Настоящее изобретение относится к индукционно нагреваемому изделию для генерирования аэрозоля для использования с устройством для генерирования аэрозоля посредством индукционного нагрева. Настоящее изобретение также относится к способу изготовления такого индукционно нагреваемого генерирующего аэрозоль изделия. Настоящее изобретение дополнительно относится к устройству для изготовления токоприемника (сусцептора) такого изделия.
Общеизвестны генерирующие аэрозоль изделия, содержащие по меньшей мере один образующий аэрозоль субстрат, который способен образовывать вдыхаемый аэрозоль при нагреве. Для нагрева субстрата изделие может быть размещено внутри генерирующего аэрозоль устройства, которое содержит электрический нагреватель. Нагреватель может представлять собой индукционный нагреватель, содержащий индукционный источник. Индукционный источник выполнен с возможностью генерирования переменного электромагнитного поля для индукционного нагрева токоприемника (сусцептора) за счет вихревых токов и/или потерь на гистерезис, в зависимости от электрических и магнитных свойств токоприемника. Токоприемник может представлять собой неотъемлемую часть изделия быть расположенным таким образом, чтобы он находился в тепловой близости к подлежащему нагреву субстрату или в непосредственном физическом контакте с ним. При работе устройства происходит выделение летучих соединений из нагреваемого образующего аэрозоль субстрата в изделии и их вовлечение в поток воздуха, который втягивается через изделие во время осуществления затяжки пользователем. По мере охлаждения выделяющихся соединений они конденсируются с образованием аэрозоля.
Токоприемник может содержать металлический лист или состоять из него. Хотя такие листообразные токоприемники могут быть легко изготовлены и обеспечивают значительную тепловую эмиссию вследствие их двухмерной конфигурации, общая масса таких токоприемников часто может быть по-прежнему непропорциональна площади тепловой эмиссии. В результате ресурсы используются неэффективно.
Следовательно, было бы желательно иметь индукционно нагреваемое генерирующее аэрозоль изделие (индукционного нагреваемое изделие для генерирования аэрозоля) и способ изготовления такого изделия с преимуществами решений предшествующего уровня техники, но без их ограничений. В частности, было бы желательно иметь индукционно нагреваемое генерирующее аэрозоль изделие и способ изготовления такого изделия, обеспечивающие улучшенное использование ресурсов.
Согласно настоящему изобретению, предложено индукционно нагреваемое генерирующее аэрозоль изделие для использования с индукционно нагревающим генерирующим аэрозоль устройством (устройством для генерирования аэрозоля посредством индукционного нагрева). Изделие содержит по меньшей мере один образующий аэрозоль субстрат и по меньшей мере один токоприемник, расположенный в тепловой близости к образующему аэрозоль субстрату или в тепловом контакте с образующим аэрозоль субстратом. Токоприемник содержит расширенный металлический лист, содержащий множество отверстий, проходящих через лист.
Используемый в данном документе термин «расширенный металлический лист» относится к металлическому листу того типа, в котором было создано множество ослабленных областей, в частности множество перфораций, и который затем был растянут с образованием регулярного рисунка отверстий, образовавшихся в результате растяжения из указанного множества ослабленных областей, в частности из указанного множества перфораций.
Использование токоприемника, содержащего расширенный металлический лист, обеспечивает ряд преимуществ по сравнению с листообразными токоприемниками других типов.
Во-первых, благодаря конкретному процессу изготовления масса на единицу площади расширенного металлического листа уменьшена по сравнению с металлическим листом без указанных отверстий. В то же самое время, поверхность расширенного металлического листа по-прежнему достаточно велика для обеспечения значительной тепловой эмиссии. В результате пропорциональное соотношение между общей массой и поверхностью тепловой эмиссии токоприемника, содержащего расширенный металлический лист, улучшается по сравнению с токоприемником, содержащим металлический лист без каких-либо отверстий. Это обеспечивает преимущество, состоящее в содействии экономии ресурсов для изготовления изделия. Кроме того, уменьшенная масса на единицу площади может также быть выгодна с точки зрения уменьшения общей массы изделия.
Во-вторых, по сравнению с металлическим листом, содержащим отверстия, которые были созданы путем удаления материала, например путем вырубки, изготовление расширенного металлического листа, содержащего отверстия, которые были созданы так, как описано выше, то есть путем ослабления, в частности, перфорирования и растяжения металлического листа, обеспечивает преимущество, состоящее в исключении отходов материала. Также благодаря этому, токоприемник изделия согласно настоящему изобретению обеспечивает преимущество, состоящее в возможности экономии материалов и снижения производственных затрат и, таким образом, экономии ресурсов.
В-третьих, благодаря указанным отверстиям, токоприемник изделия согласно настоящему изобретению является проницаемым, что приводит к усилению потока воздуха, втягиваемого через изделие, по сравнению с изделием, содержащим непроницаемый токоприемник. В дополнение, отверстия токоприемника содействуют выделению материала, который испаряется из нагреваемого образующего аэрозоль субстрата, и его вовлечению в воздушный поток. Оба аспекта обеспечивают преимущество, состоящее в содействии образованию аэрозоля.
В-четвертых, токоприемник, содержащий расширенный металлический лист, является более прочным по сравнению с имеющей эквивалентный вес сварной или тканой сеткой токоприемника, поскольку листовой материал, пусть и ослабленный, в частности перфорированный и растянутый, остается цельным и таким образом сохраняет свою прочность. В то же самое время, расширенный металлический лист является более гибким и менее жестким, чем металлический лист без каких-либо отверстий. Это обеспечивает преимущество, состоящее в содействии подаче материала во время изготовления генерирующего аэрозоль изделия.
В-пятых, отверстия расширенного металлического листа могут быть заполнены образующим аэрозоль субстратом во время изготовления изделия. Это обеспечивает преимущество, состоящее в возможности содействия фиксации токоприемника внутри образующего аэрозоль субстрата. В результате значительно повышается точность и стабильность размещения токоприемника внутри образующего аэрозоль субстрата.
Используемый в данном документе термин «лист» относится к плоскому объекту, который имеет протяженность в первом направлении, в частности, протяженность по толщине, меньше, в частности по меньшей мере в 5 раз меньше, предпочтительно по меньшей мере в 20 раз меньше, более предпочтительно по меньшей мере в 50 раз меньше, еще более предпочтительно по меньшей мере в 100 раз меньше, наиболее предпочтительно по меньшей мере в 150 раз меньше, чем протяженность во втором и третьем направлениях, в частности протяженность по ширине и протяженность по длине. Кроме того, протяженность листа во втором направлении предпочтительно меньше протяженности листа в третьем направлении. В частности, протяженность листа по ширине может быть меньше протяженности листа по длине.
Что касается размеров токоприемника, то расширенный металлический лист может иметь протяженность по толщине в диапазоне от 0,05 миллиметра до 0,4 миллиметра, в частности в диапазоне от 0,15 миллиметра до 0,35 миллиметра. Аналогичным образом, расширенный металлический лист может иметь протяженность по ширине в диапазоне от 2 миллиметров до 8 миллиметров, в частности в диапазоне от 3 миллиметров до 6 миллиметров, предпочтительно в диапазоне от 4 миллиметров до 5 миллиметров.
Используемые в данном документе термины «металлический лист» и «расширенный металлический лист» относятся к листу, который содержит по меньшей мере один металл или металлический материал. Благодаря этому, токоприемники являются электропроводными, и таким образом возможен их индукционный нагрев по меньшей мере за счет вихревых токов.
