Настоящее изобретение относится к способу проверки стержнеобразных изделий, предпочтительно компонентов изделия, генерирующего аэрозоль (для генерирования аэрозоля). Проверка в соответствии со способом согласно настоящему изобретению осуществляется с помощью индуктивного датчика.
Известны устройства, генерирующие аэрозоль, которые содержат субстрат, образующий аэрозоль, и устройство индукционного нагрева. Индукционное нагревательное устройство содержит индукционный источник, который создает переменное электромагнитное поле, которое вызывает вихревые токи, генерирующие тепло, и потери на гистерезис в токоприемнике. Токоприемник находится в тепловой близости от субстрата, образующего аэрозоль, например субстрата табака. Нагретый токоприемник, в свою очередь, нагревает субстрат, образующий аэрозоль, который содержит материал, способный высвобождать летучие соединения, которые могут образовывать аэрозоль.
В некоторых компонентах токоприемник расположен внутри компонента изделия, генерирующего аэрозоль.
Из-за производственных допусков может случиться так, что токоприемник в компоненте не находится в нужном положении или не имеет правильной ориентации. Если токоприемник остается в неправильном положении или ориентации, может возникнуть дефект продукта с точки зрения доставок аэрозоля, когда компонент используется в устройстве, генерирующем аэрозоль.
Поэтому желательно обнаруживать такие дефекты как можно раньше, чтобы обеспечить производство только соответствующих требованиям продуктов и избежать ненужных затрат и отходов.
Кроме того, обработка компонентов, включая те, которые содержат токоприемники, осуществляется с высокой скоростью, такой как 5 000 компонентов в минуту. Таким образом, временное окно, в которое такие компоненты можно проверять для определения их соответствия производственным требованиям, является сравнительно коротким. Например, когда компоненты позиционированы в барабане объединяющего устройства, их скорость вращения высока, и временное окно для фиксации датчиком данных, необходимых для оценки формы, положения или присутствия или отсутствия токоприемника, составляет примерно 200 миллисекунд.
Соответственно, желательно определять дефекты, связанные с токоприемниками, со сравнительно высокой скоростью.
В соответствии с одним из аспектов, настоящее изобретение относится к способу проверки стержнеобразных изделий, включающему: обеспечение первого барабана с множеством гнезд. Предпочтительно способ включает: обеспечение по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку. Предпочтительно способ включает обеспечение указанного по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, содержащим первый токоприемник, причем первый токоприемник содержит проводящий материал. Предпочтительно способ включает вставку указанного стержнеобразного изделия в катушку указанного индуктивного датчика. Предпочтительно способ включает определение максимального значения или минимального значения параметрической функции импеданса катушки во время вставки стержнеобразного изделия. Предпочтительно способ включает отбраковку указанного стержнеобразного изделия на основании указанного максимального значения или указанного минимального значения указанной параметрической функции импеданса.
Способ согласно настоящему изобретению включает обеспечение первого барабана. Первый барабан определяет ось вращения барабана, с возможностью вращения вокруг которой выполнен первый барабан. Первый барабан может приводиться в действие механически, например с помощью приводного устройства барабана, содержащего зубчатый механизм или зубчатую ленту. Первый барабан может приводиться в действие электрическим приводным устройством барабана. Первый барабан предпочтительно имеет форму цилиндра. Первый барабан предпочтительно содержит внешнюю поверхность. Внешняя поверхность представляет собой, например, по существу цилиндрическую поверхность, имеющую в качестве геометрического центра ось вращения барабана.
Первый барабан выполнен с возможностью перемещать и вращать стержнеобразное изделие вокруг его оси вращения. Предпочтительно первый барабан выполнен с возможностью перемещать и вращать множество стержнеобразных изделий. Предпочтительно первый барабан выполнен с возможностью перемещать и вращать N стержнеобразных изделий, где 5<N<100, более предпочтительно 20<N<50.
Первый барабан содержит по меньшей мере одно гнездо, предпочтительно образованное на внешней поверхности барабана. Первый барабан предпочтительно выполнен с возможностью удерживать стержнеобразное изделие во время перемещения в гнезде. Например, первый барабан выполнен с возможностью удерживать стержнеобразное изделие в гнезде во время вращения первого барабана вокруг его оси вращения. Гнездо предпочтительно проходит продольно вдоль оси гнезда. Гнездо выполнено с возможностью принимать стержнеобразное изделие при вращении первого барабана. Предпочтительно стержнеобразное изделие входит в гнездо таким образом, что его продольная ось параллельна оси гнезда. Предпочтительно каждое гнездо выполнено таким образом, что стержнеобразное изделие может быть размещено в нем, когда ось гнезда и продольная ось указанного стержнеобразного изделия параллельны. Более предпочтительно ось гнезда и продольная ось стержнеобразного изделия конгруэнтны. Гнездо предпочтительно выполнено с возможностью вмещать единственное стержнеобразное изделие.
Предпочтительно ось гнезда параллельна оси вращения первого барабана. Таким образом, когда стержнеобразное изделие позиционировано в гнезде, продольная указанного стержнеобразного изделия предпочтительно параллельная оси вращения первого барабана.
Предпочтительно первый барабан содержит N гнезд, где 5<N<100, более предпочтительно 20<N<50. Предпочтительно все гнезда выполнены на периферийной поверхности первого барабана. Более предпочтительно гнезда расположены на равном расстоянии друг от друга по внешней поверхности первого барабана. В некоторых вариантах осуществления первый барабан содержит 40 гнезд.
Предпочтительно все гнезда, присутствующие в первом барабане, имеют одинаковую геометрическую форму. Например, каждое гнездо содержит приемную поверхность, выполненную с возможностью контактировать с внешней поверхностью указанного стержнеобразного изделия. Приемная поверхность предпочтительно содержит часть углубленной поверхности, например цилиндрическую поверхность. Приемная поверхность представляет собой часть внешней поверхности первого барабана. Приемная поверхность может представлять собой часть цилиндрической поверхности, имеющую диаметр, равный диаметру указанного стержнеобразного изделия, транспортируемого первым барабаном, или немного больший. Ось приемной поверхности определяет ось гнезда.
Предпочтительно ось гнезда параллельна оси вращения первого барабана, соответственно, когда стержнеобразные изделия позиционированы в гнездах первого барабана, их продольные оси параллельны оси вращения первого барабана.
Предпочтительно первый барабан также содержит первую боковую поверхность и вторую боковую поверхность, расположенные на двух противоположных сторонах внешней поверхности. Предпочтительно гнезда проходят от первой боковой поверхности до противоположной второй боковой поверхности. Гнездо может достигать первой боковой поверхности или второй боковой поверхности, или обеих таким образом, что гнездо является «открытым» на двух концах. В альтернативном варианте осуществления концы гнезда не достигают первой боковой поверхности или второй боковой поверхности, и в этом случае гнездо представляет собой «закрытое» гнездо.
Каждое гнездо предпочтительно включает отверстие для откачки, соединенное с системой откачки или пневматической системой, приспособленной для удержания стержнеобразного изделия в гнезде посредством откачки во время вращения барабана. Может присутствовать более одного отверстия для откачки, в зависимости от, например, размера и массы указанного стержнеобразного изделия.
В соответствии с настоящим изобретением обеспечивают присутствие стержнеобразного изделия в гнезде первого барабана. Предпочтительно обеспечивают присутствие стержнеобразного изделия во множестве гнезд первого барабана. Предпочтительно стержнеобразное изделие определяет продольную ось. Предпочтительно стержнеобразное изделие определяет первый конец и второй конец.
Предпочтительно поперечное сечение указанного стержнеобразного изделия вдоль плоскости, поперечной его продольной оси, представляет собой круг или овал. Однако стержнеобразное изделие также может иметь поперечное сечение в виде прямоугольника или многоугольника. Стержнеобразное изделие содержит внешнюю поверхность, предпочтительно по существу цилиндрическую, которая проходит вдоль продольной оси. В случае по существу цилиндрических стержнеобразных изделий продольная ось соответствует оси цилиндра.
Предпочтительно стержнеобразное изделие включает изделие, генерирующее аэрозоль, или компонент изделия, генерирующего аэрозоль, или более одного компонента изделия, генерирующего аэрозоль. Указанный компонент изделия, генерирующего аэрозоль, может включать субстрат, образующий аэрозоль. Субстрат, образующий аэрозоль, может содержать гомогенизированный табачный материал.
Стержнеобразное изделие дополнительно содержит первый токоприемник (сусцептор). Первый токоприемник предпочтительно находится в тепловом контакте с субстратом, образующим аэрозоль. Тепловой контакт создается с целью нагрева субстрата, образующего аэрозоль. При нагреве субстрат, образующий аэрозоль, высвобождает аэрозоль. Предпочтительно первый токоприемник окружен субстратом, образующим аэрозоль. Предпочтительно первый токоприемник полностью вставлен в указанный компонент указанного стержнеобразного изделия, то есть первый токоприемник не виден снаружи указанного стержнеобразного изделия. Предпочтительно первый токоприемник во всех направлениях окружен субстратом, образующим аэрозоль.
Предпочтительно первый токоприемник находится ближе к первому концу указанного стержнеобразного изделия, чем ко второму концу указанного стержнеобразного изделия. Если взять плоскость, перпендикулярную продольной оси и разделить стержнеобразное изделие на первую половину, содержащую первый конец, и вторую половину, содержащую второй конец, предпочтительно первый токоприемник преимущественно находится в первой половине. Предпочтительно первый токоприемник расположен на первом конце стержнеобразного изделия или вблизи от него. Предпочтительно первый токоприемник полностью вставлен в компонент указанного стержнеобразного изделия. Предпочтительно первый токоприемник проходит от первого конца до второго конца указанного компонента указанного стержнеобразного изделия. Предпочтительно первый токоприемник определяет продольную ось. Предпочтительно первый токоприемник вставлен в стержнеобразное изделие таким образом, что продольная ось первого токоприемника параллельна продольной оси указанного стержнеобразного изделия. Предпочтительно продольная ось первого токоприемника параллельна продольной оси стержнеобразного изделия или образует с ней угол менее 20 градусов. Более предпочтительно продольная ось первого токоприемника и продольная ось стержнеобразного изделия конгруэнтны.
Продольная ось первого токоприемника может быть осью симметрии первого токоприемника.
Первый токоприемник выполнен из проводящего материала. Предпочтительно первый токоприемник выполнен из металла. Предпочтительно первый токоприемник выполнен из ферромагнитного материала. Хотя первый токоприемник выполнен из проводящего материала, он может быть покрыт другими материалами, например твердыми, такими как слой другого материала, или жидкими, такими как гель.
Предпочтительно первый токоприемник имеет форму полосы. Предпочтительно толщина первого токоприемника лежит в пределах от 30 микрометров до 60 микрометров. Предпочтительно длина первого токоприемника лежит в пределах от 5 миллиметров до 20 миллиметров.
Предпочтительно стержнеобразное изделие обернуто в лист обертки.
По меньшей мере одно из гнезд барабана связано с индуктивным датчиком. Более предпочтительно множество гнезд барабана, и еще более предпочтительно все гнезда барабана, связаны с индуктивным датчиком. В данной области техники «индуктивный датчик» и «индукционный датчик» являются синонимами. Индуктивные датчики используют токи, индуцируемые магнитными полями, для обнаружения находящихся поблизости проводящих объектов, таких как металлические объекты. Индуктивный датчик содержит катушку индуктивности, которая представляет собой индуктор, для создания магнитного поля, такого как высокочастотное магнитное поле. Если рядом с переменным магнитным полем находится проводящий объект, такой как первый токоприемник, размещенный в стержнеобразном изделии, через указанный проводящий объект будет протекать ток. Возникший в результате ток в проводящем объекте порождает новое магнитное поле, которое направлено против исходного магнитного поля, образованного током, протекающим в катушке. Конечным результатом является изменение импеданса, как, например сопротивления, системы «катушка и первый токоприемник» в индуктивном датчике. Путем измерения импеданса датчик может определять, когда к индуктивному датчику приближают проводящий материал. Изменение импеданса зависит от типа проводящего материала, из которого сделан объект, от расстояния между объектом и датчиком и от размера и формы объекта.
Индуктивный датчик может представлять собой, например, интегральную схему LCD 1101 производства Texas instrument. Предпочтительно индуктивный датчик измеряет сопротивление, эквивалентное первому токоприемнику. Индуктивный датчик может измерять импеданс и резонансную частоту эквивалентной системы «катушка и первый токоприемник» посредством регулировки амплитуды колебаний в замкнутом контуре на постоянном уровне с отслеживанием энергии, рассеиваемой резонатором. Путем измерения значения мощности, подаваемой в резонатор, индуктивный датчик может определять эквивалентное параллельное сопротивление резонатора, которое он возвращает в виде цифрового значения.
Таким образом, индуктивный датчик связан с гнездом барабана, предпочтительно множество индуктивных датчиков связаны со множеством гнезд барабана, по датчику на гнездо, для определения параметра, который является функцией от импеданса катушки. Предпочтительно определяют параметр, который является функцией системы «катушка и первый токоприемник».
Параметрическая функция импеданса предпочтительно представляет собой сам импеданс Z катушки, или эквивалентное сопротивление катушки, или индуктивность катушки.
Индуктивный датчик включает катушку, которая определяет внутренний объем. Внутренний объем ограничен витками катушки. Например, индуктивный датчик включает цилиндрическую катушку, содержащую множество витков провода. Предпочтительно катушка не включает сердечник, то есть внутренний объем заполнен воздухом. Предпочтительно внутренний объем катушки достаточно велик, чтобы стержнеобразное изделие можно было вставить внутрь катушки, по меньшей мере частично. Полная длина катушки предпочтительно превышает длину первого токоприемника. Под длиной первого токоприемника, в случае если желательным является измерение длины первого токоприемника, подразумевается номинальная длина первого токоприемника. Для правильной вставки внутренний диаметр катушки предпочтительно превышает диаметр стержнеобразного изделия. Предпочтительно катушка определяет продольную ось, далее называемую осью катушки.
Предпочтительно стержнеобразное изделие вставляют в катушку индуктивного датчика. Вставка может быть полной, то есть такой, что стержнеобразное изделие целиком размещается во внутреннем объеме катушки, или только частичной, то есть такой, что только часть стержнеобразного изделия размещается во внутреннем объем катушки. Однако предпочтительно стержнеобразное изделие вставляют в катушку так, что первый токоприемник целиком расположен во внутреннем объеме катушки во время вставки.
