Изобретение относится к области электротехники, а именно к способу герметизации воздушных промежутков в кабельных изделиях с пластмассовой и резиновой изоляцией, эксплуатируемых во взрывоопасных зонах всех классов для ограничения перемещения горючих веществ в виде газа, пара, тумана, пыли, волокон или летучих частиц, а также для увеличения продольной и радиальной герметичности при проникновении воды в кабель.
Из уровня техники известны различные конструкции герметизированных кабелей и способов их изготовления.
Из уровня техники известен способ изготовления силового кабеля по патенту РФ № 2759825 от 14.04.2021 на изобретение «Силовой герметизированный кабель (Варианты)» (МПК H01B13/32). Данный способ включает изготовление кабеля силового на переменное напряжение от 6 до 35 кВ частотой 50 Гц, одножильного (первый вариант) и трехжильного (второй и третий варианты), которые предназначены для передачи и распределения электрической энергии в стационарных электротехнических установках, находящихся во взрывоопасных зонах и предусматривает заполнение межпроволочного пространства герметиком на основе бутилкаучука и полибутена в токопроводящей жиле, выполненной из скрученных медных проволок; использование в конструкциях трехжильных кабелей центрального профильного секционного элемента, предварительно изготовленного из полупроводящего компаунда на полиолефиновой основе, также в конструкциях трехжильных кабелей межфазное свободное пространство, имеющееся между профильным секционным элементом, токопроводящими жилам и следующим слоем в кабеле, герметично заполнено полупроводящим компаундом на полиолефиновой основе, выполненного методом экструзии, а свободное пространство между проволоками экрана, в результате выполнения операции наложения внутренней оболочки с обжатием кабеля, заполнено материалом внутренней оболочки; внутренняя оболочка выполнена методом экструзии. Данный аналог имеет ряд недостатков: во-первых, герметизация многопроволочной токопроводящей жилы выполнена диэлектрическим материалом – герметиком на основе бутилкаучука и полибутена, который может привести к неоднородности электрического поля в кабеле на среднее напряжение. Во-вторых, центральный профильный секционный элемент, предварительно изготовленный из полупроводящего компаунда на полиолефиновой основе, имеет ряд недостатков: технология изготовления центрального профильного секционного элемента достаточно сложная и требует изготовления технологического инструмента под каждый маркоразмер кабеля; у данного центрального элемента недостаточно плотное прилегание к изолированным жилам в силу отсутствия адгезии между центральным элементом и изолированными жилами, поэтому кабель не является достаточно герметичным во взрывоопасных средах и воде. В-третьих, межфазное свободное пространство, имеющееся между профильным секционным элементом, токопроводящими жилами и следующим слоем в кабеле, герметично заполнено методом экструзии полупроводящим компаундом на полиолефиновой основе, или поливинилхлоридным пластикатом пониженной пожарной опасности, или полимерной композицией, не содержащей галогенов, а свободное пространство между проволоками экрана, заполнено материалом внутренней оболочки, выполненной методом экструзии из поливинилхлоридного пластиката пониженной пожарной опасности или из полимерной композиции, не содержащей галогенов. Заполнение, выполненное из полупроводящего компаунда на полиолефиновой основе, или из поливинилхлоридного пластиката пониженной пожарной опасности, или полимерной композиции, не содержащей галогенов, имеет высокую твердость материала и при монтаже кабеля плохо отделяется от элементов кабеля, особенно от экрана, выполненного в виде обмотки из проволок, вызывает повреждение экрана и сложности при разделке кабеля. В-четверых, герметизация брони в кабеле не предусмотрена. Соответственно, отсутствие герметизации брони приведет к пропусканию взрывоопасных газов и кабель не будет соответствовать заявленным требованиям по взрывобезопасности.
