Группа изобретений относится к текстильной промышленности и касается конструкции круглоткацкой машины и способов формирования на ней многослойных тканых оболочек.
Известна ткацкая машина, содержащая такие механизмы и устройства, как устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев, изменяемый в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый в круговом зеве и прокладывающий уток в опушку ткани.
Она имеет главный привод (так называемый «центральный вал»), с которым по кинематической схеме завязаны все механизмы и устройства, а круговая циклограмма задается этим валом [В.А Гордеев и др. Ткачество, М. изд-во «Легкая индустрия», 1970 с. 361-365].
Указанное исполнение машины является конструктивно сложным. Кроме того, оно не обеспечивает надежное управление ее работой, без чего страдает качество нарабатываемых тканых оболочек.
Задачей первого изобретения является упрощение конструктивного исполнения машины и повышение надежности управления ее работой и, как следствие, повышение качества нарабатываемых на ней тканых оболочек.
Известны круглоткацкие машины, содержащие такие механизмы и устройства как устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев, изменяемый в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый в круговом зеве и прокладывающий уток в опушку ткани [1. В.А Гордеев и др. Ткачество, М. изд-во «Легкая индустрия», 1970 с. 361-365; 2. Пат. США №3719210, патентообладатель - фирма «Монсанто Компани»; 3. Пат. Франции №2030124, патентообладатель - фирма «Хитко» США.].
Они содержат механизм прибоя нарабатываемой ткани. В них наработку каркаса производят методом прибойного ткачества. В [В.А Гордеев и др. Ткачество, М. изд-во «Легкая индустрия», 1970 с. 361-365] роль механизма прибоя выполняет бердо (пластины между нитями основы). В [пат. США №3719210, патентообладатель - фирма «Монсанто Компани»; пат. Франции №2030124, патентообладатель - фирма «Хитко» США] прибой осуществляет цилиндр с пластинами, продвигаемый за челноком и давящим на опушку ткани.
Недостатком такого типа круглоткацких машин являются ограниченные их возможности в части разнообразия форм и размеров нарабатываемых на них каркасов из-за того, что наработке тканых оболочек большого размера мешает наличие механизма прибоя опушки ткани, а также сложность конструкции круглоткацких машин, обусловленная наличием указанного механизма.
Задачей второго изобретения является расширение технологических возможностей круглоткацкой машины в части разнообразия форм и размеров нарабатываемых на ней каркасов с обеспечением их высокой плотности, а также упрощение конструкции круглоткацкой машины и создание условий для упрощения технологии наработки каркасов.
Известна круглоткацкая машина, содержащая такие механизмы и устройства, как механизм перемещения формообразующей оправки, установленной в центре машины; шпулярники для размещения по периметру машины катушек с нитями основы и обеспечения непрерывной подачи их к формообразующей оправке; устройство зевообразования, содержащее галева, через глазки которых пробраны нити основы, образующие круговой волновой зев из систем нитей основы, и состоящее из нескольких механизмов зевообразования, имеющих подвижные ножи с установленными на них крючками, управляющими через подвязи нитями основы, перемещая их в верхний и нижний настилы зева; челнок, принудительно движущийся по роликам направляющей между верхним и нижним настилами волнового зева и прокладывающий уток, состоящий из одной или нескольких нитей [В.А Гордеев и др. Ткачество, М. изд-во «Легкая индустрия», 1970 с. 361-365]. В ней угол между верхним и нижним настилами зева, формируемого системами нитей основы, задается величиной перемещения подвижных ножей механизма зевообразования и поэтому имеет сравнительно небольшую величину.
Недостаток конструкции такой ткацкой машины заключается в том, что, если не увеличить угол зева, то возникают проблемы и с качеством ткани, и с производительностью, т.к утку трудно продвигаться к своему месту в опушке ткани из-за образования зацепов с основными нитями. К тому же образование зацепов приводит к перемещению нитей основы по ходу челнока.
Задачей третьего изобретения является разработка такой конструкции машины, которая бы обеспечила высокую производительность и прочность нарабатываемых на ней тканых оболочек среднего габарита.
Известна круглоткацкая машина, содержащая такие механизмы и устройства, как механизм перемещения формообразующей оправки, установленной в центре машины; шпулярники для размещения по периметру машины катушек с нитями основы и обеспечения непрерывной подачи их к формообразующей оправке; устройство зевообразования, содержащее галева, через глазки которых пробраны нити основы, образующие круговой волновой зев из систем нитей основы, и состоящее из нескольких механизмов зевообразования, имеющих подвижные ножи с установленными на них крючками, управляющими через подвязи нитями основы, перемещая их в верхний и нижний настилы зева; челнок, принудительно движущийся по роликам направляющей между верхним и нижним настилами волнового зева и прокладывающий уток, состоящий из одной или нескольких нитей [пат. США №3719210, патентообладатель - фирма «Монсанто Компани»]. В ней шпулярники конструктивно устроены так, что к формообразующей оправке подаются натянутые все без исключения нити основы.
Недостатком круглоткацкой машины с указанным конструктивным исполнением шпулярника является невозможность формирования тканых оболочек методом бесприбойного ткачества из-за необходимости воздействия нитями утка на все без исключения натянутые нити основы, что невозможно осуществить по причине сравнительно низкой прочности нитей утка (углеродных, стеклянных и т.п.). В конечном счете это ведет к необходимости введения в конструкцию машины прибойного механизма и, как следствие, к усложнению конструкции машины и ограничению ее технологических возможностей в части ассортимента нарабатываемых на ней тканых оболочек.
Задачей четвертого изобретения является создание такой конструкции машины, которая бы исключила необходимость в том, чтобы все без исключения нити основы находились в натянутом состоянии, что позволило бы упростить ее конструкцию и расширить технологические возможности.
Известна круглоткацкая машина, содержащая такие механизмы и устройства, как механизм перемещения формообразующей оправки, установленной в центре машины; шпулярники для размещения по периметру машины катушек с нитями основы и обеспечения непрерывной подачи их к формообразующей оправке; устройство зевообразования, содержащее галева, через глазки которых пробраны нити основы, образующие круговой волновой зев из систем нитей основы, и состоящее из нескольких механизмов зевообразования, имеющих подвижные ножи с установленными на них крючками, управляющими через подвязи нитями основы, перемещая их в верхний и нижний настилы зева; челнок, принудительно движущийся по роликам направляющей между верхним и нижним настилами волнового зева и прокладывающий уток, состоящий из одной или нескольких нитей [пат. США №3719210, патентообладатель - фирма «Монсанто Компани»]. В ней для создания натяжения нитей основы применяют устройство в виде катушки с торсионной пружинкой. Оно действует таким образом, что когда нить ослабляется, пружинка выбирает ее из нитетракта.
В этом случае нет возможности создать достаточный провис (т.е. снизить натяжение) тех нитей основы, которые находятся вне зоны (сектора) нахождения челнока. А это приводит к тому, что большая часть нитей находится под натяжением. Следствием этого является увеличение нагрузки на уток (т.е. увеличение натяжения утка) для прижатия им нитей основы в опушке ткани, что увеличивает обрывность как нитей основы, так и утка.
Задачей пятого изобретения является создание такой конструкции машины, которая бы обеспечила возможность наработки на ней методом бесприбойного ткачества, по крайней мере мало- и среднегабаритных многослойных оболочек с плотной и равномерной структурой и с высокой степенью реализации в них прочностных свойств армирующих нитей.
Обычно для наработки высокой прочности и качества малых и средних габаритов тканых оболочек методом бесприбойного ткачества достаточно использования только ширителей и создания небольшого провиса основных нитей вне зоны нахождения челнока.
Наработка же крупногабаритных тканых оболочек приводит к тому, что из-за большого количества основных нитей возникают большие нагрузки на уток, т.е. требуется очень сильное натяжение, превышающее даже прочность уточной нити. Поэтому возникает необходимость дополнительного ослабления нитей основы (провиса их) вне зоны нахождения челнока.
Наработка тканых оболочек очень малого размера, из-за недостаточного натяжения нитей основы, создаваемого только ширителями, приводит к их недостаточо плотной структуре. В данном случае возникает необходимость в дополнительном натяжении нитей основы.
Задачей шестого изобретения является создание такой конструкции машины, которая бы обеспечила высокую прочность нарабатываемых на круглоткацкой машине крупногабаритных тканых оболочек и высокой плотности структуры тканых оболочек очень малого габарита при повышении производительности их наработки.
Известна круглоткацкая машина, содержащая такие механизмы и устройства, как механизм перемещения формообразующей оправки, установленной в центре машины; шпулярники для размещения по периметру машины катушек с нитями основы и обеспечения непрерывной подачи их к формообразующей оправке; устройство зевообразования, содержащее галева, через глазки которых пробраны нити основы, образующие круговой волновой зев из систем нитей основы, и состоящее из нескольких механизмов зевообразования, имеющих подвижные ножи с установленными на них крючками, управляющими через подвязи нитями основы, перемещая их в верхний и нижний настилы зева; челнок, принудительно движущийся по роликам направляющей между верхним и нижним настилами волнового зева и прокладывающий уток, состоящий из одной или нескольких нитей [пат. США №3719210, патентообладатель - фирма «Монсанто Компани»]. В ней устройство вертикального перемещения оправки выполнено с возможностью перемещения ее со скоростью формирования уточного настила. При этом привод устройства осуществляется от главного вала машины.
