Изобретение относится к области холодильного оборудования, используемого в транспортировке грузов при пониженной температуре автотранспортом, транспортной авиацией и морем [МПК F25D5/00, F25D3/00, B65D7/00, B65D81/18].
В технологии пассивного охлаждения, уже известной в течение некоторого времени и применяемой в транспортных средствах для хранения и перевозки скоропортящихся товаров, используется принцип накопления позитивной или негативной энергии в аккумуляторах холода за счет используемых теплоносителей. Для накопления энергии в аккумуляторах холода и управления фазовым переходом размещенных там составов используется трубчатые или иной формы испарители.
Из уровня техники известно «Двухслойное теплоизоляционное эффективное теплосохраняющее оборудование параллельного типа для быстрой холодной зарядки» [CN211041510, опубл. 17.07.2020], включающее герметичный, состоящий из слоя вакуумной изоляции, слоя пены и слоя стальных пластин, корпус с параллельно расположенными трубками для подачи хладагента, резервуар для хранения холода с оболочкой из алюминиевых пластин.
Недостатком указанного аналога является деформация пластин в процессе эксплуатации оборудования и снижение времени поддержания температуры в наименее холодных местах трубок из-за неравномерного образования льда.
Из уровня техники известно «Устройство для сохранения, транспортировки и распределения охлажденных или замороженных продуктов, в частности, для теплоизолированных отсеков рефрижераторных транспортных средств, холодильных камер и тому подобных» [патентная заявка EP2992280A1, опубл. 09.03.2016], включающее один или несколько теплоаккумулирующих элементов, каждый из которых состоит из корпуса, ограничивающего полость для содержания теплоаккумулирующей жидкости, теплообменника, канал для прохождения теплоаккумулирующей жидкости, внутренняя поверхность которого включает множество жестких ребер.
Недостатком указанного аналога является деформация жестких ребер в процессе эксплуатации оборудования и снижение времени поддержания температуры в наименее холодных местах канала из-за неравномерного образования льда.
Наиболее близким по технической сущности аналогом является «УСТРОЙСТВО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ТОВАРОВ ПРИ ПОНИЖЕННОЙ ТЕМПЕРАТУРЕ С МОДУЛЬНЫМ ПРИНЦИПОМ ОХЛАЖДЕНИЯ» [патентная заявка WO2024153846A1, опубл. 25.07.2024], включающее капсулу модульной конструкции, повторяющую внутренние размеры транспортировочного контейнера, включающую боковые модули, потолочный модуль, модуль пола, модули дверей и задний модуль, которые соединены и выполнены из теплоизоляционного материала, с испарителем с хладагентом, при этом секции испарителя с хладагентом размещены в нишах для испарителя в боковых и потолочных модулях и включают трубки для хладагента и продольные и поперечные ребра жесткости, в которых выполнены отверстия звездообразной формы с возможностью размещения в них трубок хладагента.
Основной технической проблемой прототипа является то, что в момент заряда аккумуляторов холода (замораживания теплоносителей) вокруг наиболее холодной части испарителей образуется лед, что значительно снижает эффективность прокачивания хладагента и приводит к перегрузке установки, увеличению времени достижения фазового перехода и снижению времени сохранения температуры внутри устройства.
Задачей заявленного изобретения является устранение существующих недостатков прототипа.
Техническим результатом заявленного изобретения является увеличение времени сохранения температуры внутри устройства хранения и транспортировки товаров с модульным принципом охлаждения.
Технический результат достигается тем, что устройство хранения и транспортировки товаров с модульным принципом охлаждения, включающее капсулу, повторяющую внутренние размеры транспортировочного контейнера, содержащую боковые модули, потолочный модуль, модуль пола, модули дверей и задний модуль, соединенные между собой замковыми соединениями и выполненные из теплоизоляционного материала, секции испарителя, размещенные в нишах для испарителя в боковых и потолочных модулях, содержащие трубки для хладагента и ребра жесткости, отличающееся тем, что секции испарителя дополнительно оснащены сетчатым полотном, выполненным из перфорированного алюминия, покрытого графеновой пастой, неразъемно закрепленным на трубках и волнообразно огибающим их внешние поверхности, создающим через равные расстояния равные по размеру изгибы вокруг каждой трубки относительно плоскости, в которой расположены трубки.
В частности, сетчатое полотно закреплено на трубках с помощью гибких хомутов с зажимами.
Краткое описание чертежей.
