Изобретение относится к области ультразвуковых технологий и может быть применено при конструировании и изготовлении ультразвуковых колебательных систем.
Известен способ резьбового соединения «с упором в торцы» звеньев ультразвуковых колебательных систем при помощи резьбового хвостовика [Захаров В.И. Расчет и конструирование соединений магнитострикционных преобразователей / Ультразвуковая обработка материалов // Сб. Новое в электрофизической и электрохимической обработке материалов. М. - Л., «Машиностроение», 1966, с. 328-338]. Данный способ не обеспечивает высокого ресурса работы соединения. Так как конструкция соединения содержит «активный» V-образный концентратор напряжений на последнем от опорного торца (стыка) витке внутренней резьбы. В условиях повторно-переменных напряжений от ультразвука этот «активный» V-образный концентратор, расположенный по дну канавки внутренней резьбы, является источником зарождения и распространения усталостной трещины.
Известен также способ резьбового соединения «с упором в торцы» звеньев ультразвуковых колебательных систем при помощи соединительной шпильки [Холопов Ю.В. Ультразвуковая сварка пластмасс и металлов. - Л.: Машиностроение. Ленингр. отд-ние, 1988, с. 178-179]. Данный способ имеет низкий ресурс работы соединения. Так как конструкция соединения содержит «активный» V-образный концентратор напряжений, расположенный по дну канавки витков наружной резьбы, находящихся в окрестности плоскости стыка, где действуют наибольшие растягивающие шпильку напряжения.
Задача изобретения - повышение ресурса работы резьбового соединения «с упором в торцы» звеньев ультразвуковой колебательной системы. Эта задача достигается тем, что по способу резьбового соединения «с упором в торцы» звеньев ультразвуковой колебательной системы: во-первых, за участком внутренней резьбы с полным профилем выполняют проточку, диаметр Dп которой определяют по формуле:
где D - номинальный наружный диаметр внутренней резьбы, мм;
δв - полное радиальное биение наружного диаметра внутренней резьбы, мм; причем ширину проточки Lв ограничивают согласно условию:
Lв ≥ Zн,
где Zн - осевой размер фаски на торце резьбового хвостовика или шпильки, мм; а также между стыком и участком наружной резьбы с полным профилем (на «хвостовике») или симметрично торцовой опорной плоскости между стыком и участками наружной резьбы с полным профилем (на шпильке) выполняют проточку, диаметр dп которой определяют по формуле:
где d1 - номинальный внутренний диаметр наружной резьбы, мм;
δн - полное радиальное биение внутреннего диаметра наружной резьбы, мм; при этом ширину проточки на «хвостовике» Lx определяют согласно условию:
Lx ≥ Zн,
а ширину проточки на шпильке Lш определяют согласно условию:
Lш ≥ 2 ⋅ Zн,
где Zв - осевой размер фаски на торце резьбового отверстия, мм; причем при свинчивании соединения первый от стыка виток наружной резьбы располагают в канавке внутренней резьбы, а последний от стыка виток внутренней резьбы располагают в канавке наружной резьбы.
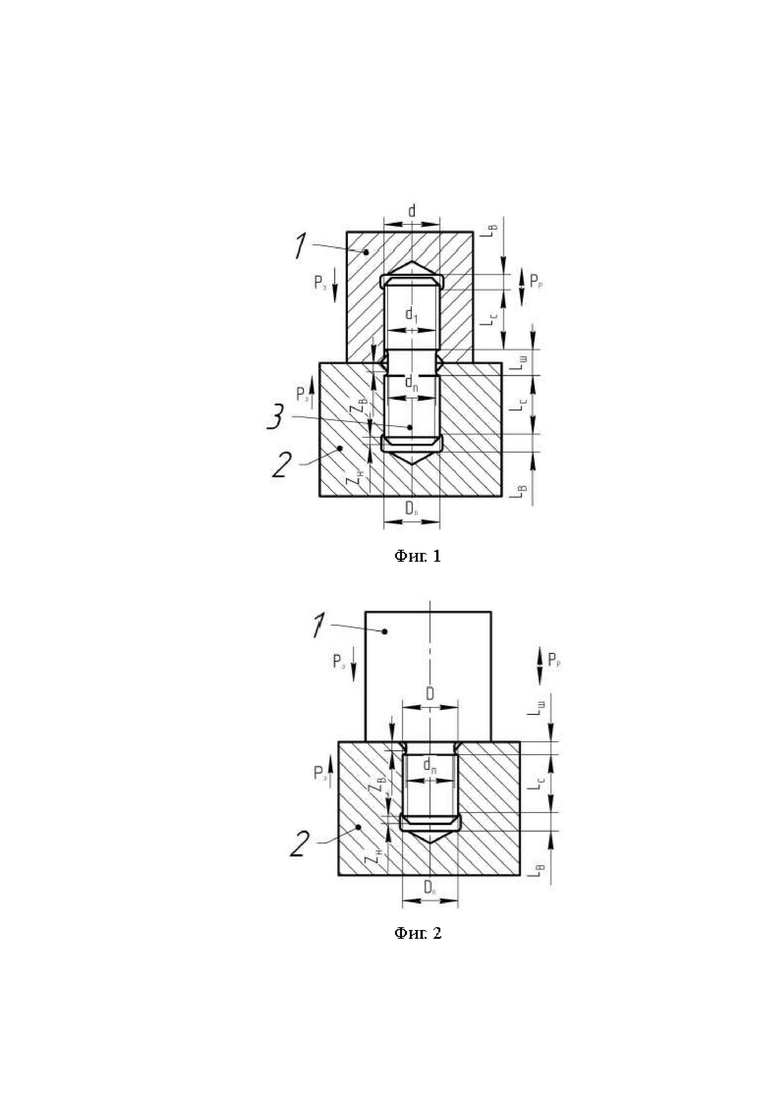