Предпочтительно катушка индуктивного датчика устанавливается на гнезде первого барабана таким образом, что ось катушки и ось гнезда параллельны друг другу. Это, в свою очередь, означает, что ось катушки и продольная ось стержнеобразного изделия, когда оно присутствует в гнезде, также предпочтительно параллельны.
Индуктивный датчик используется для измерения параметрической функции импеданса катушки, который меняется из-за присутствия первого токоприемника внутри стержнеобразного изделия. По этой причине устройство для проверки предпочтительно включает блок управления. Блок управления электрически соединен с индуктивным датчиком. Блок управления обрабатывает сигналы, поступающие от индуктивного датчика, для оценки параметрической функции импеданса, такой как сам импеданс. Блок управления может быть частью индуктивного датчика. Блок управления также может быть выполнен с возможностью вычислять максимум или минимум параметрической функции импеданса, как подробно описано ниже.
Чтобы вставить стержнеобразное изделие в индуктивный датчик, осуществляют относительное перемещение между стержнеобразным изделием и индуктивным датчиком.
Предпочтительно вставку стержнеобразного изделия в катушку осуществляют с первого конца стержнеобразного изделия. Первый токоприемник предпочтительно находится ближе к первому концу, чем ко второму концу, соответственно, при вставке с первого конца для полной вставки токоприемника во внутренней объем катушки требуется более короткая катушка, чем при вставке со второго конца. Таким образом, только ограниченная часть стержнеобразного изделия должна войти в катушку для исследования характеристик первого токоприемника.
Предпочтительно перемещение стержнеобразного изделия в катушке представляет собой линейное перемещение в направлении, параллельном оси катушки. Предпочтительно перемещение представляет собой линейное перемещение параллельно оси гнезда. Указанное перемещение может представлять собой перемещение стержнеобразного изделия к катушке (при этом катушка неподвижна), перемещение катушки к стержнеобразному изделию (при этом стержнеобразное изделие неподвижно) или перемещение как катушки, так и стержнеобразного изделия друг к другу. Понятно, что когда говорят, что элемент неподвижен, имеют в виду относительно внешней поверхности барабана. Таким образом, катушка или стержнеобразные изделия могут быть неподвижными относительно внешней поверхности барабана. Сама внешняя поверхность вращается во время проверки стержнеобразных изделий.
Перемещение катушки, стержнеобразных изделий или и того, и другого может осуществляться множеством разных способов. Например, катушка содержит первую полукатушку и вторую полукатушку. Указанная первая полукатушка и вторая полукатушка представляют собой две части катушки, разрезанной вдоль плоскости, параллельной продольной оси катушки. Соответственно первая полукатушка и вторая полукатушка могут иметь разные размеры. Более предпочтительно каждая из первой полукатушки и второй полукатушки представляет собой половину катушки, разрезанной вдоль плоскости, содержащей продольную ось катушки. Каждая полукатушка содержит множество полувитков. Каждый полувиток представляет собой, например, дугу окружности, более предпочтительно полукруг. Дуга окружности первой полукатушки и соответствующая дуга окружности второй полукатушки образуют виток катушки. Указанная первая полукатушка и вторая полукатушка выполнены с возможностью перемещения относительно друг друга. Перемещение, осуществляемое первой полукатушкой, второй полукатушкой или ими обеими предпочтительно представляет собой смещение, т. е. линейное перемещение. Первая полукатушка и вторая полукатушка могут находиться в первом рабочем положении, в котором первая полукатушка и вторая полукатушка находятся в контакте друг с другом с образованием полной катушки, и электрический ток может течь в витках катушки. В этом первом рабочем положении каждый из полувитков первой полукатушки соответствует полувитку второй полукатушки. Далее, каждому полувитку второй полукатушки соответствует полувиток первой полукатушки. В первом рабочем положении контакт между указанной первой полукатушкой и указанной второй полукатушкой является таким, что ток может течь в катушке, образованной указанными двумя полукатушками. Соответственно, индуктивный датчик может определять характеристику токоприемника. Проводящие полосы могут быть, например, образованы на внешней поверхности барабана, где скользят вторая полукатушка или первая полукатушка.
С этой системой стержнеобразное изделие остается неподвижным, когда оно позиционировано в гнезде, а катушка «образуется» вокруг него. Соответственно, для получения измерения указанной параметрической функции импеданса токоприемника не требуется перемещения указанного стержнеобразного изделия после позиционирования в гнезде барабана. Измерение может быть очень быстрым за счет возможности быстрых измерений, обеспечиваемой индуктивным датчиком. Для перемещения стержнеобразного изделия не требуется сложных механических деталей. В барабане стержнеобразное изделие не подвергается деформациям из-за неправильного обращения.
В альтернативном варианте осуществления стержнеобразное изделие может быть вдвинуто внутрь катушки. Вставка стержнеобразного изделия может, например, осуществляться путем выброса потока сжатого воздуха, который осуществляется, когда стержнеобразное изделие позиционировано в гнезде барабана. В этом случае катушка неподвижна, а стержнеобразное изделие перемещается.
Измерение, осуществляемое индуктивным датчиком, предпочтительно является не однократным измерением, а множеством измерений. Различные измерения предпочтительно осуществляются с фиксированной частотой. Соответственно, измерение функции значений импеданса катушки предпочтительно повторяют несколько раз за данный интервал времени. Повторение обусловлено тем, что параметрическая функция импеданса катушки меняется в зависимости от расстояния первого токоприемника от катушки, а также от степени вставки первого токоприемника внутрь катушки. Максимум или минимум этого значения (в зависимости от того, как вычисляется это значение) достигается, когда первый токоприемник полностью вставлен в катушку.
В процессе работы стержнеобразное изделие позиционируется в гнезде барабана, где осуществляется измерение индуктивным датчиком параметрической функции импеданса катушки, который изменяет первый токоприемник. Позиционирование в гнезде указанного стержнеобразного изделия может осуществляться, например, за счет переноса с другого барабана или с конвейера.
Когда стержнеобразное изделие расположено в гнезде, обеспечивают протекание тока по всей длине катушки, и может быть осуществлено определение указанной параметрической функции импеданса. Если первый токоприемник не присутствует, вихревые токи не создаются, и отсутствует изменение магнитного поля, образуемого катушкой. Соответственно, в этом случае импеданс катушки не меняется во время вставки. Соответственно, указанное «неизменное» значение импеданса катушки считается максимумом или минимумом.
В других случаях значение импеданса меняется при приближении стержнеобразного изделия к катушке (или при приближении катушки к стержнеобразному изделию), и это изменение обнаруживается/определяется посредством различных измерений, осуществляемых индуктивным датчиком. Определение изменения предпочтительно осуществляется до тех пор, пока первый токоприемник не будет вставлен в катушку целиком. Предпочтительно изменение также определяют при извлечении стержнеобразного изделия из катушки.
Измерения указанной параметрической функции импеданса катушки имеют максимум, или минимум, или и то, и другое. Этот максимум или минимум является показателем характеристик первого токоприемника. Действительно, выходной сигнал индуктивного датчика зависит от материала, размера, формы и удаленности первого токоприемника. Если материал известен и удаленность поддается измерению, можно измерить размер или форму первого токоприемника. Зная размер, например зная массу, можно получить измерения первого токоприемника, например, на основании минимума или максимума сигнала относительно импеданса системы «катушка и первый токоприемник», измеряемого индуктивным датчиком, причем импеданс «катушки и первого токоприемника» зависит также от характеристик первого токоприемника. Таким образом можно определить, например, является ли первый токоприемник целым токоприемником.
Простое и быстрое измерение позволяет отбраковать стержнеобразное изделие в случае, если максимум или минимум функции значений импеданса не соответствует желаемому. Неподходящие значения максимума или минимума функции значений импеданса могут указывать на слишком короткий первый токоприемник, слишком большой первый токоприемник, недостаток материала в первом токоприемнике, отсутствие первого токоприемника, совместную вставку более, чем одного первого токоприемника и иное.
Предпочтительно способ включает: сравнение указанного максимального значения или указанного минимального значения параметрической функции импеданса с порогом. Предпочтительно способ также включает отбраковку указанного стержнеобразного изделия на основании указанного сравнения. Предпочтительно это сравнение может быть выполнено блоком управления, электрически соединенным с индуктивным датчиком. Предпочтительно блок управления выполнен с возможностью принимать сигнал от индуктивного датчика и сравнивать сигнал с порогом. Индуктивный датчик предпочтительно измеряет параметрическую функцию импеданса системы, образованной катушкой и первым токоприемником. В первом токоприемнике, выполненном из проводящего материала, создаются вихревые токи, которые, в свою очередь, образуют магнитное поле. Функция значений импеданса, измеряемая индуктивным датчиком, зависит от характеристик первого токоприемника. В некоторых вариантах осуществления индуктивного датчика индуктивный датчик измеряет сопротивление. В частности, индуктивный датчик выполнен с возможностью измерять последовательное сопротивление, эквивалентное первому токоприемнику. Предпочтительно первый токоприемник считается приемлемым, если максимум его сопротивления, измеряемого индуктивным датчиком, лежит в пределах от 200 миллиом до 500 миллиом. За счет того, что состав первого токоприемника известен, сравнение максимального или минимального значения импеданса с порогом позволяет определить характеристики первого токоприемника.
Отсутствие изменений импеданса катушки имеет место, если в стержнеобразном изделии отсутствует первый токоприемник, принимая во внимание, что обычно стержнеобразное изделие не содержит других проводящих объектов помимо токоприемника.
Предпочтительно способ включает: измерение длины первого токоприемника на основании указанного максимального значения или указанного минимального значения указанной параметрической функции импеданса катушки во время вставки стержнеобразного изделия. Измерения, выполняемые индуктивным датчиком, могут относиться к размеру первого токоприемника. Длину первого токоприемника можно вычислить путем проверки изменения выходного сигнала индуктивного датчика в соответствии с положением стержнеобразного изделия в катушке. Выходной сигнал индуктивного датчика зависит от импеданса системы катушки и первого токоприемника. Параметрическая функция импеданса достигает максимального (или минимального) уровня, когда первый токоприемник уже целиком вошел внутрь катушки, и начинает снижаться (или повышаться), как только конец первого токоприемника выходит из катушки. Путем сравнения сигнала с положениями указанного стержнеобразного изделия внутри катушки можно определить точную длину первого токоприемника.
Предпочтительно способ включает: измерение параметрической функции импеданса катушки как функции времени во время вставки стержнеобразного изделия. Измерение можно осуществлять с заданной частотой. Началом измерения может быть, например, обнаружение присутствия стержнеобразного изделия в гнезде барабана. Частота также может быть переменной: например, когда стержнеобразное изделие и катушка находятся на расстоянии друг от друга, превышающем заданное расстояние, может использоваться первая частота, а когда стержнеобразное изделие и катушка находятся друг от друга на расстоянии меньшем, чем заданное расстояние, может использоваться вторая частота. Предпочтительно вторая частота выше, чем первая частота. За счет этого осуществляется больше измерений, когда катушка и стержнеобразное изделие находятся близко друг к другу или вставка уже осуществлена. Предпочтительно измерения осуществляют на протяжении всего процесса вставки указанного стержнеобразного изделия в катушку. Предпочтительно способ включает этап извлечения стержнеобразного изделия из катушки. Предпочтительно измерения осуществляют во время извлечения указанного стержнеобразного изделия из катушки.
Более предпочтительно способ включает: измерение длины первого токоприемника на основании профиля, определяемого параметрической функцией импеданса катушки как функцией времени во время вставки стержнеобразного изделия в катушку.
Предпочтительно первый токоприемник имеет номинальную длину, и этап обеспечения по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку, включает: обеспечение по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку, имеющую длину, которая больше номинальной длины первого токоприемника. Для того чтобы правильно оценить максимум или минимум указанной параметрической функции импеданса предпочтительно, чтобы весь токоприемник был вставлен в катушку. Для этой цели катушка предпочтительно длиннее токоприемника. В предпочтительном варианте осуществления настоящего изобретения длина катушки лежит в пределах от 20 миллиметров до 40 миллиметров. Длину катушки измеряют вдоль оси катушки.
Предпочтительно указанное стержнеобразное изделие имеет продольную ось, и первый барабан имеет ось вращения, и этап обеспечения указанного по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, содержащим первый токоприемник, включает: обеспечение указанного по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, имеющим продольную ось, по существу параллельную оси вращения. Стержнеобразные изделия предпочтительно перемещаются таким образом, что их оси параллельны оси вращения, для простоты проверки.
Предпочтительно гнездо имеет ось гнезда, а катушка имеет ось катушки, и этап обеспечения по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку, включает: обеспечение по меньшей мере одного гнезда из множества гнезд первого барабана, имеющего ось гнезда, по существу параллельную оси катушки. Стержнеобразные изделия предпочтительно перемещаются таким образом, что их оси параллельны оси вращения, для простоты проверки. Для измерения характеристики первого токоприемника стержнеобразное изделие вставляют в катушку. Если оси катушки и стержнеобразного изделия параллельны друг другу, относительное перемещение между катушкой и стержнеобразным изделием, которое необходимо осуществить, представляет собой простое линейное перемещение. Соответственно, механическая конструкция является достаточно простой.
Предпочтительно барабан имеет ось вращения, и каждое гнездо из множества определяет ось гнезда, причем ось вращения и ось гнезда параллельны друг другу. Предпочтительно оси всех гнезд параллельны оси вращения первого барабана. Предпочтительно оси всех гнезд параллельны друг другу. Это в свою очередь означает, что когда стержнеобразные изделия расположены в гнездах, продольные оси указанных стержнеобразных изделий параллельны оси вращения первого барабана. Для определения характеристики первого токоприемника необходимо относительное перемещение между стержнеобразным изделием и катушкой (например, либо двигается полукатушка, либо двигается стержнеобразное изделие, либо они оба). Конфигурация, в которой стержнеобразные изделия параллельны оси вращения первого барабана, максимизирует число стержнеобразных изделий, которые могут быть одновременно размещены в первом барабане.
Предпочтительно катушка имеет диаметр в диапазоне от 10 миллиметров до 20 миллиметров. В настоящем документе диаметром катушки считается внутренний диаметр катушки, то есть диаметр, доступный для вставки указанного стержнеобразного изделия. Размер катушки является таким, чтобы давать возможность вставить стержнеобразное изделие.