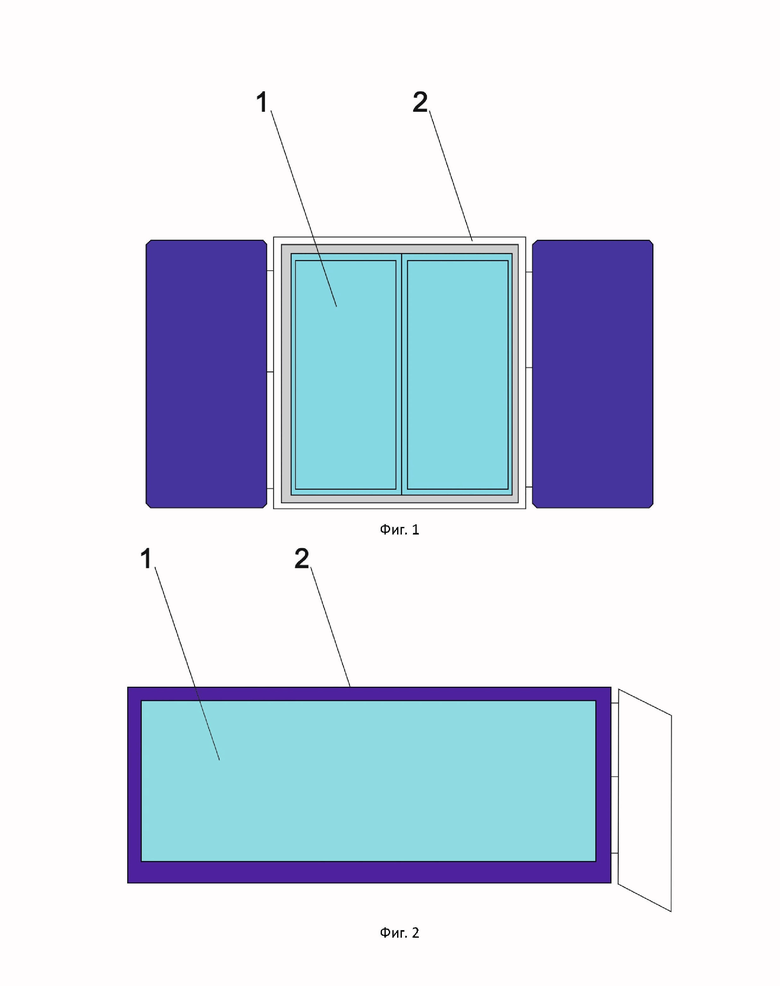
На фиг. 1 изображен вид спереди устройства хранения и транспортировки товаров с модульным принципом охлаждения.
На фиг. 2 изображен вид сбоку во фронтальном разрезе устройства хранения и транспортировки товаров с модульным принципом охлаждения.
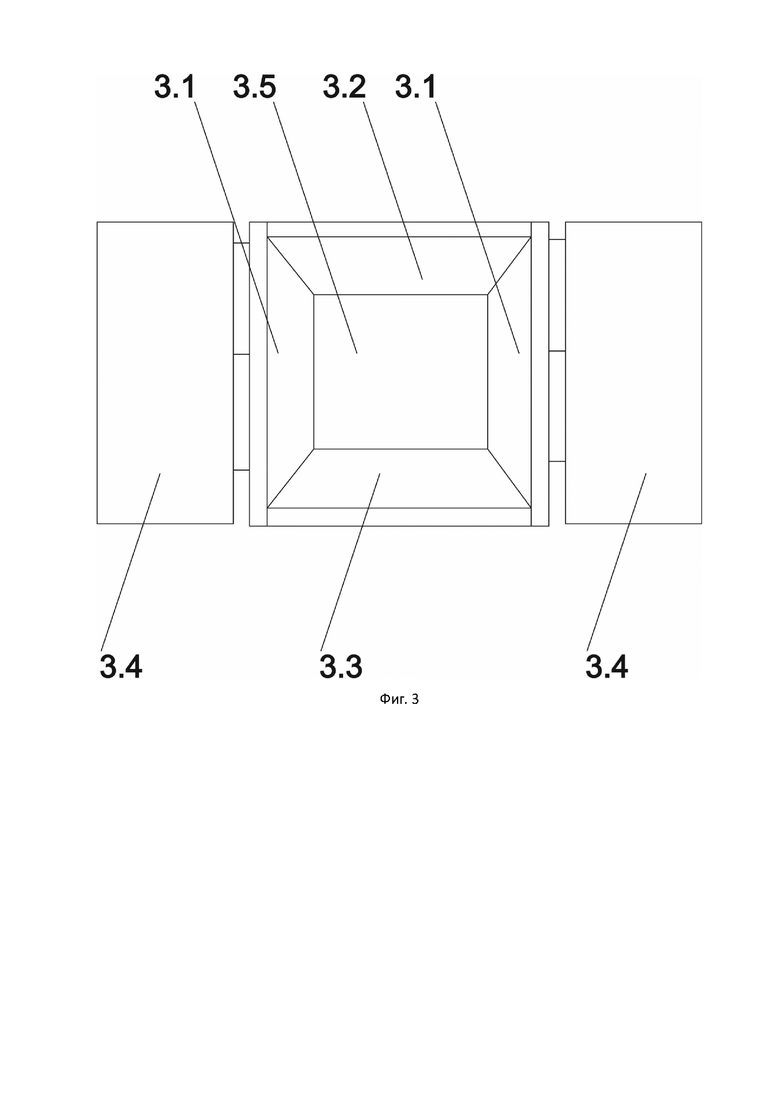
На фиг. 3 изображено устройство капсулы, состоящей из модулей.