Используемый в данном документе термин «отверстие» следует понимать как отверстие, которое проходит через весь расширенный листовой материал вдоль его протяженности по толщине от одной плоской стороны до противоположной плоской стороны расширенного листового материала. Аналогичным образом, термин «перфорация» следует понимать как перфорированное отверстие, которое проходит через весь листовой материал вдоль его протяженности по толщине от одной плоской стороны до противоположной плоской стороны листового материала. Термин «ослабленная область» относится к области металлического листа, которая имеет уменьшенную толщину материала в направлении, перпендикулярном основной поверхности металлического листа, то есть вдоль протяженности по толщине металла. Уменьшение толщины материала является таким, что при растяжении ослабленного металлического листа ослабленная область трансформируется в отверстие, проходящее через весь расширенный листовой материал вдоль его протяженности по толщине.
Кроме того, термин «отверстия» может охватывать два типа отверстий, а именно отверстия, имеющие замкнутую границу, и отверстия, имеющие частично разомкнутую (открытую) границу. Отверстие, имеющее замкнутую границу, полностью ограничено материалом расширенного металлического листа вдоль периметра указанного отверстия. В отличие от этого, отверстие, имеющее частично разомкнутую (открытую) границу, лишь частично ограничено материалом расширенного металлического листа вдоль периметра указанного отверстия. При их наличии, указанные одно или более отверстий, имеющих частично разомкнутую границу, расположены на боковой кромке расширенного металлического листа. Иначе говоря, такие отверстия открыты в боковом направлении к боковой кромке расширенного металлического листа. При их наличии, указанные одно или более отверстий, имеющих частично разомкнутую границу, могут быть образованы из ослабленных областей, в частности перфораций, которые созданы в металлическом листе, проходят за боковую кромку металлического листа и впоследствии растягиваются.
Соответственно, расширенный металлический лист может содержать одно из следующего: множество отверстий, имеющих замкнутую границу; множество отверстий, имеющих частично разомкнутую границу; или одно или более отверстий, имеющих замкнутую границу, а также одно или более отверстий, имеющих частично разомкнутую границу.
Указанное множество отверстий могут быть расположены в виде периодического рисунка. Периодический рисунок может быть предпочтительным с точки зрения его изготовления. В частности, периодический рисунок отверстий может быть получен путем создания периодического рисунка ослабленных областей, в частности перфораций, в листовом материале и последующего растяжения ослабленного, в частности перфорированного, металлического листа по меньшей мере в одном направлении, так что периодический рисунок ослабленных областей, в частности, перфораций, трансформируется в периодический рисунок отверстий.
Периодический рисунок отверстий может представлять собой одномерный периодический рисунок. Иначе говоря, периодический рисунок может иметь периодичность лишь в первом направлении (вдоль одного направления). Предпочтительно, периодический рисунок представляет собой двухмерный периодический рисунок. Иначе говоря, периодический рисунок может иметь периодичность вдоль первого направления и второго направления, причем второе направление является поперечным, в частности перпендикулярным первому направлению. В обеих конфигурациях первое направление может соответствовать направлению расширения расширенного листового материала.
Периодический рисунок указанного множества отверстий может иметь величину периодичности вдоль первого направления в диапазоне от 0,9 миллиметра до 7,8 миллиметра, предпочтительно в диапазоне от 1,4 миллиметра до 4,8 миллиметра. Аналогичным образом, периодический рисунок указанного множества отверстий может иметь величину периодичности вдоль второго направления в диапазоне от 3,4 миллиметра до 9 миллиметров, предпочтительно в диапазоне от 2,6 миллиметра до 5,1 миллиметра. Периодичности вдоль первого и второго направлений в пределах этих диапазонов обеспечивают возможность достижения оптимального соотношение между общей массой и площадью поверхности тепловой эмиссии токоприемника.
Указанное множество отверстий могут быть расположены в смещенной компоновке, в частности в периодической смещенной компоновке. Смещенная компоновка обеспечивает преимущество, состоящее в возможности очень компактного расположения отверстий, результатом чего является повышение плотности отверстий на единицу площади, что, в свою очередь, обеспечивает возможность повышения проницаемости токоприемника при одновременном уменьшении общей массы на единицу площади материала токоприемника. Как упоминалось выше, последнее обеспечивает возможность более эффективного использования ресурсов. В частности, в указанной смещенной компоновке указанное множество отверстий могут быть расположены в виде множества рядов вдоль первого направления, причем каждый ряд проходит во втором направлении, перпендикулярном первому направлению, и содержит одно или более отверстий, при этом указанные одно или более отверстий в одном ряду смещены относительно указанных одного или более отверстий в каждом соседнем ряду. Смещенная компоновка отверстий может быть достигнута путем создания такой соответствующей смещенной компоновки ослабленных областей, в частности перфорированных областей, в которой указанное множество ослабленных областей, в частности перфорированных областей, могут быть расположены в виде множества рядов вдоль первого направления, причем каждый ряд проходит во втором направлении, перпендикулярном первому направлению, и содержит одну или более ослабленных областей, в частности перфорированных областей, причем одна или более ослабленных областей, в частности перфорированных областей, в одном ряду смещены относительно одной или более ослабленных областей, в частности перфораций, в каждом соседнем ряду.
В целом, форма отверстий может зависеть от процесса изготовления расширенного металлического листа, в частности от формы ослабленных областей в металлическом листе, например от формы перфораций и от направления расширения, в котором ослабленный, например перфорированный, металлический лист растягивают таким образом, чтобы создать указанные отверстия. Используемый в данном документе термин «форма отверстия» относится к форме (поперечного сечения) отверстия, если смотреть в направлении, перпендикулярном основной (плоской) поверхности расширенного металлического листа, то есть вдоль направления наименьшей протяженности расширенного металлического листа, которое представляет собой протяженность по толщине расширенного металлического листа.
Предпочтительно, одно или более из указанного множества отверстий могут иметь ромбовидную форму. Ромбовидные отверстия могут быть предпочтительными, поскольку они просты в изготовлении, в частности, путем создания прямолинейных прорезей конечной длины в металлическом листе и последующего растяжения прорезанного металлического листа в поперечном направлении, в частности перпендикулярно протяженности по длине указанных прямолинейных прорезей, что приводит к трансформации каждой из прорезей в ромбовидное отверстие.
Ромбовидная форма имеет первую диагональ, соединяющую первую пару противоположных вершин ромбовидной формы, и вторую диагональ, соединяющую вторую пару противоположных вершин ромбовидной формы. Предпочтительно, первая диагональ проходит в первом направлении, которое соответствует направлению расширения расширенного металлического листа. Данная конфигурация может быть легко достигнута путем растяжения металлического листа в направлении, перпендикулярном протяженности по длине вышеуказанных прямолинейных прорезей.
Предпочтительно, длина второй диагонали больше, чем длина первой диагонали, в частности в случае, если первая диагональ соответствует направлению расширения расширенного металлического листа. По сравнению с ромбовидным отверстием, имеющим такую же площадь отверстия, но равные диагонали, вышеописанная конфигурация обеспечивает преимущество, состоящее в возможности уменьшения степени расширения, что упрощает изготовление расширенного металлического листа.
Длина первой диагонали может находиться в диапазоне от 0,3 миллиметра до 3,1 миллиметра, предпочтительно в диапазоне от 0,5 миллиметра до 2,5 миллиметра. Аналогичным образом, длина второй диагонали находится в диапазоне от 1,1 миллиметра до 4,7 миллиметра, предпочтительно в диапазоне от 1,7 миллиметра до 3,1 миллиметра.
