Изобретение относится к текстильной промышленности и касается способов формирования толстостенных многослойных тканых оболочек цилиндрической или конической формы с малым углом конусности на круглоткацкой машине, предназначенных для изготовления на их основе изделий из композиционных материалов с объемной структурой армирования.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ формирования толстостенных многослойных тканых оболочек цилиндрической или конической формы с малым углом конусности, заключающийся в наработке на установленной в круглоткацкую машину формообразующей оправке переплетением систем нитей основы, формирующих осевое армирование, систем нитей перевязки, образующих радиальное армирование, и уточных нитей, прокладываемых в волновой зев между верхним и нижним настилами нитей основы, формирующих кольцевое армирование, усматриваемый из [пат. RU 2130093, 1998 г.]. Его мы приняли за прототип.
Недостатком способа является то, что сформированная в соответствии с ним толстостенная оболочка цилиндрической или конической формы с малым углом конусности после съема ее с формообразующей оправки значительно меняет геометрию, вплоть до появления складок на внутренней поверхности. Обусловлено это тем, что системы перевязочных нитей основы при наработке тканой оболочки располагаются под углом к поверхности формообразующей оправки отличным от 90°, соответственно и опушка ткани - также под углом отличным от 90° вследствие значительного угла между настилами зева. После съема с формообразующей оправки перевязочные нити тканой оболочки стремятся принять расположение перпендикулярное внутренней поверхности, осуществляя при этом давление на ряды внутренних утков. Как результат, образуются складки на внутренней поверхности тканой оболочки. Если же тканую оболочку не снимать с формообразующей оправки, то формирование в ней матричного материала приводит к получению композиционного материала с высоким уровнем остаточных напряжений и не оптимальной схемой армирования.
Задачей изобретения является обеспечение возможности формирования толстостенных многослойных тканых оболочек цилиндрической - или близкой к ней - формы, на которых остаточные внутренние напряжения после съема их с формообразующей оправки не деформировали бы оболочки и не образовывали складки на их внутренней поверхности, а также обеспечение возможности изготовления на основе тканых оболочек (без съема их с формообразующих оправок) изделий из композиционных материалов, которые не имели бы высокого уровня остаточных напряжений и имели бы улучшенное армирование.
Поставленная задача решается за счет того, что в способе формирования толстостенных многослойных тканых оболочек цилиндрической или конической формы с малым углом конусности, заключающемся в наработке на установленной в круглоткацкую машину формообразующей оправке переплетением систем нитей основы, формирующих осевое армирование, систем нитей перевязки, образующих радиальное армирование, и уточных нитей, прокладываемых в волновой зев между верхним и нижним настилами нитей основы, формирующих кольцевое армирование, в соответствии с заявляемым техническим решением при формировании опушки ткани в ее наружный слой (слои) вводят дополнительную систему нитей основы.
То, что при формировании опушки ткани в ее наружный слой (слои) вводят дополнительную систему нитей основы, позволяет уплотнить указанный слой (слои) и создать им (ими) усилие на прилегающие слои опушки ткани, направленное сверху вниз, следствием чего является стремление опушки ткани изменить угол относительно поверхности формообразующей оправки в сторону его приближения к углу 90°.
То, что количество дополнительных нитей основы в наружном слое (слоях) опушки ткани выбирают в зависимости от геометрии формообразующей оправки с таким расчетом, чтобы опушка ткани поддерживалась почти перпендикулярной к поверхности формообразующей оправки, гарантирует расположение опушки ткани при наработке тканой оболочки почти перпендикулярно формообразующей оправке.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность при формировании толстостенных многослойных оболочек цилиндрической - или близкой к ней формы - на круглоткацкой машине к получению опушки ткани с расположением в ней рядов перевязочных нитей перпендикулярно поверхности формообразующей оправки и соответственно расположением перевязочных нитей в тканой оболочке перпендикулярно ее поверхностям.
