Область техники
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении композиционных шлифовальных кругов для торцевого шлифования рельсов железнодорожного пути.
Уровень техники
Известен композиционный шлифовальный круг для торцевого шлифования (патент RU 2347670 B24D 7/10, 27.02.2009), который имеет чашечную форму и рабочую поверхность, образованную чередующимися выступами и впадинами. Недостатком данного круга является то, что он не обеспечивает высокой его стойкости при шлифовании и даже может привести к разрушению при больших нагрузках, например, в процессе шлифования рельсов. Так же образованные впадины уменьшают количество режущих зерен на рабочей поверхности круга. Если учитывать, что каждое абразивное зерно выполняет определенную работу резания, т.е. снимает заданный объем металла, то производительность круга будет невысокой при его быстром износе.
Известен композиционный шлифовальный круг для торцевого шлифования (патент RU 2697542, B24D 7/00 (2006.01), B24D 7/18 (2006.01), 19.02.2019), который наиболее близок по технической сущности и достигаемому эффекту, выполненный в виде тела с рабочей абразивной поверхностью, ограниченной внутренней и внешней окружностями и образованной чередующимися режущими элементами двух типов с одинаковой твердостью и зернистостью абразива, причем первый тип режущих элементов представляет собой основу, выполненную из абразивных зерен на керамической связке, а второй тип - из абразивных зерен на бакелитовой связке, при этом указанные элементы выполнены в виде сегментов, равномерно чередующихся по всей плоскости одной из торцевых поверхностей круга, а боковые поверхности каждого из сегментов выполнены по спирали, простирающейся от внутренней до внешней окружности тела круга.
Недостатком данного изобретения является его быстрый (ускоренный) износ по причине неравномерности износа его составляющих частей на бакелитовой и керамической связках, в результате чего в процессе работы будет происходить удары в местах соединения элементов из-за образующегося перепада по высоте.
Раскрытие сущности полезной модели
Задачей настоящего изобретения является повышение стойкости абразивного круга и снижение его расхода при сохранении параметров съема материала при обработке изделий (рельсов).
Техническим результатом изобретения является повышение стойкости (ресурса) абразивного круга.
Для достижения технического результата - подаваемое изобретение - абразивный круг с торцевой рабочей поверхностью, содержит режущие элементы двух типов (на бакелитовой и керамической связке) одинаковой твердости и зернистости абразива, выполненные в виде сегментов, равномерно чередующихся по всей плоскости одной из торцевых поверхностей круга, причем для устранения неравномерности износа двух типов сегментов верхняя часть сегмента на бакелитовой связке должна перекрывать часть нижнего предыдущего сегмента на бакелитовой связке при вращении круга.
Площадь сегментов на керамической связке составляет 60-80%, а площадь сегментов на бакелитовой связке 20-40%.
Глубина сегментов на керамической связке составляет 2/3 толщины круга.
Ширина каждого сегмента на бакелитовой связке, образованной из двух спиралей на торцевой поверхности круга, от его внутренней до внешней окружности, меняется с большего значения у основания круга, до минимального значения у внешней окружности тела круга, при этом форма и ширина всех сегментов между собой одинакова.
Образующие сегментов выполненных на керамической связке имеют форму логарифмической спирали описываемую формулой  . Где R - радиус круга, ϕ - угловая координата.
. Где R - радиус круга, ϕ - угловая координата.