Аналогичным образом, длина второй диагонали может находиться в диапазоне от 10 процентов до 60 процентов, в частности от 20 процентов до 50 процентов, предпочтительно от 30 процентов до 45 процентов протяженности по ширине металлического листа.
Если одна или более вышеупомянутых прямолинейных прорезей выходят за кромку металлического листа, то растяжение таких прорезей приводит к образованию отверстий, которые имеют частично разомкнутую границу, как упоминалось выше, в частности они имеют треугольную форму. В этой связи следует отметить, что частично разомкнутый (открытый) участок границы отверстия соответствует одной из сторон треугольника или отверстия треугольной формы соответственно. Соответственно, одно или более из указанного множества отверстий могут быть разомкнуты (открыты) в боковом направлении к боковой кромке расширенного металлического листа, и они могут иметь треугольную форму.
Предпочтительно, вышеупомянутые прямолинейные прорези проходят в направлении, перпендикулярном боковой кромке металлического листа, из которого изготовлен расширенный металлический лист, как более подробно описано ниже. В частности, прорези могут проходить в направлении, перпендикулярном протяженности по длине металлического листа, из которого изготовлен расширенный металлический лист. Протяженность по длине металлического листа предпочтительно соответствует указанному направлению расширения расширенного металлического листа. В качестве альтернативы, прорези могут быть наклонены под углом в диапазоне от 5 градусов до 85 градусов, в частности от 20 градусов до 70 градусов, предпочтительно от 30 градусов до 60 градусов, например 45 градусов, по отношению к боковой кромке или протяженности по длине металлического листа. Растяжение этих прорезей в направлении, параллельном боковой кромке или протяженности по длине металлического листа, обеспечивает возможность получения трехмерной конфигурации расширенного металлического листа, имеющей приподнятые участки, которые выступают в направлении, перпендикулярном основной (плоской) поверхности расширенного металлического листа. Такие приподнятые участки обеспечивают возможность содействия фиксации токоприемника внутри образующего аэрозоль субстрата. При необходимости, приподнятые участки могут быть разглажены. Иначе говоря, токоприемник может содержать разглаженный расширенный металлический лист, содержащий множество отверстий, проходящих через лист. В частности, токоприемник может содержать разглаженный расширенный металлический лист, содержащий множество отверстий, проходящих через лист, и не имеющий приподнятых участков, которые выступают в направлении, перпендикулярном поверхности основной плоской поверхности расширенного металлического листа.
Расширенный металлический лист токоприемника может быть полосовым. В контексте данного документа термин «полосовой» относится к элементу, у которого обе из протяженности по длине и протяженности по ширине больше, чем протяженность по толщине. В дополнение, протяженность по длине предпочтительно больше, чем размер по ширине. Указанная протяженность по толщине может находиться в диапазоне от 0,05 миллиметра до 0,4 миллиметра, в частности в диапазоне от 0,15 миллиметра до 0,35 миллиметра. Аналогичным образом, протяженность по ширине может находиться в диапазоне от 2 миллиметров до 8 миллиметров, в частности в диапазоне от 3 миллиметров до 6 миллиметров, предпочтительно в диапазоне от 4 миллиметров до 5 миллиметров. Предпочтительно, полосовой расширенный металлический лист имеет прямоугольное сечение в плоскости, перпендикулярной его протяженности по длине. Указанная протяженность по длине предпочтительно соответствует направлению расширения расширенного металлического листа. Токоприемник или расширенный металлический лист в форме полосы являются предпочтительными, поскольку они просты и дешевы в изготовлении.
Предпочтительно, токоприемник состоит исключительно из расширенного металлического листа, в частности полосового расширенного металлического листа. Иначе говоря, токоприемник предпочтительно представляет собой расширенный металлический лист, в частности полосовой расширенный металлический лист.
В целом, термин «токоприемник» относится к элементу, содержащему материал, который способен подвергаться индукционному нагреву внутри переменного электромагнитного поля. Это может быть результатом по меньшей мере одного из потерь на гистерезис и вихревых токов, индуцируемых в токоприемнике, в зависимости от электрических и магнитных свойств материала токоприемника. Потери на гистерезис возникают в ферромагнитных или ферримагнитных токоприемниках в связи с перемагничиванием магнитных доменов внутри материала под действием переменного электромагнитного поля. Вихревые токи могут быть индуцированы, если токоприемник является электропроводным. В случае электропроводного ферромагнитного токоприемника или электропроводного ферримагнитного токоприемника тепло может генерироваться за счет как вихревых токов, так и потерь на гистерезис.
В настоящем изобретении токоприемник является индукционно нагреваемым по меньшей мере под действием вихревых токов благодаря тому, что расширенный металлический лист является электропроводным вследствие своей металлической природы. Поэтому токоприемник согласно настоящему изобретению, в частности расширенный металлический лист, содержит по меньшей мере один материал, который является электропроводным. Электропроводный материал может быть парамагнитным. Например, электропроводный материал может представлять собой или содержать алюминий. В качестве альтернативы, электропроводный материал может быть ферромагнитным. В этом случае токоприемник согласно настоящему изобретению может быть выполнен с возможностью нагрева под действием как вихревых токов, так и потерь на гистерезис. Например, электропроводный материал может представлять собой или содержать ферритное железо, ферромагнитный сплав, в частности ферромагнитную сталь, предпочтительно ферромагнитную нержавеющую сталь.
Предпочтительный токоприемник может быть выполнен с возможностью нагрева до температуры от приблизительно 40 градусов по Цельсию до приблизительно 500 градусов по Цельсию, в частности от приблизительно 50 градусов по Цельсию до приблизительно 450 градусов по Цельсию, предпочтительно от приблизительно 100 градусов по Цельсию до приблизительно 400 градусов по Цельсию.
Токоприемник может состоять из нескольких материалов. В частности, расширенный металлический лист может состоять из нескольких материалов. Соответственно, токоприемник или расширенный металлический лист могут содержать по меньшей мере первый металлический материал и второй металлический материал. Первый материал предпочтительно оптимизирован в отношении тепловых потерь и, таким образом, эффективности нагрева. Например, первый материал может представлять собой алюминий или черный металл, такой как нержавеющая сталь. В отличие от этого, второй материал предпочтительно используется в качестве температурного маркера. Для этого второй материал предпочтительно представляет собой ферромагнетик, и его выбирают таким образом, чтобы его температура Кюри соответствовала заданной температуре нагрева токоприемника. Магнитные свойства второго материала при его температуре Кюри изменяются с ферромагнитных на парамагнитные, что сопровождается временным изменением его электрического сопротивления. Таким образом, путем отслеживания соответствующего изменения электрического тока, поглощаемого индукционным источником, можно определить, когда второй материал токоприемника достиг своей температуры Кюри и, следовательно, когда достигнута заданная температура нагрева. Второй материал токоприемника предпочтительно имеет температуру Кюри ниже точки воспламенения образующего аэрозоль субстрата генерирующего аэрозоль изделия, иначе говоря, предпочтительно ниже 500 градусов по Цельсию. Подходящие вторые материалы могут включать никель и некоторые сплавы никеля. Температура Кюри никеля находится в диапазоне приблизительно от 354 градусов по Цельсию до 360 градусов по Цельсию, в зависимости от природы примесей. Температура Кюри в этом диапазоне является идеальной, поскольку она приблизительно равна температуре, до которой должен быть нагрет токоприемник для генерирования аэрозоля из образующего аэрозоль субстрата, но все еще является достаточно низкой, чтобы избежать локального перегрева или горения образующего аэрозоль субстрата.