Благодаря новому свойству решается поставленная задача, а именно: обеспечивается возможность формирования толстостенных многослойных оболочек цилиндрической или конической формы с малым углом конусности, которые после съема с формообразующей оправки не имеют существенных внутренних напряжений, которые могут вызвать складки на их внутренней поверхности, а также обеспечивается возможность изготовления на основе тканых оболочек без съема их с формообразующей оправки изделий из композиционных материалов, которые не имеют высокого уровня остаточных напряжений и имеют наиболее оптимальное армирование.
Поставленная задача решается за счет еще одного способа формирования толстостенных многослойных тканых оболочек цилиндрической или конической формы с малым углом конусности, заключающемся в наработке на установленной в круглоткацкую машину формообразующей оправке переплетением систем нитей основы, формирующих осевое армирование, систем нитей перевязки, образующих радиальное армирование, и уточных нитей, прокладываемых в волновой зев между верхним и нижним настилами нитей основы, формирующих кольцевое армирование. В нем в соответствии с заявляемым техническим решением между формообразующей оправкой и формируемой оболочкой вводят дополнительную систему нитей, прокладываемую на поверхность оправки в осевом направлении, не связанных с тканью и которые после съема оболочки с оправки удаляют. Количество нитей в этой системе выбирают в зависимости от геометрии формируемой оболочки с таким расчетом, чтобы опушка ткани поддерживалась перпендикулярной к поверхности оправки.
То, что при формировании опушки ткани между формообразующей оправкой и тканой оболочкой вводят дополнительную систему нитей, не связанных с тканью, приводит к тому, что нити данной системы давят на внутренние слои опушки ткани снизу вверх, благодаря чему они уплотняются; при этом опушка ткани стремится занять положение перпендикулярно формообразующей оправке.
Удаление - после съема тканой оболочки с формообразующей оправки - дополнительных нитей завершает процесс формообразования оболочки.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство. Оно такое же, как у первого из рассмотренных способов и поэтому также как и первый способ позволяет решить поставленную задачу.
Изобретения настолько связаны, что образуют единый изобретательский замысел, а именно: изобретены новые способы, направленные на решение одной задачи, в принципе при необходимости дополняющие друг друга (т.е. имеет место вариантность способа формирования тканых оболочек). Это свидетельствует о соблюдении единства изобретения.
Способы формирования толстостенных многослойных тканых оболочек цилиндрической - или конической формы с малым углом конусности - заключаются в наработке на установленной в круглоткацкую машину формообразующей оправке переплетением систем нитей основы, формирующих осевое армирование, систем нитей перевязки, образующих радиальное армирование, и уточных нитей, прокладываемых в волновой зев между верхним и нижним настилами нитей основы, формирующих кольцевое армирование.
В соответствии с первым из них, при формировании опушки ткани в ее наружный слой (слои) вводят дополнительную систему нитей основы. Причем количество дополнительных нитей основы выбирают в зависимости от геометрии формируемой оболочки с таким расчетом, чтобы опушка ткани поддерживалась перпендикулярной к поверхности оправки. В соответствии со вторым способом между формообразующей оправкой и тканой оболочкой при формировании опушки ткани вводят дополнительную систему нитей, не связанную с тканью. После съема тканой оболочки с формообразующей оправки дополнительную систему нитей удаляют с оболочки.
Заявленные изобретения поясняются чертежами и примерами конкретного выполнения.
