Изобретение относится к машиностроению, а именно к абразивным инструментам, предназначенным для шлифования металлов и сплавов.
Известен шлифовальный круг типа чашка коническая, выполненный в виде корпуса с рабочей абразивной поверхностью, ограниченной внутренней и внешней окружностями и образованной чередующимися выступами и впадинами (см. а.с. СССР 1593936, В24D 7/00, 1982). К причинам, препятствующим достижению указанного ниже технического результата при использовании данного круга, относится негативное влияние прерывистости рабочей поверхности круга на проникновение СОЖ в зону шлифования и эффективность ее смазочного действия, разбрызгивание СОЖ. Перечисленные недостатки не позволяют достичь в ряде случаев требуемой стойкости шлифовального круга, что отрицательно сказывается на качестве шлифованных поверхностей.
Наиболее близким шлифовальным кругом того же назначения к заявляемому изобретению по совокупности признаков является композиционный шлифовальный круг чашечного или тарельчатого типов для торцового шлифования, рабочая поверхность которого образована чередующимися выступами и впадинами, заполненными в процессе производства твердым смазочным материалом (см. патент RU №2163535, МКП 7 В24D 7/10, 1998), принятый за прототип. К причинам, препятствующим достижению указанного ниже технического результата при использовании известного композиционного шлифовального круга, принятого за прототип, относится неравномерность контакта твердой смазки и абразивных зерен с обрабатываемой поверхностью заготовки.
Перечисленные недостатки не позволяют в ряде случаев достичь требуемой стойкости композиционного круга и качества шлифованной поверхности деталей.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время стоимости шлифовальных кругов сделало особенно актуальной проблему повышения их стойкости и качества шлифованных поверхностей деталей. Одним из путей повышения стойкости КШК чашечного или тарельчатого типов и качества обработанных поверхностей деталей при плоском торцовом шлифовании является обеспечение постоянства отношения длин нережущей и режущей частей рабочей поверхности круга в различных окружных сечениях его рабочей поверхности, что может быть обеспечено за счет совершенствования конструкции КШК.
Технический результат - повышение стойкости композиционных кругов и качества шлифованных поверхностей деталей.
Указанный технический результат достигается тем, что в композиционном шлифовальном круге чашечного типа, рабочая поверхность которого образована чередующимися режущими выступами и впадинами, выполненными в виде радиальных прорезей длиной F, имеющих в осевом направлении и сечении, перпендикулярном оси вращения круга, форму равнобокой трапеции, большее основание которой расположено, соответственно, со стороны рабочего торца круга и со стороны его посадочной поверхности, заполненных твердым смазочным материалом, особенность заключается в том, что на наружных боковых поверхностях режущих выступов выполнены впадины в виде радиальных пазов длиной F, при этом в осевом направлении и в сечении, перпендикулярном оси вращения круга, пазы выполнены в виде равнобокой трапеции, большее основание которой расположено, соответственно, со стороны рабочего торца круга и со стороны его наружной цилиндрической поверхности, глубина пазов hn равна 0,5 W, а ширина большего основания паза hmax составляет 50% от размера Lmin меньшего основания радиальной прорези, заполненной ТСМ.
Наличие дополнительных радиальных пазов позволяет значительно снизить теплонапряженность процесса шлифования за счет обеспечения более равномерного контакта режущих выступов круга с обрабатываемой поверхностью заготовки, следовательно, уменьшить интенсивность износа абразивных зерен, повысить стойкость круга и качество шлифованных поверхностей деталей. Исполнение радиальных пазов в сечении, перпендикулярном оси вращения круга, в форме равнобокой трапеции, меньшее основание которой расположено со стороны посадочной поверхности круга, уменьшает градиент изменения отношения длин нережущей части и режущего выступа в радиальном направлении на рабочем торце круга. Исполнение радиальных пазов в осевом сечении в форме равнобокой трапеции, большее основание которой расположено со стороны рабочего торца круга, повышает технологичность конструкции круга в процессе его изготовления.
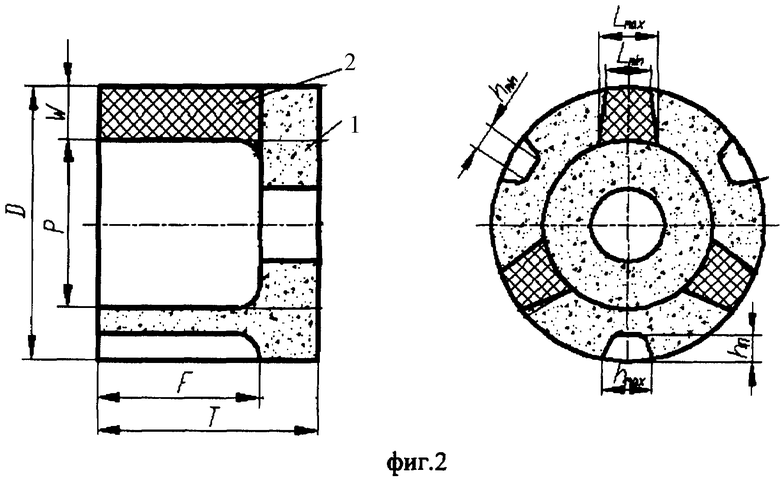
На чертежах представлено: на фиг.1 изображен чашечный конический шлифовальный круг типа 11; на фиг.2 - чашечный цилиндрический шлифовальный круг типа 6. Заявляемое изобретение состоит из прерывистого шлифовального круга 1, на цилиндрической поверхности режущих выступов которого выполнены в осевом направлении пазы, глубина которых hn равна 0,5 W, а ширина большего основания паза hmax составляет 50% от размера Lmin меньшего основания радиальной прорези, заполненной ТСМ, и твердого смазочного материала 2 (фиг.1). Технология изготовления заявляемого шлифовального круга включает изготовление прерывистого шлифовального круга 1, например, методом прессования, и последующее заполнение его радиальных прорезей твердым смазочным материалом 2.