Процесс наработки тканых оболочек - это сравнительно медленный процесс и поэтому поднимать оправку через каждый уточный слой (настил) не целесообразно, т.к. необходимо поднимать оправку на слишком малую высоту. К тому же скорость наработки каркаса может изменяться, а именно: при увеличении его толщины скорость уменьшается, а при уменьшении -увеличивается.
Следствием этого является сложность управления наработкой тканой оболочки, а также усложнение конструкции машины из-за необходимости введения в указанный механизм большого количества элементов. Ситуация усугубляется если привод устройства перемещения оправки осуществляется от главного вала машины.
Задачей седьмого изобретения является упрощение управлением наработки тканой оболочки (каркаса) без снижения ее качества, а также упрощение конструкции машины, в частности, благодаря упрощению конструкции устройства перемещения формообразующей оправки.
Известна круглоткацкая машина, предназначенная для изготовления тканых многослойных оболочек, включающая такие механизмы и устройства, как: устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования содержащее галева, через глазки которых пробраны нити основы, распределенные по окружности кассейными досками и включающее несколько размещенных по периметру центральной зоны машины механизмов зевообразования, имеющих подвижные ножи с установленными на них крючками, управляющими нитями основы, перемещая их в нижний и верхний настилы образуемого ими (нитями основы) кругового зева, изменяемого в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый по роликам направляющей между верхним и нижним настилами кругового зева и прокладывающий уток в опушку ткани [В.А Гордеев и др. Ткачество, М. изд-во «Легкая индустрия», 1970 с. 361-365, пат. США №3719210, патентообладатель - фирма «Монсанто Компани»]. В ней для равномерного распределения нитей основы применяются расположенные между галевами и опушкой ткани распределительные гребенки («бердо»), в зубья которых проходят нити основы.
Недостатком машины с указанным распределением нитей основы является то, что для обеспечения прохода в этом месте челнока приходится гребенки разводить в стороны (при этом нити основы из зубьев не выходят). Следствием этого является усложнение управлением наработки тканых оболочек (каркасов). Еще одним недостатком является усложнение конструкции машины из-за усложнения конструкции устройства перемещения челнока.
Задачей восьмого изобретения является упрощение управлением наработки тканых оболочек (каркасов), а также упрощение конструкции машины.
Известен способ формирования тканых многослойных оболочек, заключающийся в наработке их на установленной в центре круглоткацкой машины формообразующей оправке путем переплетения радиально направленных систем нитей основы, пробранных в глазки галев подвязей устройства зевообразования, образующего по рапорту рисунка ткани круговой волновой зев, и нитей утка, прокладываемых челноком между верхним и нижним настилами зева, и в котором плотность по основе задают количеством нитей основы, формирующих опушку ткани. Способ усматривается из [пат. США №3719210, патентообладатель - фирма «Монсанто Компани»]. В соответствии с указанным способом прибой (уплотнение) опушки ткани производят цилиндром с пластинами, продвигаемыми за челноком и оказывающими давление на опушку ткани.
Необходимость применения для уплотнения опушки ткани специального прибойного механизма приводит к усложнению способа наработки многослойных тканых оболочек и затруднению наработки сложнопрофильных оболочек.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ формирования тканой многослойной оболочки, заключающийся в наработке ее на установленной в центре круглоткацкой машины формообразующей оправке путем переплетения радиально направленных систем нитей основы, - распределенных по окружности центральной зоны машины и пробранных через глазки галев устройства зевообразования, образующего по рапорту рисунка ткани круговой волновой зев, - и нитей утка, прокладываемых челноком между верхним и нижним настилами зева, при этом круговой зев изменяют в соответствии с переплетением ткани, а прибой опушки ткани осуществляют непосредственно натянутыми нитями утка, [пат. RU №2130093, 1999 г.]
В соответствии с указанным способом зев формируют зевообразовательным механизмом, обеспечивающим наряду с подвешенным к нитям грузикам натяжение основных нитей в зоне нахождения челнока (в зоне прокладывания нити утка), и наоборот, ослабление их натяжения вне зоны нахождения челнока. При этом угол зева между верхним и нижним настилами зева, формируемыми системами нитей основы, задают величиной перемещения подвижных ножей механизма зевообразования, на котором подвешены крючки подвязей с глазками галев, в которые пробраны нити основы, и расстоянием от этих глазков до опушки ткани.
Способ более прост в реализации и позволяет упростить конструкцию круглоткацкой машины и расширить ее технологические возможности за счет исключения из нее специального прибойного механизма.
Недостатком способа является возникновение проблем с прочностью и качеством нарабатываемой ткани, а также с производительностью в том случае, если не увеличить угол зева, т.к. утку трудно продвигаться к своему месту в опушке ткани из-за образования зацепов с основными нитями. К тому же образование зацепов приводит к перемещению нитей основы по ходу челнока. Еще одним недостатком способа является то, что создаваемое с помощью указанных выше приспособлений натяжение основных нитей сложно восстановить после образования (создания) их провиса, следствием чего является сравнительно низкая прочность и качество нарабатываемых оболочек.
Задачей девятого изобретения является обеспечение высокой прочности и качества нарабатываемых тканых оболочек, по крайней мере малого и среднего габарита, т.е. исключая крупногабаритные оболочки.
Обычно для наработки высокой прочности и качества малых и средних габаритов тканых оболочек достаточно использования только ширителей и создания небольшого провиса основных нитей вне зоны нахождения челнока. Наработка же крупногабаритных тканых оболочек приводит тому, что из-за большого количества основных нитей возникают большие нагрузки на уток, т.е. требуется очень сильное натяжение, превышающее даже прочность уточной нити. Поэтому возникает необходимость дополнительного ослабления нитей основы (провиса их) вне зоны нахождения челнока.
Поэтому еще одной задачей следующего десятого заявляемого изобретения является обеспечение высокой прочности и качества нарабатываемых на круглоткацкой машине крупногабаритных оболочек.
Еще одним недостатком вышеуказанного способа [пат. RU №2130093, 1999 г.] является низкая плотность тканых оболочек очень малого габарита, что обусловлено низкой величиной натяжения нитей утка из-за низкого натяжения нитей основы. Поясним это.
При наработке малогабаритных каркасов количество нитей основы в слое очень мало, следствием чего является малое натяжение нитей утка. Как результат -низкое качество каркаса, а именно: высокая волнистость наружной поверхности и рыхлая структура ткани. Объясняется это тем, что при малом натяжении нитей утка устройство торможения работает не стабильно (за пределами стабильности).
Задачей одиннадцатого изобретения является обеспечение высокой плотности нарабатываемых на круглоткацкой машине тканых оболочек очень малого габарита.
Еще одним недостатком вышеуказанного способа [пат. RU №2130093, 1999 г.] является образование разряжений в формируемых на круглоткацкой машине тканых оболочках, следствием чего является их низкое качество, прежде всего это относится к крупногабаритным оболочкам.
Задачей двенадцатого изобретения является повышение качества нарабатываемых на круглоткацкой машине тканых оболочек путем исключения разряжений в их структуре.
Известен способ изготовления на круглоткацкой машине тканой многослойной оболочки на поверхности формозадающей оправки переплетением радиально направленных в горизонтальной плоскости нитей основы, из которых образуют круговой зев, изменяемый в соответствии с заданным переплетением ткани, с утком, прокладываемым по огибающей оправку траектории принудительно движущимся в круговом зеве челноком, при этом круговой зев изменяют в соответствии с переплетением ткани, а прибой опушки ткани осуществляют непосредственно натянутыми нитями утка, при этом оправку перемещают со скоростью формирования оболочки [пат. США №3719210, патентообладатель - фирма «Монсанто Компани»]. Указанный способ мы выбираем в качестве прототипа к заявляемому нами способу. Способ предусматривает наработку тканой оболочки при постоянной величине натяжения утка, что на практике, однако, не обеспечивает получение ее стабильной толщины и в то же время приводит к усложнению технологии.
Задачей тринадцатого изобретения является упрощение технологии наработки тканых оболочек при приемлемом разбросе их толщины.
Общей задачей заявляемых изобретений является расширение технологических возможностей круглоткацкой машины в части разнообразия форм и размеров нарабатываемых на ней тканых оболочек с приданием им высокого качества, упрощение конструкции круглоткацкой машины и технологии наработки на ней многослойных тканых оболочек.
Первая из поставленных задач выполняется за счет того, что в круглоткацкой машине, предназначенной для изготовления тканых многослойных оболочек, включающей: устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев, изменяемый в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый в круговом зеве и прокладывающий уток в опушку ткани, в соответствии с заявляемым техническим решением устройства и механизмы машины оснащены индивидуальными приводами и контрольными датчиками; при этом приводами управляет компьютер через контроллер по заданной круговой цикловой диаграмме, построенной относительно положения движущегося челнока, либо по индивидуальным командам, подаваемым с компьютера или из центральной зоны машины; с помощью же контрольных датчиков осуществляют контроль исполнения круговой цикловой диаграммы, включения и выключения приводов, перемещений и положений исполнительных элементов с отображением информации на мониторе в режиме реального времени.