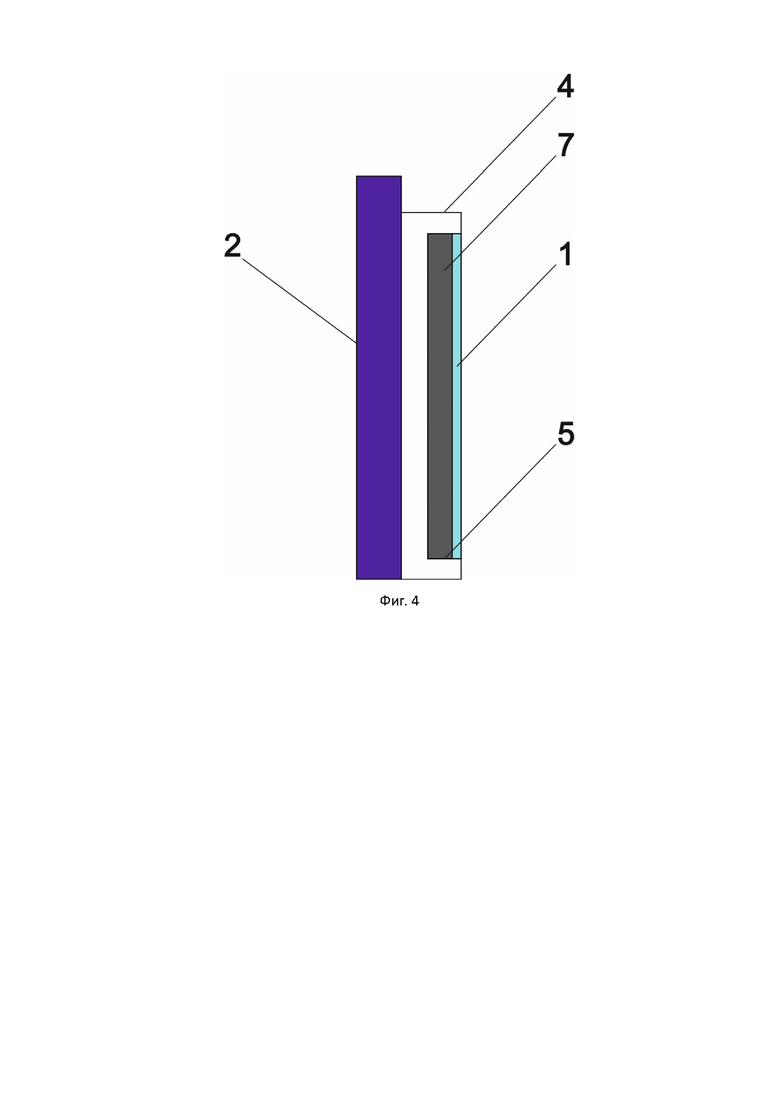
На фиг. 4 изображен вид сбоку модуля во фронтальном разрезе, на котором отражено расположение испарителя в нише модуле.