Шлифовальный круг работает следующим образом. При диспергировании материала обрабатываемой заготовки режущими зернами и его пластическом деформировании давящими зернами в зоне контакта происходит интенсивное тепловыделение, под воздействием которого часть смазки, находящейся в промежутке между режущими выступами на уровне торцовой поверхности круга, переходит из твердого агрегатного состояния в жидкое и наносится при вращении круга тонким слоем на обрабатываемую поверхность заготовки, а также на режущие выступы шлифовального круга. В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки. За счет уменьшения градиента изменения отношения длин нережущей части и режущего выступа в радиальном направлении на рабочем торце предлагаемого шлифовального круга уменьшается теплонапряженность процесса шлифования и интенсивность износа шлифовального круга, повышается его стойкость и качество шлифованных поверхностей деталей по сравнению со шлифованием кругом, выбранным в качестве прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиционный шлифовальный круг для торцевого шлифования | 2019 |
|
RU2697542C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2193962C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ТОРЦОВОГО ШЛИФОВАНИЯ | 2008 |
|
RU2347670C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147268C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2006 |
|
RU2332297C1 |
| СПОСОБ ЗАПОЛНЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ КОМПОЗИЦИОННОГО ШЛИФОВАЛЬНОГО КРУГА ТВЕРДЫМ СМАЗОЧНЫМ МАТЕРИАЛОМ | 2011 |
|
RU2467861C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
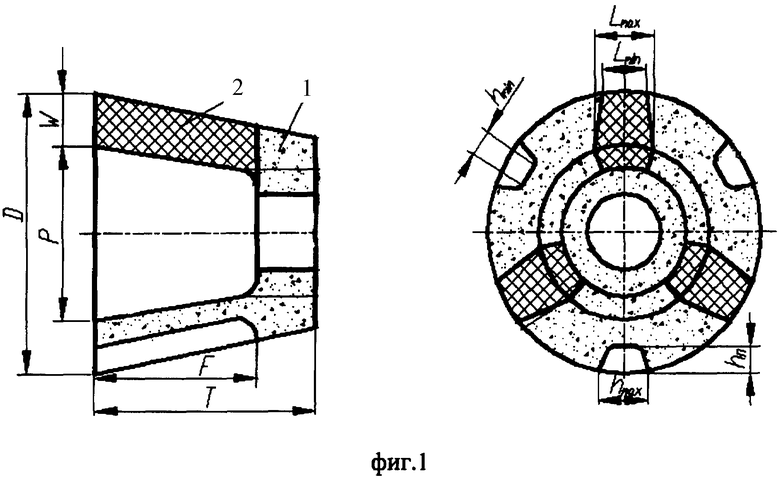
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении композиционных шлифовальных кругов для торцового шлифования деталей из металлов и сплавов. Рабочая поверхность круга образована чередующимися режущими выступами и впадинами, выполненными в виде радиальных прорезей длиной F. Впадины имеют в осевом направлении и в сечении, перпендикулярном оси вращения круга, форму равнобокой трапеции, большее основание которой расположено, соответственно, со стороны рабочего торца круга и со стороны его посадочной поверхности, и заполнены твердым смазочным материалом (ТСМ). На наружных боковых поверхностях режущих выступов выполнены радиальные пазы длиной F. В осевом направлении и в сечении, перпендикулярном оси вращения круга, пазы выполнены в виде равнобокой трапеции, большее основание которой расположено, соответственно, со стороны рабочего торца круга и со стороны его наружной боковой поверхности. Глубина пазов hn равна 0,5 W, где W - полуразность наружного и внутреннего диаметров рабочей поверхности круга. Ширина большего основания паза hmax со стороны наружной боковой поверхности составляет 50% от размера Lmin меньшего основания радиальной прорези, заполненной ТСМ. В результате повышаются стойкость композиционного круга и качество шлифуемых поверхностей. 2 ил.
Композиционный шлифовальный круг для торцового шлифования чашечного типа, рабочая поверхность которого образована чередующимися режущими выступами и впадинами, выполненными в виде радиальных прорезей длиной F, имеющих в осевом направлении и в сечении, перпендикулярном оси вращения круга, форму равнобокой трапеции, большее основание которой расположено, соответственно, со стороны рабочего торца круга и со стороны его посадочной поверхности, и заполненных твердым смазочным материалом (ТСМ), отличающийся тем, что на наружных боковых поверхностях режущих выступов выполнены радиальные пазы длиной F, при этом в осевом направлении и в сечении, перпендикулярном оси вращения круга, пазы выполнены в виде равнобокой трапеции, большее основание которой расположено, соответственно, со стороны рабочего торца круга и со стороны его наружной боковой поверхности, глубина пазов hn равна 0,5 W, где W-полуразность наружного и внутреннего диаметров рабочей поверхности круга, а ширина большего основания паза hmax со стороны наружной боковой поверхности составляет 50% от размера Lmin меньшего основания радиальной прорези, заполненной ТСМ.
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| РАБОЧИЙ ОРГАН КУЛЬТИВАТОРА | 1998 |
|
RU2128897C1 |