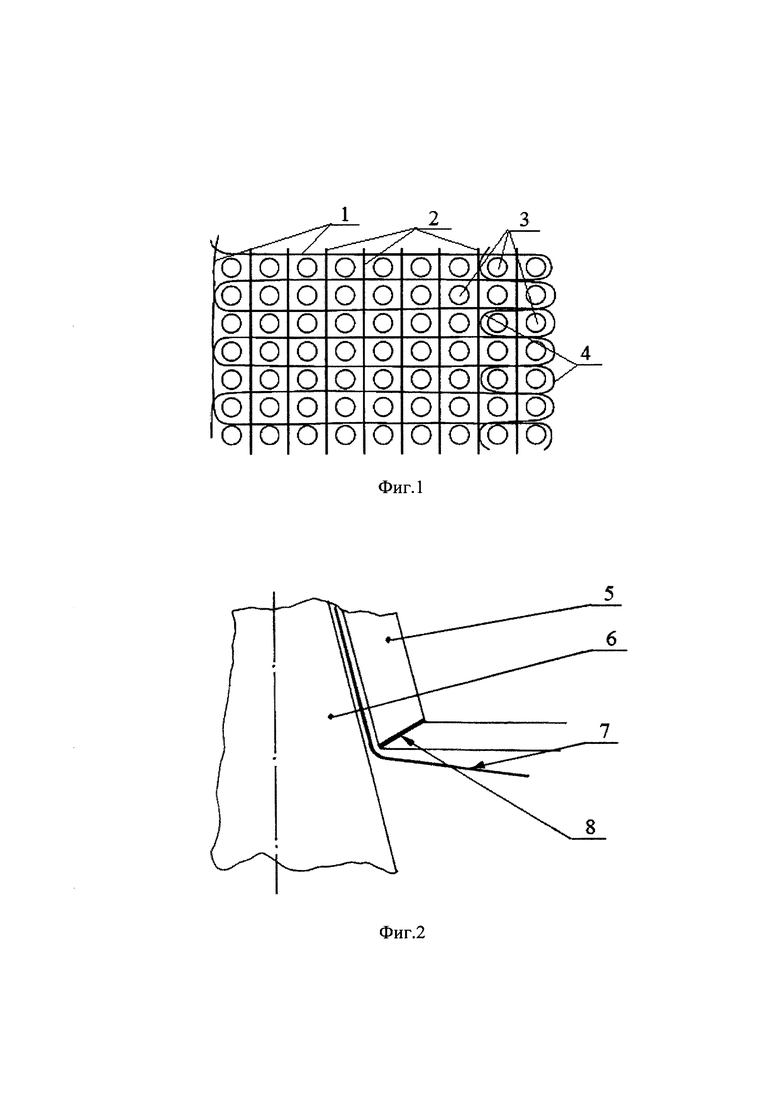
На фиг. 1 приведен рисунок, схематично изображающий конструкцию цельнотканой многослойной оболочки, снабженной дополнительной системой нитей основы, где поз. 1 соответствуют нити основы перевязочной, поз. 2 - нити основы наполнительной, поз. 3 - нить утка, поз. 4 - дополнительная (кромочная) система нитей основы.
На фиг. 2 приведен рисунок, также схематично изображающий наработку цельнотканой многослойной оболочки (поз. 5) на формообразующей оправке (поз. 6), снабженной дополнительной системой нитей (поз. 7), введенных между формообразующей оправкой (поз. 6) и тканой оболочкой (поз. 5) и воздействующих на опушку ткани (поз. 8).
Ниже приведены конкретные примеры формирования толстостенных многослойных тканых оболочек цилиндрической и конической формы с малым углом конусности.
Пример 1
Изготовили толстостенную многослойную тканую оболочку цилиндрической формы диаметром ~∅1000 мм. Толщина оболочки составила ~18 мм.
Наработку многослойной цилиндрической оболочки произвели на установленной в круглоткацкую машину формообразующей оправке в соответствии со способом, приведенным в пат. РФ №2130093.
Для наработки использовали углеродные нити, а именно: уточные нити УКН/5000 ГОСТ 28008 линейной плотностью 1640 текс, нити основы наполнительные и перевязки УРАЛ-Н22 ТУ BY 400031289.140 - 1200 текс и 205 текс соответственно.