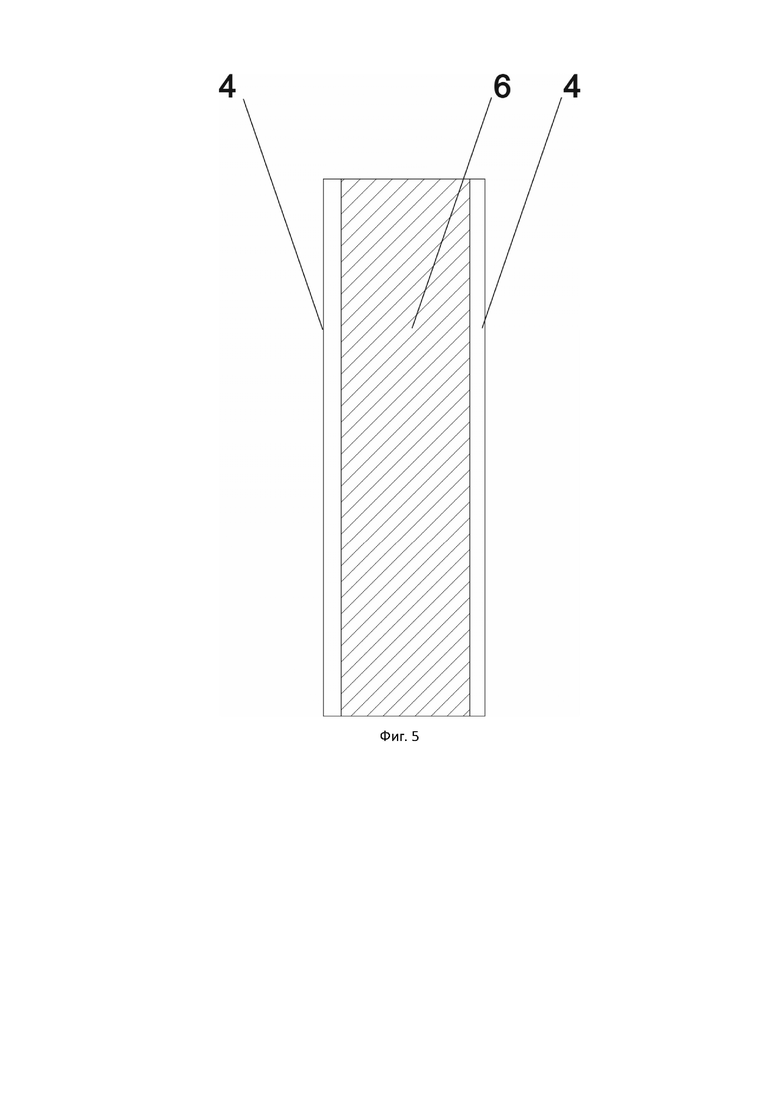
На фиг. 5 изображен вид сбоку во фронтальном разрезе внешней стенки модуля, выполненной из композитных материалов.
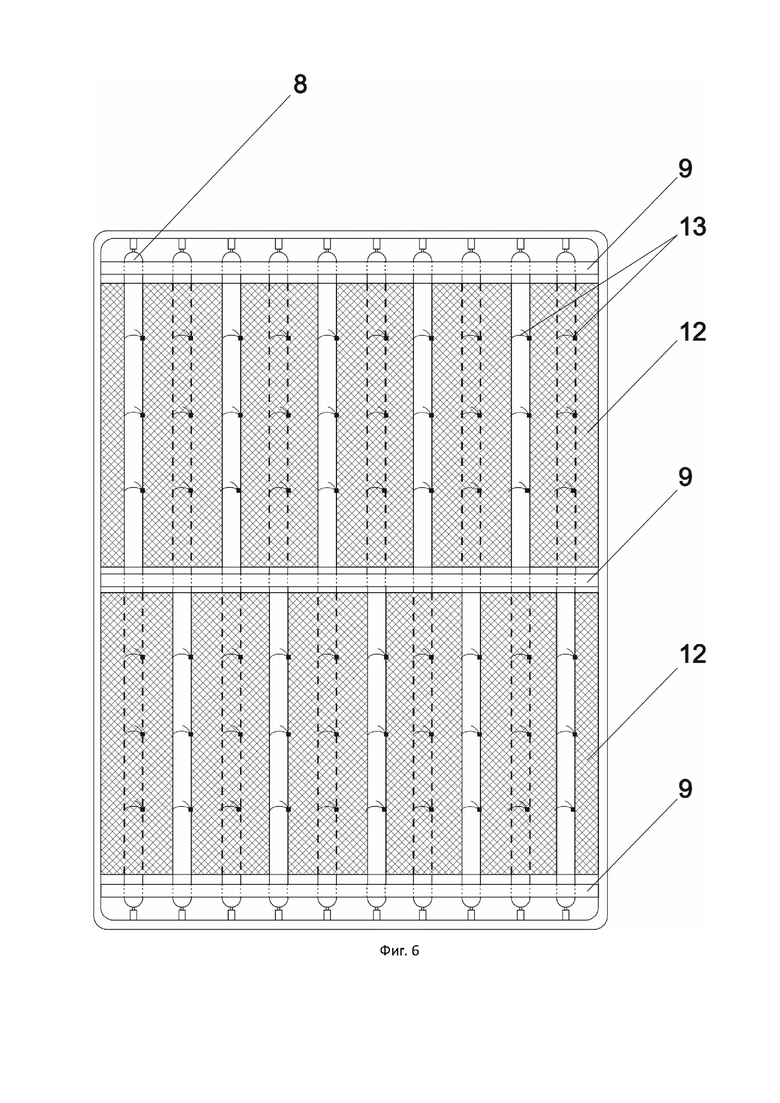
На фиг. 6 изображен испаритель с сетчатым полотном устройства хранения и транспортировки товаров с модульным принципом охлаждения.