Оснащение устройств и механизмов машины индивидуальными приводами и контрольными датчиками с управлением приводами компьютером создает предпосылки для упрощения управлением процесса наработки тканых оболочек, а также создает предпосылки для повышения качества нарабатываемых тканых оболочек и упрощения конструкции машины. Выполнение приводов с возможностью управления через контроллер по заданной круговой цикловой диаграмме, построенной относительно положения движущегося челнока, либо по индивидуальным командам, подаваемым с компьютера или из центральной зоны машины, позволяет повысить надежность управления наработкой тканых оболочек.
Выполнение контрольных датчиков с возможностью осуществления контроля выполнения приводами круговой цикловой диаграммы, их (приводов) включения и выключения, а также перемещений и положений исполнительных элементов с отображением информации на мониторе в режиме реального времени является гарантией наработки тканых оболочек высокого качества.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность осуществлять наработку тканых оболочек в автоматическом режиме с контролем соответствующими датчиками без задействования кинематики от главного вала машины.
Благодаря новому свойству решается первая поставленная задача, а именно: упрощается конструктивное исполнение машины, повышаются надежность управления ее работой и качество изготавливаемых на ней тканых оболочек.
Вторая из поставленных задач решается за счет того, что в круглоткацкой машине предназначенной для изготовления тканых многослойных оболочек, включающей: устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев, изменяемый в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый в круговом зеве и прокладывающий уток в опушку ткани, в соответствии со вторым заявляемым техническим решением челнок оснащен несколькими тормозными фрикционными устройствами, в которых расположены катушки с нитями утка, выполненные с возможностью задания и поддержания величины натяжения нитей утка, а также регулирования натяжения, в том числе непосредственно в процессе наработки каркаса.
То, что челнок оснащен несколькими тормозными фрикционными устройствами, в которые устанавливают катушки с нитями утка, выполненными с возможностью задания и поддержания величины натяжения нитей утка, а также регулирования такового, в том числе непосредственно в процессе наработки тканой оболочки (каркаса), обеспечивает постоянный при наработке каркаса прибой (уплотнение) опушки ткани, осуществляемый нитями утка. Тем самым обеспечивается наработка каркаса требуемой формы. В известных конструкциях круглоткацкой машины эту функцию выполняет прибойное устройство, наличие которого приводит к усложнению ее конструкции и к сужению ее технологических возможностей.
В новой совокупности существенных признаков у объекта второго заявляемого технического решения появляется новое свойство: способность произвести уплотнение опушки ткани в нарабатываемых оболочках разнообразных форм и размеров без применения прибойного устройства.
Благодаря новому свойству решается вторая поставленная задача, а именно: расширяются технологические возможности круглоткацкой машины в части разнообразия форм и размеров тканых оболочек с обеспечением их высокой плотности, а также упрощается конструкция машины и создаются условия для упрощения технологии наработки тканых многослойных оболочек.
Третья из поставленных задач выполняется за счет того, что в круглоткацкой машине, предназначенной для изготовления тканых многослойных оболочек, включающей: устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев, изменяемый в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый в круговом зеве и прокладывающий уток в опушку ткани, в соответствии с третьим заявляемым техническим решением на челноке установлены элементы расширения зева, отклоняющие от прямолинейности нити основы нижнего, верхнего, или обоих настилов зева в зоне прокладывания утка, выполненные с возможностью регулирования по высоте, по длине и по расстоянию от поверхности оправки.
То, что на челноке установлены элементы расширения зева, отклоняющие от прямолинейности нити основы нижнего, верхнего, или обоих настилов зева в зоне прокладывания утка, выполненные с возможностью регулирования по высоте, по длине и по расстоянию от поверхности оправки, в совокупности с наличием в круглоткацкой машине механизмов зевообразования обеспечивает свободное (без зацепления нитей основы) движение нитей утка в зеве, при котором гарантированно исключается травмирование нитей основы каркасов за исключением крупногабаритных.
Поясним это. Рассмотренный признак дополняет признак, присущий известным конструкциям круглоткацких машин, и заключается в том, что угол между верхним и нижним настилами зева, формируемого системами нитей основы, задается величиной перемещения подвижных ножей механизма зевообразования, на которых подвешаны крючки подвязей с глазками галев, в которые пробраны нити основы, и расстоянием от этих глазков до опушки ткани. Наличие присущего известным конструкциям круглоткацких машин признака не гарантирует свободного (без зацепления нитей основы) движения нитей утка в зеве при наработке каркасов, т.к. очень большая длина зева.
В новой совокупности существенных признаков у объекта третьего заявляемого технического решения появляется новое свойство: способность машин к наработке тканых оболочек, исключая крупногабаритные, без травмирования нитей основы и утка при уменьшении времени наработки.
Благодаря новому свойству решается третья поставленная задача, а именно: разработана (создана) такая конструкция машины, которая обеспечивает высокое качество (в том числе прочность) нарабатываемых на ней тканых оболочек (исключая крупногабаритные тканые оболочки, качество которых еще страдает), а также обеспечивает высокую производительность их наработки.
Четвертая из поставленных задач решается за счет того, что в круглоткацкой машине предназначенной для изготовления тканых многослойных оболочек, включающей: устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев, изменяемый в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый в круговом зеве и прокладывающий уток в опушку ткани, в соответствии с четвертым заявляемым техническим решением для размещения множества паковок с нитями основы применены шпулярники наружного радиального сматывания, каждый из которых имеет индивидуальный привод и оснащен валами, имеющими возможность синхронного вращения с установленной скоростью в течение интервала времени, установленного круговой цикловой диаграммой, построенной относительно положения движущегося челнока, а также имеют возможность вращения одновременно на всех шпулярниках или на каждом в отдельности по команде с компьютера при остановленном челноке, или из центральной зоны машины, в том числе при движущемся челноке, на каждом же из валов расположены по несколько паковок, представляющих из себя катушки с намотанными на них нитями основы, выполненные с возможностью вращения вместе с валами.
Такое конструктивное выполнение шпулярников обеспечивает возможность изменения натяжения нитей основы в зависимости от положения движущегося челнока, а именно: держать их натянутыми в зоне нахождения челнока и провисшими вне указанной зоны.
В новой совокупности существенных признаков у четвертого заявляемого технического решения возникает новое свойство: способность упростить подачу нитей утка с заданным натяжением к опушке формируемой тканой оболочки и тем самым отказаться от необходимости применения прибойного механизма.
Благодаря новому свойству решается четвертая поставленная задача, а именно: разработана такая конструкция машины, которая исключает необходимость в том, чтобы все без исключения нити основы находились в натянутом состоянии; при этом на нитях утка в зоне формирования опушки тканой оболочки возникает меньшее, но достаточное для ее уплотнения, натяжение, что позволяет отказаться от прибойного устройства и тем самым упростить конструкцию машины и расширить ее технологические возможности.
Пятая из поставленных задач решается за счет того, что в круглоткацкой машине, предназначенной для изготовления тканых многослойных оболочек, включающей: устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев, изменяемый в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый в круговом зеве и прокладывающий уток в опушку ткани, в соответствии с пятым заявляемым техническим решением каждая катушка для нити основы состоит из втулки, устанавливаемой на вал шпулярника и вращающейся вместе с ним, наружного корпуса с ребордами, на который наматывается нить основы и фрикционного тормоза, встроенного между втулкой и наружным корпусом, выполненного с возможностью задания и поддерживания натяжения нити основы, а также с возможностью выборки нити основы из нитетракта за счет вращения катушек, либо сохранения провиса нити основы при отсутствии вращения валов.
То, что каждая катушка для нити основы состоит из втулки, устанавливаемой на вал шпулярника и вращающейся вместе с ним, наружного корпуса с ребордами, на который наматывается нить основы и фрикционного тормоза, встроенного между втулкой и наружным корпусом, выполненного с возможностью задания и поддерживания натяжения нити основы, а также с возможностью выборки нити основы из нитетракта за счет вращения катушек, либо сохранения провиса нити основы при отсутствии вращения валов, с одной стороны, позволяет создать чистый зев с заданным углом в зоне нахождения челнока вплоть до установки утка в опушку ткани при наработке тканых оболочек малого и среднего габарита, с другой стороны, позволяет упростить подачу нитей утка с заданным натяжением к опушке формируемых тканых оболочек указанных габаритов за счет создания провиса нитей основы вне зоны нахождения челнока.
Поясним это. После прекращения контакта нитей основы с элементами ширения, возникает провис нитей основы из-за чего снижается их натяжение вне зоны прокладывания утка. Благодаря этому уменьшается нагрузка на уток, т.е. уменьшается необходимое для прижатия опушки ткани к формообразующей оправке натяжение утка. Восстановление прежнего натяжения нитей основы за счет предлагаемого конструктивного исполнения катушек позволяет создать условия для образования требуемого угла зева, в частности, при воздействии на натянутые нити основы ширителя.