Наиболее близким аналогом (прототипом) заявленного изобретения является способ изготовления силового кабеля по патенту РФ № 203498 от 21.12.2020 на полезную модель «Кабель силовой герметизированный на среднее и высокое напряжение» (МПК H01B7/295). Данный способ включает изготовление кабелей силовых с резиновой изоляцией, предназначенных для передачи и распределения электрической энергии в стационарных установках на номинальное переменное напряжение 3,6/6; 6/10 кВ частотой 50 Гц для сетей с заземленной и изолированной нейтралью, кабель содержит три токопроводящие жилы, герметизированные синтетическими нитями, на токопроводящие жилы наложены внутренний электропроводящий экран, резиновая изоляция и наружный электропроводящий экран, герметизирующий слой, медный экран, при этом изолированные и экранированные токопроводящие жилы скручены в сердечник вокруг жгута из невулканизированной резины, а поверх наложен герметизирующий слой по сердечнику, внутренняя и наружная оболочки. Данный аналог имеет ряд недостатков: во-первых, герметизация токопроводящих жил выполнена синтетическими нитями, являющиеся гигроскопичными и горючими материалами, ухудшающими пожаробезопасные свойства кабеля. Данное техническое решение, т.е. применение гигроскопичных заполнителей, запрещено использовать в кабелях, предназначенных для применения во взрывоопасных зонах классов 0 и 1 (статья 19 №123-ФЗ), а также для питания оборудования групп I и II по ГОСТ 31610.0 (ГОСТ IEC 60079-14). Во-вторых, невулканизированная резина, применяемая для жгута, относится к третьему классу опасности из-за пожароопасного свойства — горючести (способности вещества или материала к распространению пламенного горения или тления), следовательно центральный элемент снижает пожаробезопасность кабеля; в-третьих, резина, используемая для жгута является диэлектрическим материалом и в кабелях на среднее или высокое напряжение вызывает неровности электрического поля; в-четвертых, герметизирующий слой поверх экрана по изоляции из лент электропроводящей бумаги или электропроводящей полимерной ленты, нетканого полотна или электропроводящей водоблокирующей ленты изготовлен без герметизации и не обеспечивает герметизацию кабеля из-за газопроницаемости пустот между лентами; в-пятых, отсутствует герметизация воздушных промежутков между проволоками в медном экране; в-шестых, герметизация брони предусмотрена лентой из нетканого полотна, которое является гигроскопичным материалом.
Задача заявленного изобретения заключалась в разработке нового способа изготовления силового кабеля, обеспечивающего улучшенные показатели стойкости кабеля к воздействию внешних факторов, лишенного недостатков прототипа. Технический результат заключается в увеличении продольной герметичности силового кабеля для ограничения перемещения горючих веществ по силовому кабелю, повышение пожаробезопасности во взрывоопасных средах, стойкости к механическому удару и гидростатическому давлению. Данный технический результат достигается за счет всей совокупности существенных признаков.
Сущность изобретения состоит в том, что способ изготовления силового кабеля включает предварительную герметизацию токопроводящей многопроволочной жилы, которую образуют в спиральной конфигурации и контакте друг с другом из по меньшей мере шести металлических проволок, из которых, как минимум одна металлическая проволока с покрытием из полупроводящего герметика на основе примерного связующего, а остальные без покрытия, причем проволоку с покрытием располагают в центре токопроводящей жилы, поверх герметизированной токопроводящей многопроволочной жилы накладывают трехслойную изоляцию, затем формируют сердечник из одной или трёх изолированных токопроводящих жил, затем накладывают обмоткой слой электропроводящих лент или методом экструзии слой из электропроводящей композиции и герметизируют наружные промежутки сердечника. Причем на сердечник из одной или трёх изолированных токопроводящих жил накладывают общий металлический экран поверх внутренней оболочки. Вместе с тем, металлический экран