Описание чертежей
Изобретение иллюстрируется чертежами, где:
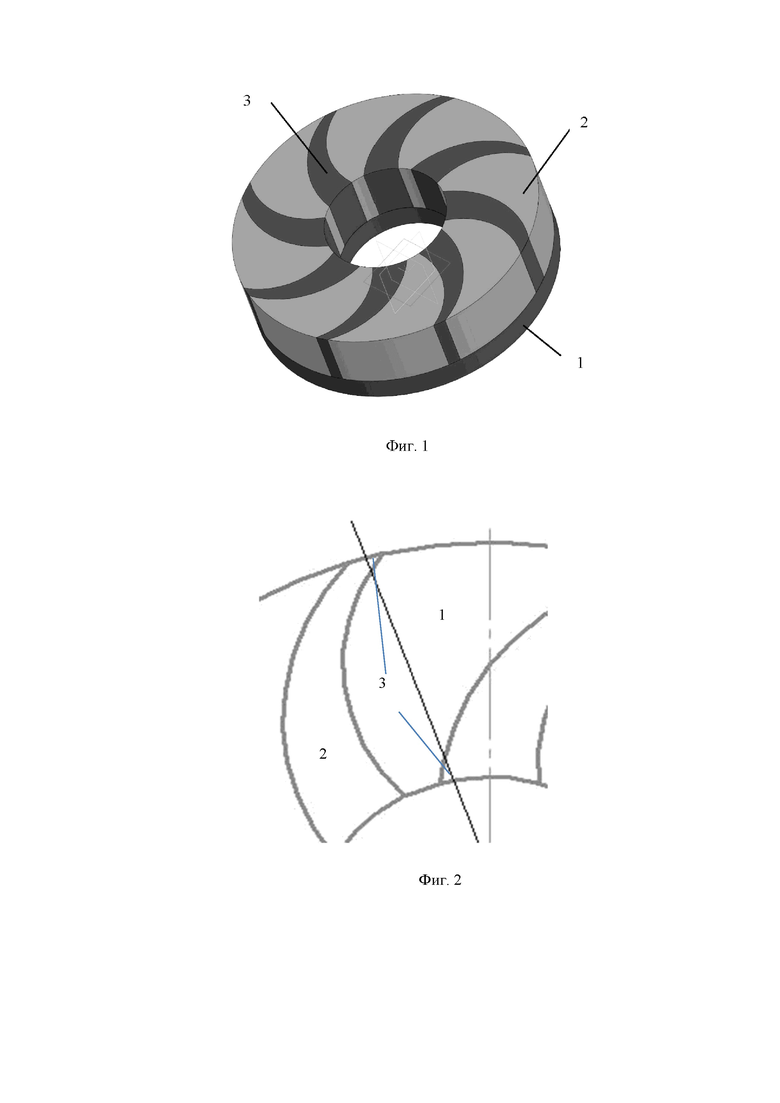
- на фиг. 1 изображен цилиндрический шлифовальный круг, тип 1 по ГОСТ Р 52781-2007, общий вид. Где:
1 - корпус шлифовального круга;
2 - сегмент шлифовального круга выполненный на керамической связке;
3 - сегмент шлифовального круга выполненный на бакелитовой связке.
На фиг. 2 - изображено перекрытие соседних элементов на бакелитовой связке относительно линии контакта круга с обрабатываемой поверхностью (рельса). Где:
1 - сегмент шлифовального круга выполненный на керамической связке;
2 - сегмент шлифовального круга выполненный на бакелитовой связке;
3 - части соседних сегментов на бакелитовой связке перекрывающие друг друга относительно линии контакта круга с обрабатываемой поверхностью (рельса).
Изобретение представляет собой цилиндрический шлифовальный круг 1 (фиг. 1), выполненный в виде тела с рабочей абразивной поверхностью, ограниченной внутренней (посадочное отверстие) и внешней окружностями.
Поверхность тела круга образована чередующимися режущими элементами (сегментами) двух типов, которые на боковой поверхности круга выполнены в форме прямоугольников. При этом основания этих элементов, как это видно из фиг. 2, ограничены с одной стороны торцевой поверхностью круга, а с другой - сплошной линией, которая показывает толщину, на которую заделаны режущие элементы на керамической связке. Это толщина составляет предпочтительно 2/3 толщины круга.
Элементы первого типа 2, площадь которых составляет 60-80% от всей площади шлифовального круга, выполнены из абразивных зерен на керамической связке, а элементы второго типа 3, площадь которых составляет 20-40% от всей площади шлифовального круга - из абразивных зерен на бакелитовой связке.
Как видно из фиг. 1, указанные элементы 2, 3 выполнены в виде сегментов, равномерно чередующихся по всей плоскости одной из торцевых поверхностей круга. Боковые поверхности каждого из сегментов выполнены в виде логарифмической спирали, простирающейся от внутренней до внешней окружности тела круга. При этом под боковыми поверхностями понимается вертикальные плоскости, образованные в местах соприкосновения друг с другом чередующихся сегментов, т.е. у каждого сегмента две боковые вертикальные поверхности.
Под сегментом в данной заявке понимается часть торцевой поверхности круга, ограниченная частью внутренней и внешней окружностей тела круга, а также двумя боковыми поверхностями каждого из режущих элементов 2, 3.
Сущность изобретения заключается в следующем. Сначала до формования тела круга изготавливаются сегменты на керамической связке по технологии изготовления абразивных элементов на керамическом связующем. Затем корпус шлифовального круга 1 (фиг. 1, 2) штампуется и спекается по технологии изготовления кругов на бакелитовой связке при этом в бакелитовой шихте расставляются заранее изготовленные сегменты 2 на керамической связке поочередно в соответствии с фиг. 1. Сегменты 2 в осевом направлении (на боковой поверхности) имеют форму прямоугольников. При этом корпус шлифовального круга и сегменты на бакелитовой связке представляют собой единый монолитный элемент.