Токоприемник может представлять собой многослойный токоприемник. Аналогичным образом, расширенный металлический лист может представлять собой многослойный расширенный металлический лист. В частности, многослойный токоприемник содержит многослойный расширенный металлический лист. Многослойный токоприемник или многослойный расширенный металлический лист соответственно могут содержать первый слой и второй слой, причем первый слой содержит первый металлический материал, а второй слой содержит второй металлический материал, как описано ранее. Например, первый слой может содержать или может быть изготовлен из ферромагнитной нержавеющей стали, причем по меньшей мере одна сторона первого слоя содержит покрытие в качестве второго слоя, который может содержать или может быть изготовлен из никеля или сплава никеля.
Предпочтительно, токоприемник является стабильным по размерам. Это означает, что токоприемник по существу остается недеформированным во время изготовления образующего аэрозоль стержня, или что любая деформация токоприемника, необходимая для формирования образующего аэрозоль стержня, остается упругой, так что токоприемник возвращается к своей целевой форме при снятии деформирующего усилия. С этой целью, форма и материал токоприемника могут быть выбраны таким образом, чтобы обеспечить достаточную стабильность размеров. Это обеспечивает преимущество, состоящее в гарантировании того, что изначально необходимый профиль поперечного сечения будет сохраняется на протяжении всего процесса изготовления образующего аэрозоль стержня. Высокая стабильность размеров снижает вариативность характеристик продукта. Применительно к формообразующему устройству согласно настоящему изобретению, подробно описанному ниже, это означает, что формообразующее устройство выполнено таким образом, что токоприемник по существу остается недеформированным после прохождения через формообразующее устройство. Это означает, что предпочтительно любая деформация токоприемника, необходимая для формирования непрерывного стержня, остается упругой, так что токоприемник возвращается к своей целевой форме после снятия деформирующего усилия.
В контексте данного документа термин «образующий аэрозоль субстрат» обозначает субстрат, полученный из образующего аэрозоль материала, способного выделять летучие соединения при нагреве для генерирования аэрозоля, или содержащий этот материал. Указанный образующий аэрозоль субстрат предназначен для нагрева, а не сжигания, с целью выделения летучих соединений, образующих аэрозоль.
Образующий аэрозоль субстрат может представлять собой твердый, пастообразный или жидкий образующий аэрозоль субстрат. В любом из этих состояний образующий аэрозоль субстрат может содержать как твердые, так и жидкие компоненты.
Образующий аэрозоль субстрат может содержать содержащий табак материал, содержащий летучие табачные вкусоароматические соединения, которые выделяются из субстрата при нагреве.
В качестве альтернативы или дополнительно, образующий аэрозоль субстрат может представлять собой нетабачный материал, в частности, нетабачный растительный материал, такой как резаный растительный материал или растительные расширенные волокна или пористый субстрат или пену на основе растительных волокон или их комбинации.
Образующий аэрозоль субстрат может содержать, например, одно или более из следующего: порошок, гранулы, шарики, кусочки, тонкие трубки, полоски или листы, содержащие одно или более из следующего: травяные листья, табачные листья, фрагменты табачных жилок, восстановленный табак, гомогенизированный табак, экструдированный табак, расширенный табак и их комбинации.
Образующий аэрозоль субстрат может дополнительно содержать по меньшей мере одно вещество для образования аэрозоля. Вещества для образования аэрозоля могут быть выбраны из полиолов, гликолевых простых эфиров, эфиров полиола, сложных эфиров и жирных кислот, и они могут содержать одно или более из следующих соединений: глицерин, эритрит, 1,3-бутиленгликоль, тетраэтиленгликоль, триэтиленгликоль, триэтилцитрат, пропиленкарбонат, этиллаурат, триацетин, мезо-эритрит, смесь на основе диацетина, диэтилсуберат, триэтилцитрат, бензилбензоат, бензилфенилацетат, этилванилат, трибутирин, лаурилацетат, лауриновую кислоту, миристиновую кислоту и пропиленгликоль.
Одно или более веществ для образования аэрозоля могут быть смешаны для получения преимущества, обусловленного одним или более свойствами смешанных веществ для образования аэрозоля. Например, триацетин может быть смешан с глицерином и водой для получения преимущества, обусловленного способностью триацетина переносить активные компоненты и увлажняющими свойствами глицерина.
Вещество для образования аэрозоля может также иметь типовые свойства увлажнителя, которые содействуют поддержанию необходимого уровня влажности в образующем аэрозоль субстрате, если субстрат состоит из продукта на основе табака, в частности, содержащего табачные частицы. В частности, некоторые вещества для образования аэрозоля представляют собой гигроскопический материал, который функционирует как увлажнитель, иначе говоря, материал, который содействует поддержания табачного субстрата, содержащий увлажнитель, во влажном состоянии.
В частности, образующий аэрозоль субстрат может содержать одно или более веществ для образования аэрозоля с весовой долей в диапазоне от 12 процентов до 20 процентов, предпочтительно от 16 процентов до 20 процентов, наиболее предпочтительно от 17 процентов до 18 процентов по весу образующего аэрозоль субстрата.
Образующий аэрозоль субстрат может содержать другие добавки и ингредиенты. Образующий аэрозоль субстрат предпочтительно содержит никотин. Образующий аэрозоль субстрат может содержать вкусоароматические вещества, в частности дополнительные табачные или нетабачные летучие вкусоароматические соединения, подлежащие выделению при нагреве образующего аэрозоль субстрата. Образующий аэрозоль субстрат может также содержать капсулы, которые содержат, например, дополнительные табачные или нетабачные летучие вкусоароматические соединения, и такие капсулы могут плавиться во время нагрева твердого образующего аэрозоль субстрата. Образующий аэрозоль субстрат может также содержать связующий материал.
Предпочтительно, образующий аэрозоль субстрат представляет собой табачный образующий аэрозоль субстрат, то есть содержащий табак субстрат. Образующий аэрозоль субстрат может содержать летучие табачные вкусоароматические соединения, которые выделяются из субстрата при нагреве. Образующий аэрозоль субстрат может содержать восстановленный табак, такой как гомогенизированный табачный материал, или состоять из него. Гомогенизированный табачный материал может быть получен в результате агломерации табака в виде частиц. В частности, образующий аэрозоль субстрат может содержать резанные и смешанные листовые пластинки табака или состоять из них. Образующий аэрозоль субстрат может дополнительно содержать нетабачный материал, например, гомогенизированный материал растительного происхождения, отличный от табака. Предпочтительно, восстановленный табак изготавливают в значительной степени из смешанного табачного материала, в частности листовых пластинок, обработанных стеблей и жилок, гомогенизированного растительного материала, например, изготовленного в форме листа с использованием процессов литья или производства бумаги. Восстановленный табак может также содержать другой табак после нарезки, табачный наполнитель, связующее, волокна или соус. Восстановленный табак содержит по меньшей мере 25 процентов растительных листовых пластинок, более предпочтительно по меньшей мере 50 процентов растительных листовых пластинок, еще более предпочтительно по меньшей мере 75 процентов растительных листовых пластинок, и наиболее предпочтительно по меньшей мере 90 процентов растительных листовых пластинок. Предпочтительно, растительный материал представляет собой табак, мяту, чай и гвоздику. Тем не менее, растительный материал также может представлять собой другой растительный материал, способный под действием тепла выделять вещества, которые впоследствии могут образовывать аэрозоль.