накладывают на каждую жилу индивидуально и формируют сердечник из трёх изолированных токопроводящих жил с индивидуальными металлическими экранами. Кроме того, накладывают индивидуальные экраны в виде обмотки из металлической ленты, либо в виде повива из металлических проволок. А на сердечник из трёх изолированных токопроводящих жил с индивидуальными металлическими экранами накладывают общий металлический экран поверх внутренней оболочки. Также накладывают общий металлический экран в виде обмотки из металлической ленты, либо в виде повива из металлических проволок. А на электропроводящие ленты, индивидуальные и общие экраны накладывают полимерную пленку. Кроме того, герметизируют наружные промежутки сердечника и накладывают внутреннюю оболочку, и/либо разделительный слой, или/либо наружную оболочку. Вместе с тем, при выполнении токопроводящей жилы с несколькими повивами, полупроводящий герметик на основе примерного связующего накладывают поверх каждого внутреннего повива токопроводящей жилы и формируют токопроводящую жилу с верхним повивом проволок без покрытия. Также поверх верхнего повива проволок без покрытия, для герметизации наружных промежутков между проволоками, накладывают методом экструзии под давлением общее покрытие из электропроводящего полимерного материала или электропроводящей резины, изоляцию токопроводящей жилы и электропроводящее покрытие поверх изоляции. Вместе с тем, герметизируют воздушные промежутки над общим экраном и накладывают внутреннюю оболочку, и/либо разделительный слой, или/либо наружную оболочку. Также после разделительного слоя, либо внутренней оболочки накладывают броню и герметизируют её. А наружные промежутки сердечника, электропроводящие ленты, индивидуальные, общие экраны, броню герметизируют с помощью полупроводящего герметика на основе полимерного связующего, либо с помощью не распространяющего горение герметика на основе полимерного связующего, методом пропускания заготовки кабеля через узел герметизации с нагретым герметиком до температуры 160 оС. Кроме того, накладывают броню из стальных оцинкованных лент, либо лент из алюминия или алюминиевого сплава, либо выполненную в виде повива или оплетки из стальных оцинкованных проволок, либо выполненную в виде повива из проволок алюминия или алюминиевого сплава, или гофрированную броню в виде оболочки из стальной нержавеющей ленты, или алюминиевой ленты или трубки. Также накладывают изоляцию из сшитого полиэтилена, либо из этиленпропиленовой резины, либо сшитой безгалогенной композиции, либо компаунда на основе полипропилена. А полимерное покрытие проволоки и внутренних повивов в токопроводящих жилах выполняют из полупроводящего герметика на основе полимерного связующего методом пропускания заготовки кабеля через узел герметизации с нагретым герметиком до температуры 160 оС. Вместе с тем для герметизации внутреннего промежутка между изолированными или экранированными жилами кабеля используют центральный круглый кордель, выполненный из полупроводящей невулканизированной силиконовой резины или не распространяющей горение невулканизированной силиконовой резины, который подают в центр силового кабеля между изолированными жилами или экранированными жилами, при этом изолированные жилы при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными или экранированными жилами. А силовой кабель, содержит сердечник из одной или трёх многопроволочных герметизированных токопроводящих жил, сформированных в спиральной конфигурации и контакте друг с другом из по меньшей мере шести металлических проволок, из которых, как минимум одна металлическая проволока с покрытием из полупроводящего герметика на основе примерного связующего, а остальные без покрытия, причем проволоку с покрытием располагают в центре токопроводящей жилы, поверх герметизированной токопроводящей многопроволочной жилы наложена трехслойная изоляция и обмоткой слой электропроводящих лент или электропроводящей композиции, причем наружные промежутки сердечника заполнены герметичным заполнителем, изготовленный заявленным способом.