Предпочтительно стержнеобразное изделие имеет первый конец и второй конец, и первый токоприемник расположен на первом конце стержнеобразного изделия. Предпочтительно этап вставки стержнеобразного изделия в катушку указанного датчика включает: вставку стержнеобразного изделия в катушку индуктивного датчика таким образом, что первый конец стержнеобразного изделия расположен внутри катушки. Предпочтительно стержнеобразное изделие содержит первый токоприемник, который «асимметрично установлен» внутри него. Например, первый токоприемник предпочтительно расположен ближе к первому концу стержнеобразного изделия, чем ко второму концу. Таким образом, предпочтительно вставка стержнеобразного изделия в катушку осуществляется с первого конца указанного стержнеобразного изделия. В этом случае для вмещения всего первого токоприемника нужна катушка меньшего размера.
Предпочтительно этап отбраковки стержнеобразного изделия на основании максимального значения или минимального значения параметрической функции импеданса включает: отбраковку стержнеобразного изделия, если максимальное значение или минимальное значение указанной параметрической функции импеданса лежит за пределами заданного диапазона.
Предпочтительно стержнеобразное изделие имеет первый конец и второй конец, а также второй токоприемник, причем первый токоприемник расположен на первом конце указанного стержнеобразного изделия, и второй токоприемник расположен на втором конце указанного стержнеобразного изделия. Предпочтительно способ включает: обеспечение наличия второго барабана со множеством гнезд. Предпочтительно способ включает: обеспечение по меньшей мере одного гнезда из множества гнезд второго барабана индуктивным датчиком, содержащим катушку. Предпочтительно способ включает: перемещение стержнеобразного изделия из первого барабана во второй барабан с размещением указанного стержнеобразного изделия в указанном по меньшей мере одном гнезде из множества гнезд второго барабана. Предпочтительно способ включает: вставку стержнеобразного изделия в катушку индуктивного датчика второго барабана таким образом, чтобы второй конец указанного стержнеобразного изделия находился внутри указанной катушки. Предпочтительно способ включает: определение максимального значения или минимального значения параметрической функции импеданса катушки индуктивного датчика второго барабана во время вставки стержнеобразного изделия. Предпочтительно способ включает: отбраковку стержнеобразного изделия на основании указанного максимального значения или указанного минимального значения указанной параметрической функции импеданса.
В некоторых вариантах осуществления стержнеобразное изделие может включать в себя два токоприемника. Соответственно, в способе применяют два барабана: первый барабан и второй барабан, причем каждый из первого барабана и второго барабана используется в соответствии с первым аспектом настоящего изобретения, описанным выше. Два барабана используются, когда стержнеобразное изделие включает в себя первый токоприемник и второй токоприемник. Предпочтительно первый токоприемник и второй токоприемник расположены на двух противоположных дистальных концах указанного стержнеобразного изделия. Соответственно, первый индуктивный датчик измеряет импеданс катушки (первого индуктивного датчика), изменяемый первым токоприемником, расположенным на первом конце стержнеобразного изделия. Второй индуктивный датчик измеряет импеданс катушки (второго индуктивного датчика), изменяемый вторым токоприемником, присутствующим на втором конце стержнеобразного изделия. Предпочтительно в первом барабане относительное перемещение между стержнеобразным изделием и катушкой осуществляется вдоль первой оси, а относительное перемещение между стержнеобразным изделием и катушкой во втором барабане, осуществляется вдоль оси, параллельной первой оси, но в противоположном направлении. Предпочтительно после проверки в первом барабане осуществляется перенос стержнеобразного изделия во второй барабан. Предпочтительно перенос осуществляется только если первый токоприемник не является дефектным. Перенос выполняют в соответствии со стандартным методом данной области. Благодаря этому достигается быстрая полная проверка как первого токоприемника, так и второго токоприемника.
Предпочтительно первый барабан и второй барабан имеют одинаковые характеристики. Соответственно, второй барабан имеет такие же характеристики, как описанные выше применительно к первому барабану.
Предпочтительно первый токоприемник и второй токоприемник имеют одинаковые характеристики. Соответственно, второй токоприемник имеет такие же характеристики, как описанные выше применительно к первому токоприемнику.
Предпочтительно индуктивный датчик в первом барабане и индуктивный датчик во втором барабане имеют одинаковые характеристики. Соответственно, индуктивный датчик во втором барабане имеет такие же характеристики, как описанные выше применительно к индуктивному датчику в первом барабане.
Предпочтительно этап вставки стержнеобразного изделия в катушку индуктивного датчика включает: сдвигание указанного стержнеобразного изделия по нижней поверхности указанного гнезда со вставкой указанного стержнеобразного изделия в катушку. Более предпочтительно этап сдвигания стержнеобразного изделия по нижней поверхности гнезда со вставкой указанного стержнеобразного изделия в катушку включает: вталкивание стержнеобразного изделия внутрь катушки потоком воздуха. Например, поток воздуха может создаваться системой сжатого воздуха. Система сжатого воздуха может включать в себя сопло, которое выполнено с возможностью выбрасывать поток сжатого воздуха. Основное направление указанного потока сжатого воздуха предпочтительно параллельно продольной оси гнезда. Соответственно, предпочтительно поток сжатого воздуха падает на один из концов указанного стержнеобразного изделия и толкает его в направлении катушки. Предпочтительно катушка выровнена с гнездом, то есть продольная ось катушки параллельна продольной оси стержнеобразного изделия или совпадает с ней. Предпочтительно продольная ось катушки параллельна средней оси потока сжатого воздуха.
Предпочтительно система сжатого воздуха включает в себя второе сопло для выброса потока сжатого воздуха, противоположного первому потоку сжатого воздуха для выталкивания стержнеобразного изделия из катушки. Предпочтительно второе сопло обращено к первому соплу на заданном расстоянии. Предпочтительно указанное заданное расстояние превышает длину стержнеобразного изделия. Предпочтительно первое сопло и второе сопло расположены на противоположных сторонах катушки.
Предпочтительно катушка содержит первую полукатушку и вторую полукатушку, причем первая полукатушка и вторая полукатушка выполнены с возможностью перемещения из первого рабочего положения, в котором первая полукатушка и вторая полукатушка контактируют друг с другом с образованием катушки, в которой может протекать ток, во второе рабочее положение, в котором первая полукатушка и вторая полукатушка отделены друг от друга и ток не может протекать, и наоборот. Предпочтительно этап вставки стержнеобразного изделия в катушку индуктивного датчика включает: перемещение первой полукатушки и второй полукатушки из второго рабочего положения в первое рабочее положение. Предпочтительно когда стержнеобразное изделие позиционировано в гнезде, первая полукатушка и вторая полукатушка находятся во втором рабочем положении, отделенные друг от друга, таким образом, что объем над гнездом «свободен» и стержнеобразное изделие может быть беспрепятственно позиционировано в гнезде. Когда стержнеобразное изделие находится в гнезде, первая полукатушка и вторая полукатушка перемещаются в первое рабочее положение и может быть осуществлено определение характеристик токоприемника. Таким образом, исполнительный элемент перемещает первую полукатушку или вторую полукатушку до совпадения полувитков первой полукатушки с дополняющими их полувитками второй полукатушки. Блок управления дает команду исполнительному элементу перемещать вторую полукатушку до достижения первого рабочего положения. Команда блока управления может инициироваться дополнительным датчиком, который реагирует на присутствие или отсутствие стержнеобразного изделия в гнезде. Таким образом, когда датчик обнаруживает присутствие стержнеобразного изделия, он посылает сигнал блоку управления, который в свою очередь посылает сигнал исполнительному элементу привести первую полукатушку и вторую полукатушку в первое рабочее положение, и может осуществляться определение индуктивным датчиком. В альтернативном варианте осуществления команда от блока управления исполнительному элементу синхронизирована с вращением первого барабана. Блок управления выполнен с возможностью принимать или определять угловую скорость барабана и точку вставки стержнеобразного изделия в первый барабан в процессе вращения первого барабана. По этой информации блок управления может вычислять угловое положение каждого стержнеобразного изделия в первом барабане. Блок управления может давать такие команды исполнительным элементам гнезд, в которых присутствует индуктивный датчик, что первая и вторая полукатушки будут перемещаться из второго рабочего положения в первое рабочее положение с заданной частотой.
Предпочтительно способ включает этап калибровки индуктивного датчика с использованием стержнеобразного изделия, включающего первый токоприемник или второй токоприемник или оба, имеющие длину, равную номинальной длине.
Предпочтительно этап отбраковки стержнеобразного изделия выполняется отбраковочным устройством, которое выполнено с возможностью отбраковки стержнеобразных изделий на основании выходного сигнала индуктивного датчика относительно максимума или минимума параметрической функции импеданса. Если индуктивный датчик обнаруживает, что одна из характеристик первого токоприемника внутри стержнеобразного изделия отклоняется от спецификаций, например первый токоприемник отсутствует или его длина слишком мала или слишком велика, то стержнеобразное изделие предпочтительно не подвергают дальнейшей обработке. Например, стержнеобразное изделие, содержащее «дефектный» первый токоприемник, переносят в отбраковочный барабан, отличный от первого барабана, куда перемещают стержнеобразные изделия, содержащие соответствующий требованиям токоприемник. Предпочтительно блок управления управляет системой откачки, удерживающей стержнеобразное изделие в гнезде таким образом, чтобы стержнеобразные изделия с дефектным токоприемником высвобождались из гнезда иначе, чем стержнеобразное изделие, содержащее соответствующий требованиям токоприемник. Дифференциация между соответствующим требованиям токоприемником и дефектным токоприемником предпочтительно осуществляется блоком управления. Предпочтительно дифференциация основана на характеристике токоприемника, определяемой индуктивным датчиком.
Под «импедансом» понимают обобщенное сопротивление, выражаемое комплексным числом. Импеданс Z является комплексным числом, представляющим отношение V (напряжение) / I (сила тока). В случае идеальной индуктивности L, такой как катушка, импеданс ZL выражается формулой:
ZL=jωL
где j - мнимая единица, ω угловая частота возбуждающего электрического сигнала, и L - индуктивность катушки.
Соответственно, эквивалентное сопротивление R катушки, измеряемое в Омах, равно ωL.
Далее термин «стержнеобразное изделие» может относиться к любому элементу, который может быть включен в изделие, генерирующее аэрозоль, или к полному изделию, генерирующему аэрозоль. Такие элементы известны из уровня техники и не описываются дополнительно более подробно ниже. Например, такое стержнеобразное изделие может содержать тело (заглушку) фильтра, источник тепла, табачный стержень, угольный элемент и так далее. Предпочтительно стержнеобразное изделие представляет собой растительный материал, содержащий изделие, в частности изделие, содержащее табак. Табачное изделие может содержать наполнитель из резаного табака или восстановленный табак, образующий аэрозоль. Изделие может содержать табачный стержень, подлежащий сжиганию или нагреванию. Стержнеобразные изделия согласно настоящему изобретению могут представлять собой целые, собранные изделия, генерирующие аэрозоль, или элементы изделий, генерирующих аэрозоль, которые объединяют с одним или более другими компонентами для получения собранного изделия, генерирующего аэрозоль, для получения аэрозоля, такими как, например, расходная часть нагреваемого курительного устройства.
Предпочтительно элементы изделия, генерирующего аэрозоль, содержат табакосодержащий материал, содержащий летучие ароматические соединения табака, которые высвобождаются из субстрата, образующего аэрозоль, при нагревании.
Предпочтительно стержнеобразное изделие может содержать источник тепла или компонент, генерирующий летучий аромат, например капсулу ментола, угольный элемент или токоприемник.
Соответственно стержнеобразное изделие может содержать множество компонентов изделия, генерирующего аэрозоль, объединенных друг с другом, или даже больше, чем изделие, генерирующее аэрозоль.
В данном документе термин «токоприемник» (сусцептор) относится к материалу, который способен преобразовывать электромагнитную энергию в тепло. Когда токоприемник помещен в переменное электромагнитное поле, в нем обычно наводятся вихревые токи и могут происходить потери на гистерезис, что приводит к нагреву токоприемника. Поскольку токоприемник расположен в тепловом контакте с субстратом, образующим аэрозоль, или в непосредственной тепловой близости от него, субстрат, образующий аэрозоль, нагревается токоприемником с образованием аэрозоля. Предпочтительно токоприемник расположен в непосредственном физическом контакте с субстратом, образующим аэрозоль, например внутри субстрата табака, образующего аэрозоль.
Токоприемник может быть выполнен из любого материала, который может быть индукционно нагрет до температуры, достаточной для генерирования аэрозоля из субстрата, образующего аэрозоль. Предпочтительный токоприемник может содержать ферромагнитный материал, например ферромагнитный сплав, ферритное железо или ферромагнитную сталь, или нержавеющую сталь, или состоять из них. Подходящий токоприемник может быть выполнен из алюминия или содержать его. Предпочтительные токоприемники могут быть нагреты до температуры, превышающей 250 градусов по Цельсию. Подходящие токоприемники могут содержать неметаллический сердечник с металлическим слоем, расположенным на неметаллическом сердечнике, например, с металлическими дорожками, образованными на поверхности керамического сердечника. Токоприемник может иметь защитный внешний слой, например защитный керамический слой или защитный стеклянный слой, охватывающий токоприемник. Токоприемник может содержать защитное покрытие, выполненное из стекла, керамики или инертного металла, образованное поверх сердечника материала токоприемника.
Токоприемник может представлять собой токоприемник, состоящий из нескольких материалов, и может содержать первый материал токоприемника и второй материал токоприемника. Первый материал токоприемника расположен в непосредственном физическом контакте со вторым материалом токоприемника. Второй материал токоприемника предпочтительно имеет температуру Кюри менее 500°C. Первый материал токоприемника предпочтительно используется главным образом для нагрева токоприемника при размещении токоприемника в переменном электромагнитном поле. Может использоваться любой подходящий материал. Например, первый материал токоприемника может представлять собой алюминий или может представлять собой черный металл, такой как нержавеющая сталь. Второй материал токоприемника предпочтительно используют главным образом для указания на то, что токоприемник достиг конкретной температуры, и эта температура представляет собой температуру Кюри второго материала токоприемника. Температура Кюри второго материала токоприемника может использоваться для регулирования температуры всего токоприемника во время работы. Таким образом, температура Кюри второго материала токоприемника должна быть ниже температуры воспламенения субстрата, образующего аэрозоль. Подходящие материалы для второго материала токоприемника могут включать никель и определенные никелевые сплавы.