Способ резьбового соединения «с упором в торцы» звеньев ультразвуковой колебательной системы иллюстрируется чертежами, представленными на фиг, 1, где изображено резьбовое соединение звеньев ультразвуковой колебательной системы при помощи резьбового «хвостовика», а на фиг. 2 - при помощи соединительной шпильки.
Сущность способа состоит в том, что: во-первых, в соединении за участком внутренней резьбы с полным профилем выполняют проточку, диаметр Dп которой ограничивают неравенством:
Dп ≥ D + 2 ⋅ δв.
При создании диаметра проточки Dп с поверхности резьбового отверстия срезается необходимая толщина слоя, содержащая величину полного радиального биения δв наружного диаметра внутренней резьбы, что позволяет получить «чистую» внутреннюю цилиндрическую поверхность без V-образного концентратора напряжений. Ширина проточки Lв, ограниченная условием:
Lв ≥ Zн,
гарантирует, что торец резьбового хвостовика или шпильки с размером фаски Zн разместится внутри этой проточки.
Также между стыком и участком наружной резьбы с полным профилем (на хвостовике) или симметрично торцовой опорной плоскости соединения между стыком и участками наружной резьбы с полным профилем (на шпильке) выполняют проточку, диаметр dп которой определяют по неравенству:
dп ≤ d1 - 2 ⋅ δн.
Создавая диаметр проточки dп, с поверхности резьбового хвостовика или шпильки срезается необходимая толщина слоя, содержащая величину полного радиального биения δн внутреннего диаметра наружной резьбы, что позволяет получить «чистую» наружную цилиндрическую поверхность без V-образного концентратора напряжений. Ширину проточки Lx на хвостовике определяют согласно условию:
Lх ≥ Zв,
а ширину проточки Lш на шпильке определяют согласно неравенству:
Lш ≥ 2 ⋅ Zв.
Это гарантирует, что торец резьбового отверстия с размером фаски Zв будет располагаться внутри этой проточки.
Во всех проточках цилиндрическая поверхность по галтели плавно переходит в торцовую поверхность, образуя U-образный концентратор напряжений.
Во вторых, если первый от стыка виток наружной резьбы расположить в канавке внутренней резьбы, а последний от стыка виток внутренней резьбы расположить в канавке наружной резьбы, то в процессе затяжки резьбового соединения, за счет создаваемой осевой силы Рз затяжки, осуществляется сближение выступов наружной резьбы с выступами внутренней резьбы, затем, их контактирование и деформирование (поджатие). Таким образом, все витки, находящиеся в области длины свинчивания Lc соединения оказываются поджатыми и «заблокированными» от свободных микроперемещений друг относительно друга. И, следовательно, V-образные концентраторы напряжений, находящиеся на дне канавок этих витков наружной и внутренней резьб, также оказываются «заблокированными». В этом случае, даже в условиях повторно-переменных напряжений, создаваемых осевой силой Рр ультразвуковой волны, из областей этих «заблокированных» V-образных концентраторов напряжений развитие микротрещин и их переход в трещины, разрушающие материал звеньев, приостанавливается.