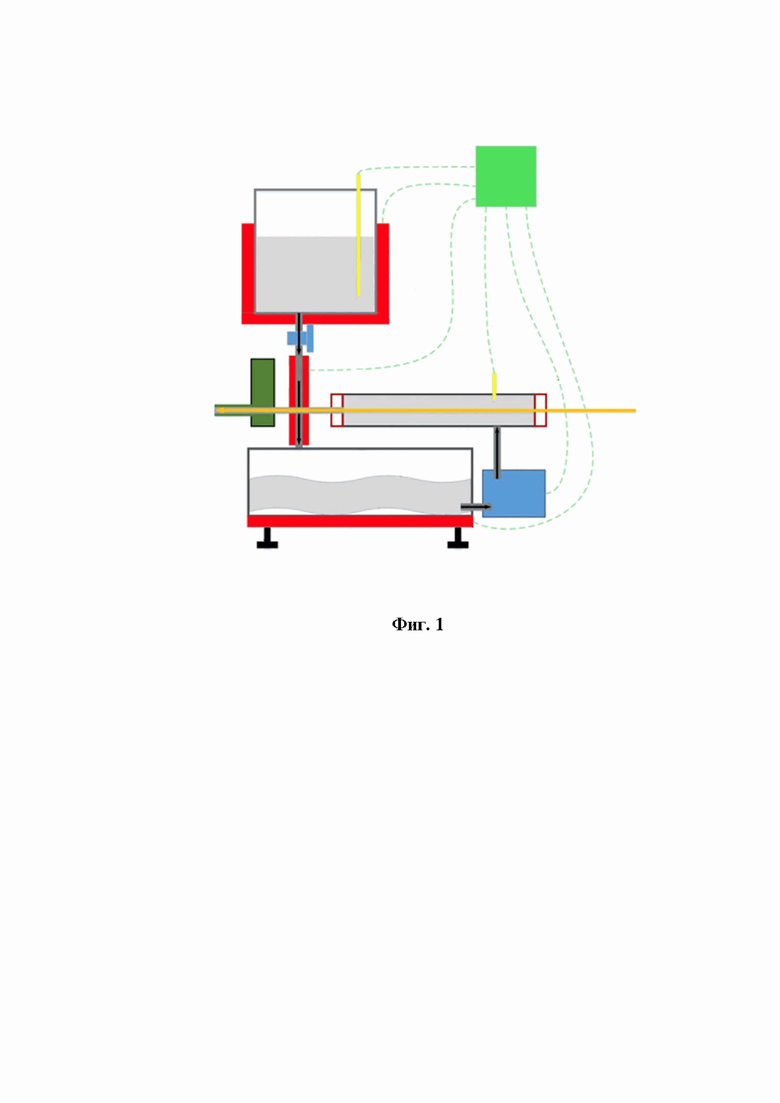
Изобретение поясняется графически, где
на фиг. 1 – схематично показан процесс герметизации металлической проволоки с покрытием, сердечника кабеля, электропроводящих лент и/или индивидуальных и общих экранов, брони методом пропускания заготовки кабеля через узел герметизации с нагретым герметиком до температуры 160 оС.
Способ изготовления силового кабеля включает следующие этапы: герметизация токопроводящей многопроволочной жилы с помощью полупроводящего герметика на основе полимерного связующего; наложение трехслойной изоляции поверх герметизированной токопроводящей жилы, причем изоляция выполнена из сшитого полиэтилена, либо из этиленпропиленовой резины, либо сшитой безгалогенной композиции, либо компаунда на основе полипропилена, а полупроводящие экраны по жиле и поверх изоляции, выполнены из электропроводящих полимерных материалов или электропроводящей резины; формирование сердечника из одной изолированной токопроводящей жилы, либо из трех изолированных токопроводящих жил, в том числе с наложением на них индивидуальных экранов в виде обмотки из металлической ленты, либо в виде повива из металлических проволок, вокруг центрального элемента, выполненного из полупроводящей невулканизированной силиконовой резины или силиконовой резины не распространяющей горение; наложение слоя электропроводящих лент или слоя из электропроводящей композиции под металлическими индивидуальными и/или общими экранами; герметизация электропроводящих лент и индивидуальных экранов; герметизация наружных промежутков сердечника при наложении внутренней или наружной оболочки; в том числе наложение общего экрана в виде обмотки из металлической ленты, либо в виде повива из металлических проволок; герметизация воздушных промежутков электропроводящих лент и общего экрана при наложении наружной оболочки или разделительного слоя; в числе прочего наложение брони; герметизация брони с наложением наружной оболочки. Вначале предварительно формируют токопроводящую жилу в спиральной конфигурации и контакте друг с другом из по меньшей мере шести металлических проволок, из которых, как минимум одна металлическая проволока с покрытием, а остальные без покрытия. Проволока имеет предварительно нанесенное покрытие из полупроводящего герметика на основе примерного связующего методом пропускания проволоки через узел герметизации с нагретым герметиком до температуры 160 оС. Причем проволоку располагают в центре токопроводящей жилы. А при выполнении токопроводящей жилы с несколькими повивами, полупроводящий герметик накладывают поверх каждого внутреннего повива токопроводящей жилы и формируют токопроводящую жилу с верхним повивом проволок без покрытия. Далее поверх верхнего повива проволок без покрытия, для герметизации наружных промежутков между проволоками, накладывают методом экструзии под давлением общее покрытие из электропроводящего полимерного материала или электропроводящей резины и изоляцию токопроводящей жилы толщиной, нормируемой по нормативной документации. Полимерное покрытие проволоки и внутренних повивов в токопроводящих жилах выполняют из полупроводящего герметика на основе примерного связующего, например, марки Абрис СК-Бэ, выпускаемого по ТУ 2513-018-52471462-2012. Изоляция токопроводящей жилы может быть выполнена из сшитого полиэтилена, либо из этиленпропиленовой резины, либо сшитой безгалогенной композиции, либо компаунда на основе полипропилена. При наложении электропроводящего экрана поверх токопроводящей жилы и изоляции, используют предварительный подогрев токопроводящей жилы до температуры плавления материала покрытия примерно от 100 до 160 оС, при котором