Предпочтительно токоприемник имеет форму волокна, стержня, листа или ленты. Если профиль токоприемника имеет постоянное поперечное сечение, например круглое поперечное сечение, его предпочтительная ширина или диаметр составляет от приблизительно 1 миллиметра до приблизительно 5 миллиметров. Если профиль токоприемника имеет форму листа или ленты, лист или лента предпочтительно имеет прямоугольную форму с шириной предпочтительно от приблизительно 2 миллиметров до приблизительно 8 миллиметров, более предпочтительно от приблизительно 3 миллиметров до приблизительно 5 миллиметров, например 4 миллиметра, и толщиной предпочтительно от приблизительно 0,03 миллиметра до приблизительно 0,15 миллиметра, более предпочтительно от приблизительно 0,05 миллиметра до приблизительно 0,09 миллиметра, например приблизительно 0,07 миллиметра.
Предпочтительно стержнеобразное изделие может иметь длину от приблизительно 5 миллиметров до приблизительно 20 миллиметров, предпочтительно от приблизительно 8 миллиметров до приблизительно 16 миллиметров, например приблизительно 12 миллиметров в длину. В некоторых случаях стержнеобразное изделие может иметь длину от приблизительно 40 миллиметров до приблизительно 85 миллиметров.
Далее по тексту термин «длина», если не оговорено иное, относится к длине стержнеобразного изделия вдоль его продольной оси.
Далее по тексту под термином «стержнеобразный» подразумевают в целом цилиндрический элемент по существу цилиндрического, овального или эллиптического поперечного сечения. Однако возможны и другие призматические формы с разными поперечными сечениями.
В данном документе «изделие, генерирующее аэрозоль», представляет собой любое изделие, которое генерирует вдыхаемый аэрозоль, при нагревании субстрата, образующего аэрозоль. Этот термин включает изделия, которые содержат субстрат, образующий аэрозоль, который нагревается внешним источником тепла, таким как электрический нагревательный элемент. Изделие, генерирующее аэрозоль, может быть негорючим изделием, генерирующим аэрозоль, которое представляет собой изделие, которое высвобождает летучие соединения без сжигания субстрата, образующего аэрозоль. Изделие, образующее аэрозоль, может представлять собой нагреваемое изделие, генерирующее аэрозоль, т. е. изделие, генерирующее аэрозоль, содержащее субстрат, образующий аэрозоль, который должен нагреваться, а не сжигаться, для высвобождения летучих соединений, способных образовывать аэрозоль. Этот термин включает изделия, которые содержат субстрат, образующий аэрозоль, и выполненный за одно целое источник тепла, например горючий источник тепла.
Изделие, генерирующее аэрозоль, может содержать мундштучный элемент. Мундштучный элемент может находиться на мундштучном конце или расположенном дальше по ходу потока конце изделия, генерирующего аэрозоль.
Изделие, генерирующее аэрозоль, может содержать по меньшей мере один фильтрующий элемент.
Фильтрующий сегмент может представлять собой ацетилцеллюлозную фильтрующую заглушку, выполненную из ацетилцеллюлозного жгута. Фильтрующий сегмент может иметь низкую эффективность фильтрации частиц или очень низкую эффективность фильтрации частиц. Фильтрующий сегмент может быть расположен на удалении от субстрата, образующего аэрозоль, в продольном направлении. Фильтрующий сегмент может иметь длину в продольном направлении от приблизительно 5 миллиметров до приблизительно 14 миллиметров. Фильтрующий сегмент может иметь длину приблизительно 7 миллиметров.
Указанное множество элементов изделия, генерирующего аэрозоль, может включать по меньшей мере одно из опорного элемента и элемента охлаждения аэрозоля.
Предпочтительно изделие, генерирующее аэрозоль, содержит обертку, в которую обернуто указанное множество элементов изделия, генерирующего аэрозоль, в форме стержня. Обертка может содержать по меньшей мере одно из бумаги и фольги.
В данном документе термин «субстрат, образующий аэрозоль» обозначает субстрат, образованный из материала, образующего аэрозоль, который способен высвобождать летучие соединения при нагреве для генерирования аэрозоля, или содержащий его. Субстрат, образующий аэрозоль, может содержать табачный материал или может содержать нетабачный материал или комбинацию как табачного материала, так и нетабачного материала. Субстрат, образующий аэрозоль, может представлять собой целлюлозный материал, пропитанный никотином, предпочтительно содержащий одно или более вкусоароматических веществ. Преимущественно субстрат, образующий аэрозоль, содержит табачный материал, предпочтительно гомогенизированный табачный материал, предпочтительно содержащий одно или более веществ для образования аэрозоля. В данном документе термин «гомогенизированный табачный материал» означает материал, образованный посредством агломерации табака в виде частиц.
Предпочтительно субстрат, образующий аэрозоль, содержит летучие табачные вкусоароматические соединения, которые высвобождаются из субстрата, образующего аэрозоль, при нагреве. Субстрат, образующий аэрозоль, может содержать наполнитель из резаного смешанного табака или состоять из него или может содержать гомогенизированный табачный материал. Гомогенизированный табачный материал может быть образован посредством агломерации сыпучего табака. Субстрат, образующий аэрозоль, может дополнительно содержать материал, не содержащий табак, например гомогенизированный материал на растительной основе, отличный от табака.
Предпочтительно субстрат, образующий аэрозоль, представляет собой табачный лист, предпочтительно гофрированный, содержащий табачный материал, волокна, связующее и вещество для образования аэрозоля. Предпочтительно табачный лист представляет собой формованный лист. Формованный лист выполнен в виде восстановленного табака, который образован из суспензии, содержащей табачные частицы, волоконные частицы, вещество для образования аэрозоля, связующее, а также, например, ароматизаторы.
Частицы табака могут иметь форму табачной пыли, имеющей частицы размером порядка от 30 микрометров до 250 микрометров, предпочтительно размером порядка от 30 микрометров до 80 микрометров или от 100 микрометров до 250 микрометров, в зависимости от желаемой толщины листа и промежутка формования, где промежуток формования, как правило, определяет толщину листа. Размер частиц табака относится к их размеру Dv95 в объемном распределении.
Также могут быть включены волоконные частицы, которые включают в себя материалы табачного стебля, черешки или другой табачный растительный материал и другие волокна на основе целлюлозы, такие как древесные волокна, имеющие низкое содержание лигнина. Волокнистые частицы могут быть выбраны, исходя из необходимости получить достаточную прочность на разрыв для литого листа по отношению к низкой доле включения, например доле включения, составляющей приблизительно от 2 процентов до 15 процентов. В альтернативном варианте осуществления волокна, такие как растительные волокна, в том числе пенька и бамбук, могут быть использованы либо вместе с вышеуказанными частицами волокна, либо в качестве их альтернативы.
Вещества для образования аэрозоля, включенные в суспензию, образующую формованный лист, или используемые в других табачных субстратах, образующих аэрозоль, могут быть выбраны на основе одной или более характеристик. С функциональной точки зрения вещество для образования аэрозоля предусматривает механизм, который обеспечивает возможность его испарения и доставки никотина или ароматизатора или их обоих в аэрозоль при нагреве до температуры, превышающей конкретную температуру испарения вещества для образования аэрозоля. Разные вещества для образования аэрозоля, как правило, испаряются при разных температурах. Вещество для образования аэрозоля может представлять собой любое подходящее известное соединение или смесь соединений, которые при использовании способствуют образованию плотного и устойчивого аэрозоля и которые в значительной степени устойчивы к термической деградации при рабочей температуре индукционного нагревательного устройства, с которым будут использовать индукционно нагреваемый субстрат табака. Вещество для образования аэрозоля может быть выбрано на основе его способности, например, сохранять стабильность при комнатной температуре или около нее, но быть способным к испарению при более высокой температуре, например от 40 градусов по Цельсию до 450 градусов по Цельсию.
Вещество для образования аэрозоля также может иметь свойства типа увлажнителя, которые помогают поддерживать необходимый уровень влажности в субстрате, образующем аэрозоль, когда субстрат состоит из продукта на основе табака, в частности, содержащего частицы табака. В частности, некоторые вещества для образования аэрозоля представляют собой гигроскопический материал, который функционирует как увлажнитель, другими словами, материал, который помогает поддерживать табачный субстрат, содержащий увлажнитель, влажным.
Одно или более веществ для образования аэрозоля могут быть соединены для получения преимущества, обусловленного одним или более свойствами объединенных веществ для образования аэрозоля. Например, триацетин может быть соединен с глицерином и водой, чтобы получить преимущество, обусловленное способностью триацетина передавать активные компоненты и увлажняющие свойства глицерина.
Вещества для образования аэрозоля могут быть выбраны из: полиолов, гликолевых простых эфиров, сложного эфира полиола, сложных эфиров и жирных кислот, и могут содержать одно или более из следующих соединений: глицерин, эритрит, 1,3-бутиленгликоль, тетраэтиленгликоль, триэтиленгликоль, триэтилцитрат, пропиленкарбонат, этиллаурат, триацетин, мезо-эритрит, смесь на основе диацетина, диэтилсуберат, триэтилцитрат, бензилбензоат, бензилфенилацетат, этилванилат, трибутирин, лаурилацетат, лауриновую кислоту, миристиновую кислоту и пропиленгликоль.
Субстрат, образующий аэрозоль, может содержать другие добавки и ингредиенты, такие как ароматизаторы. Субстрат, образующий аэрозоль, предпочтительно содержит никотин и по меньшей мере одно вещество для образования аэрозоля.
Изделия, генерирующие аэрозоль, согласно настоящему изобретению могут быть представлены в виде сгораемых сигарет с фильтром или других курительных изделий, в которых табачный материал сгорает для образования дыма.
Предпочтительно изделие, генерирующее аэрозоль, может быть по существу цилиндрическим по форме. Изделие, генерирующее аэрозоль, может быть по существу продолговатым. Изделие, генерирующее аэрозоль, может иметь длину и окружность, по существу перпендикулярную длине. Изделие, генерирующее аэрозоль, может иметь общую длину от примерно 30 миллиметров до примерно 100 миллиметров, более предпочтительно от 40 миллиметров до 55 миллиметров. Изделие, генерирующее аэрозоль, может иметь внешний диаметр от примерно 5 миллиметров до примерно 12 миллиметров, более предпочтительно от 6 миллиметров до 8 миллиметров.
Настоящее изобретение определено в формуле изобретения. Тем не менее, ниже представлен неисчерпывающий перечень неограничивающих примеров. Любой один или более признаков этих примеров можно комбинировать с любым одним или более признаками другого примера, варианта осуществления или аспекта, описанных в настоящем документе.
Пример 1: Способ проверки стержнеобразных изделий, включающий:
обеспечение наличия первого барабана со множеством гнезд;
обеспечение по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку;
обеспечение указанного по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, содержащим первый токоприемник, причем первый токоприемник содержит проводящий материал;
вставку указанного стержнеобразного изделия в катушку указанного индуктивного датчика;
определение максимального значения или минимального значения параметрической функции импеданса катушки во время вставки стержнеобразного изделия;
отбраковку указанного стержнеобразного изделия на основании указанного максимального значения или указанного минимального значения указанной параметрической функции импеданса.
Пример 2: Способ в соответствии с примером 1, включающий:
сравнение указанного максимального значения или указанного минимального значения указанной параметрической функции импеданса с порогом;
отбраковку указанного стержнеобразного изделия на основании указанного сравнения.
Пример 3: Способ согласно примеру 1 или 2, включающий:
измерение длины первого токоприемника на основании указанного максимального значения или указанного минимального значения указанной параметрической функции импеданса катушки во время вставки стержнеобразного изделия.
Пример 4: Способ в соответствии с любым из предшествующих примеров 1-3, включающий:
измерение указанной параметрической функции импеданса катушки как функции времени во время вставки стержнеобразного изделия.
Пример 5: Способ в соответствии с примером 4, включающий:
измерение длины первого токоприемника на основании профиля, определяемого параметрической функцией импеданса катушки как функцией времени во время вставки стержнеобразного изделия в катушку.
Пример 6: Способ в соответствии с любым из предшествующих примеров 1-5, в котором первый токоприемник имеет номинальную длину, и этап обеспечения по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку, включает:
обеспечение по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку, имеющую длину, которая больше номинальной длины первого токоприемника.
Пример 7: Способ в соответствии с любым из предшествующих примеров 1-6, в котором указанное стержнеобразное изделие имеет продольную ось, и первый барабан имеет ось вращения, и при этом этап обеспечения указанного по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, содержащим первый токоприемник, включает:
обеспечение указанного по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, имеющим продольную ось, по существу параллельную оси вращения.
Пример 8: Способ в соответствии с любым из предшествующих примеров 1-7, в котором указанное стержнеобразное изделие имеет первый конец и второй конец, и первый токоприемник расположен на первом конце стержнеобразного изделия, и при этом этап вставки указанного стержнеобразного изделия в катушку индуктивного датчика включает:
вставку указанного стержнеобразного изделия в катушку указанного индуктивного датчика таким образом, что первый конец указанного стержнеобразного изделия расположен внутри катушки.
Пример 9: Способ в соответствии с любым из предшествующих примеров 1-8, в котором этап отбраковки стержнеобразного изделия на основании указанного максимального значения или указанного минимального значения импеданса включает:
отбраковку указанного стержнеобразного изделия, если указанное максимальное значение или указанное минимальное значение указанной параметрической функции импеданса лежит за пределами заданного диапазона.
Пример 10: Способ проверки стержнеобразных изделий в соответствии с одним или более из предшествующих примеров 1-9, в котором указанное стержнеобразное изделие имеет первый конец и второй конец, а также второй токоприемник, причем первый токоприемник расположен на первом конце указанного стержнеобразного изделия, и второй токоприемник расположен на втором конце указанного стержнеобразного изделия, и при этом способ включает:
обеспечение наличия второго барабана со множеством гнезд;
обеспечение по меньшей мере одного гнезда из множества гнезд второго барабана индуктивным датчиком, содержащим катушку;
перемещение указанного стержнеобразного изделия из первого барабана во второй барабан с размещением указанного стержнеобразного изделия в указанном по меньшей мере одном гнезде из множества гнезд второго барабана;
вставку указанного стержнеобразного изделия в катушку указанного индуктивного датчика второго барабана таким образом, чтобы второй конец указанного стержнеобразного изделия находился внутри указанной катушки;
определение максимального значения или минимального значения указанной параметрической функции импеданса катушки во время вставки стержнеобразного изделия;
отбраковку указанного стержнеобразного изделия на основании указанного максимального значения или указанного минимального значения указанной параметрической функции импеданса.