Предпочтительно, табачный растительный материал содержит листовые пластинки одного или более из следующего: светлого табака, темного табака, ароматического табака и табачного наполнителя. Светлые табаки представляют собой табаки с крупными в целом листьями светлой окраски. По всему настоящему описанию термин «светлый табак» используется в отношении табаков, которые были подвергнуты трубоогневой сушке. Примерами светлых табаков являются китайский табак трубоогневой сушки, бразильский табак трубоогневой сушки, табак трубоогневой сушки из США, такой как табак Вирджиния, индийский табак трубоогневой сушки, табак трубоогневой сушки из Танзании или другие африканские табаки трубоогневой сушки. Светлый табак характеризуется высоким отношением сахара к азоту. С точки зрения органолептического восприятия светлый табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и насыщенным ощущением. Используемые в настоящем изобретении светлые табаки представляют собой табаки с содержанием редуцирующих сахаров от приблизительно 2,5 процента до приблизительно 20 процентов в пересчете на сухой вес листьев, и общим содержанием аммиака менее чем приблизительно 0,12 процента в пересчете на сухой вес листьев. Редуцирующие сахара содержат, например, глюкозу или фруктозу. Общий аммиак содержит, например, аммиак и соли аммиака. Темные табаки представляют собой табаки с крупными в целом листьями темной окраски. По всему настоящему описанию термин «темный табак» используется в отношении табаков, которые были подвергнуты воздушной сушке. В дополнение, темные табаки могут быть ферментированы. В данную категорию включены также табаки, которые используются, главным образом, для жевания, нюханья, сигар и трубочных смесей. Обычно эти темные табаки подвергают воздушной сушке и, возможно, ферментируют. С точки зрения органолептического восприятия, темный табак представляет собой табак такого типа, который после сушки ассоциируется с дымным ощущением, характерным для темных сигар. Темный табак характеризуется низким отношением сахара к азоту. Примерами темного табака являются Берли Малави («Burley Malawi») или другие африканские табаки Берли, темный высушенный бразильский Гальпао («Galpao») и индонезийский Кастури («Kasturi» солнечной сушки или воздушной сушки. Используемые в настоящем изобретении темные табаки представляют собой табаки с содержанием редуцирующих сахаров менее чем приблизительно 5 процентов в пересчете на сухой вес листьев и общим содержанием аммиака не более чем приблизительно 0,5 процента в пересчете на сухой вес листьев. Ароматические табаки представляют собой табаки, которые часто имеют небольшие листья светлой окраски. По всему настоящему описанию термин «ароматический табак» используют в отношении других табаков, которые имеют высокое содержание ароматических веществ, например эфирных масел. С точки зрения органолептического восприятия ароматический табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и ароматным ощущением. Примерами ароматического табака являются греческий ориентальный, турецкий ориентальный, полу-ориентальный табак, а также табак огневой сушки, американский Берли, такой как Перик («Perique»), Рустика («Rustica»), американский Берли или Мэриленд («Meriland»). Табачный наполнитель не является табаком конкретного типа; он содержит табаки тех типов, которые используются, главным образом, для дополнения табаков других типов, используемых в смеси, и не придает конкретных характерных ароматических свойств конечному продукту. Примерами табачных наполнителей являются стебли, средние жилки или черешки табаков других типов. Конкретным примером могут служить стебли трубоогневой сушки с нижних черешков бразильского табака трубоогневой сушки.
Предпочтительно, образующий аэрозоль субстрат может содержать табачное полотно, предпочтительно гофрированное полотно. Табачное полотно может содержать табачный материал, волоконные частицы, связующий материал и вещество для образования аэрозоля. Предпочтительно, табачное полотно представляет собой литой лист. Литой лист представляет собой один из видов восстановленного табака, который получают из суспензии, содержащей табачные частицы. Литой лист может дополнительно содержать волоконные частицы и/или вещество для образования аэрозоля, связующее, а также вкусоароматические вещества. Табачные частицы могут присутствовать в виде табачного порошка, имеющего частицы с размером порядка от 10 микрометров до 250 микрометров, предпочтительно порядка от 20 микрометров до 80 микрометров или от 50 микрометров до 150 микрометров или от 100 микрометров до 250 микрометров, в зависимости от необходимой толщины листа и литьевого зазора соответствующего литьевого короба. Литьевой зазор влияет на толщину листа. Волоконные частицы могут включать материалы из табачного стебля, черешки или другие материалы из табачного растения и другие волокна на основе целлюлозы, например такие, как растительные волокна, предпочтительно древесные волокна или льняные волокна или конопляные волокна. Волоконные частицы могут быть выбраны исходя из необходимости обеспечения достаточной прочности на разрыв для литого листа при низкой доле включения, например доле включения от приблизительно 2 процентов до 15 процентов. В качестве альтернативы, вместе с вышеуказанными волоконными частицами или в качестве альтернативы им могут использоваться такие волокна, как растительные волокна, включая конопляные или бамбуковые, или комбинации волокон различных типов. Вещества для образования аэрозоля, включаемые в суспензию, образующую литой лист, или используемые в других образующих аэрозоль табачных субстратах, могут быть выбраны на основе одной или более характеристик. С функциональной точки зрения вещество для образования аэрозоля предусматривает механизм, который обеспечивает возможность испарения этого вещества и доставки никотина и/или вкусоароматического вещества в аэрозоль при нагреве до температуры, превышающей конкретную температуру испарения вещества для образования аэрозоля. Разные вещества для образования аэрозоля обычно испаряются при разных температурах. Вещество для образования аэрозоля может представлять собой любое подходящее известное соединение или смесь соединений, которые при использовании содействуют образованию стабильного аэрозоля. Стабильный аэрозоль является по существу стойким к термическому разложению при рабочей температуре для нагрева образующего аэрозоль субстрата. Вещество для образования аэрозоля может быть выбрано на основе его способности, например, оставаться стабильным при комнатной температуре или вблизи нее, но при этом быть способным к испарению при более высокой температуре, например, от 40 градусов по Цельсию до 450 градусов по Цельсию, предпочтительно от 40 градусов по Цельсию до 250 градусов по Цельсию.
Гофрированный табачный лист, например литой лист, может иметь толщину в диапазоне от приблизительно 0,02 миллиметра до приблизительно 0,5 миллиметра, предпочтительно от приблизительно 0,08 миллиметра до приблизительно 0,2 миллиметра.
В случае жидкого образующего аэрозоль субстрата генерирующее аэрозоль изделие может содержать материал для удержания жидкости, содержащий жидкий образующий аэрозоль субстрат. В контексте данного документа термин «материал для удержания жидкости» относится к материалу с высокой удерживающей способностью или с высокой выделяющей способностью (high retention material или high release material, HRM), предназначенному для хранения жидкости. Материал для удержания жидкости выполнен с возможностью удержания, в силу внутренне присущих ему свойств, по меньшей мере части жидкости, которая, в свою очередь, недоступна для аэрозолизации до выхода из удержания. Использование материала для удержания жидкости снижает риск разлития в случае поломки или трещин в генерирующем аэрозоль изделии благодаря тому, что жидкий образующий аэрозоль субстрат безопасно удерживается в указанном материале для удержания. Это обеспечивает преимущество, состоящее в возможности создания генерирующего аэрозоль изделия, защищенного от утечек.