покрытие проволок расплавляется и заполняет промежутки между отдельными проволоками внутри токопроводящей жилы, обеспечивая ее газо- и паронепроницаемость, и водонепроницаемость. Поверх изоляции методом экструзии также накладывают верхний полупроводящий слой из электропроводящего полимерного материала или электропроводящей резины. Наложение электропроводящего слоя под индивидуальным или общим экраном из электропроводящих лент производят методом обмотки, либо слоя из электропроводящей композиции методом экструзии. Герметизация электропроводящих лент, индивидуальных и общих экранов производится с помощью полупроводящего герметика на основе примерного связующего, например марки Абрис СК-Бэ, либо с помощью не распространяющего горения герметика на основе полимерного связующего, например марки Абрис СК-Бтг, выпускаемого по ТУ 2513-018-52471462-2012, методом пропускания заготовки кабеля через узел герметизации с нагретым герметиком до температуры 160 оС. Поверх герметика, может быть наложена полимерная пленка. Далее для герметизации внутреннего промежутка между изолированными или экранированными жилами кабеля используют центральный круглый кордель, выполненный из полупроводящей невулканизированной силиконовой резины, например марки «Пентасил 16703», выпускаемой по ТУ 2512-261-40245042-20120 или не распространяющей горение невулканизированной силиконовой резины марки «Пентасил 9901», выпускаемой по ТУ 22.19.20-301-40245042-2017, который подают в центр силового кабеля между изолированными жилами или экранированными жилами, при этом изолированные или экранированные жилы при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными жилами, обеспечивая хорошую адгезию и герметичность центрального элемента. Герметизация брони из стальных оцинкованных лент, либо лент из алюминия или алюминиевого сплава, либо выполненную в виде повива или оплетки из стальных оцинкованных проволок, либо выполненную в виде повива из проволок алюминия или алюминиевого сплава, или гофрированной брони в виде оболочки из стальной нержавеющей ленты, или алюминиевой ленты или трубки производится не распространяющим горение герметиком на основе полимерного связующего, например марки Абрис СК-Бтг, перед наложением наружной оболочки методом пропускания заготовки через узел с нагретым герметиком. Герметик на основе полимерного связующего подают в узел герметизации и заполняют воздушные промежутки в силовом кабеле, при этом в выходном калибре формируют круглую форму кабеля. Герметик на основе полимерного связующего после остывания хорошо отделяется от элементов кабеля, при этом имеется хорошая адгезия к ним. Экраны в виде лент изготавливают на обмоточных, в виде проволок на крутильных машинах. Броню из металлических лент наносят на обмоточных машинах, из металлических проволок, выполненных в виде повива на крутильных машинах, а в виде оплетки на оплеточных машинах. Гофрированную броню в виде оболочки изготавливают на специальном оборудовании из стальной или алюминиевой ленты, которую формируют из нержавеющей или алюминиевой ленты в сварную оболочку и затем производят кольцеобразный или спиралевидный гофр. Гофрированная броня в виде оболочки из алюминия может быть изготовлена методом прессования и последующего гофрирования. Затем броню герметизируют и накладывают наружную оболочку. Наружную оболочку из полимерных материалов накладывают на экструзионной линии. Все вышеназванные материалы, применяемые для токоведущих жил, изоляции, полупроводящих экранов, металлических экранов, электропроводящих и полимерных лент, брони, внутренней и наружной оболочки соответствуют технической документации на них и выпускаются промышленно.