Пример 11: Способ в соответствии с любым из предшествующих примеров 1-10, в котором этап вставки указанного стержнеобразного изделия в катушку указанного индуктивного датчика включает:
сдвигание указанного стержнеобразного изделия по нижней поверхности указанного гнезда со вставкой указанного стержнеобразного изделия в катушку.
Пример 12: Способ в соответствии с примером 11, в котором этап сдвигания указанного стержнеобразного изделия по нижней поверхности указанного гнезда со вставкой указанного стержнеобразного изделия в катушку включает:
вталкивание указанного стержнеобразного изделия в катушку потоком воздуха.
Пример 13: Способ в соответствии с одним или более из примеров 1-10, в котором указанная катушка содержит первую полукатушку и вторую полукатушку, причем первая полукатушка и вторая полукатушка выполнены с возможностью перемещения из первого рабочего положения, в котором первая полукатушка и вторая полукатушка контактируют друг с другом с образованием катушки, в которой может протекать ток, во второе рабочее положение, в котором первая полукатушка и вторая полукатушка отделены друг от друга и ток не может протекать, и наоборот, при этом этап вставки указанного стержнеобразного изделия в катушку указанного индуктивного датчика включает:
перемещение первой полукатушки и второй полукатушки из первого рабочего положения во второе рабочее положение.
Пример 14: Способ в соответствии одним или более из предшествующих примеров 1-13, включающий этап:
калибровки индуктивного датчика с использованием стержнеобразного изделия, содержащего первый токоприемник или второй токоприемник или оба, имеющие длину, равную номинальной длине.
Пример 15: Способ в соответствии с любым из предшествующих примеров 1-14, в котором указанное стержнеобразное изделие содержит компонент изделия, генерирующего аэрозоль.
Пример 16: Способ в соответствии с любым из предшествующих примеров 1-15, в котором указанная параметрическая функция импеданса катушки представляет собой сам импеданс Z катушки, или эквивалентное сопротивление R катушки, или индуктивность L катушки.
Пример 17: Способ в соответствии с любым из предшествующих примеров 1-16, в котором указанное стержнеобразное изделие содержит изделие, генерирующее аэрозоль, или компонент изделия, генерирующего аэрозоль.
Пример 18: Способ в соответствии с примером 17, в котором указанное изделие, генерирующее аэрозоль, содержит субстрат, образующий аэрозоль.
Пример 19: Способ в соответствии с примером 18, в котором субстрат, образующий аэрозоль, содержит гомогенизированный табачный материал.
Пример 20: Способ в соответствии с примером 18 или 19, в котором субстрат, образующий аэрозоль, окружает токоприемник.
Пример 21: Способ изготовления стержнеобразного изделия, содержащего изделие, генерирующее аэрозоль, или компонент изделия, генерирующего аэрозоль, содержащего субстрат, образующий аэрозоль, в котором способ включает этап проверки стержнеобразных изделий в соответствии со способом по одному или более из предшествующих примеров 1-20.
Далее примеры будут дополнительно описаны со ссылкой на графические материалы, на которых:
Фиг. 1 представляет собой схематический вид в изометрии и частично в разрезе стержнеобразного изделия, содержащего токоприемник, подлежащего проверке в соответствии со способом согласно настоящему изобретению;
Фиг. 2 представляет собой вид сбоку стержнеобразного изделия, представленного на Фиг. 1;
Фиг. 3 представляет собой схематический вид в изометрии устройства для проверки, функционирующего в соответствии с первым вариантом осуществления настоящего изобретения, в первой конфигурации;
Фиг. 4 представляет собой схематический вид в изометрии устройства для проверки, функционирующего в соответствии со вторым вариантом осуществления настоящего изобретения;
Фиг. 5 представляет собой схематический вид сверху устройства для проверки, представленного на Фиг. 4, во временной последовательности;
Фиг. 6 представляет собой последовательность этапов функционирования индуктивного датчика, присутствующего в устройстве для проверки согласно настоящему изобретению;
Фиг. 7 представляет собой детализированный вид в разрезе элемента устройства для проверки, представленного на Фиг. 3, 4 или 5;
Фиг. 8 представляет собой вид спереди элемента, представленного на Фиг. 7;
Фиг. 9 представляет собой вид сбоку другого варианта осуществления указанного стержнеобразного изделия, подлежащего проверке в соответствии с настоящим изобретением;
Фиг. 10 представляет собой третий вариант осуществления устройства для проверки, функционирующего в соответствии с настоящим изобретением;
Фиг. 11 и 12 представляют собой два увеличенных вида двух деталей, представленных на Фиг. 10, в двух различных вариантах осуществления;
Фиг. 13 и Фиг. 14 представляют собой два вида в разрезе катушки первого варианта осуществления устройства для проверки, представленного на Фиг. 3, в первой и второй конфигурации соответственно.
Обратимся сначала к Фиг. 1 и 2, где представлено стержнеобразное изделие, обозначенное в целом ссылочным номером 60.
Предпочтительно стержнеобразное изделие 60 содержит несколько компонентов изделия, генерирующего аэрозоль (для генерирования аэрозоля), например изделие, генерирующее аэрозоль, полностью.
Изделие 60, генерирующее аэрозоль, содержит, например, множество элементов, собранных в форме стержня. Указанное множество элементов может включать заглушечный элемент 11 (элемент штранга), субстрат 10, образующий аэрозоль, в форме заглушки (штранга) из табака, токоприемный (сусцепторный) материал 12, расположенный внутри субстрата 10, образующего аэрозоль, полую ацетатную трубку 16, дополнительную полую ацетатную трубку 18, мундштук 2 и внешнюю обертку 22. Изделие 60, генерирующее аэрозоль, содержит мундштучный конец 24, и дистальный конец 26. Стержнеобразное изделие 60 определяет продольную ось 61.
Предпочтительно множество элементов, перечисленных выше, проходит вдоль продольной оси 61 указанного стержнеобразного изделия 60, один за другим. Предпочтительно все элементы имеют одинаковый диаметр.
Предпочтительно поперечное сечение указанного стержнеобразного изделия 60 вдоль плоскости, перпендикулярной его продольной оси 61, представляет собой круг.
Стержнеобразное изделие 60 содержит внешнюю поверхность 13, предпочтительно по существу цилиндрическую, которая проходит вдоль продольной оси 61. Продольная ось 61 указанного стержнеобразного изделия 60 может соответствовать оси цилиндра.
Субстрат 10, образующий аэрозоль, может содержать гомогенизированный табачный материал.
Токоприемник 12 предпочтительно находится в тепловом контакте с субстратом 10, образующим аэрозоль, таким образом, что при индуктивном нагревании токоприемника, тепло передается на субстрат 10, образующий аэрозоль, в результате чего высвобождается аэрозоль. Предпочтительно токоприемник 12 полностью окружен табачным материалом, образующим субстрат 10, образующий аэрозоль.
Как показано в примере, представленном на Фиг. 1 и 2, токоприемник 12 полностью содержится в стержнеобразном изделии 60, более предпочтительно он полностью содержится в субстрате 10, образующем аэрозоль.
Токоприемник 12 выполнен из проводящего материала. Предпочтительно токоприемник выполнен из металла и, в некоторых вариантах осуществления, он выполнен из ферромагнитного материала.
В соответствии с предпочтительными вариантами осуществления, как на Фиг. 1 и 2, токоприемник 12 имеет форму полосы. В альтернативном варианте осуществления он может иметь форму стержня. Предпочтительно его толщина лежит в пределах от 30 микрометров до 60 микрометров. Предпочтительно длина токоприемника лежит в пределах от 5 миллиметров до 20 миллиметров.
На Фиг. 3 показана часть предпочтительного варианта реализации барабана 4 устройства 100 для проверки в соответствии с первым аспектом настоящего изобретения.
В целях ясности устройство 100 для проверки только частично показано на Фиг. 3.
Как будет понятно из последующего описания, устройство 100 для проверки выполнено с возможностью контролировать качество стержнеобразных изделий 60, и, в частности, токоприемника 12.
Контроль качества, обеспечиваемый устройством 100 для проверки, может подразумевать проверку либо присутствия, либо целостности, либо точного положения токоприемника 12, а также других характеристик последнего.
В качестве неограничивающего примера, такие характеристики могут включать одно или более из следующего: длина токоприемника, толщина токоприемника, отклонение токоприемника от прямолинейного прохождения, отклонение оси токоприемника от параллели с продольной осью 61 указанного стержнеобразного изделия 60, электромагнитные свойства токоприемника.
Контроль качества также может осуществляться на любом этапе процесса производства изделия, генерирующего аэрозоль. Это означает, что проверка стержнеобразного изделия 60 может быть осуществлена, когда субстрат 10, образующий аэрозоль, присоединяется к фильтрующему элементу 2 мундштучной части или к другому компоненту, прикрепляемому к нему, или возможно осуществление проверки субстрата 10, образующего аэрозоль, содержащего токоприемник 12, отдельно.
Обратимся снова к Фиг. 3: барабан 4 содержит множество гнезд 41, каждое из которых выполнено с возможностью приема стержнеобразного изделия 60. Гнезда 41 предпочтительно расположены на внешней поверхности 40 барабана 4. Предпочтительно в барабане 4 присутствует от примерно 20 до примерно 60 гнезд 41, предпочтительно примерно 40.
В некоторых вариантах осуществления барабан 4 имеет цилиндрическую форму и предпочтительно внешняя поверхность 40, на которой расположены гнезда 41, соответствует боковой поверхности цилиндра.
Очевидно, что гнезда 41 предпочтительно выполнены с размерами и формой, позволяющими принимать, по меньшей мере частично, стержнеобразное изделие 60. Предпочтительно размеры и формы гнезд 41 выбраны таким образом, чтобы каждое из них могло принять стержнеобразное изделие 60. В более общем виде, контроль качества предпочтительно включает позиционирование стержнеобразного изделия 60 в одном из гнезд 41.
Позиционирование указанного стержнеобразного изделия 60 может осуществляться либо с использованием подходящего позиционирующего устройства, не показанного на чертежах, либо путем переноса стержнеобразного изделия 60 любым подходящим образом, например с другого барабана или конвейера.
В некоторых вариантах осуществления устройство 100 для проверки может быть включено в установку для производства изделий, генерирующих аэрозоль, и стержнеобразное изделие 60 может быть перенесено в устройство 100 для проверки с конвейерного элемента указанной установки.
Предпочтительно барабан 4 представляет собой вращающийся барабан, имеющий ось 67 вращения. Соответственно, барабан 4 позволяет переносить стержнеобразное изделие 60 из первого положения во второе положение предпочтительно с образованием входа, где оно располагается в гнезде, и выходного положения, в котором оно извлекается из гнезда. Первое положение и второе положение (не изображены на чертеже 3) разделены угловым поворотом барабана.
В некоторых вариантах осуществления гнезда 41 могут быть вытянутой формы и таким образом определять соответствующую ось 42 гнезда. Предпочтительно ось 42 гнезда 41 и ось 67 вращения параллельны друг другу. Предпочтительно все оси 42 множества гнезд 41 параллельны друг другу.
Гнезда 41 предпочтительно выполнены на внешней поверхности 40 барабана 4. Гнезда 41 могут иметь форму углублений, выполненных во внешней поверхности 40 барабана 4.
Тем не менее, очевидно, что гнезда 41 могут быть определены другими элементами на внешней поверхности барабана 4, например прикрепленными к нему и радиально выступающими из него.
Предпочтительно барабан 4 определяет переднюю поверхность 64 и заднюю поверхность (не видны на фигурах). Задняя поверхность аксиально противоположна передней поверхности 64.
В некоторых вариантах осуществления гнезда 41 проходят от передней поверхности 64 к задней поверхности, то есть гнезда могут быть выполнены с противоположными открытыми концами.
Таким образом, стержнеобразное изделие 60 может быть расположено в гнезде 41 путем приближения к нему сбоку, предпочтительно путем сдвигания вдоль направления, определенного осью 42 гнезда.
Как показано в варианте реализации, представленном на Фиг. 3, гнезда 41 могут иметь длину, по меньшей мере равную длине указанного стержнеобразного изделия 60, подлежащего проверке. Также можно использовать более длинные гнезда 41, позволяющие вдвигать в них указанное стержнеобразное изделие 60.
В некоторых вариантах осуществления ось вращения 67 барабана 4 является по существу горизонтальной.
Гнезда 41 могут быть выполнены таким образом, что стержнеобразное изделие 60 высвобождается из гнезда 41, когда оно достигает определенного углового положения по оси 67 вращения, в котором гравитация действует на стержнеобразные изделия 60, высвобождая их из барабана 4.
Устройство 100 для проверки далее содержит индуктивный датчик 5, расположенный по меньшей мере у одного из указанного множества гнезд 41. Понятно, что хотя вариант осуществления, показанный на Фиг. 3, представляет единственный индукционный датчик 5, расположенный на конкретном гнезде 41, каждое гнездо 41 барабана 4 может содержать соответствующий индуктивный датчик 5.
Также в соответствии с другими возможными вариантами осуществления индуктивные датчики 5 могут быть расположены на избранных гнездах 41, например на заданном угловом расстоянии.
Предпочтительно индуктивный датчик 5 содержит катушку 51, определяющую внутренний объем 50, который является достаточно большим для размещения в нем конца указанного стержнеобразного изделия 60.
На Фиг. 7 и 8 показана катушка 51 в соответствии с предпочтительным вариантом осуществления.
Предпочтительно катушка 51 определяет ось 70 катушки и имеет внутренний диаметр 71, лежащий в диапазоне от 10 миллиметров до 18 миллиметров и более предпочтительно лежащий в диапазоне от 12 миллиметров до 16 миллиметров. Предпочтительно внутренний диаметр 71 катушки 51 составляет 14 миллиметров.
Понятно, что приведенные выше диаметры выбраны таким образом, чтобы сделать катушку 51 достаточно широкой, чтобы она могла вместить мундштучный конец 24 или дистальный конец 26 стержнеобразного изделия 60, но в то же время избежать использования громоздких элементов в устройстве 100 для проверки.
В некоторых вариантах осуществления длина катушки 51 адаптирована для того, чтобы она полностью вмещала стержнеобразное изделие 60.