Данное решение обосновывается тем, что бакелитовая часть круга имеет более высокие прочностные характеристики, чем керамическая, поэтому предпочтительней чтобы основа корпуса круга была выполнена на бакелитовой связке. Такая конструкция позволит повысить прочность круга, и соответственно увеличить его стойкость.
При этом ширина каждого из сегментов на керамической связке 2, больше, чем ширина сегментов 3 на бакелитовой связке у внешней окружности тела круга и меньше у основания круга.
Данное решение направлено на достижение равномерности и снижения температурной нагрузки при шлифовании путем нивелирования воздействия разных по характеристикам элементов круга, что позволит снизить радиальный и осевой износ круга. Т.е. в месте наименьшей окружной скорости круга ближе к внутренней образующей ширина элементов первого типа выполняется меньше чем ширина элементов второго типа, а ближе к наружной части круга наоборот ширина элементов первого типа больше чем ширина элементов второго типа.
После этого, композиционный шлифовальный круг спекают по технологии производства абразивных кругов на бакелитовой связке. В итоге получается композиционный абразивный круг с чередующимися режущими элементами 2 и 3 одинаковой твердостью и зернистостью, но с разными связками.
Для частей абразивного инструмента на бакелитовой связке, (структура абразивного изделия двухсоставная, поры отсутствуют) применяют, например:
- электрокорунд нормальный: марки - 16А, 15А, 14А, 13А, 12А, (микротвердость 20-22 ГПа, механическая прочность 80%, абразивная способность 82%, прочность единичного зерна - 20 Н);
- электрокорунд циркониевый 38 А (микротвердость 28-32 ГПа, механическая прочность 86%, абразивная способность 105%, прочность единичного зерна - 27 Н).
Для частей абразивного инструмента на керамической связке, (структура абразивного изделия трехсоставная, при этом средние размеры пор в структуре абразивного изделия 150-300 мкм - 25-30% в объеме) применяют, например:
- легированный электрокорунд хромистый, легированный хромом - марки 34А, 33А, 32А (микротвердость 30-32 ГПа, механическая прочность 90%, абразивная способность 162%, прочность единичного зерна - 30 Н);
- или кубический нитрид бора (микротвердость 33-36 ГПа, механическая прочность 95%, абразивная способность 189%, прочность единичного зерна - 35 Н).
Для применения кругов при шлифовании рельсов, они могут быть изготовлены из зерна изометрической формы Кф-(1,15- 1,46) зернистостью от 16 до 80.
Например, для обработки железнодорожных рельсов следует применять абразивный материал на бакелитовой связке зернистостью F16-F40, а на керамической F16-F36, согласно ГОСТ Р 52381-2005, а зерновой состав - согласно ГОСТ Р 52381 - 2005.
Композиционный шлифовальный круг на операции торцевого шлифования работает следующим образом.
Сегменты 2 на керамической связке шлифовального круга 1 в процессе обработки обладают высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняют профиль круга, имеют высокую удерживающую способность против вырывания зерен. Сегменты 3 на бакелитовой связке, шлифовального круга 1 обеспечивают безприжоговое шлифование, образуют более низкую температурную напряженность шлифования.
Надежное сцепление режущих элементов 2 и 3 обеспечивает применение технологии горячего прессования бакелитовой части круга с впрессованными заранее сегментами 2 на керамической связке. Боковые границы режущих сегментов 2 и 3, образованные по спирали по всей плоскости торца круга, позволяют без ударов внедряться абразивным зернам в обрабатываемый металл. Создаваемое перекрытие верхней части сегмента на бакелитовой связке части нижнего предыдущего сегмента на бакелитовой связке при вращении круга позволяет достичь равномерного износа тела круга, выполненного из отличающихся по свойствам материалов и обеспечить безударное шлифование с отсутствием вибраций при работе. Снижение температуры шлифования по всей поверхности круга обеспеченное геометрическими размерами сегментов и их чередованием позволяет снизить износ абразивного материала и увеличить стойкость круга.
Проведенные эксплуатационные испытания данного шлифовального круга с заявленными конструктивными особенностями показали высокие характеристики как самого круга, так и результаты обработки металлических изделий, по сравнению с предшествующими аналогами.