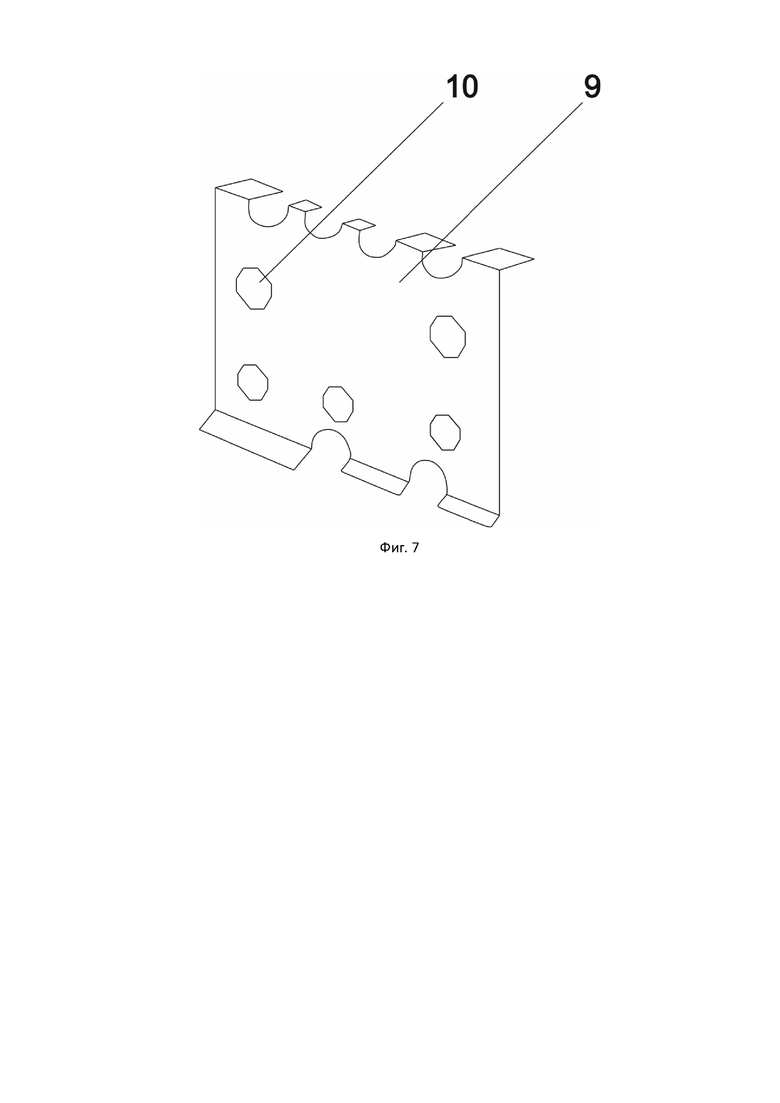
На фиг. 7 изображено ребро жесткости секции испарителя с отверстиями звездообразной формы.
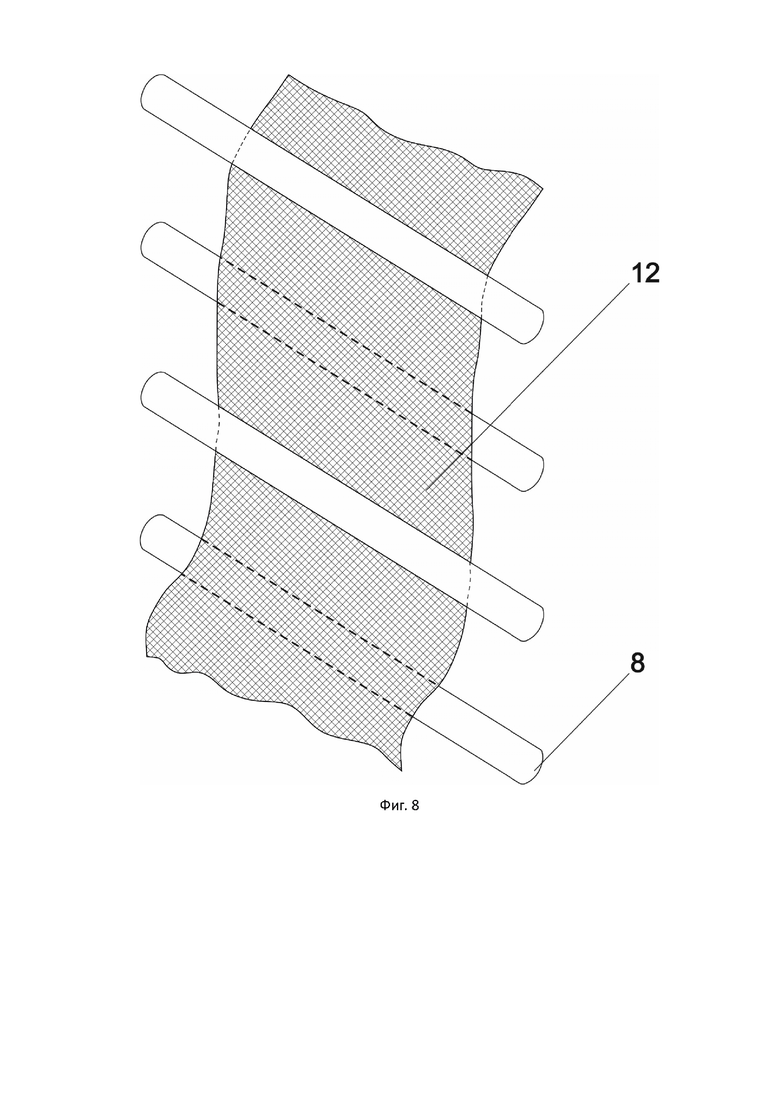
На фиг. 8 изображено расположение полотна между алюминиевыми трубками.
