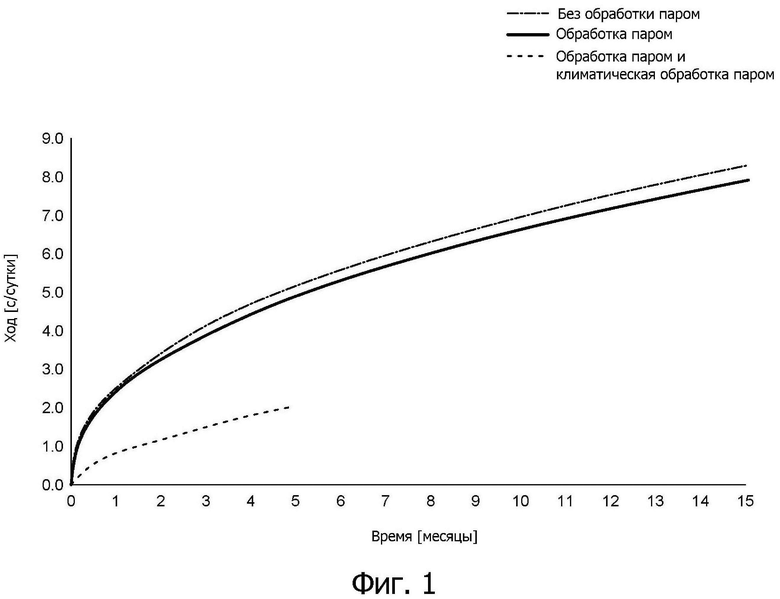
1. Способ обработки по меньшей мере одной пружины баланса, предназначенной для оснащения часового механизма, причем указанная пружина баланса изготовлена из сплава Nb-Ti, при этом способ включает этап, на котором осуществляют обработку паром, называемую климатической обработкой паром, в интервале температур от 40 до 60°C в атмосфере, имеющей относительную влажность от 70 до 97%.
2. Способ по п. 1, отличающийся тем, что этапу климатической обработки паром предшествует этап стандартной обработки паром, осуществляемый при окружающем воздухе в интервале температур от 100 до 250°C.
3. Способ по п. 1 или 2, отличающийся тем, что относительная влажность составляет от 85 до 95%, более предпочтительно от 87 до 95%.
4. Способ по любому из пп. 1–3, отличающийся тем, что его осуществляют при давлении окружающей среды.
5. Способ по любому из пп. 1–3, отличающийся тем, что его осуществляют при парциальном давлении, составляющем от 1 до 1000 мбар, или при избыточном давлении, составляющем от 1 до 5 бар.
6. Способ по любому из пп. 1–4, отличающийся тем, что его осуществляют при давлении окружающей среды в атмосфере с относительной влажностью от 87 до 95% при температуре от 40 до 60°C.
7. Способ по любому из пп. 1–6, отличающийся тем, что сплав Nb-Ti содержит Ti с процентным содержанием по весу от 40 до 90%, предпочтительно от 40 до 50%, возможные следы одного или более других элементов, выбранных из O, H, C, Fe, Ta, N, Ni, Si, Cu и Al, причем содержание каждого из указанных элементов составляет от 0 до 1600 млн-1 от общего количества по весу, остальное до 100% составляет Nb.
8. Способ по любому из пп. 1–7, отличающийся тем, что его осуществляют на отдельной пружине баланса, на нескольких пружинах баланса одновременно, в том числе и на пружинах баланса внутри платины или на пружине баланса, установленной внутри узла часового механизма, причем обработку применяют соответственно для указанной платины или указанного узла.
9. Способ по п. 8, отличающийся тем, что узел содержит пружину баланса и колодку, или узел образован осциллятором, который содержит колесо баланса, пружину баланса, ролик и ось.
10. Способ изготовления по меньшей мере одной пружины баланса, включающий этап фиксации, за которым следует способ обработки по любому из пп. 1–9.
| С | |||
| В | |||
| Заварзин, В | |||
| А | |||
| Дуюнова, М | |||
| А | |||
| Фомина | |||
| ВЫСОКОТЕМПЕРАТУРНАЯ КОРРОЗИЯ ТИТАНОВЫХ СПЛАВОВ (обзор), Научно-технический журнал "ТРУДЫ ВИАМ", номер 4 (122), апрель 2023, стр | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Картонова Л | |||
| В | |||
| Теория и технология термической обработки: учеб | |||
| пособие / Л | |||
| В | |||
| Картонова, В | |||
| А | |||
| Кечин; Владим | |||
| гос | |||
| ун-т им | |||
| А | |||
| Г | |||
| и Н | |||
| Г | |||
| Столетовых., Владимир, | |||