При наработке оболочки в два наружных уточных слоя ткани ввели дополнительную систему нитей основы перевязочной. При формировании опушки ткани это позволило уплотнить наружные слои и создать усилие на прилегающие слои опушки ткани, направленное сверху вниз. В результате этого, опушка ткани изменила угол относительно поверхности формообразующей оправки в сторону его приближения к углу 90°. По завершению наработки оболочки и съема с формообразующей оправки и дальнейшего осмотра внутренней поверхности, складок и каких-либо значительных изменений геометрии оболочки не обнаружили.
Пример 2
Изготовили толстостенную многослойную тканую оболочку конической формы со следующими размерами - верхний диаметр ~∅250 мм, нижний диаметр ~∅600 мм, длина оболочки ~1200 мм. Толщина оболочки составила ~4 мм.
Используемые нити и способ формирования оболочки аналогичны цилиндрической оболочке, приведенной в примере 1. Но при наработке оболочки дополнительную систему нитей ввели под структуру ткани, т.е. между формообразующей оправкой и формируемой оболочкой, прокладывая их на поверхность оправки в осевом направлении и не связывая с тканью оболочки.
Это привело к тому, что нити данной системы давили на внутренние слои опушки ткани снизу вверх, благодаря чему последние уплотнились. При этом опушка ткани в процессе наработки стремилась занять положение перпендикулярно формообразующей оправке.
После завершения процесса формообразования и съема оболочки с формообразующей оправки дополнительные нити удалили.
Складок и каких-либо значительных изменений геометрии оболочки также не обнаружили.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ МНОГОСЛОЙНОЙ ТКАНОЙ ОБОЛОЧКИ | 2020 |
|
RU2752183C1 |
| Круглоткацкая машина и способы формирования на ней тканых многослойных оболочек | 2023 |
|
RU2840905C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ТКАНОЙ ОБОЛОЧКИ | 2020 |
|
RU2748555C1 |
| Круглоткацкая машина и способы изготовления на ней тканых многослойных оболочек | 2023 |
|
RU2840903C2 |
| СПОСОБЫ ФОРМИРОВАНИЯ ЦЕЛЬНОТКАНЫХ МНОГОСЛОЙНЫХ ОБОЛОЧЕК ПЕРЕМЕННОЙ ТОЛЩИНЫ (ВАРИАНТЫ) | 2021 |
|
RU2765455C1 |
| ПОЛОЕ ИЗДЕЛИЕ В ВИДЕ ТКАНОГО ПОЛОТНА, СПОСОБ ЕГО ФОРМИРОВАНИЯ И СПОСОБ ФОРМИРОВАНИЯ НА ЕГО ОСНОВЕ ТОЛСТОСТЕННОГО ИЗДЕЛИЯ, В ТОМ ЧИСЛЕ КРУПНОГАБАРИТНОГО | 2019 |
|
RU2707100C1 |
| ЦЕЛЬНОТКАНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКА С РЕБРАМИ ЖЕСТКОСТИ И СПОСОБ ЕЁ ФОРМИРОВАНИЯ | 2019 |
|
RU2713990C1 |
| ЦЕЛЬНОТКАНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКА С ФЛАНЦЕМ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2019 |
|
RU2714146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЫХ ОБОЛОЧЕК | 1998 |
|
RU2130093C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХ- И ТРЁХСЛОЙНЫХ ЦЕЛЬНОТКАНЫХ ОБОЛОЧЕК | 2020 |
|
RU2752184C1 |