Ниже приведена таблица - 1, сравнения результатов испытаний кругов аналога и заявленного решения, составленная по результатам испытаний:
Таблица 1
RU 2697542
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиционный шлифовальный круг для торцевого шлифования | 2019 |
|
RU2697542C1 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2358855C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2366564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| ШЛИФОВАЛЬНО-АБРАЗИВНОЕ УСТРОЙСТВО | 2014 |
|
RU2572912C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2357851C1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2011 |
|
RU2468908C2 |
| АБРАЗИВНЫЙ КРУГ | 2007 |
|
RU2355557C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении композиционных шлифовальных кругов для торцевого шлифования рельсов железнодорожного пути. Композиционный шлифовальный круг выполнен в виде тела с рабочей абразивной поверхностью, ограниченной внутренней и внешней окружностями шлифовального круга и образованной равномерно расположенными чередующимися режущими элементами в виде сегментов на бакелитовой и керамической связках с одинаковой твердостью и зернистостью абразива. Режущие элементы расположены из условия, что относительно радиальной линии шлифовального круга часть сегмента на бакелитовой связке, расположенная на рабочей абразивной поверхности у внешней окружности тела шлифовального круга, перекрывает часть предыдущего сегмента на бакелитовой связке, расположенную на рабочей абразивной поверхности у внутренней окружности тела шлифовального круга. Повышается стойкость шлифовального круга. 3 з.п. ф-лы, 1 табл., 2 ил.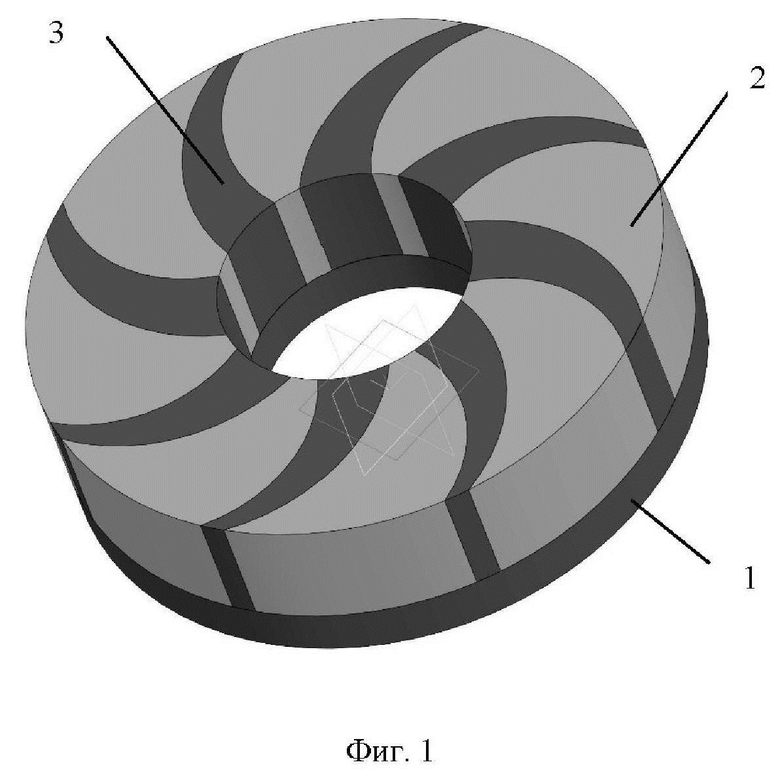
1. Композиционный шлифовальный круг для торцевого шлифования, выполненный в виде тела с рабочей абразивной поверхностью, ограниченной внутренней и внешней окружностями шлифовального круга и образованной равномерно расположенными чередующимися режущими элементами, выполненными в виде сегментов на бакелитовой и керамической связках с одинаковой твердостью и зернистостью абразива, отличающийся тем, что режущие элементы расположены из условия, что относительно радиальной линии шлифовального круга часть сегмента на бакелитовой связке, расположенная на рабочей абразивной поверхности у внешней окружности тела шлифовального круга, перекрывает часть предыдущего сегмента на бакелитовой связке, расположенную на рабочей абразивной поверхности у внутренней окружности тела шлифовального круга.
2. Круг по п. 1, отличающийся тем, что боковые поверхности каждого из сегментов выполнены в виде логарифмической спирали, простирающейся от внутренней до внешней окружности тела шлифовального круга.
3. Круг по п. 1, отличающийся тем, что ширина каждого из сегментов на керамической связке больше, чем ширина сегментов на бакелитовой связке у внешней окружности тела шлифовального круга, и меньше ширины у внутренней окружности тела шлифовального круга.
4. Круг по п. 1, отличающийся тем, что глубина сегментов на керамической связке составляет 2/3 толщины шлифовального круга.
| Композиционный шлифовальный круг для торцевого шлифования | 2019 |
|
RU2697542C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ТОРЦОВОГО ШЛИФОВАНИЯ | 2008 |
|
RU2372182C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| СПОСОБ ФОРМОВАНИЯ МАССЫ АКТИВАТОРА АНОДНЫХ ЗАЗЕМЛИТЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2516731C2 |