Предпочтительно длина 72 катушки лежит в пределах от 20 миллиметров до 40 миллиметров, более предпочтительно лежит в пределах от 25 миллиметров до 35 миллиметров. Предпочтительно длина 72 катушки 51 составляет 32 миллиметра.
В некоторых вариантах осуществления катушка 51 образована парой намотанных проводов.
Предпочтительно катушка 51 содержит число общих витков, лежащее в диапазоне от 26 до 46. Более предпочтительно число витков лежит в пределах от 30 до 42. Предпочтительно число витков составляет 32.
В случае, если катушка 51 образована парой проводов, каждый провод может содержать половину общего числа витков, указанного выше.
Катушка 51 предпочтительно имеет цилиндрическую форму. Предпочтительно катушка 51 расположена в гнезде таким образом, что ось 70 катушки параллельна оси 42 гнезда.
Присутствие токоприемника 12 в стержнеобразном изделии 60 может быть определено путем перемещения стержнеобразного изделия 60 относительно катушки 51 и путем выявления изменения сигнала обратной связи, генерируемого взаимодействием между токоприемником 12 и катушкой 51.
Для этого в некоторых вариантах осуществления, как показано на Фиг. 3, устройство 100 для проверки содержит блок 7 управления, электрически соединенный с индуктивным датчиком 5 и выполненный с возможностью получать сигнал от указанного индуктивного датчика 5 и сравнивать его с порогом для определения изменения сигнала, создаваемого присутствием токоприемника 12.
Понятно, что такое изменение сигнала может быть вызвано либо перемещением катушки 51 относительно стержнеобразного изделия 60 как в примере, представленном на Фиг. 3, либо перемещением стержнеобразного изделия 60 относительно катушки 51, как в варианте осуществления, представленном на Фиг. 4 или Фиг. 5.
В целом, понятно, что индуктивный датчик 5 может создавать переменное магнитное поле в катушке 51, которое меняется при прохождении через него токоприемника 12. В более общем смысле, индуктивный датчик 5 выполнен с возможностью создавать переменный магнитный сигнал в направлении обнаружения, предпочтительно соответствующем оси 70 катушки 51.
Предпочтительно магнитное поле, создаваемое индуктивным датчиком 5, изменяется, когда первый конец 24, 26 указанного стержнеобразного изделия 60, в котором должен быть расположен токоприемник 12, размещается во внутреннем объеме 50 катушки 51 индуктивного датчика 5.
Другими словами, магнитное поле, создаваемое прохождением токоприемника 12 через внутренний объем 50 индуктивного датчика 5, противодействует магнитному полю, создаваемому датчиком 5, то есть катушкой 51. По закону Ленца токоприемник 12 действует как сопротивление в катушке 51 или, в более общем смысле, в индуктивном датчике 5.
Более подробно, когда ферромагнитный материал попадает в поле, в нем возникает электромагнитная сила (закон Максвелла-Фарадея), которая создает переменные вихревые токи. Этот переменный ток создает наведенное или индуцированное магнитное поле (закон Максвелла-Ампера), которое противоположно магнитному полю датчика (закон Ленца).
Соответственно, присутствие или отсутствие токоприемника 12 в стержнеобразном изделии 60 может быть определено с учетом такого ожидаемого поведения в магнитном поле. Если при прохождении стержнеобразного изделия 60 через переменное магнитное поле, создаваемое катушкой 51, изменения не происходит, значит, вероятно, токоприемник 12 не присутствует в стержнеобразном изделии 60.
В ином случае изменение может быть определено путем вычисления импеданса указанного стержнеобразного изделия 60, который изменяется при прохождении токоприемника 12 через внутренний объем 50 катушки 51, как объяснялось ранее.
В соответствии с предпочтительными вариантами осуществления, сигнал обратной связи, генерируемый при прохождении токоприемника 12 через внутренний объем 50, может использоваться для определения других характеристик токоприемника 12.
Обращаясь к Фиг. 6, возможное использование сигнала обратной связи может быть направлено на определение длины токоприемника 12.
На Фиг. 6 показано, как эквивалентное сопротивление системы «катушка и токоприемник» меняется в соответствии с относительным положением токоприемника 12 во внутреннем объеме 50.
Сначала, когда стержнеобразное изделие 60 еще не вошло во внутренний объем 50, сигнал обратной связи, выводимый индуктивным датчиком 5, не меняется.
При вхождении стержнеобразного изделия 60 во внутренний объем 50 происходит изменение сигнала обратной связи.
Сигнал обратной связи достигает минимального уровня, когда весь токоприемник 12 полностью вошел во внутренний объем 50, и начинает снижаться, когда конец токоприемника 12 выходит из катушки 51.
Сравнение этого сигнала с положениями стержнеобразного изделия 60 во внутреннем объеме 50 позволяет определить длину токоприемника 12.
Предпочтительно длину токоприемника 12 оценивают в соответствии с пиком измеряемого эквивалентного сопротивления, определенного после соответствующей калибровки.
В альтернативном варианте осуществления параметрическая функция импеданса демонстрирует максимум, а не минимум, когда токоприемник полностью вставлен в катушку.
В таких вариантах осуществления катушка 51 или, в более общем смысле, внутренний объем 50 индукционного датчика 5 длиннее, чем ожидаемая длина токоприемника 12, также в соответствии с упомянутыми ранее характеристиками катушки.
Предпочтительно длина катушки 51 выбрана таким образом, чтобы она превышала ожидаемую длину токоприемника 12 по меньшей мере на 10 миллиметров с каждой стороны, чтобы избежать искажения магнитного поля на конце катушки.
В соответствии с предпочтительными вариантами осуществления блок 7 управления выполнен с возможностью определять, соответствует ли длина токоприемника 12 ожидаемому значению, путем проверки изменения сигнала обратной связи в соответствии с положением указанного стержнеобразного изделия 60 во внутреннем объеме 50.
Понятно, что блок 7 управления может быть выполнен с возможностью вычислять длину токоприемника 12, расположенного в стержнеобразном изделии 60, также в соответствии с другими способами, например, учитывающими в целом другое характерное поведение индуктивного датчика 5 во время взаимодействия указанного стержнеобразного изделия 1 с внутренним объемом 50.
В более общем смысле, эквивалентное сопротивление сигнала обратной связи может быть показателем природы, соответствия требованиям формы или состава токоприемника 12. Соответственно, дополнительные характеристики токоприемника 12 могут быть определены устройством 100 для проверки согласно настоящему изобретению.
Для введения стержнеобразного изделия 60 в катушку 51 в устройстве 100 для проверки, представленном на Фиг. 3, катушка 51 разделена на две полукатушки 65 и 66. Первая полукатушка 66 расположена под внешней поверхностью 40 барабана 4, и при этом первая полукатушка расположена над внешней поверхностью 40 барабана. Две полукатушки 65, 66 могут перемещаться из первого рабочего положения, показанного на Фиг. 13, в котором они образуют катушку 51. В этом первом рабочем положении могут осуществляться описанные выше измерения, выполняемые индуктивным датчиком и показанные, например, на Фиг. 6. Второе рабочее положение, показанное на Фиг. 3 и 13: вторая полукатушка 65 перемещается вдоль оси 70 катушки и отводится от первой полукатушки таким образом, что стержнеобразное изделие 60 может быть расположено в гнезде 41. Перемещение осуществляется с помощью исполнительного элемента 6, соединенного с блоком 7 управления.
В устройстве 100 для проверки в соответствии с Фиг. 3, 13 и 14 в процессе работы осуществляется вставка стержнеобразных изделий 60 в гнезда 41. Когда стержнеобразные изделия позиционированы в гнездах, первая полукатушка 66 и вторая полукатушка 65 находятся во втором рабочем положении, то есть две полукатушки 65, 66 отделены друг от друга, как показано на Фиг. 3 и 14. Когда стержнеобразное изделие 60 оказывается в гнезде, первая полукатушка 66 и вторая полукатушка 65 перемещаются в первое рабочее положение, представленное на Фиг. 13, таким образом, что может быть осуществлено измерение индуктивным датчиком 5. Относительное перемещение первой полукатушки и второй полукатушки осуществляется следующим образом: первая полукатушка 66 позиционируется под внешней поверхностью 40 и фиксируется относительно нее, а вторая полукатушка 65 перемещается туда и обратно из первого рабочего положения, представленного на Фиг. 14, во второе рабочее положение, представленное на Фиг. 3 и 14, и наоборот. Сдвиг второй полукатушки 65 из первого рабочего положения во второе рабочее положение и наоборот осуществляется посредством толкателя 69, соединенного с исполнительным элементом 6. Толкатель 69 прикреплен ко второй полукатушке с возможностью перемещать ее линейно в направлении к первой полукатушке и от нее, как показано стрелкой 68 на Фиг. 3.
В другом варианте осуществления, который изображен на Фиг. 4 и 5, вместо перемещения катушки относительно стержнеобразного изделия, как в варианте осуществления, представленном на Фиг. 3, 13 и 14, осуществляется перемещение указанного стержнеобразного изделия 60 относительно катушки 51. В устройстве 200 для проверки для идентификации одних и тех же элементов используются ссылочные номера позиций, идентичные указанным в устройстве 100 для проверки. В устройстве 200 индуктивный датчик 5 включает в себя катушку 51, которая в этом случае присоединена к внешней поверхности 40 барабана 4. Катушка 51 (лучше видна на Фиг. 7 и 8) расположена, например, на одном конце гнезда 41. Устройство 200 для проверки включает в себя систему 8, 9 сжатого воздуха, включающую генератор 9 сжатого воздуха и пистолет 8 для выброса потока сжатого воздуха. Пистолет может выбрасывать поток сжатого воздуха в направлении, по существу параллельном оси 42 гнезда и, соответственно, параллельном продольной оси стержнеобразного изделия 60. Пистолет может быть расположен на одной стороне барабана 4 и может быть неподвижным, то есть он не вращается с барабаном. В этом случае для всех гнезд 41 может использоваться одна система сжатого воздуха. Во время вращения, когда стержнеобразное изделие проходит перед пистолетом 8, осуществляется выброс потока сжатого воздуха, который толкает стержнеобразное изделие 60 внутрь катушки 51, и могут быть осуществлены вышеописанные измерения с использованием индуктивного датчика 5. Это показано на Фиг. 5, где представлена серия «снимков состояния», сделанных через последовательные интервалы времени. В крайнем левом углу фигуры стержнеобразное изделие 60 вставлено в гнездо 41. При последующем вращении гнездо со стержнеобразным изделием 60 проходит перед пистолетом 8, и осуществляется выброс потока сжатого воздуха вдоль направления 83 пистолетом 8. Затем стержнеобразное изделие 60 вталкивается внутрь катушки 51 (см. следующие снимки состояния слева направо на фигуре до пунктирной линии 64).
Пунктирная линия 84 разделяет Фиг. 5 на две. Вторая часть справа от пунктирной линии 84 на Фиг. 5 представляет собой изображение состояния через несколько временных интервалов после левой части (см. подробности ниже).
Устройство 100, 200 для проверки согласно настоящему изобретению может также содержать отбраковочное устройство (схематически изображенное в правой части Фиг. 5 в виде прямоугольника 82), выполненное с возможностью отбраковывать стержнеобразные изделия 60, в которых отсутствует токоприемник 12 или которые содержат токоприемник 12, который не соответствует ожидаемым характеристикам. Как было объяснено ранее, стержнеобразные изделия 60 могут быть отбракованы на основании выходного сигнала индукционного датчика 5 в соответствии с расчетом или определением, выполненным блоком 7 управления, что является преимуществом. Как показано в правой части Фиг. 5, например, функция отбраковочного устройства 82 заключается в том, чтобы удерживать стержнеобразное изделие 60, которое является дефектным, в барабане 4, в то время как надлежащие стержнеобразные изделия 60 переносятся в другие барабаны (не показаны) для продолжения обработки.
Стержнеобразные изделия 600 могут также содержать первый токоприемник 12 и второй токоприемник 121, как показано на Фиг. 9. Стержнеобразные изделия 600 по существу включают в себя два стержнеобразных изделия 60 в соответствии с вариантом осуществления, представленным на Фиг. 1 и 2.
В случае, если стержнеобразное изделие 600 содержит более одного токоприемника, предпочтительно предусмотрено устройство для проверки в соответствии с третьим вариантом осуществления настоящего изобретения, такое как устройство 300 для проверки, представленное на Фиг. 10.
Устройство 300 для проверки включает в себя два или более проверочных барабана 4, по меньшей мере первый барабан и второй барабан, каждый из которых включает катушку 51. Первый барабан или второй барабан идентичны барабану 4, который может быть выполнен либо в соответствии с первым вариантом осуществления, представленным на Фиг. 3 и 13-14, либо со вторым вариантом осуществления, представленными на Фиг. 4 или 5. Однако предпочтительно барабаны принадлежат к одному типу, т. е. либо соответствуют первому варианту осуществления устройства 100 для проверки, либо соответствуют второму варианту осуществления устройства 200 для проверки.
Первый барабан 4 выполнен с возможностью проверять первый токоприемник 12 указанного стержнеобразного изделия 600, а второй барабан 4 выполнен с возможностью проверять второй токоприемник 121 указанного стержнеобразного изделия 600. Например, если первый барабан и второй барабан соответствуют второму варианту осуществления, представленному на Фиг. 4 и 5, в первом барабане система сжатого воздуха расположена на первой боковой поверхности барабана, а во втором барабане система сжатого воздуха расположена на второй боковой стороне второго барабана.
Из первого барабана, после проверки первого токоприемника 12, стержнеобразное изделие 600 переносится во второй барабан, как показано на Фиг. 11 и 12. Первый барабан и второй барабан расположены по существу по касательной друг относительно друга. Зазор между первым барабаном и вторым барабаном является таким, что между ними может быть вставлено стержнеобразное изделие 600. Перенос осуществляется между гнездом первого барабана и гнездом второго барабана.
На Фиг. 11 показан перенос между двумя барабанами 4 в соответствии с вариантом осуществления, представленным на Фиг. 3, 13, 14. На Фиг. 12 показан перенос между двумя барабанами 4 в соответствии со вторым вариантом осуществления, представленным на Фиг. 4, 5.