На фигурах обозначены: 1 – капсула, 2 – транспортировочный контейнер, 3.1 – боковые модули, 3.2 – потолочный модуль, 3.3 – модуль пола, 3.4 – модули дверей, 3.5 – задний модуль, 4 – внешняя стенка модуля, 5 – ниша для испарителя, 6 – утеплитель, 7 – секция испарителя, 8 – алюминиевые трубки, 9 – ребра жесткости, 10 – отверстия звездообразной формы, 11 – алюминиевый лист, 12 – сетчатое полотно, 13 – хомут.
Устройство хранения и транспортировки товаров с модульным принципом охлаждения предназначено для размещения в стандартных неутепленных транспортных контейнерах. Устройство хранения и транспортировки товаров с модульным принципом охлаждения состоит из капсулы 1, выполненной в форме параллелепипеда, повторяющей внутренние размеры транспортировочного контейнера 2, состоящая из семи модулей, двух боковых модулей 3.1, одного потолочного модуля 3.2, одного модуля пола 3.3, двух модулей дверей 3.4, одного заднего модуля 3.5, которые соединены между собой замковыми соединениями и выполнены в виде параллелепипедов по размерам равным размерам внутренней части соответствующей стороны транспортировочного контейнера 2, модули состоят из внешних стенок модуля 4, выполненных в форме параллелепипеда с конструктивно изготовленными нишами для испарителя 5 в виде выемок, при этом на внешние стенки модулей, выполненных из композита, нанесен слой износостойкого соединения, между которыми проложен утеплитель 6, секции испарителя 7, состоящие из алюминиевых трубок 8, по которым течет хладагент и которые фиксируются продольными и поперечными ребрами жесткости 9 с выполненными отверстиями звездообразной формы 10 крепятся на алюминиевый лист 11, причем размер алюминиевого листа 11 с установленными на нем секциями испарителя 7 соответствует размеру ниши для испарителя 5, в которую устанавливается данная конструкция.
В секции испарителя 7 перпендикулярно направлению алюминиевых трубок 8 и в одной плоскости с алюминиевыми трубками 8 размещено сетчатое полотно 12, закреплённое на алюминиевых трубках 8 с помощью гибких неразъемных хомутов 13 и огибающее внешние поверхности алюминиевых трубок 8 волнообразно, так что создает равные по размерам изгибы относительно каждой алюминиевой трубки 8 в плоскости алюминиевых трубок 8. Сетчатое полотно 12 изготовлено из перфорированного алюминия, покрытого графеновой пастой в термокамере, что обеспечивает высокую теплопроводность конструкции. Конфигурация материала – наличие сетки и его волнообразное размещение обеспечивают повышение скорости образования кристаллов льда и дальнейшее образование плотных и однородных пластов льда, что ускоряет время фазового перехода хладагента из жидкого агрегатного состояния в твердое.