Заявлены способы формирования толстостенных многослойных тканых оболочек цилиндрической или конической формы с малым углом конусности, которые заключаются в наработке на установленной в круглоткацкую машину формообразующей оправке переплетением систем нитей основы, формирующих осевое армирование, систем нитей перевязки, образующих радиальное армирование, и уточных нитей, прокладываемых в волновой зев между верхним и нижним настилами нитей основы, формирующих кольцевое армирование, причём при формировании опушки ткани в ее наружный слой или слои вводят дополнительную систему нитей основы, или между формообразующей оправкой и формируемой оболочкой вводят дополнительную систему нитей, не связанную с тканью, которые после съема оболочки с оправки удаляют, при этом количество нитей основы в этой системе выбирают в зависимости от геометрии формируемой оболочки с таким расчетом, чтобы опушка ткани поддерживалась перпендикулярной к поверхности оправки и не имела высокого уровня остаточных напряжений. 2 н.п. ф-лы, 2 ил., 2 пр.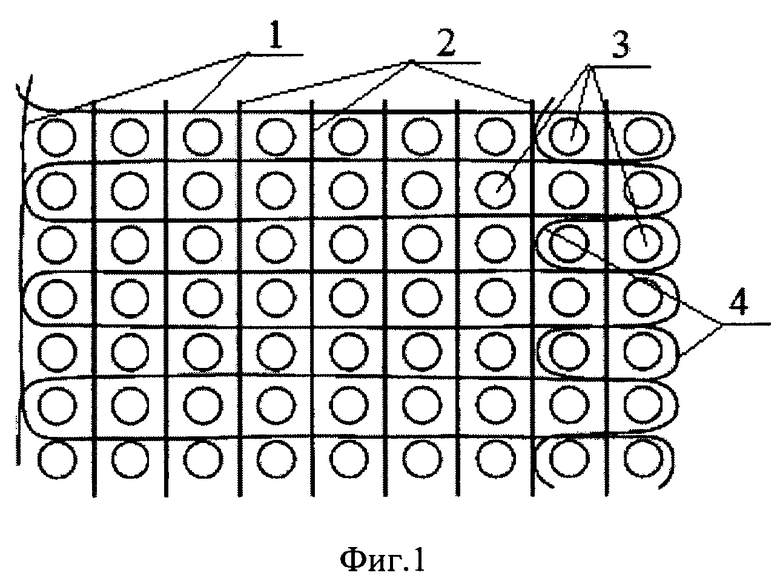
1. Способ формирования толстостенных многослойных тканых оболочек цилиндрической или конической формы с малым углом конусности, заключающийся в наработке на установленной в круглоткацкую машину формообразующей оправке переплетением систем нитей основы, формирующих осевое армирование, систем нитей перевязки, образующих радиальное армирование, и уточных нитей, прокладываемых в волновой зев между верхним и нижним настилами нитей основы, формирующих кольцевое армирование, отличающийся тем, что при формировании опушки ткани в ее наружный слой или слои вводят дополнительную систему нитей основы, причем их количество выбирают в зависимости от геометрии формируемой оболочки с таким расчетом, чтобы опушка ткани поддерживалась перпендикулярной к поверхности оправки.
2. Способ формирования толстостенных многослойных тканых оболочек цилиндрической или конической формы с малым углом конусности, заключающийся в наработке на установленной в круглоткацкую машину формообразующей оправке переплетением систем нитей основы, формирующих осевое армирование, систем нитей перевязки, образующих радиальное армирование, и уточных нитей, прокладываемых в волновой зев между верхним и нижним настилами нитей основы, формирующих кольцевое армирование, отличающийся тем, что между формообразующей оправкой и формируемой оболочкой вводят дополнительную систему нитей, не связанную с тканью, и которые после съема оболочки с оправки удаляют, а количество нитей основы в этой системе выбирают в зависимости от геометрии формируемой оболочки с таким расчетом, чтобы опушка ткани поддерживалась перпендикулярной к поверхности оправки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЫХ ОБОЛОЧЕК | 1998 |
|
RU2130093C1 |
| ЦЕЛЬНОТКАНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКА С РЕБРАМИ ЖЕСТКОСТИ И СПОСОБ ЕЁ ФОРМИРОВАНИЯ | 2019 |
|
RU2713990C1 |
| US 3719210 A1, 06.03.1973 | |||
| CN 108677352 A, 19.10.2018 | |||
| US 20110155276 A1, 30.06.2011 | |||
| ЦЕЛЬНОТКАНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКА С ФЛАНЦЕМ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2019 |
|
RU2714146C1 |