Внутри генерирующего аэрозоль изделия образующий аэрозоль субстрат может быть расположен по меньшей мере частично вокруг токоприемника. В данной конфигурации токоприемник по меньшей мере частично окружен образующим аэрозоль субстратом с тем, чтобы нагревать субстрат изнутри. Благодаря этому наиболее горячая часть изделия, которая представляет собой токоприемник, экранирована от периферии изделия посредством субстрата. В дополнение, токоприемник надежно закреплен и защищен посредством образующего аэрозоль субстрата, по меньшей мере частично окружающего токоприемник.
В качестве альтернативы, токоприемник может быть расположен по меньшей мере частично вокруг образующего аэрозоль субстрата. Данная конфигурация является предпочтительной с точки зрения однородного нагрева окруженного образующего аэрозоль субстрата снаружи, когда окружающий токоприемник образует нагревательную камеру вокруг субстрата.
В дополнение к по меньшей мере одному образующему аэрозоль субстрату и по меньшей мере одному токоприемнику, генерирующее аэрозоль изделие может содержать один или более дополнительных субстратов. Аналогичным образом, генерирующее аэрозоль изделие может содержать один или более дополнительных токоприемников.
Кроме того, генерирующее аэрозоль изделие может содержать другие части, каждая из которых содержит по меньшей мере одно из образующего аэрозоль субстрата, вкусоароматического материала и наполнительного материала.
В первом примере генерирующее аэрозоль изделиеможет содержать:
- по меньшей мере одну цилиндрическую сердцевинную часть, содержащую по меньшей мере одно из первого образующего аэрозоль субстрата и первого вкусоароматического материала;
- по меньшей мере один удлиненный токоприемник, который содержит расширенный металлический лист, содержащий множество отверстий, проходящих через лист в боковом направлении, и который в боковом направлении упирается в цилиндрическую сердцевинную часть, не будучи связанным с нею, вдоль его протяженности по длине; и
- гильзовую часть, расположенную вокруг сердцевинной части и токоприемника и содержащую по меньшей мере одно из наполнительного материала, второго образующего аэрозоль субстрата и второго вкусоароматического материала.
Во втором примере генерирующее аэрозоль изделиеможет содержать:
- первую цилиндрическую сердцевинную часть, содержащую первый образующий аэрозоль субстрат и первый вкусоароматический материал;
- вторую цилиндрическую сердцевинную часть, отдельную от первой сердцевинной части и содержащую по меньшей мере одно из второго образующего аэрозоль субстрата и второго вкусоароматического материала;
- по меньшей мере один удлиненный токоприемник, который содержит расширенный металлический лист, содержащий множество отверстий, проходящих через лист, и который в поперечном направлении упирается в первую и вторую сердцевинные части, не будучи связанным с ними, так что токоприемник зажат между первой и второй сердцевинными частями; и
- гильзовую часть, расположенную вокруг первой и второй сердцевинных частей и токоприемника и содержащую по меньшей мере одно из наполнительного материала, третьего образующего аэрозоль субстрата и третьего вкусоароматического материала.
В третьем примера генерирующее аэрозоль изделиеможет содержать:
- по меньшей мере одну цилиндрическую сердцевинную часть, содержащую по меньшей мере одно из первого образующего аэрозоль субстрата и первого вкусоароматического материала;
- первый удлиненный токоприемник, который содержит расширенный металлический лист, содержащий множество отверстий, проходящих через лист, и который в поперечном направлении упирается в цилиндрическую сердцевинную часть, предпочтительно не будучи связанным с нею, с первой стороны вдоль его протяженности по длине;
- второй удлиненный токоприемник, который содержит расширенный металлический лист, содержащий множество отверстий, проходящих через лист, и который в поперечном направлении упирается в цилиндрическую сердцевинную часть, предпочтительно не будучи связанным с нею, со второй стороны, противоположной первой стороне, вдоль его протяженности по длине, так что цилиндрическая сердцевинная часть зажата между первой и второй удлиненными токоприемниками; и
- гильзовую часть, расположенную вокруг сердцевинной части и первого и второго токоприемников, причем гильза содержит по меньшей мере одно из наполнительного материала, второго образующего аэрозоль субстрата и второго вкусоароматического материала.
Генерирующее аэрозоль изделие, в частности по меньшей мере одна из частей в вышеупомянутых первом, втором и третьем примерах, может содержать по меньшей мере одно из следующего:
- пористый субстрат или пену на основе табачных волокон, по меньшей мере частично образующих соответствующий образующий аэрозоль субстрат;
- пористый субстрат или пену на основе растительных волокон, по меньшей мере частично образующих соответствующий образующий аэрозоль субстрат;
- наполнитель, содержащий резаный табачный материал, по меньшей мере частично образующий соответствующий образующий аэрозоль субстрат;
- наполнитель, содержащий резаный растительный материал, по меньшей мере частично образующий соответствующий образующий аэрозоль субстрат;
- материал для удержания жидкости, содержащий образующую аэрозоль жидкость, по меньшей мере частично образующую соответствующий образующий аэрозоль субстрат.
Аналогичным образом, генерирующее аэрозоль изделие, в частности по меньшей мере одна из частей в вышеупомянутых первом, втором и третьем примерах, может содержать по меньшей мере одно из следующего:
- материал для удержания жидкости, содержащий по меньшей мере одно вкусоароматическое вещество, причем указанное вкусоароматическое вещество по меньшей мере частично образует соответствующий вкусоароматический материал;
- целлюлозные волокна или волокна на основе целлюлозы (в качестве наполнительного материала);
- целлюлозные волокна или волокна на основе целлюлозы, содержащие по меньшей мере одно вкусоароматическое вещество, по меньшей мере частично образующее соответствующий вкусоароматический материал;
- ацетатные расширенные волокна в виде жгутов (в качестве наполнительного материала);
- растительные расширенные волокна(в качестве наполнительного материала); или
- бумагу (в качестве наполнителя).
Используемый в настоящем изобретении резаный табачный материал может содержать по меньшей мере одно из следующего: кусочки табачных листовых пластинок, восстановленный табак, кусочки табачных листовых жилок или кусочки табачных стеблей. Аналогичным образом, резаный растительный материал может содержать по меньшей мере одно из следующего: кусочки листовых пластинок растений, кусочки листовых жилок растений или кусочки стеблей растений.
В целом, генерирующее аэрозоль изделие может представлять собой расходную часть, в частности одноразовую расходную часть. Генерирующее аэрозоль изделие может представлять собой табачное изделие. В частности, изделие может представлять собой стержнеобразное изделие, схожее с сигаретами.
Предпочтительно, индукционно нагреваемое генерирующее аэрозоль изделие имеет круглое или эллиптическое или овальное сечение. Тем не менее, изделие может также иметь квадратное или прямоугольное или треугольное или многоугольное сечение.
Указанные по меньшей мере один образующий аэрозоль субстрат и по меньшей мере один токоприемник могут представлять собой неотъемлемую часть образующего аэрозольной стержня. Образующий аэрозоль стержень может представлять собой часть стержнеобразного генерирующего аэрозоль изделия. Аналогичным образом, другие части и токоприемник согласно трем вышеописанным примерам могут представлять собой неотъемлемую часть образующего аэрозоль стержня, который, в свою очередь, может представлять собой часть стержнеобразного генерирующего аэрозоль изделия. Предпочтительно, размер по длине токоприемника по существу соответствует размеру по длине образующего аэрозоль стержня, измеренному вдоль продольной оси образующего аэрозоль стержня. Тем не менее, может быть предпочтительным иметь токоприемник, у которого размер по длине меньше, чем размер по длине образующего аэрозоль стержня.