Полупроводящий герметик и герметик, не распространяющий горение на основе полимерного связующего, применение в качестве центрального элемента полупроводящей невулканизированной силиконовой резины обеспечивают полную герметичность силового кабеля в воде и во взрывоопасных средах, а также позволяют эксплуатировать кабель в условиях повышенной влажности при температурах от -70℃ до +90 ℃. Применение данного способа уменьшает наружные размеры и вес силового кабеля за счет высокой эластичности и низкой плотности материала, по сравнению с прототипами. Герметизация герметиком на основе полимерного связующего металлических элементов в электрическом кабеле обеспечивает хорошую адгезию к ним и замедляет процесс коррозии металлов в агрессивных средах, а использование полупроводящего герметика в том числе выравнивает электрическое поле кабеля. Изобретение может быть применено при производстве кабелей силовых, контрольных, управления, монтажных, инструментальных и других, имеющих пластмассовую или резиновую изоляцию. Техническая новизна заключается в применении полупроводящего герметика при герметизации токопроводящей жилы или экранов, центрального элемента из полупроводящей невулканизированной силиконовой резины, а также применение герметика, не распространяющего горения, которое повышает пожаробезопасность силового кабеля и позволяет применять его в кабелях, не распространяющих горение по категории «А» ГОСТ 31565-2012. Другим важным свойством герметика на основе полимерного связующего является его совместимость с полимерными материалами изоляции и наружной оболочки, а также с различными марками кабельных резин и полупроводящих материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| СИЛОВОЙ ГЕРМЕТИЗИРОВАННЫЙ КАБЕЛЬ (ВАРИАНТЫ) | 2021 |
|
RU2759825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| Герметичная токопроводящая жила и способ её изготовления | 2022 |
|
RU2785328C1 |
| ЭЛЕКТРИЧЕСКИЙ МНОГОЖИЛЬНЫЙ КАБЕЛЬ | 2016 |
|
RU2642419C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| ГЕРМЕТИЗИРОВАННЫЕ ПАРА И ТРОЙКА, И КАБЕЛИ МОНТАЖНЫЕ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЕ, ДЛЯ НИЗКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ С СЕРДЕЧНИКОМ ИЗ ГЕРМЕТИЗИРОВАННЫХ ПАР ИЛИ ТРОЕК (ВАРИАНТЫ) | 2022 |
|
RU2787357C1 |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ОГНЕСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕ РАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2542350C1 |
Изобретение относится к области электротехники, а именно к способу герметизации воздушных промежутков в кабельных изделиях с пластмассовой и резиновой изоляцией, эксплуатируемых во взрывоопасных зонах. Способ изготовления силового кабеля включает предварительную герметизацию токопроводящей многопроволочной жилы. Проволоку с покрытием располагают в центре токопроводящей жилы, поверх герметизированной токопроводящей многопроволочной жилы накладывают трехслойную изоляцию. Накладывают обмоткой слой