Таким образом, в резьбовом соединении «активные» V-образные концентраторы напряжений, находящиеся вне длины свинчивания, срезаются в процессе выполнения проточек, а остальные блокируются и переходят в «неактивные» V-образные концентраторы напряжений. Но в проточках цилиндрическая поверхность галтельно переходит в торцовую поверхность, образуя U-образные концентраторы напряжений. Усталостная прочность соединения ограничивается уже не величиной концентрации напряжений от V-образного концентратора, а от концентрации напряжений U-образного концентратора. Однако при всех прочих одинаковых условиях фактическое напряжение у вершины V-образного концентратора значительно выше, чем у U-образного, поэтому усталостная прочность соединения возрастает. Это обстоятельство гарантирует повышение ресурса работы резьбового соединения «с упором в горцы» звеньев ультразвуковой колебательной системы.
Резьбовое соединение звеньев ультразвуковой колебательной системы осуществляют следующим образом. Во-первых, в резьбовых отверстиях звеньев за участком внутренней резьбы с полным профилем выполняют проточку, диаметр Dп которой определяют по неравенству:
Dп > D + 2 ⋅ δв,
где D - номинальный наружный диаметр внутренней резьбы, мм;
δв - полное радиальное биение наружного диаметра внутренней резьбы, мм.
Причем ширину проточки Lв ограничивают согласно условию:
Lв ≥ Zн,
где Zн - осевой размер фаски на торце резьбового хвостовика или шпильки, мм.
Также между стыком и участком наружной резьбы с полным профилем (на хвостовике) или симметрично торцовой опорной плоскости между стыком и участками наружной резьбы с полным профилем (на шпильке) выполняют проточку, диаметр dп которой определяют по формуле:
где d1 - номинальный внутренний диаметр наружной резьбы, мм;
δн - полное радиальное биение внутреннего диаметра наружной резьбы, мм.
Ширину проточки Lx на хвостовике определяют согласно условию:
Lх ≥ Zв,
А ширину проточки Lш на шпильке определяют согласно неравенства:
Lш ≥ 2 ⋅ Zв,
где Zв - осевой размер фаски на торце резьбового отверстия, мм.
Во-вторых, при затяжке соединения первый от стыка виток наружной резьбы располагают в канавке внутренней резьбы, а последний от стыка виток внутренней резьбы располагают в канавке наружной резьбы.
Предлагаемый способ резьбового соединения «с упором в торцы» звеньев ультразвуковой колебательной системы может быть осуществлен по примерам.
Пример 1. Звено 1, при помощи резьбового «хвостовика», являющегося продолжением звена 1, изготовленного из титанового сплава ВТ3-1, соединяется по посадке M10-6H/6g со звеном 2, изготовленным из алюминиевого сплава Д16, см. фиг. 1. На резьбовой части «хвостовика» между опорным торцом и участком резьбы с полным профилем выполняется проточка, срезая слой материала до получения «чистой» цилиндрической наружной поверхности (обработка «как чисто»). При этом диаметр проточки получается равным dп = 8,0 мм шириной Lx = 4,5 мм. С торца «хвостовика» срезается фаска размером Zн = 1,6 мм. В резьбовом отверстии звена 2 за участком внутренней резьбы с полным профилем выполняется проточка диаметром Dп = 10,3 мм - до состояния «как чисто», шириной Lв = 5,6 мм. С торца отверстия срезается фаска размером Zв = 1,6 мм. В проточках цилиндрическая поверхность плавно переходит в торцовую поверхность по галтели радиусом, равным 0,8 мм. Далее свинчиваются звенья «до упора в торцы», и создается необходимая осевая сила Рз затяжки, соблюдая условие, чтобы первый от стыка виток наружной резьбы располагался в канавке внутренней резьбы, а последний от стыка виток внутренней резьбы располагался в канавке наружной резьбы.
Можно отметить, что по значениям диаметров проточек, полученных при точении цилиндрической поверхности до состояния «как чисто», определяются полные радиальные биения и внутреннего диаметра наружной резьбы относительно оси вращения «хвостовика»: δн = (d1 - dн) / 2 = 0,188 мм, и наружного диаметра внутренней резьбы относительно оси вращения резьбовой части отверстия звена 2: δв = (Dн - D) / 2 = 0,15 мм.