В новой совокупности существенных признаков у объекта пятого технического решения появляется новое свойство: способность создать условия для формирования многослойных тканых оболочек с плотной и равномерной структурой за счет образования волнового зева при приемлемой величине натяжения утка, исключающей его обрыв.
Благодаря новому свойству решается поставленная задача, а именно: обеспечивается возможность наработки малого и среднего габарита оболочек с плотной и равномерной структурой и с высокой степенью реализации в них прочностных свойств армирующих нитей.
Шестая из поставленных задач решается за счет того, что в круглоткацкой машине, предназначенной для изготовления тканых многослойных оболочек, включающей: устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев, изменяемый в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый в круговом зеве и прокладывающий уток в опушку ткани, в соответствии с шестым заявляемым техническим решением каждый шпулярник оснащен устройством изменения длины нитетрактов, включающим: подвижную штангу, установленную над шпулярником, с несколькими скало, каждое из которых расположено над каждым вертикальным рядом валов шпулярника, и через которое перекинуты нити основы, изменяющие направление с вертикального направления от катушек на горизонтальное направление к центру машины; электрогидротолкатель, с помощью которого штангу перемещают к центру машины и в обратном направлении на установленное расстояние за счет коромысла с регулируемой длиной плеча, к которому крепится шток электрогидротолкателя.
То, что каждый шпулярник оснащен устройством изменения длины нитетрактов, включающим: подвижную штангу, установленную над шпулярником, с несколькими скало, каждое из которых расположено над каждым вертикальным рядом валов шпулярника, и через которое перекинуты нити основы, изменяющие направление с вертикального направления от катушек на горизонтальное направление к центру машины; электрогидротолкатель, с помощью которого штангу перемещают к центру машины и в обратном направлении на установленное расстояние за счет коромысла с регулируемой длиной плеча, к которому крепится шток электрогидротолкателя, с одной стороны, обеспечивает возможность дополнительного ослабления нитей основы вне зоны прокладывания утка и восстановления натяжения нитей основы - в зоне прокладывания утка соответственно. Тем самым облегчается прокладка уточных нитей челноком в образующемся волновом зеве и обеспечивается постоянное прижатие опушки ткани к формообразующей оправке в зоне прокладывания утка. В то же время уменьшаются нагрузки на уток, т.е. снижается требуемое натяжение.
С другой стороны, указанное конструктивное исполнение шпулярников обеспечивает возможность дополнительного натяжения основных нитей в зоне прокладывания утка. Следствием этого является появление возможности воздействия на них нитей утка с более высоким усилием натяжения.
В новой совокупности существенных признаков у объекта шестого заявляемого технического решения появляется новое свойство: способность круглоткацкой машины к наработке крупногабаритных оболочек без травмирования нитей основы и утка при допустимой величине натяжения утка и при уменьшенном времени наработки, а также способность ее к наработке высокой плотности тканых оболочек очень малого габарита.
Благодаря новому свойству решается шестая поставленная задача, а именно: разработана такая конструкция машины, которая обеспечивает высокое качество нарабатываемых на ней крупногабаритных и очень малого диаметра тканых оболочек и повышение производительности их наработки.
Седьмая из поставленных задач решается за счет того, что в круглоткацкой машине, содержащей такие механизмы и устройства, как устройство перемещения формообразующей оправки, установленной в центре машины; шпулярники для размещения по периметру машины катушек с нитями основы и обеспечения непрерывной подачи их к формообразующей оправке; устройство зевообразования, содержащее галева, через глазки которых пробраны нити основы, образующие круговой волновой зев из систем нитей основы, и состоящее из нескольких механизмов зевообразования, имеющих подвижные ножи с установленными на них крючками, управляющими через подвязи нитями основы, перемещая их в верхний и нижний настилы зева; челнок, принудительно движущийся по роликам направляющей между верхним и нижним настилами волнового зева и прокладывающий уток, состоящий из одной или нескольких нитей, в соответствии с седьмым заявляемым техническим решением устройство установки формозадающей оправки выполнено с возможностью перемещения оправки через заданное количество оборотов челнока на заданную величину с установленной скоростью, а также с возможностью перемещения оправки по команде с компьютера или из центральной зоны машины.
То, что устройство установки формозадающей оправки выполнено с возможностью перемещения оправки через заданное количество оборотов челнока на заданную величину с установленной скоростью, а также с возможностью перемещения оправки по команде с компьютера или из центральной зоны машины, позволяет исключить необходимость перемещения формообразующей оправки со скоростью формирования уточного настила, а также отказаться от осуществления привода устройства от главного вала машины.
Поясним. При наработке тканой оболочки существует возможность начать подъем тогда, когда челнок сделает заданное число витков и когда носик челнока достигнет отметки 0° (или 360°) в круговой циклограмме, и закончить, когда будет произведен подъем на заданную величину, командой с компьютера.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность упростить конструкцию устройства, отказавшись от ряда ненужных при этом конструктивных элементов, а также сократить количество перемещений формообразующей оправки при формировании тканой оболочки.
Благодаря новому свойству решается поставленная задача, а именно: упрощается управление наработкой тканой оболочки без снижения ее качества, а также упрощается конструкция машины благодаря упрощению конструкции устройства перемещения оправки и его привода.
Восьмая из поставленных задач решается за счет того, что в круглоткацкой машине, предназначенной для изготовления тканых многослойных оболочек, включающей: такие механизмы и устройства, как: устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования содержащее галева, через глазки которых пробраны нити основы, распределенные по окружности кассейными досками и включающее несколько размещенных по периметру центральной зоны машины механизмов зевообразования, имеющих подвижные ножи с установленными на них крючками, управляющими нитями основы, перемещая их в нижний и верхний настилы образуемого ими (нитями основы) кругового зева, изменяемого в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый по роликам направляющей между верхним и нижним настилами кругового зева и прокладывающий уток в опушку ткани, в соответствии с восьмым заявляемым техническим решением кассейные и распределительные доски, которыми галева и нити основы распределены по окружности секторами, между которыми расположены направляющие ролики челнока и валы-шестерни устройства перемещения челнока, а нити основы отсутствуют, выполнены так, что несколько крайних по окружности рядов отверстий выполнены через меньшее расстояние, чем прочие.
То, что кассейные и распределительные доски, которыми галева и нити основы распределены по окружности секторами, между которыми расположены направляющие ролики челнока и валы-шестерни устройства перемещения челнока, а нити основы отсутствуют, выполнены так, что несколько крайних по окружности рядов отверстий расположены через меньшее расстояние, чем прочие, обеспечивает достаточно равномерное распределение нитей основы по окружности, несмотря на размещение между шпулярниками направляющих роликов челнока и валов-шестерней устройства перемещения челнока.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность обеспечить свободный проход челнока при достаточно равномерном распределении нитей основы по окружности без необходимости выполнения каких-либо дополнительных манипуляций с нитями основы, несмотря на размещение между шпулярниками направляющих роликов челнока и валов-шестерней устройства перемещения челнока.
Благодаря новому свойству решается восьмая поставленная задача, а именно: упрощается управление наработкой тканых оболочек (каркасов), а также упрощается конструкция устройства принудительного перемещения челнока и, как следствие, конструкция в целом машины.
В совокупности восемь рассмотренных выше технических решений, касающихся конструкции круглоткацкой машины, обеспечивают выполнение общей задачи, а именно: расширяются технологические возможности круглоткацкой машины в части разнообразия форм и размеров нарабатываемых на ней многослойных тканых оболочек с приданием им высокого качества, упрощается конструкция круглоткацкой машины и технология наработки на ней многослойных тканых оболочек.
Поставленная общая задача решается также за счет изобретения новых способов наработки тканых оболочек, каждый из которых решает свою частную задачу, а в совокупности они решают общую задачу.
Девятая из поставленных задач решается за счет того, что в способе изготовления на круглоткацкой машине тканой многослойной оболочки на поверхности формозадающей оправки переплетением радиально направленных в горизонтальной плоскости нитей основы, из которых образуют круговой зев, изменяемый в соответствии с заданным переплетением ткани, с утком, прокладываемым по огибающей оправку траектории принудительно движущимся в круговом зеве челноком, при этом круговой зев изменяют в соответствии с переплетением ткани, а прибой опушки ткани осуществляют непосредственно натянутыми нитями утка, в соответствии с девятым заявляемым техническим решением угол зева в зоне прокладывания утка оптимизируют путем его увеличения за счет отклонения нитей основы нижнего, верхнего, или обоих настилов зева от прямолинейности элементами расширения зева, установленными на челноке, а величину расширения устанавливают такой, чтобы нити основы, освобождаясь от воздействия элементов расширения после установки утка в опушку ткани, образовывали провис, при котором их натяжение вне зоны прокладывания утка снижается, а также выравнивается и в совокупности с натянутым утком обеспечивает формирование ткани заданной толщины и плотности, а при подходе челнока провис устраняют и натяжение нитей основы восстанавливают вращением катушек с валами шпулярника.