Устройство хранения и транспортировки товаров с модульным принципом охлаждения, включающее капсулу 1, состоящую из двух боковых модулей 3.1 с хладагентом смонтированных на внутренних боковых стенках транспортировочного контейнера 2, потолочного модуля 3.2 с хладагентом, смонтированного на внутренней верхней стенке транспортировочного контейнера, модуля пола 3.3, смонтированного на внутренней нижней стенке транспортировочного контейнера, двух модулей дверей 3.4, смонтированных на передней части капсулы, выполненных в форме параллелепипеда и скрепленных между собой замковыми соединениями, защищающих содержимое капсулы 1 от внешних механических повреждений, а также упрощающих конструкцию капсулы устройства. Секции испарителя 7, состоящие из алюминиевых трубок 8, по которым течет хладагент, создающий теплообмен, крепятся на алюминиевый лист 11 и монтируются в нишу для испарителя 5. Кроме того, модульное построение капсулы 1 устройства позволяет увеличить времени действия охлаждения капсулы за счет равномерного распределения модулей по всей внутренней поверхности капсулы 1 устройства.
Также выполненные из композита внешние стенки модуля и, расположенный между ними утеплитель 6 позволяют увеличить аккумуляцию тепла во внешних стенках модулей, что также позволяет увеличить время действия охлаждения капсулы. Алюминиевые трубки 8 проходят через отверстия звездообразной формы 10, выполненные в ребрах жесткости 9 с целью увеличения жесткости конструкции секций испарителя 7 и для исключения возникновения гидроудара при ускорении и торможении транспортного средства при его движении. Сетчатое полотно 12 с помощью гибких неразъемных хомутов 13 крепят за алюминиевые трубки 8 так, что сетчатое полотно 12 плотно прилегает к поверхности алюминиевых трубок 8. Причем сетчатое полотно 12 размещают в одной плоскости с алюминиевыми трубками 8, перпендикулярно их направлению, волнообразно, изгибами относительно плоскости, в которой расположены алюминиевые трубки 8. Перед эксплуатацией устройства подключают секцию испарителя 7 к источнику хладагента. Далее хладагент прокачивают по алюминиевым трубкам 8.
Заявленный технический результат – увеличение времени сохранения температуры внутри устройства хранения и транспортировки товаров с модульным принципом охлаждения, достигается за счет того, что устройство хранения и транспортировки товаров с модульным принципом охлаждения содержит сетчатое полотно, уложенное волнообразно (восьмеркой) в секциях испарителя вокруг алюминиевых трубок, которое создает через равные расстоянии равные по размерам изгибы, благодаря чему обеспечивается формирование однородных пластов льда, что ускоряет процесс формирования единого сплошного льда и ускоряет время фазового перехода. Благодаря тому, что сетчатое полотно выполнено из алюминия и покрыто графеновой пастой, достигается высокая теплопроводность, что ускоряет передачу холода с алюминиевых трубок. Образование множества микрокристаллов в ячейках сетки приводит к тому, что лед становится более плотным и однородным.
Для демонстрации достижения технического результата заявленного изобретения провели ряд экспериментов для сравнения времени достижения фазового перехода при использовании прототипа и заявленного устройства.
Пример 1.
Эксперимент проводился при температуре окружающей среды 10°C. Оба устройства подвергались одинаковым холодильным циклам с постоянной скоростью охлаждения. Основное внимание уделялось наблюдению за начальным фазовым переходом из жидкого состояния в твердое в каждом устройстве. Далее проводили замеры времени поддержания установленной температуры (6°C). В результате эксперимента были получены следующие данные (таблица 1).
Таблица 1
Таким образом, в результате эксперимента было установлено, что время, требуемое на достижение фазового перехода у заявленного устройства, по сравнению с прототипом меньше на 14%, а время поддержания температуры увеличилось на 19%.
Пример 2.
Эксперимент проводился при постоянной температуре окружающей среды 15°C. Оба устройства подвергались одинаковым холодильным циклам с постоянной скоростью охлаждения. Основное внимание уделялось наблюдению за начальным фазовым переходом из жидкого состояния в твердое в каждом устройстве. Далее проводили замеры времени поддержания установленной изначально температуры (0°C). В результате эксперимента были получены следующие данные (таблица 2).
Таблица 2
Таким образом, в результате эксперимента было установлено, что время, требуемое на достижение фазового перехода у заявленного устройства, по сравнению с прототипом меньше на 20%, а время поддержания температуры увеличилось на 20%.
Пример 3.
Эксперимент проводился при постоянной температуре окружающей среды 7°C. Оба устройства подвергались одинаковым холодильным циклам с постоянной скоростью охлаждения. Основное внимание уделялось наблюдению за начальным фазовым переходом из жидкого состояния в твердое в каждом устройстве. Далее проводили замеры времени поддержания установленной изначально температуры (0°C). В результате эксперимента были получены следующие данные (таблица 3).
Таблица 3
Таким образом, в результате эксперимента было установлено, что время, требуемое на достижение фазового перехода у заявленного устройства, по сравнению с прототипом меньше на 25%, а время поддержания температуры увеличилось на 13%.