Пример 2. При помощи шпильки 3, изготовленной из титанового сплава ВТ3-1, по посадке M10-6H/6g соединяется звено 1, изготовленное из титанового сплава ВТ3-1 со звеном 2, изготовленным из алюминиевого сплава Д16, см. фиг. 2. На резьбовой части шпильки симметрично стыку соединения выполняется проточка, срезая слой материала до получения «чистой» цилиндрической наружной поверхности (обработка «как чисто»). При этом диаметр проточки получается равным dп = 8,1 мм и шириной Lш = 5,0 мм. С торцов шпильки срезаются фаски размером Zн = 1,6 мм. В резьбовых отверстиях звена 1 и 2 за участками внутренней резьбы с полным профилем выполняются проточки диаметром Dн = 10,2 мм - до состояния «как чисто», шириной Lв = 5,6 мм. С торцов отверстий срезаются фаски размером Zв = 1,6 мм. В проточках цилиндрическая поверхность плавно переходит в торцовую поверхность по галтели радиусом, равным 0,8 мм. Далее свинчиваются звенья «до упора в торцы», и создается необходимая осевая сила Рз затяжки, соблюдая условие, чтобы первый от стыка виток наружной резьбы располагался в канавке внутренней резьбы, а последний от стыка виток внутренней резьбы располагался в канавке наружной резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗЬБОВОГО СОЕДИНЕНИЯ "С УПОРОМ В ТОРЦЫ" ЗВЕНЬЕВ УЛЬТРАЗВУКОВОЙ КОЛЕБАТЕЛЬНОЙ СИСТЕМЫ | 2003 |
|
RU2267033C2 |
| СПОСОБ РЕЗЬБОВОГО СОЕДИНЕНИЯ "С УПОРОМ В ТОРЦЫ" РАЗНОРОДНЫХ ЗВЕНЬЕВ УЛЬТРАЗВУКОВОЙ КОЛЕБАТЕЛЬНОЙ СИСТЕМЫ | 2003 |
|
RU2268407C2 |
| СПОСОБ РЕЗЬБОВОГО СОЕДИНЕНИЯ "С УПОРОМ В ТОРЦЫ" ЗВЕНЬЕВ УЛЬТРАЗВУКОВОЙ КОЛЕБАТЕЛЬНОЙ СИСТЕМЫ | 2003 |
|
RU2266791C2 |
| Поршневой узел машины литья под давлением | 2023 |
|
RU2817549C1 |
| УСТРОЙСТВО ДЛЯ ЗАДЕЛКИ ТРЕЩИН | 1994 |
|
RU2137581C1 |
| Поршневой узел машины литья под давлением | 2021 |
|
RU2780066C1 |
| МАГНИТОСТРИКЦИОННАЯ УСТАНОВКА | 1995 |
|
RU2116144C1 |
| Поршневой узел машины литья под давлением | 2021 |
|
RU2789947C1 |
| Заклепка для односторонней клепки | 1991 |
|
SU1760195A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 2013 |
|
RU2548344C2 |