То, что угол зева в зоне прокладывания утка оптимизируют путем его увеличения за счет отклонения нитей основы нижнего, верхнего, или обоих настилов зева от прямолинейности элементами расширения зева, установленными на челноке, а величину расширения устанавливают такой, чтобы нити основы, освобождаясь от воздействия элементов расширения после установки утка в опушку ткани, образовывали провис, при котором их натяжение вне зоны прокладывания утка снижается и выравнивается и в совокупности с натянутым утком обеспечивает формирование ткани заданной толщины и плотности, а при подходе челнока провис устраняют и натяжение нитей основы восстанавливают вращением катушек с валами шпулярника, с одной стороны, обеспечивает беспрепятственную прокладку челноком нитей утка, что исключает травмирование нитей как основы, так и утка, а значит, не приводит к снижению их прочностных характеристик и обрывности нитей, с другой стороны, позволяет уменьшить нагрузку на уток (т.е. снизить требуемое для прижатия основных нитей в опушке ткани натяжение утка) и тем самым исключить обрывность уточных нитей при наработке, по крайней мере, мало- и среднегабаритных многослойных оболочек.
В новой совокупности существенных признаков у объекта девятого изобретения возникает новое свойство: способность нарабатывать многослойные тканые оболочки, исключая крупногабаритные, без травмирования нитей основы и утка при уменьшении времени наработки.
Благодаря новому свойству решается девятая из поставленных задач, а именно: обеспечивается высокая прочность нарабатываемых на круглоткацкой машине многослойных оболочек, исключая крупногабаритные оболочки, и повышается производительность их наработки.
Десятая из поставленных задач решается за счет того, что в способе изготовления на круглоткацкой машине тканой многослойной оболочки на поверхности формозадающей оправки переплетением радиально направленных в горизонтальной плоскости нитей основы, из которых образуют круговой зев, изменяемый в соответствии с заданным переплетением ткани, с утком, прокладываемым по огибающей оправку траектории принудительно движущимся в круговом зеве челноком, при этом круговой зев изменяют в соответствии с переплетением ткани, а прибой опушки ткани осуществляют непосредственно натянутыми нитями утка, в соответствии с десятым заявляемым техническим решением при формировании оболочки, когда суммарное натяжение нитей основы, ослабленных элементами расширения зева, вызывает нагрузки на нити утка, превосходящие их прочность, нити основы дополнительно ослабляют с помощью устройства изменения длины нитетрактов, установленных на шпулярниках, за счет перемещения штанги со скало, через которые перекинуты нити основы, изменяющие направление с вертикального на горизонтальное, на заданное расстояние к центру машины, а перед челноком созданный провис нитей основы устраняют за счет восстановления длины нитетрактов или за счет выборки нитей основы из нитетрактов вращением катушек, или одновременно и тем и другим действием.
То, что при формировании оболочки, когда суммарное натяжение нитей основы, ослабленных элементами расширения зева, вызывает нагрузки на нити утка, превосходящие их прочность, нити основы дополнительно ослабляют с помощью устройства изменения длины установленных на шпулярниках нитетрактов за счет перемещения штанги со скало, - через которые перекинуты нити основы, изменяющие направление с вертикального на горизонтальное, - на заданное расстояние к центру машины, позволяет снизить натяжение нитей основы, расположенных в указанной зоне, а именно: вне сектора нахождения челнока. Такое дополнительное снижение натяжения распространяется на все основные нити шпулярника.
Благодаря этому снижаются нагрузки на уток и тем самым отпадает необходимость в дополнительном увеличении натяжения утка, что чревато увеличением обрывности нитей утка, а, значит, приводит к снижению качества каркаса.
То, что перед челноком созданный провис нитей основы устраняют за счет восстановления длины нитетрактов или за счет выборки нитей основы из нитетрактов вращением катушек, или одновременно и тем и другим действием, позволяет восстановить прежнее натяжение нитей основы в секторе нахождения челнока. Тем самым обеспечивается беспрепятственная прокладка челноком нитей утка, что работает на исключение травмирования нитей как основы, так и утка, а, значит, не приводит к снижению их прочностных характеристик и обрывности нитей.
В новой совокупности существенных признаков у объекта десятого изобретения возникает новое свойство: способность нарабатывать многослойные крупногабаритные оболочки без травмирования нитей основы и утка при уменьшении времени наработки.
Благодаря новому свойству решается десятая из поставленных задач, а именно: обеспечиваются высокие прочность и качество нарабатываемых на круглоткацкой машине крупногабаритных многослойных оболочек и повышается производительность их наработки.
Одиннадцатая из поставленных задач решается за счет того, что в способе изготовления на круглоткацкой машине тканой многослойной оболочки на поверхности формозадающей оправки переплетением радиально направленных в горизонтальной плоскости нитей основы, из которых образуют круговой зев, изменяемый в соответствии с заданным переплетением ткани, с утком, прокладываемым по огибающей оправку траектории принудительно движущимся в круговом зеве челноком, при этом круговой зев изменяют в соответствии с переплетением ткани, а прибой опушки ткани осуществляют непосредственно натянутыми нитями утка, в соответствии с одиннадцатым заявляемым техническим решением в процессе наработки тканой оболочки дополнительно - к создаваемому ширителем натяжению нитей основы -увеличивают их натяжение с помощью устройства изменения длины нитетрактов нитей основы путем перемещения штанги со скало - через которые нити основы перекинуты, изменяя направление с вертикального на горизонтальное - от центра машины, создавая этим дополнительное трение нитей основы об элементы нитетракта.
То, что в процессе наработки тканой оболочки дополнительно - к создаваемому ширителем натяжению нитей основы - увеличивают их натяжение с помощью устройства изменения длины нитетрактов нитей основы путем перемещения штанги со скало - через которые нити основы перекинуты, изменяя направление с вертикального на горизонтальное - от центра машины, создавая этим дополнительное трение нитей основы об элементы нитетракта, позволяет повысить натяжение нитей утка до уровня стабильности тормозного устройства.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность проводить наработку тканых оболочек малого диаметра при большей величине натяжения нитей утка.
Благодаря новому свойству решается одиннадцатая поставленная задача, а именно: обеспечивается высокая плотность нарабатываемых на круглоткацкой машине тканых оболочек очень малого габарита.
Двенадцатая из поставленных задач решается за счет того, что в способе изготовления на круглоткацкой машине тканой многослойной оболочки на поверхности формозадающей оправки переплетением радиально направленных в горизонтальной плоскости нитей основы, из которых образуют круговой зев, изменяемый в соответствии с заданным переплетением ткани, с утком, прокладываемым по огибающей оправку траектории принудительно движущимся в круговом зеве челноком, при этом круговой зев изменяют в соответствии с переплетением ткани, а прибой опушки ткани осуществляют непосредственно натянутыми нитями утка, в соответствии с двенадцатым заявляемым техническим решением по сторонам секторов из нитей основы, между которыми установлены валы-шестерни устройства принудительного перемещения челнока и направляющие его ролики, а нити основы отсутствуют, плотность нитей основы повышают за счет соответствующего расположения отверстий по сторонам распределительных и кассейных досок.
То, что по сторонам секторов из нитей основы, между которыми установлены валы-шестерни устройства принудительного перемещения челнока и направляющие его ролики, а нити основы отсутствуют, плотность нитей основы повышают за счет соответствующего расположения отверстий по сторонам распределительных и кассейных досок, обеспечивает возможность наработки на круглоткацкой машине тканой оболочки при достаточно равномерном распределении нитей основы в опушке ткани, а значит и в целом в тканой оболочке.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность получить тканую оболочку без участков с разряженной структурой.
Благодаря новому свойству решается двенадцатая поставленная задача, а именно: повышается качество нарабатываемых на круглоткацкой машине тканых оболочек.
Тринадцатая из поставленных задач решается за счет того, что в способе изготовления на круглоткацкой машине тканой многослойной оболочки на поверхности формозадающей оправки переплетением радиально направленных в горизонтальной плоскости нитей основы, из которых образуют круговой зев, изменяемый в соответствии с заданным переплетением ткани, с утком, прокладываемым по огибающей оправку траектории принудительно движущимся в круговом зеве челноком, при этом круговой зев изменяют в соответствии с переплетением ткани, а прибой опушки ткани осуществляют непосредственно натянутыми нитями утка, в соответствии с тринадцатым заявляемым техническим решением в процессе ткачества постоянно контролируют толщину опушки ткани и при увеличении толщины опушки ткани натяжение нитей утка увеличивают, а при уменьшении толщины опушки ткани натяжение нитей утка уменьшают, при этом величину изменения толщины опушки ткани поддерживают в заданных пределах от установленного номинала толщины.
То, что в процессе ткачества постоянно контролируют толщину опушки ткани и при увеличении толщины опушки ткани натяжение нитей утка увеличивают, а при уменьшении толщины опушки ткани натяжение нитей утка уменьшают; при этом величину изменения толщины опушки ткани поддерживают в заданных пределах от установленного номинала толщины, позволяет достаточно просто управлять процессом формирования тканой оболочки заданной толщины.
В новой совокупности существенных признаков у объекта тринадцатого изобретения появляется новое свойство: способность проще и точнее выдерживать толщину тканой оболочки, отказавшись при этом от необходимости поддержания постоянного натяжения нитей утка.