В дополнение к образующему аэрозоль субстрату и токоприемнику, в частности в дополнение к образующему аэрозоль стержню, изделие может дополнительно содержать один или более других элементов, в частности одно или более из следующего: опорный элемент, имеющий центральный канал для воздуха, элемент для охлаждения воздуха и фильтрующий элемент. Любой из этих элементов или любая их комбинация предпочтительно могут быть расположены последовательно с образующим аэрозоль стержнем. Предпочтительно, образующий аэрозоль стержень расположен на дальнем конце изделия. Аналогичным образом, фильтрующий элемент предпочтительно расположен на ближнем конце изделия. Кроме того, эти элементы могут иметь такое же наружное сечение, что и образующий аэрозоль стержень. Предпочтительно, образующий аэрозоль стержень, фильтрующий элемент, опорный элемент и элемент для охлаждения аэрозоля имеют наружный диаметр от 5 до 10 миллиметров, например от 6 до 8 миллиметров. В предпочтительном варианте осуществления фильтрующий элемент имеет наружный диаметр 7,2 миллиметра плюс/минус 10 процентов.
Фильтрующий элемент предпочтительно служит в качестве мундштука или в качестве части мундштука вместе с элементом для охлаждения аэрозоля. В контексте данного документа термин «мундштук» относится к части изделия, через которую аэрозоль выходит из генерирующего аэрозоль изделия. Фильтрующий элемент предпочтительно имеет наружный диаметр, который приблизительно равен наружному диаметру генерирующего аэрозоль изделия. Фильтрующий элемент может иметь наружный диаметр от 5 миллиметров до 10 миллиметров, например от 6 миллиметров до 8 миллиметров. В предпочтительном варианте осуществления фильтрующий элемент имеет наружный диаметр 7,2 миллиметра плюс/минус 10 процентов, предпочтительно плюс/минус 5 процентов. Длина фильтрующего элемента может составлять от 5 миллиметров до 25 миллиметров, предпочтительно от 10 миллиметров до 17 миллиметров. В предпочтительном варианте осуществления фильтрующий элемент имеет длину 12 миллиметров или 14 миллиметров. В еще одном предпочтительном варианте осуществления фильтрующий элемент имеет длину 7 миллиметров.
Опорный элемент может быть расположен сразу же после образующего аэрозоль стержня по ходу технологического процесса. Опорный элемент может упираться в образующий аэрозоль стержень. Опорный элемент может быть выполнен из любого подходящего материала или комбинации материалов. Например, опорный элемент может быть выполнен из одного или более материалов, выбранных из группы, состоящей из следующего: ацетилцеллюлозы; картона; гофрированной бумаги, такой как гофрированная теплостойкая бумага или гофрированная пергаментная бумага; и полимерных материалов, таких как полиэтилен низкой плотности (LDPE). В предпочтительном варианте осуществления опорный элемент выполнен из ацетилцеллюлозы. Опорный элемент может содержать полый трубчатый элемент. В предпочтительном варианте осуществления опорный элемент содержит полую ацетилцеллюлозную трубку.
Опорный элемент предпочтительно имеет наружный диаметр, приблизительно равный наружному диаметру генерирующего аэрозоль изделия. Наружный диаметр опорного элемента может составлять от 5 миллиметров до 12 миллиметров, например от 5 миллиметров до 10 миллиметров или от 6 миллиметров до 8 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет наружный диаметр 7,2 миллиметра плюс/минус 10 процентов, предпочтительно плюс/минус 5 процентов. Опорный элемент может иметь длину от 5 миллиметров до 15 миллиметров, в частности от 6 миллиметров до 12 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет длину 8 миллиметров.
В контексте данного документа термин «элемент для охлаждения аэрозоля» используется для описания элемента, имеющего большую площадь поверхности и низкое сопротивление затяжке, например до 15 мм вод. ст. до 20 мм вод. ст. При использовании аэрозоль, образуемый летучими соединениями, выделяющимися из образующих аэрозоль стержней, втягивается через элемент для охлаждения аэрозоля перед переносом к мундштучному концу генерирующего аэрозоль изделия.
Элемент для охлаждения аэрозоля предпочтительно имеет пористость в продольном направлении, превышающую 50 процентов. Канал для потока воздуха через элемент для охлаждения аэрозоля предпочтительно является сравнительно свободным. Элемент для охлаждения аэрозоля может представлять собой собранный лист или гофрированный и собранный лист. Элемент для охлаждения аэрозоля может содержать листовой материал, выбранный из группы, состоящей из следующего: полиэтилена (РЕ), полипропилена (РР), поливинилхлорида (PVC), полиэтилентерефталата (PET), полимолочной кислоты (PLA), ацетилцеллюлозы (СА) и алюминиевой фольги или любой их комбинаций.
В предпочтительном варианте осуществления элемент для охлаждения аэрозоля содержит собранный лист из биологически разлагаемого материала. Например, собранный лист из непористой бумаги или собранный лист из биологически разлагаемого полимерного материала, такого как полимолочная кислота или материал марки Mater-Bi<®> (коммерчески доступное семейство сополимеров сложных эфиров на основе крахмала).
Элемент для охлаждения аэрозоля предпочтительно содержит лист из PLA, более предпочтительно гофрированный собранный лист из PLA. Элемент для охлаждения аэрозоля может быть выполнен из листа, имеющего толщину от 10 микрометров до 250 микрометров, в частности от 40 микрометров до 80 микрометров, например 50 микрометров. Элемент для охлаждения аэрозоля может быть выполнен из собранного листа, имеющего ширину от 150 миллиметров до 250 миллиметров. Элемент для охлаждения аэрозоля может иметь удельную площадь поверхности от 300 квадратных миллиметров на миллиметр длины до 1000 квадратных миллиметров на миллиметр длины или от 10 квадратных миллиметров на миллиграмм веса до 100 квадратных миллиметров на миллиграмм веса. В некоторых вариантах осуществления элемент для охлаждения аэрозоля может быть выполнен из собранного листа материала, имеющего удельную площадь поверхности приблизительно 35 квадратных миллиметров на миллиграмм веса. Элемент для охлаждения аэрозоля может иметь наружный диаметр от 5 миллиметров до 10 миллиметров, например 7 миллиметров.
В некоторых предпочтительных вариантах осуществления длина элемента для охлаждения аэрозоля составляет от 10 миллиметров до 15 миллиметров. Длина элемента для охлаждения аэрозоля предпочтительно составляет от 10 миллиметров до 14 миллиметров, например 13 миллиметров. В альтернативных вариантах осуществления длина элемента для охлаждения аэрозоля составляет от 15 миллиметров до 25 миллиметров. Длина элемента для охлаждения аэрозоля предпочтительно составляет от 16 миллиметров до 20 миллиметров, например 18 миллиметров.