электропроводящих лент или методом экструзии слой из электропроводящей композиции и герметизируют наружные промежутки сердечника. Для герметизации внутреннего промежутка между изолированными жилами кабеля используют центральный круглый кордель, выполненный из полупроводящей невулканизированной силиконовой резины или не распространяющей горение невулканизированной силиконовой резины. При этом изолированные жилы при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными жилами. Изобретение позволяет увеличить продольную герметичность силового кабеля для ограничения перемещения горючих веществ по силовому кабелю. 2 н. и 15 з.п. ф-лы, 1 ил.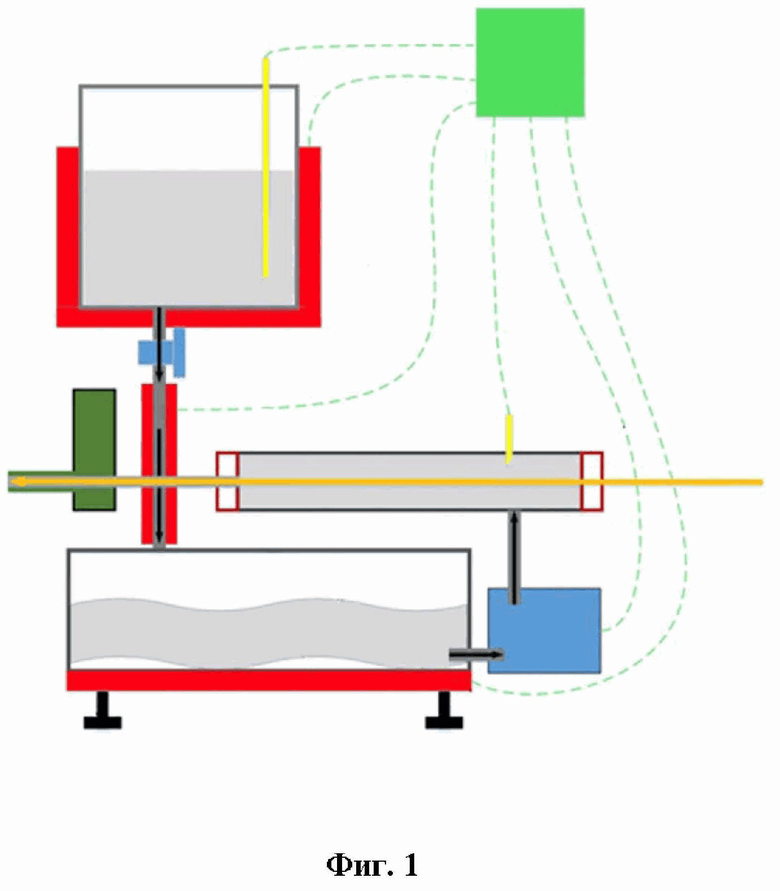
1. Способ изготовления силового кабеля, включающий предварительную герметизацию токопроводящей многопроволочной жилы, которую образуют в спиральной конфигурации и контакте друг с другом из по меньшей мере шести металлических проволок, из которых как минимум одна металлическая проволока с покрытием из полупроводящего герметика на основе полимерного связующего, а остальные без покрытия, причем проволоку с покрытием располагают в центре токопроводящей жилы, поверх герметизированной токопроводящей многопроволочной жилы накладывают трехслойную изоляцию, затем формируют сердечник из одной или трёх изолированных токопроводящих жил, затем накладывают обмоткой слой электропроводящих лент или методом экструзии слой из электропроводящей композиции и герметизируют наружные промежутки сердечника, для герметизации внутреннего промежутка между изолированными жилами кабеля используют центральный круглый кордель, выполненный из полупроводящей невулканизированной силиконовой резины или не распространяющей горение невулканизированной силиконовой резины, который подают в центр силового кабеля между изолированными жилами, при этом изолированные жилы при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными жилами.
2. Способ по п. 1, отличающийся тем, что на сердечник из одной или трёх изолированных токопроводящих жил накладывают общий металлический экран поверх внутренней оболочки.
3. Способ по п. 1, отличающийся тем, что металлический экран накладывают на каждую жилу индивидуально и формируют сердечник из трёх изолированных токопроводящих жил с индивидуальными металлическими экранами.
4. Способ по п. 3, отличающийся тем, что накладывают индивидуальные экраны в виде обмотки из металлической ленты либо в виде повива из металлических проволок.
5. Способ по п. 3 или 4, отличающийся тем, что на сердечник из трёх изолированных токопроводящих жил с индивидуальными металлическими экранами накладывают общий металлический экран поверх внутренней оболочки.
6. Способ по п. 2 или 5, отличающийся тем, что накладывают общий металлический экран в виде обмотки из металлической ленты либо в виде повива из металлических проволок.
7. Способ по п. 2, или 3, или 4, отличающийся тем, что на электропроводящие ленты, индивидуальные и общие экраны накладывают полимерную пленку.