Благодаря новому свойству решается тринадцатая поставленная задача, а именно: упрощается технология наработки тканых оболочек при приемлемом разбросе их толщины.
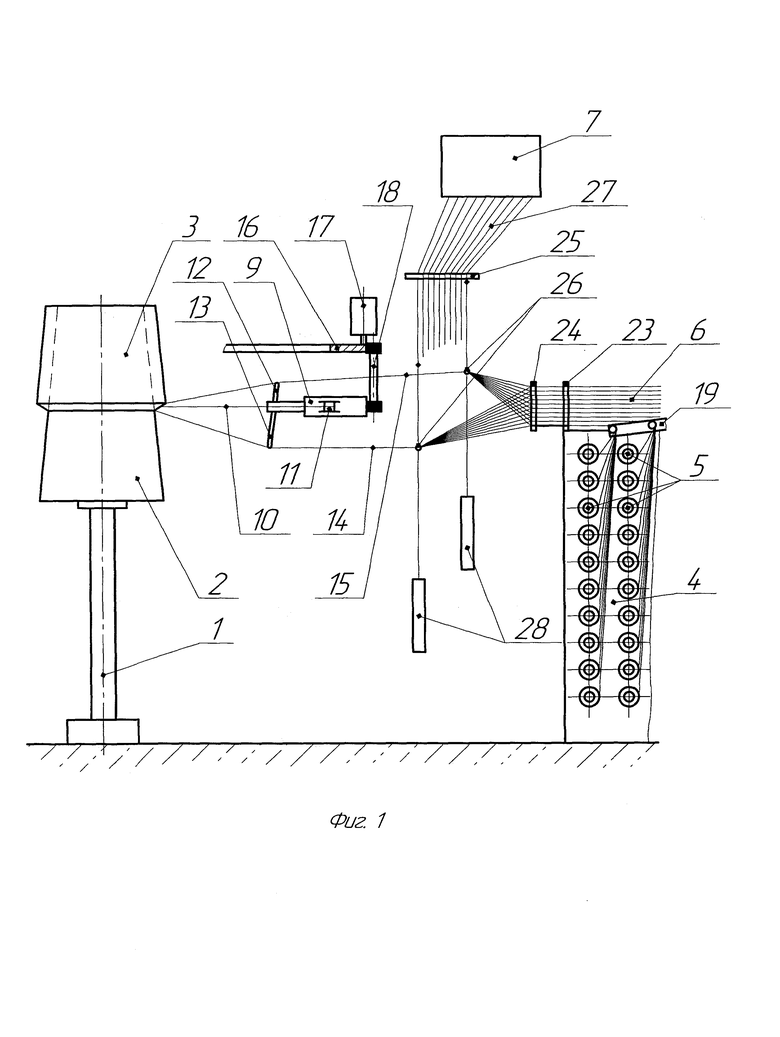
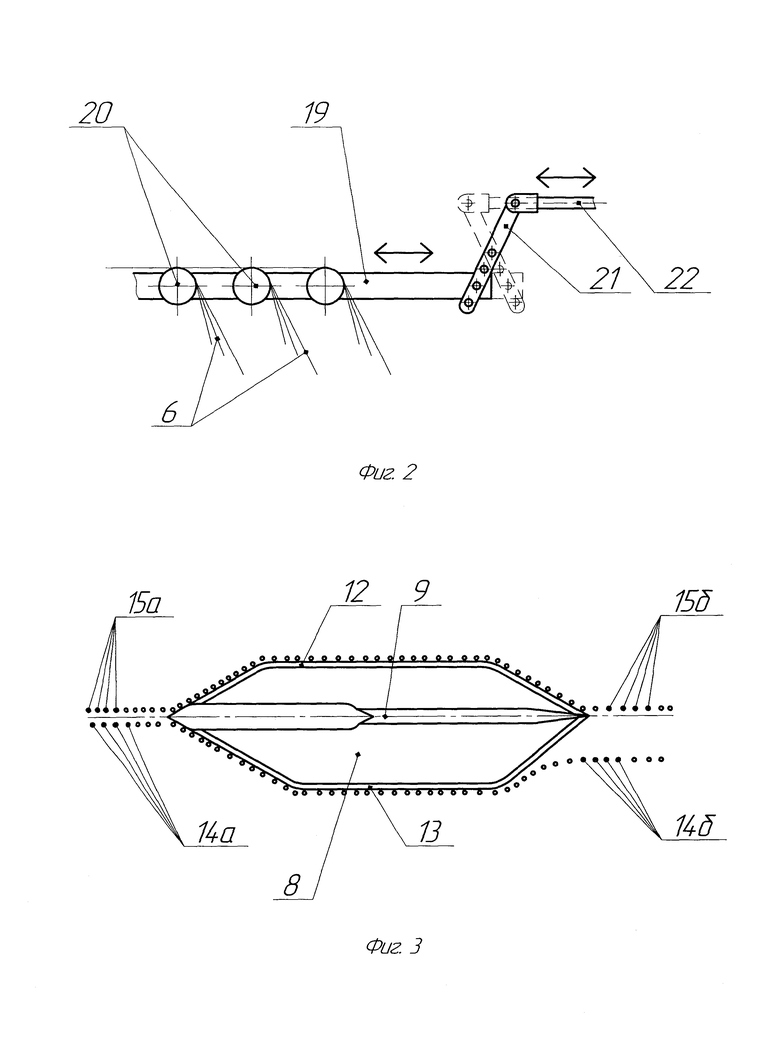
Конструкция устройства поясняется чертежами. На фиг. 1 схематично приведена конструкция круглоткацкой машины. На фиг. 2 схематично приведена конструкция устройства изменения длины нитетракта.
На фиг. 3 схематично изображено формирование зева между верхним и нижним настилами основных нитей.
Круглоткацкая машина содержит устройство 1 установки формозадающей (формообразующей) оправки 2, на поверхности которой формируют тканую оболочку (каркас) 3. Устройство 1 формообразующей оправки 2 расположено в центре машины. Устройство 1 перемещает оправку 2 в вертикальном направлении по мере наработки оболочки (каркаса) 3.
Кроме того, круглоткацкая машина содержит несколько шпулярников 4, установленных вокруг центральной зоны машины, с множеством паковок 5, с нитями основы 6, направленными к формообразующей оправке 2 радиально в горизонтальной плоскости.
Кроме того, круглоткацкая машина содержит устройство зевообразования 7, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы 6 круговой зев 8 (смотри фиг. 3), изменяемый в соответствии с заданным переплетением ткани.
Кроме того, круглоткацкая машина содержит челнок 9, принудительно перемещаемый в круговом зеве 8 и прокладывающий уток 10 в опушку ткани.
Устройства и механизмы машины оснащены индивидуальными приводами и контрольными датчиками; при этом приводами управляет компьютер через контроллер по заданной круговой цикловой диаграмме, построенной относительно положения движущегося челнока 9, либо по индивидуальным командам, подаваемым с компьютера или из центральной зоны машины; с помощью же контрольных датчиков осуществляют контроль исполнения круговой цикловой диаграммы, включения и выключения приводов, перемещений и положений исполнительных элементов с отображением информации на мониторе в режиме реального времени.
Челнок 9 оснащен несколькими тормозными фрикционными устройствами (на чертежах не показаны), в которых расположены катушки 11 с нитями утка 10, выполненные с возможностью задания и поддержания величины натяжения нитей утка 10, а также регулирования натяжения, в том числе непосредственно в процессе наработки оболочки (каркаса) 3.
На челноке 9 установлены элементы 12, 13 расширения зева 8, а именно: верхний ширитель 12 и нижний ширитель 13 зева 8 (смотри кроме фиг. 1 фиг. 3). Элементы ширения 12, 13 зева 8 отклоняют от прямолинейности нити основы 6 нижнего 14а, 14б и верхнего настилов 15а, 15б (смотри фиг. 3) или обоих настилов в зоне прокладывания утка 10. На фиг. 3 позициями 14а и 14б изображены нити нижнего настила соответственно натянутые и ослабленные, а позициями 15а и 15б - нити верхнего настила соответственно натянутые и ослабленные. Элементы ширения 12, 13 зева 8 выполнены с возможностью регулирования по высоте, по длине и по расстоянию от поверхности оправки 2.
Челнок 9 имеет устройство для принудительного его перемещения. Данное устройство включает размещенное над челноком 9 зубчатое колесо 16, диаметром, определяющим размер центральной зоны машины. Зубчатое колесо 16 имеет привод 17. Зубчатое колесо 16 входит в зацепление с валом-шестерней 18, которая в свою очередь входит в зацепление с зубчатым сектором челнока 9.
Для размещения множества паковок (катушек) 5 с нитями основы 6 шпулярники 4 выполнены наружного радиального сматывания (нитей основы 6). Каждый из шпулярников 4 имеет индивидуальный привод и оснащен валами (на чертеже не показаны), имеющими возможность синхронного вращения с установленной скоростью в течение интервала времени, установленного цикловой круговой диаграммой, построенной относительно положения движущегося челнока 9, а также имеет возможность вращения одновременно на всех шпулярниках 4 или на каждом в отдельности по команде с компьютера при остановленном челноке 9, или из центральной зоны машины, в том числе и при движущемся челноке 9. При этом на каждом из валов расположены по несколько паковок 5. Паковки 5 с намотанными на них нитями основы 6 выполнены с возможностью вращения вместе с валами.