Для целей настоящего описания и приложенной формулы изобретения, за исключением случаев, когда указано иное, все числа, выражающие величины, количества, процентные доли и т. д., следует понимать как модифицированные во всех случаях термином «приблизительно». Кроме того, все диапазоны включают раскрытые точки максимума и минимума и любые промежуточные диапазоны между ними, которые могут быть, а могут и не быть конкретно перечислены в настоящем документе. Поэтому в данном контексте число А следует понимать как А±10 процентов от А. В данном контексте число А можно считать включающим числовые значения, находящиеся в пределах обычной стандартной ошибки для измерения свойства, которое число А представляет. Число А в некоторых случаях при использовании в приложенной формуле изобретения может отклоняться на перечисленные выше процентные доли при условии, что величина, на которую отклоняется А, существенно не влияет на основную и новую характеристику (основные и новые характеристики) заявленного изобретения. Также все диапазоны включают раскрытые точки максимума и минимума и любые промежуточные диапазоны между ними, которые могут быть, а могут и не быть конкретно перечислены в настоящем документе.
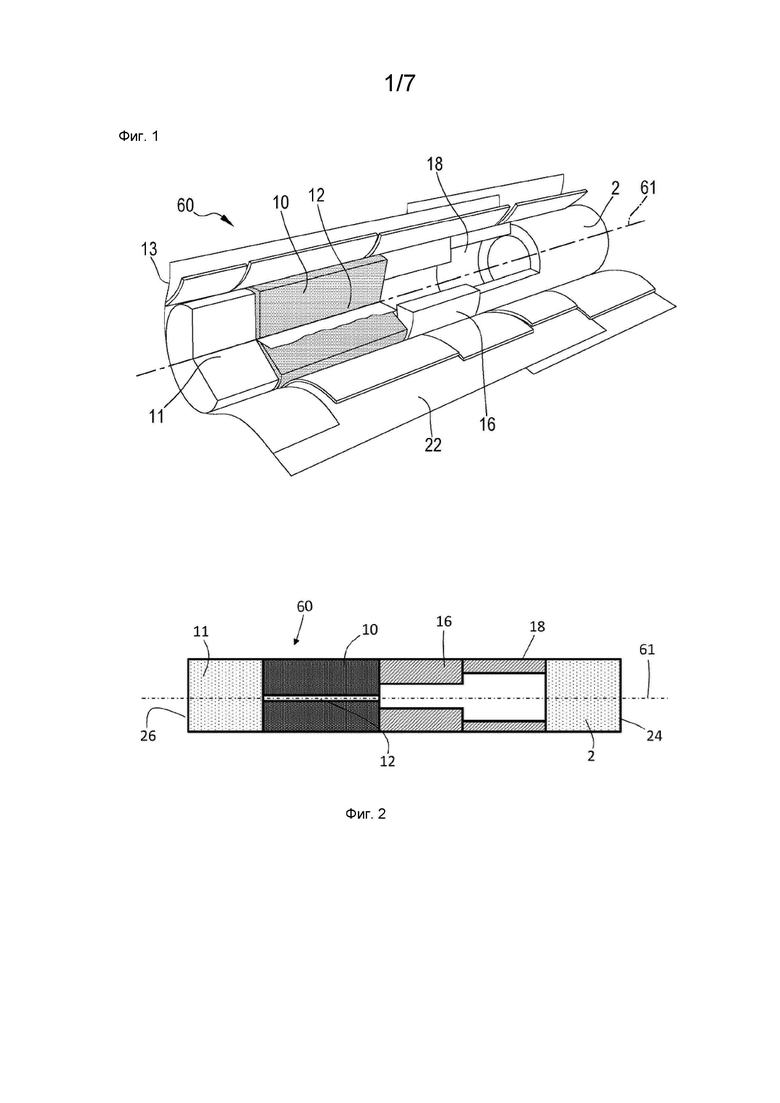
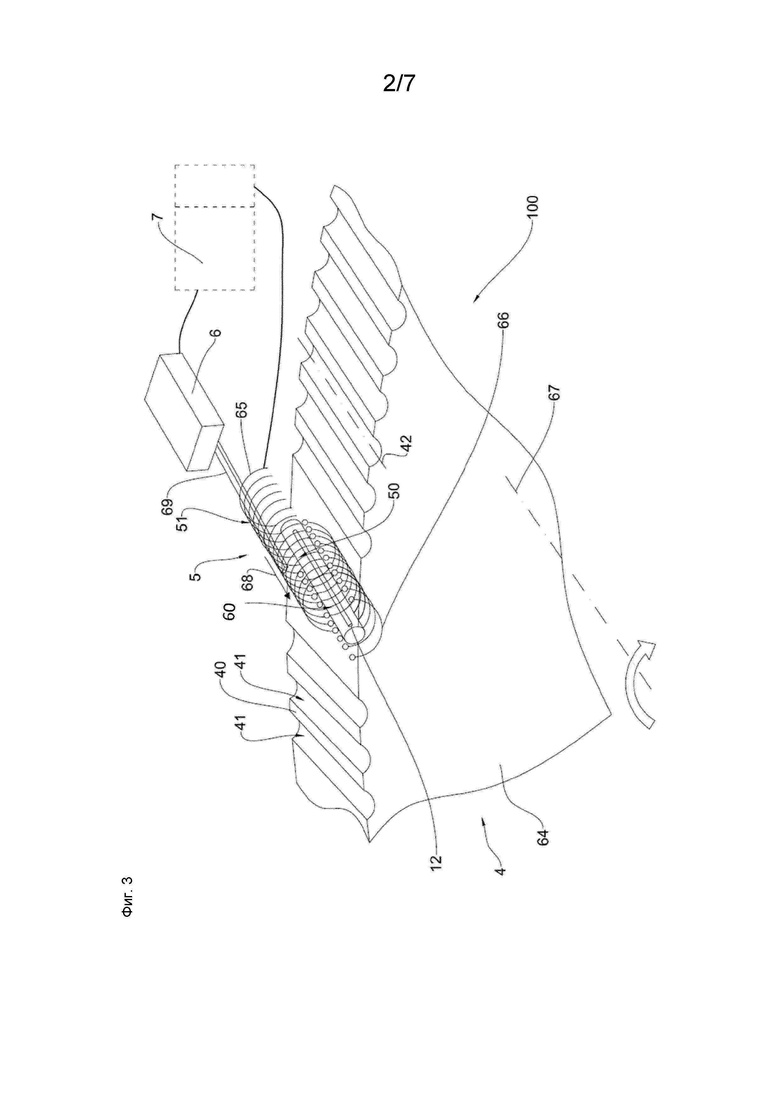
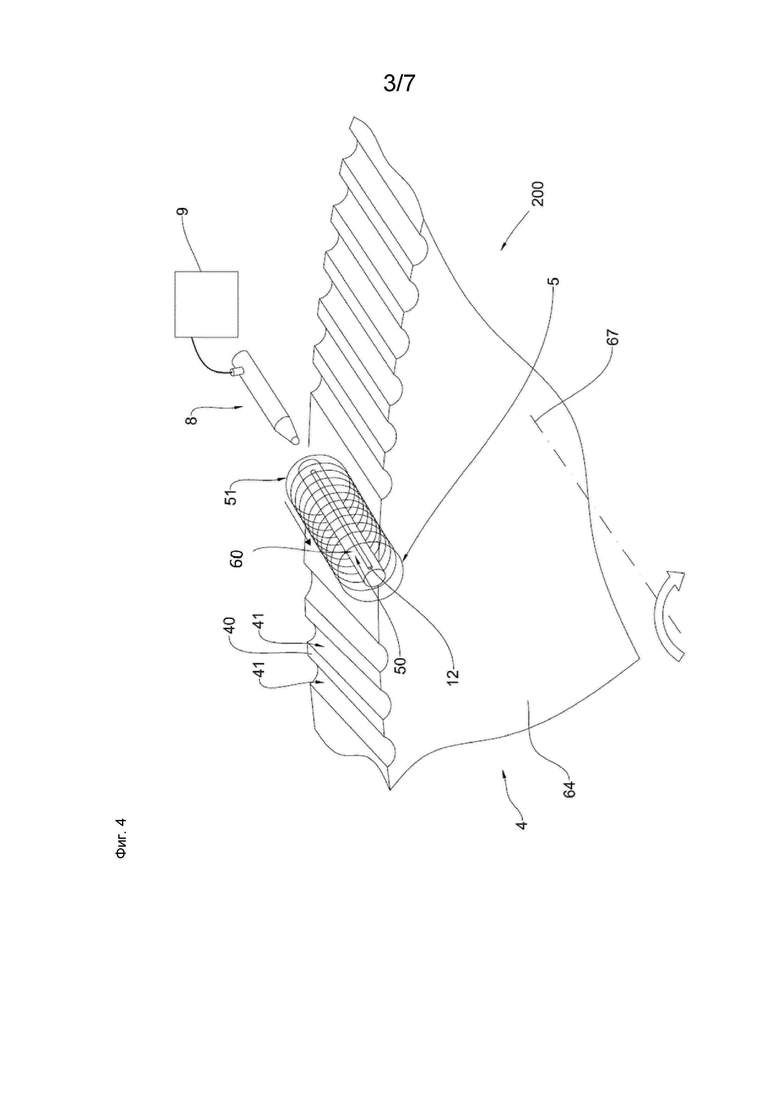
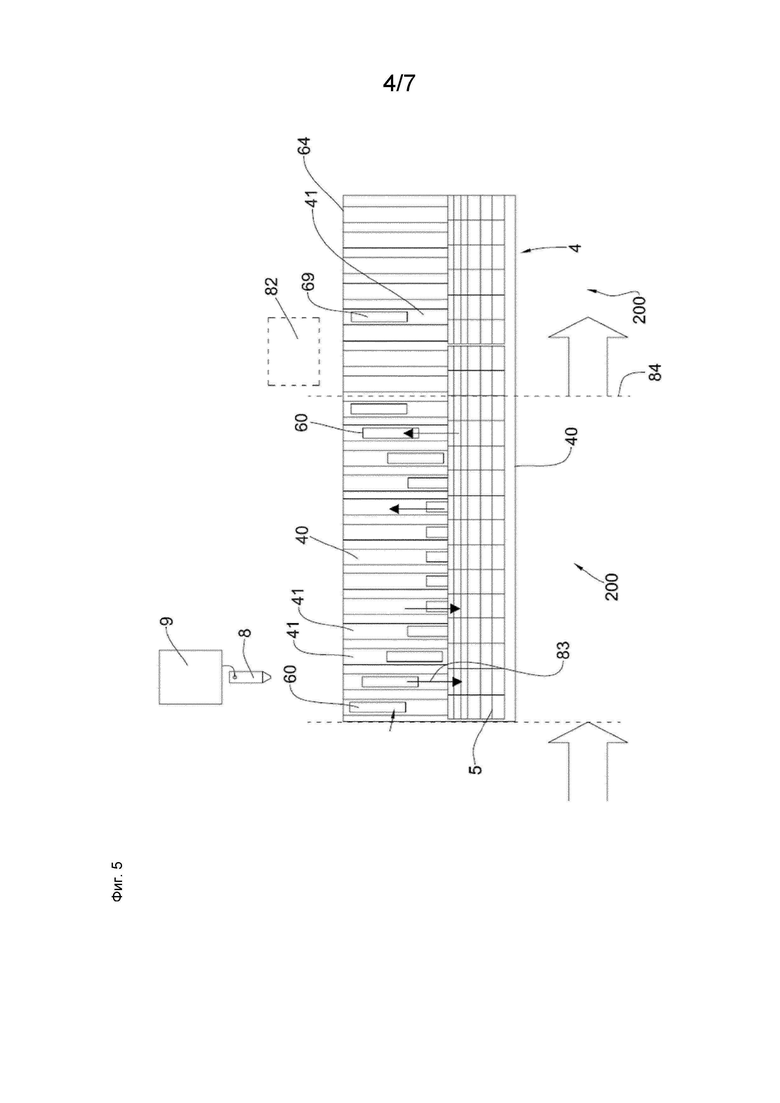
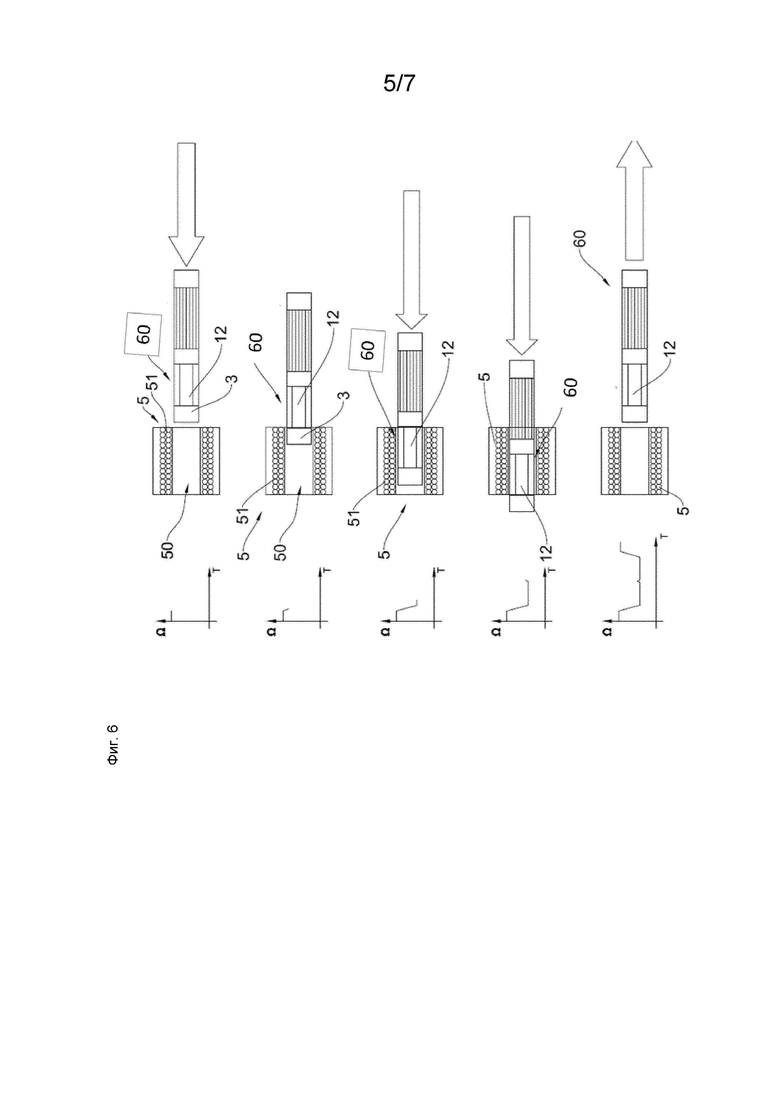
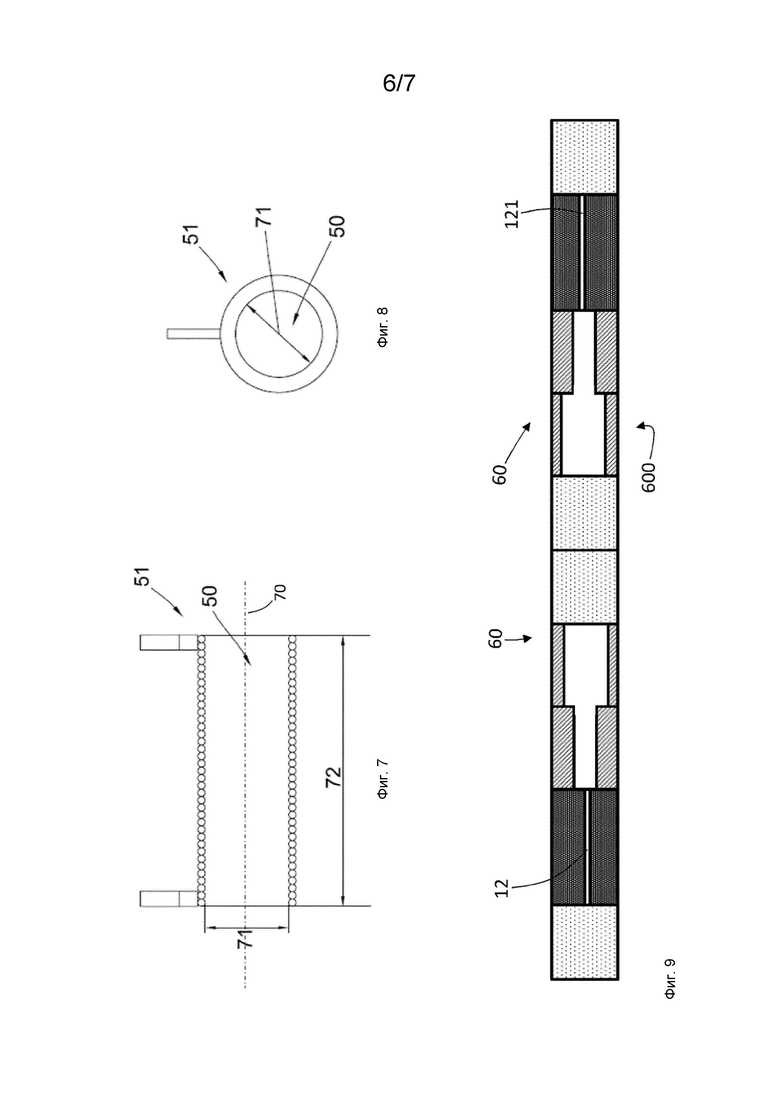
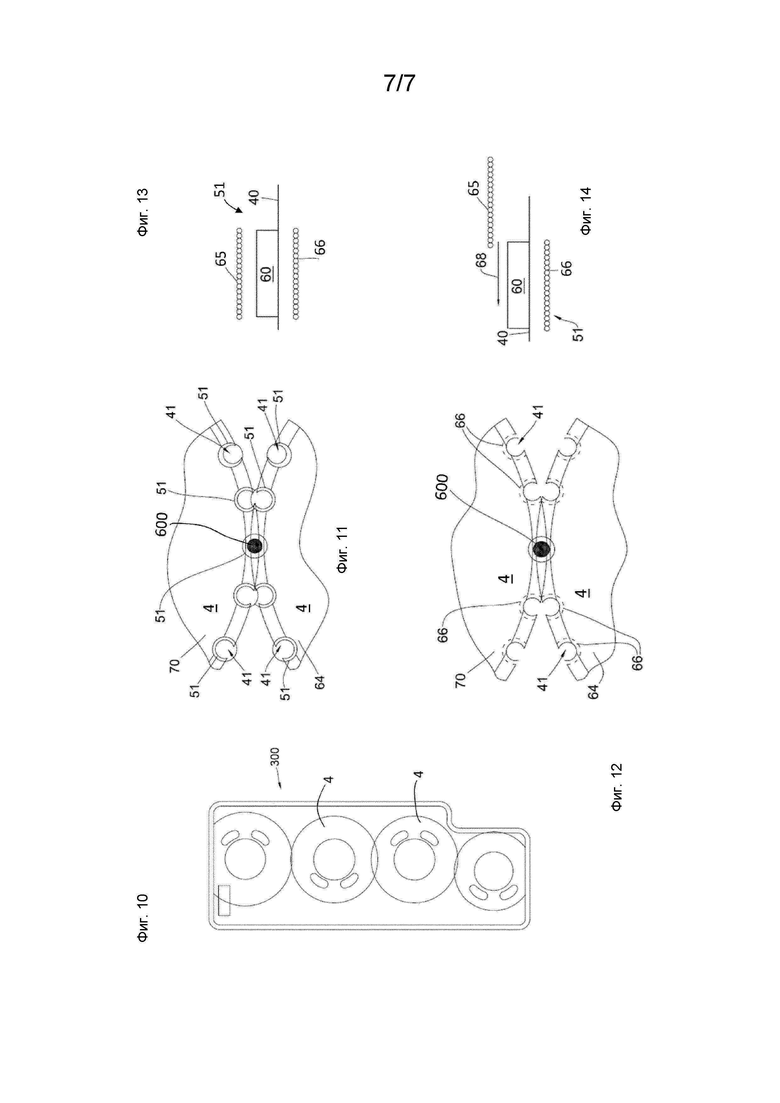
Изобретение относится к способу проверки стержнеобразных изделий, включающему: обеспечение наличия первого барабана со множеством гнезд; обеспечение по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку; обеспечение указанного по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, содержащим первый токоприемник, причем первый токоприемник содержит проводящий материал; вставку указанного стержнеобразного изделия в катушку указанного индуктивного датчика; определение максимального значения или минимального значения параметрической функции импеданса катушки во время вставки стержнеобразного изделия; отбраковку указанного стержнеобразного изделия на основании указанного максимального значения или указанного минимального значения указанной параметрической функции импеданса. Техническим результатом является увеличение скорости определения дефектов, связанных с токоприемниками стержнеобразных изделий. 14 з.п. ф-лы, 14 ил.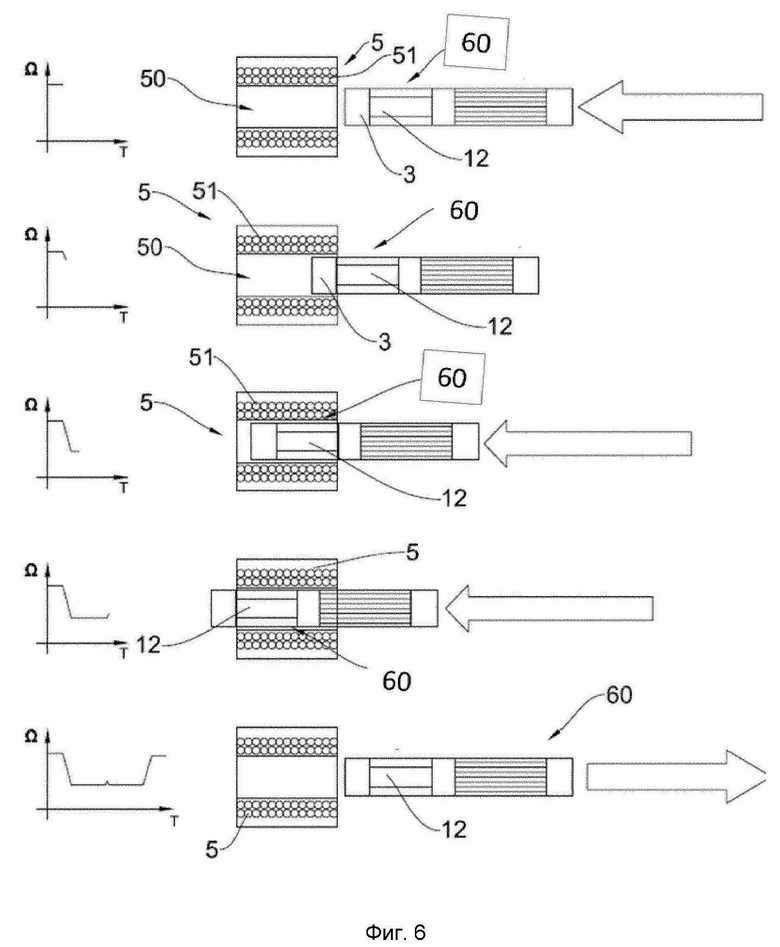
1. Способ проверки стержнеобразных изделий, включающий:
обеспечение первого барабана со множеством гнезд;
обеспечение по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку;
обеспечение этого по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, содержащим первый сусцептор, причем первый сусцептор содержит проводящий материал;
вставку стержнеобразного изделия в катушку индуктивного датчика;
определение максимального значения или минимального значения параметрической функции импеданса катушки при вставке стержнеобразного изделия;
отбраковку стержнеобразного изделия на основании максимального значения или минимального значения параметрической функции импеданса.
2. Способ по п. 1, включающий:
сравнение максимального значения или минимального значения параметрической функции импеданса с пороговым значением;
отбраковку стержнеобразного изделия на основании сравнения.
3. Способ по любому из пп. 1, 2, включающий:
измерение длины первого сусцептора на основании максимального значения или минимального значения параметрической функции импеданса катушки при вставке стержнеобразного изделия.
4. Способ по любому из пп. 1-3, включающий:
измерение параметрической функции импеданса катушки как функции времени при вставке стержнеобразного изделия.
5. Способ по п. 4, включающий:
измерение длины первого сусцептора на основании профиля, определяемого параметрической функцией импеданса катушки как функции времени при вставке стержнеобразного изделия в катушку.
6. Способ по любому из пп. 1-5, в котором первый сусцептор имеет номинальную длину и этап обеспечения по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку, включает:
обеспечение по меньшей мере одного гнезда из множества гнезд первого барабана индуктивным датчиком, содержащим катушку, имеющую длину больше номинальной длины первого сусцептора.