8. Способ по п. 1, отличающийся тем, что герметизируют наружные промежутки сердечника и накладывают внутреннюю оболочку, и/либо разделительный слой, или/либо наружную оболочку.
9. Способ по п. 1, отличающийся тем, что при выполнении токопроводящей жилы с несколькими повивами полупроводящий герметик на основе полимерного связующего накладывают поверх каждого внутреннего повива токопроводящей жилы и формируют токопроводящую жилу с верхним повивом проволок без покрытия.
10. Способ по п. 1 или 9, отличающийся тем, что поверх верхнего повива проволок без покрытия для герметизации наружных промежутков между проволоками накладывают методом экструзии под давлением общее покрытие из электропроводящего полимерного материала или электропроводящей резины, изоляцию токопроводящей жилы и электропроводящее покрытие поверх изоляции.
11. Способ по п. 1, отличающийся тем, что герметизируют воздушные промежутки над общим экраном и накладывают внутреннюю оболочку, и/либо разделительный слой, или/либо наружную оболочку.
12. Способ по п. 1, отличающийся тем, что после разделительного слоя, либо внутренней оболочки накладывают броню и герметизируют её.
13. Способ по п. 1, или 2, или 3, или 4, или 12, отличающийся тем, что наружные промежутки сердечника, электропроводящие ленты, индивидуальные, общие экраны, броню герметизируют с помощью полупроводящего герметика на основе полимерного связующего либо с помощью не распространяющего горение герметика на основе полимерного связующего методом пропускания заготовки кабеля через узел герметизации с нагретым герметиком до температуры 160 °С.
14. Способ по п. 12, отличающийся тем, что накладывают броню из стальных оцинкованных лент, либо лент из алюминия или алюминиевого сплава, либо выполненную в виде повива или оплетки из стальных оцинкованных проволок, либо выполненную в виде повива из проволок алюминия или алюминиевого сплава, или гофрированную броню в виде оболочки из стальной нержавеющей ленты или алюминиевой ленты или трубки.
15. Способ по п. 1, отличающийся тем, что накладывают изоляцию из сшитого полиэтилена, либо из этиленпропиленовой резины, либо сшитой безгалогенной композиции, либо компаунда на основе полипропилена.
16. Способ по п. 1 или 9, отличающийся тем, что полимерное покрытие проволоки и внутренних повивов в токопроводящих жилах выполняют из полупроводящего герметика на основе полимерного связующего методом пропускания заготовки кабеля через узел герметизации с нагретым герметиком до температуры 160 °С.
17. Силовой кабель, содержащий сердечник из одной или трёх многопроволочных герметизированных токопроводящих жил, сформированных в спиральной конфигурации и контакте друг с другом из по меньшей мере шести металлических проволок, из которых как минимум одна металлическая проволока с покрытием из полупроводящего герметика на основе полимерного связующего, а остальные без покрытия, причем проволоку с покрытием располагают в центре токопроводящей жилы, поверх герметизированной токопроводящей многопроволочной жилы наложена трехслойная изоляция и обмоткой слой электропроводящих лент или электропроводящей композиции, причем наружные промежутки сердечника заполнены герметичным заполнителем, а для герметизации внутреннего промежутка между изолированными жилами кабеля используют центральный круглый кордель, изготовленный способом по любому из пп. 1-16.
| СПОСОБ ПОЛИРОВАНИЯ МОНОКРИСТАЛЛОВ | 0 |
|
SU203498A1 |
| Герметичная токопроводящая жила и способ её изготовления | 2022 |
|
RU2785328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ ИЗОЛИРОВАННОЙ ЖИЛЫ | 1989 |
|
RU2016426C1 |
| Геликоптерный винт | 1921 |
|
SU1187A1 |
| СИЛОВОЙ ГЕРМЕТИЗИРОВАННЫЙ КАБЕЛЬ (ВАРИАНТЫ) | 2021 |
|
RU2759825C1 |
| US 2021233686 A1, 29.07.2021 | |||
| US 11170913 B2, 09.11.2021. | |||