Каждая катушка 5 для нити основы 6 состоит из втулки (устанавливаемой на вал шпулярника 4 и вращающейся вместе с ним), наружного корпуса с ребордами (на который наматывается нить основы 6) и фрикционного тормоза, встроенного между втулкой и наружным корпусом, выполненного с возможностью задания и поддерживания натяжения нити основы 6, а также с возможностью выборки нити основы 6 из нитетракта за счет вращения катушек 5, либо сохранения провиса нити основы 6 при отсутствии вращения валов. Конструктивное исполнение катушки не приведено на чертеже.
Каждый шпулярник 4 оснащен устройством изменения длины нитетрактов (смотри кроме фиг. 1 фиг. 2).
Устройство изменения длины нитетрактов включает: подвижную штангу 19 (установленную над шпулярником 4) с несколькими скало 20 (каждое из которых расположено над каждым вертикальным рядом валов шпулярника 4, и через которое перекинуты нити основы 6, изменяющие направление с вертикального от катушек 5 на горизонтальное направление к центру машины) и электрогидротолкатель (с помощью которого штангу 19 перемещают к центру машины и в обратном направлении на установленное расстояние за счет коромысла 21 с регулируемой длиной плеча, к которому крепится шток 22 электрогидротолкателя).
Устройство 1 установки формозадающей (формообразующей) оправки 2 выполнено с возможностью перемещения оправки 2 через заданное количество оборотов челнока 9 на заданную величину с установленной скоростью, а также с возможностью перемещения оправки 2 по команде с компьютера или из центральной зоны машины.
В круглоткацкой машине нити основы 6 проходят последовательно через распределительную доску 23 шпулярника 4, а затем через распределительную доску 24 к зевообразовательному механизму 7.
Нити основы 6 распределяются вокруг формообразующей оправки 2 кассейными досками 25.
Нити основы 6 пробраны в глазки галев 26 и соединены через гибкие связи (аркаты) 27 с крючками (на фигурах не показаны) устройства зевообразования 7. К галевам 26 подвешены грузы 28. При этом кассейные 25 и распределительные 24 доски распределяют галева 26 и, следовательно, нити основы 6 по окружности секторами, между которыми расположены направляющие ролики (на фигурах не показаны) челнока 9 и валы-шестерни 18 устройства перемещения челнока 9. В указанных секторах нити основы отсутствуют. Кассейные доски 25 выполнены так, что несколько крайних по окружности рядов отверстий выполнены через меньшее расстояние, чем прочие.
Способ формирования тканой многослойной оболочки заключается в наработке ее на установленной в центре круглоткацкой машины формообразующей оправке путем переплетения радиально направленных систем нитей основы, - распределенных по окружности центральной зоны машины и пробранных через глазки галев устройства зевообразования, образующего по рапорту рисунка ткани круговой волновой зев, - и нитей утка, прокладываемых челноком между верхним и нижним настилами зева; при этом круговой зев изменяют в соответствии с переплетением ткани, а прибой опушки ткани осуществляют непосредственно натянутыми нитями утка.
В одном из заявляемых способов угол зева в зоне прокладывания утка оптимизируют путем его увеличения за счет отклонения нитей основы нижнего, верхнего или обоих настилов зева от прямолинейности элементами расширения зева, установленными на челноке, а величину расширения устанавливают такой, чтобы нити основы, освобождаясь от воздействия элементов расширения, после установки утка в опушку ткани образовывали провис, при котором их натяжение вне зоны прокладывания утка снижается, а также выравнивается и в совокупности с натянутым утком обеспечивает формирование ткани заданной толщины и плотности, а при подходе челнока провис устраняют и натяжение нитей основы восстанавливают вращением катушек с валами шпулярника.
Еще в одном из заявляемых способов при формировании оболочки, когда суммарное натяжение нитей основы, ослабленных элементами расширения зева, вызывает нагрузки на нити утка, превосходящие их прочность, нити основы дополнительно ослабляют с помощью устройства изменения длины установленных на шпулярниках нитетрактов за счет перемещения штанги со скало, - через которые перекинуты нити основы, изменяющие направление с вертикального на горизонтальное, - на заданное расстояние к центру машины, а перед челноком созданный провис нитей основы устраняют или за счет восстановления длины нитетрактов, или за счет выборки нитей основы из нитетрактов вращением катушек, или одновременно и тем и другим действием.
Еще в одном из заявляемых способов плотность тканой оболочки повышают за счет увеличения натяжения нитей основы с помощью устройства изменения длины нитетрактов нитей основы путем перемещения штанги со скало, - через которые нити основы перекинуты, изменяя направление с вертикального на горизонтальное, - от центра машины, создавая этим дополнительное трение нитей основы об элементы нитетракта.
Еще в одном из заявляемых способов по сторонам секторов нитей основы, между которыми установлены валы-шестерни устройства принудительного перемещения челнока и направляющие его ролики, а нити основы отсутствуют, плотность нитей основы повышают за счет соответствующего расположения отверстий по сторонам распределительных и кассейных досок.
Еще в одном из заявляемых способов в процессе ткачества постоянно контролируют толщину опушки ткани и при увеличении толщины опушки ткани натяжение нитей утка увеличивают, а при уменьшении толщины опушки ткани натяжение нитей утка уменьшают; при этом величину изменения толщины опушки ткани поддерживают в заданных пределах от установленного номинала толщины.
Ниже приведены конкретные примеры наработки на круглоткацкой машине многослойных оболочек различных форм и разного габарита, из которых также видна работа круглоткацкой машины, а также как связаны между собой признаки способа с признаками круглоткацкой машины, а точнее: как те или иные признаки способа обеспечиваются теми или иными признаками конструкции круглоткацкой машины.
Примеры 1, 2 наработки тканых многослойных оболочек ∅1000 и 1500 мм в соответствии с девятым изобретением.
В центре круглоткацкой машины установили формообразующую оправку. Наработку тканой многослойной оболочки произвели путем переплетения радиально направленных систем нитей основы, пробранных в глазки галев подвязей устройства зевообразования, образующего по рапорту рисунка ткани круговой волновой зев, и нитей утка, прокладываемых челноком между верхним и нижним настилами зева. При этом плотность по основе задали количеством нитей основы, формирующих опушку ткани. Причем нити основы пробрали непосредственно, и только, через глазки галев устройства зевообразования.
Оболочки наработали с оптимизацией угла между верхним и нижним настилами зева в зоне прокладывания утка. Угол зева в процессе формирования опушки должен быть не менее 30°. Без ширения фактический угол зева менее 6°. Для этого нити нижнего и/или верхнего настила отклонили от прямолинейности ширителями, установленными на челноке. В конкретном случае произвели ширение нитей нижнего (рабочего) настила, а нити верхнего настила лишь подравняли (изначально нити верхнего настила не ровные, т.е. расположены в несколько слоев).
Рабочим может быть и верхний настил, если наработка тканой оболочки идет в другую сторону.
Чтобы иметь возможность увеличения угла зева, на челноке круглоткацкой машины установлены регулируемые по высоте элементы ширения настилов зева, отклоняющие нижний и/или верхний настилы зева от прямолинейности, формируя заданный угол зева.
Для формирования заданного угла зева установленные на челноке круглоткацкой машины элементы ширения (ширители) отрегулировали по высоте.
После прекращения контакта с ширителями натяжение нитей соответствующего настила (в нашем случае нижнего) уменьшили и выровняли по величине с тем, чтобы уменьшить нагрузку на уток (т.е. величину натяжения утка), необходимую для прижатия опушки ткани к формообразующей оправке в зоне нахождения челнока.
Так, например, величину натяжения основных нитей в зоне нахождения челнока равную 100±50 г уменьшили вне зоны нахождения челнока (т.е. после схода с ширителя) до 10±1 г. Функцию уменьшения и увеличения натяжения нитей основы в данном случае выполнили катушки с нитями основы, выполненные с возможностью восстановления натяжения нитей основы после их провиса путем выбора нитей из нитетрактов за счет вращения валов шпулярника с заданным временем вращения.
Пример 3 наработки тканой многослойной оболочки диаметром более 1500 мм в соответствии с десятым изобретением.
Наработку оболочки ∅1700 мм произвели аналогично примерам 1 и 2. При этом крупный габарит оболочки вызвал необходимость принятия дополнительных мероприятий, обусловленных существенным нарастанием нагрузки на уток из-за возросшего количества нитей основы (требуется сильное натяжение, превышающее прочность утка).
Для исключения обрыва нитей утка пришлось основные нити, находящиеся вне зоны челнока, дополнительно ослабить до образования их провиса, а именно: провис нитей основы, расположенных вне сектора (зоны) нахождения челнока, дополнительно увеличили за счет уменьшения длины нитетрактов указанных нитей основы.