7. Способ по любому из пп. 1-6, в котором стержнеобразное изделие имеет продольную ось, а первый барабан имеет ось вращения, при этом этап обеспечения по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, содержащим первый сусцептор, включает:
обеспечение этого по меньшей мере одного гнезда из множества гнезд первого барабана стержнеобразным изделием, имеющим продольную ось, по существу параллельную оси вращения.
8. Способ по любому из пп. 1-7, в котором стержнеобразное изделие имеет первый конец и второй конец и первый сусцептор расположен на первом конце стержнеобразного изделия, при этом этап вставки стержнеобразного изделия в катушку индуктивного датчика включает:
вставку стержнеобразного изделия в катушку индуктивного датчика таким образом, что первый конец стержнеобразного изделия расположен внутри катушки.
9. Способ по любому из пп. 1-8, в котором этап отбраковки стержнеобразного изделия на основании максимального значения или указанного значения параметрической функции импеданса включает:
отбраковку стержнеобразного изделия, если максимальное значение или минимальное значение параметрической функции импеданса лежит за пределами заданного диапазона.
10. Способ по любому из пп. 1-9, в котором стержнеобразное изделие имеет первый конец и второй конец, а также второй сусцептор, причем первый сусцептор расположен на первом конце стержнеобразного изделия и второй сусцептор расположен на втором конце стержнеобразного изделия, причем способ включает:
обеспечение второго барабана со множеством гнезд;
обеспечение по меньшей мере одного гнезда из множества гнезд второго барабана индуктивным датчиком, содержащим катушку;
перемещение стержнеобразного изделия из первого барабана во второй барабан с размещением стержнеобразного изделия в по меньшей мере одном гнезде из множества гнезд второго барабана;
вставку стержнеобразного изделия в катушку индуктивного датчика второго барабана таким образом, чтобы второй конец стержнеобразного изделия находился внутри катушки;
определение максимального значения или минимального значения параметрической функции импеданса катушки при вставке стержнеобразного изделия;
отбраковку стержнеобразного изделия на основании максимального значения или минимального значения параметрической функции импеданса.
11. Способ по любому из пп. 1-10, в котором этап вставки стержнеобразного изделия в катушку индуктивного датчика включает:
сдвиг стержнеобразного изделия по нижней поверхности гнезда со вставкой стержнеобразного изделия в катушку.
12. Способ по п. 11, в котором этап сдвига стержнеобразного изделия по нижней поверхности гнезда со вставкой стержнеобразного изделия в катушку включает:
вталкивание стержнеобразного изделия в катушку потоком воздуха.
13. Способ по любому из пп. 1-10, в котором катушка содержит первую полукатушку и вторую полукатушку, причем первая полукатушка и вторая полукатушка выполнены с возможностью перемещения из первого рабочего положения, в котором первая полукатушка и вторая полукатушка контактируют друг с другом с образованием катушки для протекания в ней тока во второе рабочее положение, в котором первая полукатушка и вторая полукатушка отделены друг от друга без протекания тока, и наоборот, при этом этап вставки стержнеобразного изделия в катушку индуктивного датчика включает:
перемещение первой полукатушки и второй полукатушки из первого рабочего положения во второе рабочее положение.
14. Способ по любому из пп. 1-13, включающий этап:
калибровки индуктивного датчика с использованием стержнеобразного изделия, содержащего первый сусцептор или второй сусцептор или оба, имеющие длину, равную номинальной длине.
15. Способ по любому из пп. 1-14, в котором стержнеобразное изделие содержит компонент изделия для генерирования аэрозоля.
| CN 111432665 A, 17.07.2020 | |||
| Токарный резец | 1924 |
|
SU2016A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СИГАРЕТ | 2001 |
|
RU2226968C1 |
| Способ контроля стержнеобразных табачных изделий и устройство для его осуществления | 1977 |
|
SU1039433A3 |
| Устройство для изготовления табачных изделий | 1978 |
|
SU753344A3 |
| CN 207639664 U, 24.07.2018 | |||
| ЗАКЛАДНОЙ УЗЕЛ ЖЕЛЕЗОБЕТОННОЙ ШПАЛЫ | 2003 |
|
RU2264495C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИОЛОГИЧЕСКИ АКТИВНОГО НАПИТКА, НАПИТОК, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ, СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРАТА БИОЛОГИЧЕСКИ АКТИВНОГО НАПИТКА И КОНЦЕНТРАТ, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2012 |
|
RU2500299C1 |