Изобретение относится к области ультразвуковых технологий и может быть применено при конструировании и изготовлении звеньев ультразвуковых колебательных систем. Сущность: резьбовое соединение звеньев ультразвуковой колебательной системы осуществляется с упором в торцы, при этом за участками с полным профилем внутренней и наружной резьбы выполняют проточки и первый от стыка виток наружной резьбы располагают в канавке внутренней резьбы, а последний от стыка виток внутренней резьбы располагают в канавке наружной резьбы. Технический результат: повышение ресурса работы резьбового соединения «с упором в торцы» звеньев ультразвуковой колебательной системы. 2 ил.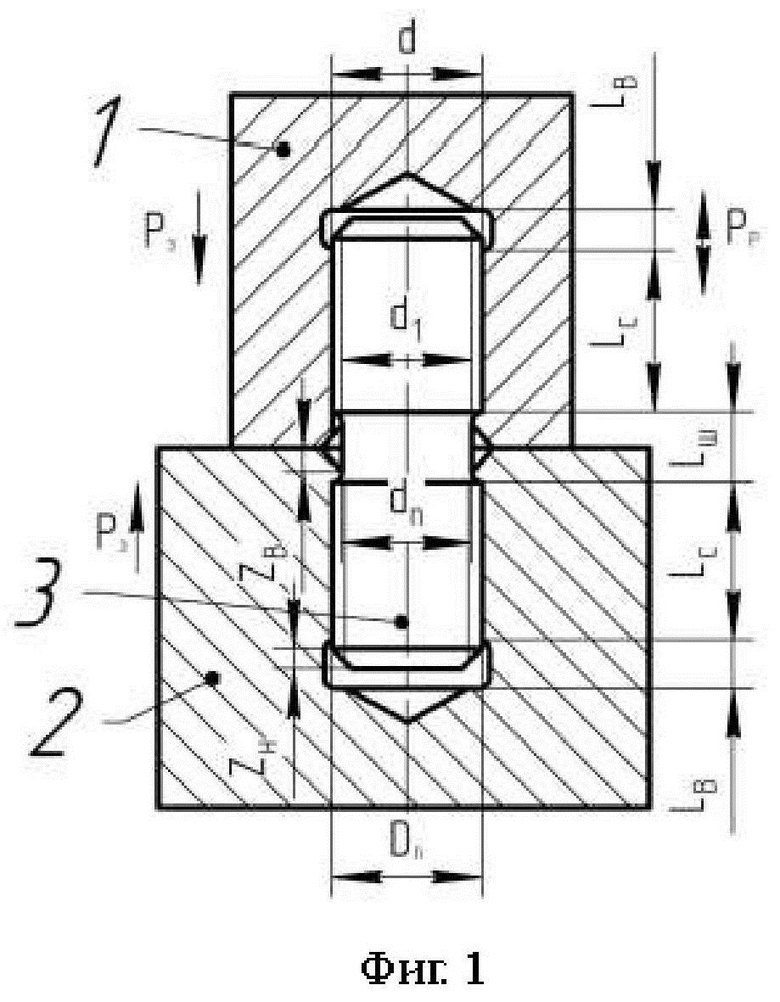
Способ резьбового соединения «с упором в торцы» звеньев ультразвуковой колебательной системы, отличающийся тем, что за участком внутренней резьбы с полным профилем выполняют проточку, диаметр которой определяют по неравенству:
Dп ≥ D + 2 ⋅ δв,
где Dп – диаметр проточки, мм;
D – номинальный наружный диаметр внутренней резьбы, мм;
δв – полное радиальное биение наружного диаметра внутренней резьбы, мм; причем ширину проточки ограничивают согласно условию:
Lв ≥ Zн,
где Lв – ширина проточки, мм;
Zн – осевой размер фаски на торце резьбового хвостовика или шпильки, мм; также между стыком и участком наружной резьбы с полным профилем на «хвостовике» или симметрично торцовой опорной плоскости соединения между стыком и участками наружной резьбы с полным профилем на шпильке выполняют проточку, диаметр которой определяют согласно неравенства:
dп ≤ d1 – 2 ⋅ δн,
где dп – диаметр проточки, мм;
d1 – номинальный внутренний диаметр наружной резьбы, мм;
δн – полное радиальное биение внутреннего диаметра наружной резьбы, мм; при этом ширину проточки на «хвостовике» определяют согласно условию:
Lх ≥ Zв,
а ширину проточки на шпильке определяют по неравенству:
Lш ≥ 2 ⋅ Zв,
где Lх – ширина проточки на «хвостовике», мм;
Lш – ширина проточки на шпильке, мм;
Zв – осевой размер фаски на торце резьбового отверстия, мм; причем первый от стыка виток наружной резьбы располагают в канавке внутренней резьбы, а последний от стыка виток внутренней резьбы располагают в канавке наружной резьбы.
| СПОСОБ РЕЗЬБОВОГО СОЕДИНЕНИЯ "С УПОРОМ В ТОРЦЫ" РАЗНОРОДНЫХ ЗВЕНЬЕВ УЛЬТРАЗВУКОВОЙ КОЛЕБАТЕЛЬНОЙ СИСТЕМЫ | 2003 |
|
RU2268407C2 |
| СПОСОБ РЕЗЬБОВОГО СОЕДИНЕНИЯ "С УПОРОМ В ТОРЦЫ" ЗВЕНЬЕВ УЛЬТРАЗВУКОВОЙ КОЛЕБАТЕЛЬНОЙ СИСТЕМЫ | 2003 |
|
RU2267033C2 |
| Замковое устройство | 1985 |
|
SU1394838A1 |
| JP 2018003864 A, 11.01.2018. | |||