В зоне же нахождения челнока основные нити требовалось натянуть, чтобы создать условия для образования с помощью ширителя зева. Поэтому в секторе (зоне) нахождения челнока провис указанных нитей основы возвратили в прежнее состояние, т.е. в состояние приемлемое для образования зева с помощью ширителя.
Для этого в круглоткацкой машине над валами шпулярников установлены стержни для изменения их направления с вертикального на горизонтальное с возможностью перемещения на заданную величину к центру машины (ослабляя при этом нити основы вне зоны прокладывания утка) и в обратном направлении (восстанавливая натяжение нитей основы в зоне прокладывания утка). Остановимся на этом, приведя некоторые подробности.
Основные нити с катушек, установленных на каждом вертикальном валу шпулярника, идут кверху (вертикально), перегибаются через стержни («хрусталки») в горизонтальное направление. Все стержни одного шпулярника, расположенные на штанге с гидротолкателем, в нужный момент подаются к центру машины на заданное расстояние. При этом горизонтальная часть длины нитей уменьшается (т.е. уменьшается длина нитетракта).
В нужный момент, когда подходит челнок, штанга возвращается на свое место (гидротолкатель включается и перемещает ее, восстанавливая натяжение нитей). В секторе (зоне) расположения челнока все нити основы натянуты и ослабляются тогда, когда уток встает на свое место в опушке ткани.
В результате получили качественную по структуре тканую оболочку; а ее наработка сопровождалась небольшим количеством остановок машины для устранения обрывов уточной нити (путем соединения концов нити).
Пример 4 наработки тканой многослойной оболочки ∅100 мм в соответствии с одиннадцатым изобретением.
Наработку оболочки произвели аналогично примерам 1 и 2. При этом малый габарит оболочки вызвал необходимость принятия дополнительных мероприятий, обусловленных существенным снижением натяжения утка из-за малого количества нитей основы (требуется увеличить натяжение утка за счет увеличения натяжения нитей основы).
Увеличение натяжения нитей основы (следствием чего является увеличение натяжения нитей утка и тем самым увеличение плотности тканой оболочки) произвели с помощью изменения длины их нитетрактов, перемещая штанги со скало, - через которые нити основы перекинуты, - от центра машины, создавая этим дополнительное трение нитей основы об элементы нитетракта. В результате получили тканую оболочку существенно более высокой плотности в сравнении с той, которую получают без применения рассматриваемого технического решения.
Пример 5 наработки тканой многослойной оболочки в соответствии с двенадцатым изобретением.
В зонах расположения приводных валов-шестерней отсутствуют нити основы. Чтобы исключить возникающие из-за этого разряжения, плотность нитей по краям секторов увеличили таким образом, чтобы это уплотнение компенсировало в ткани возможное разряжение, а именно: уплотнение нитей основы в сумме с зоной их отсутствия стало равным плотности нитей основы в других секторах по окружности ткани.
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглоткацкая машина и способы изготовления на ней тканых многослойных оболочек | 2023 |
|
RU2840903C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЫХ ОБОЛОЧЕК | 1998 |
|
RU2130093C1 |
| ЦЕЛЬНОТКАНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКА С РЕБРАМИ ЖЕСТКОСТИ И СПОСОБ ЕЁ ФОРМИРОВАНИЯ | 2019 |
|
RU2713990C1 |
| СПОСОБЫ ФОРМИРОВАНИЯ ТОЛСТОСТЕННЫХ МНОГОСЛОЙНЫХ ОБОЛОЧЕК ЦИЛИНДРИЧЕСКОЙ ИЛИ КОНИЧЕСКОЙ ФОРМЫ С МАЛЫМ УГЛОМ КОНУСНОСТИ НА КРУГЛОТКАЦКОЙ МАШИНЕ | 2020 |
|
RU2783134C2 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОСЛОЙНОЙ ТКАНОЙ ОБОЛОЧКИ | 2020 |
|
RU2752183C1 |
| ЦЕЛЬНОТКАНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКА С ФЛАНЦЕМ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2019 |
|
RU2714146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ТКАНОЙ ОБОЛОЧКИ | 2020 |
|
RU2748555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ТКАНОЙ ОБОЛОЧКИ | 2020 |
|
RU2752185C1 |
| ПОЛЫЙ МНОГОСЛОЙНЫЙ ТКАНЫЙ КАРКАС ОБЪЁМНОЙ СТРУКТУРЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2768942C1 |
| СПОСОБЫ ФОРМИРОВАНИЯ ТКАНОЙ МНОГОСЛОЙНОЙ ОБОЛОЧКИ (ВАРИАНТЫ) | 2022 |
|
RU2800722C1 |
Заявлена круглоткацкая машина для изготовления тканых многослойных оболочек, содержащая устройство установки формозадающей оправки, расположенное в центре машины, перемещающее оправку в вертикальном направлении; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев; челнок, принудительно перемещаемый в круговом зеве, при этом устройства и механизмы машины оснащены индивидуальными приводами и контрольными датчиками; при этом приводами управляет компьютер через контроллер по заданной круговой цикловой диаграмме, построенной относительно положения движущегося челнока, либо по индивидуальным командам, подаваемым с компьютера или из центральной зоны машины; с помощью контрольных датчиков осуществляют контроль исполнения круговой цикловой диаграммы, включения и выключения приводов, перемещений и положений исполнительных элементов с отображением информации на мониторе в режиме реального времени, что расширяет технологические возможности круглоткацкой машины в части разнообразия форм и размеров нарабатываемых на ней многослойных тканых оболочек высокого качества. 3 ил.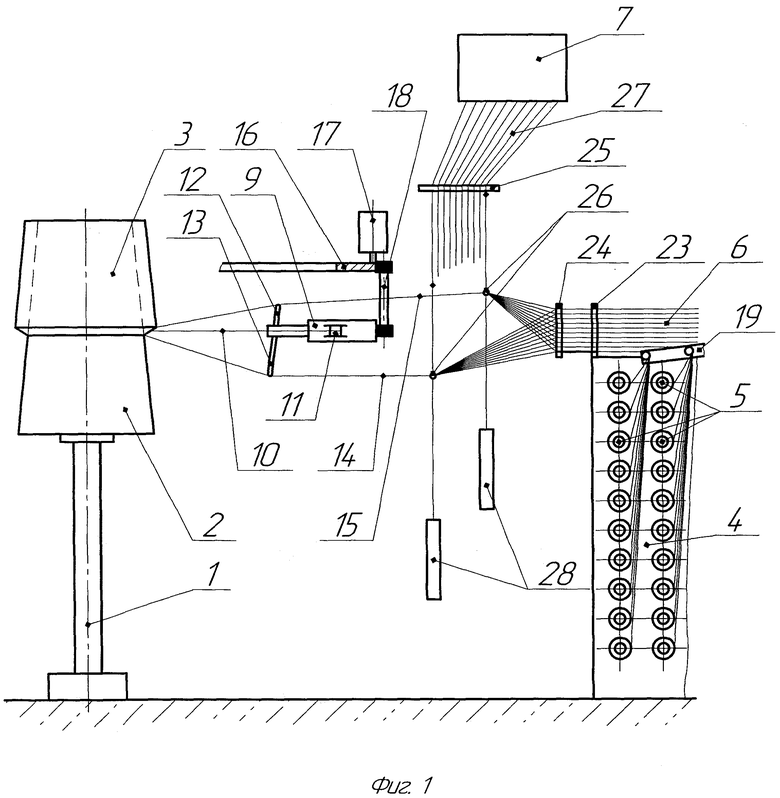
Круглоткацкая машина, предназначенная для изготовления тканых многослойных оболочек, содержащая такие механизмы и устройства, как устройство установки формозадающей оправки, на поверхности которой формируют оболочку, расположенное в центре машины, перемещающее оправку в вертикальном направлении по мере наработки оболочки; несколько шпулярников, установленных вокруг центральной зоны машины, с множеством паковок с нитями основы, направляемыми к формозадающей оправке радиально в горизонтальной плоскости; устройство зевообразования, включающее несколько механизмов зевообразования, размещенных по периметру центральной зоны машины, образующих из нитей основы круговой зев, изменяемый в соответствии с заданным переплетением ткани; челнок, принудительно перемещаемый в круговом зеве и прокладывающий уток в опушку ткани, отличающаяся тем, что устройства и механизмы машины оснащены индивидуальными приводами и контрольными датчиками; при этом приводами управляет компьютер через контроллер по заданной круговой цикловой диаграмме, построенной относительно положения движущегося челнока, либо по индивидуальным командам, подаваемым с компьютера или из центральной зоны машины; с помощью контрольных датчиков осуществляют контроль исполнения круговой цикловой диаграммы, включения и выключения приводов, перемещений и положений исполнительных элементов с отображением информации на мониторе в режиме реального времени.
| WO 2017029390 A1, 23.02.2017 | |||
| CN 107447341 A, 08.12.2017 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ТКАНОЙ ОБОЛОЧКИ | 2020 |
|
RU2748555C1 |
| CN 108677352 A, 19.10.2018 | |||
| US 20110155276 A1, 30.06.2011 | |||
| US 5293906 A1, 15.03.1994 | |||
| US 4735236 A1, 05.04.1988. | |||