Таким образом, проведённые экспериментальные исследования демонстрируют достижение технического результата: увеличение времени поддержания установленной температуры составляет 13–20% и сокращение времени достижения фазового перехода на 14–25%.
Изобретение относится к области холодильного оборудования, используемого в транспортировке грузов при пониженной температуре автотранспортом, транспортной авиацией и морем. Устройство хранения и транспортировки товаров с модульным принципом охлаждения включает капсулу, повторяющую внутренние размеры транспортировочного контейнера, содержащую боковые модули, потолочный модуль, модуль пола, модули дверей и задний модуль, соединенные между собой замковыми соединениями и выполненные из теплоизоляционного материала. Секции испарителя, размещенные в нишах для испарителя в боковых и потолочных модулях, содержащие трубки для хладагента и ребра жесткости, дополнительно оснащены сетчатым полотном, выполненным из перфорированного алюминия, покрытого графеновой пастой, неразъемно закрепленным на трубках и волнообразно огибающим их внешние поверхности. Полотно создает через равные расстояния равные по размеру изгибы вокруг каждой трубки относительно плоскости, в которой расположены трубки. Техническим результатом является увеличение времени сохранения температуры внутри устройства хранения и транспортировки товаров с модульным принципом охлаждения. 1 з.п. ф-лы, 8 ил., 3 табл.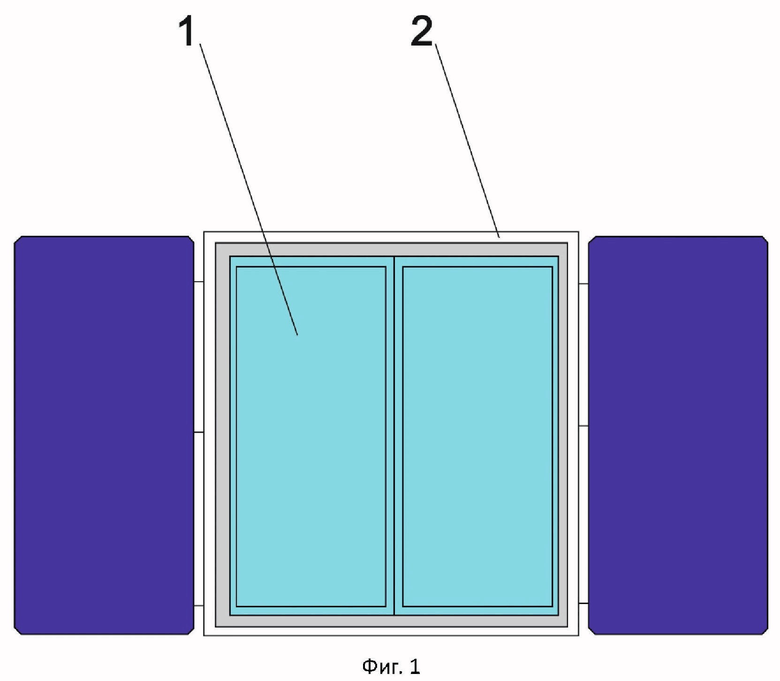
1. Устройство хранения и транспортировки товаров с модульным принципом охлаждения, включающее капсулу, повторяющую внутренние размеры транспортировочного контейнера, содержащую боковые модули, потолочный модуль, модуль пола, модули дверей и задний модуль, соединенные между собой замковыми соединениями и выполненные из теплоизоляционного материала, секции испарителя, размещенные в нишах для испарителя в боковых и потолочных модулях, содержащие трубки для хладагента и ребра жесткости, отличающееся тем, что секции испарителя дополнительно оснащены сетчатым полотном, выполненным из перфорированного алюминия, покрытого графеновой пастой, неразъемно закрепленным на трубках и волнообразно огибающим их внешние поверхности, создающим через равные расстояния равные по размеру изгибы вокруг каждой трубки относительно плоскости, в которой расположены трубки.
2. Устройство по п. 1, отличающееся тем, что сетчатое полотно закреплено на трубках с помощью гибких хомутов с зажимами.
| WO 2024153846 A1, 25.07.2024 | |||
| УСТРОЙСТВО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ТОВАРОВ ПРИ ПОНИЖЕННОЙ ТЕМПЕРАТУРЕ С МОДУЛЬНЫМ ПРИНЦИПОМ ОХЛАЖДЕНИЯ | 2023 |
|
RU2827288C1 |
| ПОСТОЯННЫЙ НЕПРОВОЛОЧНЫЙ РЕЗИСТОР | 0 |
|
SU217506A1 |
| EP 2992280 A1, 09.03.2016 | |||
| CN 114261643 A, 01.04.2022. | |||