Изделие может дополнительно содержать обертку, окружающую по меньшей мере часть разных элементов, упомянутых выше, таким образом, чтобы удерживать их вместе и сохранять необходимую форму сечения изделия. Предпочтительно, обертка образует по меньшей мере часть наружной поверхности изделия. Например, обертка может представлять собой бумажную обертку, в частности бумажную обертку, изготовленную из сигаретной бумаги. В качестве альтернативы, обертка может представлять собой фольгу, например, изготовленную из пластмассы. Обертка может быть проницаемой для текучей среды, чтобы обеспечить возможность выделения испаряемого образующего аэрозоль субстрата из изделия. Проницаемая для текучей среды обертка может также обеспечивать возможность втягивания воздуха в изделие через его окружную поверхность. Кроме того, обертка может содержать по меньшей мере одно летучее вещество, подлежащее активации и выделению из обертки при нагреве. Например, обертка может быть пропитана летучим вкусоароматическим веществом.
Настоящее изобретение также относится к генерирующей аэрозоль системе, содержащей индукционно нагреваемое генерирующее аэрозоль изделие согласно настоящему изобретению, описанное в данном документе. Система дополнительно содержит индукционно нагревающее генерирующее аэрозоль устройство для использования с указанным изделием. Генерирующее аэрозоль устройство содержит приемную полость для по меньшей мере частичного размещения изделия в этой приемной полости. Генерирующее аэрозоль устройство дополнительно содержит индукционный источник, содержащий по меньшей мере одну катушку индуктивности для генерирования переменного, в частности высокочастотного, электромагнитного поля внутри приемной полости таким образом, чтобы происходил индукционный нагрев токоприемника изделия при размещении изделия в указанной приемной полости. Указанная по меньшей мере одна катушка индуктивности может представлять собой спиральную катушку индуктивности, которая расположена коаксиально вокруг цилиндрической приемной полости.
Устройство может дополнительно содержать источник питания и контроллер для подачи мощности и управления процессом нагрева. Упоминаемое в данном документе переменное, в частности высокочастотное, электромагнитное поле может иметь частоту в диапазоне от 500 кГц до 30 МГц, в частности, от 5 МГц до 15 МГц, предпочтительно от 5 МГц до 10 МГц.
Генерирующее аэрозоль устройство может представлять собой, например, устройство, описанное в WO 2015/177256 A1.
При использовании генерирующее аэрозоль изделие взаимодействует с генерирующим аэрозоль устройством таким образом, что токоприемник располагается внутри переменного электромагнитного поля, генерируемого индуктором.
Дополнительные признаки и преимущества генерирующей аэрозоль системы согласно настоящему изобретению уже были описаны применительно к генерирующему аэрозоль изделию и применимы в той же степени.
Настоящее изобретение также относится к способу изготовления индукционно нагреваемого генерирующего аэрозоль изделия согласно настоящему изобретению, описанному в данном документе. Способ включает этапы, на которых:
- обеспечивают образующий аэрозоль субстрат;
- обеспечивают токоприемник, который содержит расширенный металлический лист, содержащий множество отверстий, причем обеспечение токоприемника включает этапы, на которых:
- обеспечивают металлический лист;
- создают множество ослабленных областей в металлическом листе; и
- растягивают ослабленный металлический лист по меньшей мере вдоль первого направления таким образом, чтобы создать расширенный металлический лист, содержащий множество отверстий, образованных из указанного множества ослабленных областей;
- размещают токоприемник в тепловой близости к образующему аэрозоль субстрату или в тепловом контакте с ним.
Используемый в данном документе термин «ослабленная область» относится к области металлического листа, которая имеет уменьшенную толщину материала в направлении, перпендикулярном основной поверхности металлического листа, то есть вдоль протяженности по толщине металла. Уменьшение толщины материала является таким, что при растяжении ослабленного металлического листа ослабленная область трансформируется в отверстие, проходящее через весь расширенный листовой материал вдоль его протяженности по толщине.
В частности, ослабленные области представляют собой локальные ослабленные области. Соответственно, при создании указанного множества ослабленных областей в металлическом листе этот металлический лист становится ослабленным, в частности локально ослабленным, металлическим листом.
В ослабленной области толщина материала может быть уменьшена на по меньшей мере 50 процентов, в частности на по меньшей мере 60 процентов, в частности на по меньшей мере 70 процентов, в частности на по меньшей мере 80 процентов, в частности на по меньшей мере 90 процентов, в частности на по меньшей мере 95 процентов по сравнению с толщиной материала металлического листа в неослабленных областях. Соответственно, ослабленная область может представлять собой углубление, насечку или прорезь соответственно, глубина которых в направлении, перпендикулярном основной поверхности металлического листа, иначе говоря, вдоль протяженности по толщине металла, составляет по меньшей мере 50 процентов, в частности по меньшей мере 60 процентов, в частности по меньшей мере 70 процентов, в частности по меньшей мере 80 процентов, в частности по меньшей мере 90 процентов, в частности по меньшей мере 95 процентов от толщины материала металлического листа в неослабленных областях.
Ослабленная область также может представлять собой перфорацию, которая проходит через весь листовой материал вдоль его протяженности по толщине, от одной плоской стороны до противоположной плоской стороны листового материала. Соответственно, этап обеспечения токоприемника включает этапы, на которых:
- обеспечивают металлический лист;
- создают множество перфораций в металлическом листе; и
- растягивают перфорированный металлический лист по меньшей мере вдоль первого направления таким образом, чтобы создать расширенный металлический лист, содержащий множество отверстий, образованных из указанного множества перфораций.
Как уже было описано выше в отношении изделия, этап создания множества ослабленных областей, в частности множества перфораций, предпочтительно включает этап создания множества прорезей конечной длины в металлическом листе, причем по меньшей мере участок каждой прорези проходит вдоль второго направления, поперечного, предпочтительно перпендикулярного, первому направлению, то есть поперечного, предпочтительно перпендикулярного, направлению расширения. Глубина прорезей в направлении, перпендикулярном основной поверхности металлического листа, т.е. вдоль протяженности по толщине металла, может составлять по меньшей мере 50 процентов, в частности по меньшей мере 60 процентов, в частности по меньшей мере 70 процентов, в частности по меньшей мере 80 процентов, в частности по меньшей мере 90 процентов, в частности по меньшей мере 95 процентов толщины материала металлического листа, в неослабленных областях. Предпочтительно, прорези проходят через весь листовой материал вдоль его протяженности по толщине, от одной плоской стороны до противоположной плоской стороны листового материала.
Одна или более из указанного множества ослабленных областей, в частности одна или более из указанного множества перфораций, предпочтительно все ослабленные области, в частности все перфорации, представляют собой прямолинейные прорези. Прямолинейные прорези очень просты в изготовлении. Как описано выше в отношении изделия, прямолинейные прорези, в частности, при их прохождении в направлении, перпендикулярном первому направлению, то есть направлению расширения, приводят к образованию ромбовидных отверстий при растяжении ослабленного, в частности перфорированного, металлического листа в указанном первом направлении.
Другие формы отверстий могут быть достигнуты путем выбора других форм ослабленных областей, в частности перфораций. Например, одна или более из множества ослабленных областей, в частности одна или более из множества перфораций, предпочтительно все ослабленные области, в частности все перфорации, могут представлять собой криволинейные прорези, такие как C-образные прорези или U-образные прорези или серповидные прорези. Аналогичным образом, одна или более из указанного множества ослабленных областей, в частности одна или более из множества перфораций, предпочтительно все ослабленные области, в частности все перфорации, могут представлять собой крестообразные прорези или Т-образные прорези. Что касается крестообразных прорезей, то одна из прорезей, которая соответствует одной из линий, образующих крестообразную форму, может проходить перпендикулярно первому направлению, в то время как другая соответствующая прорезь, которая соответствует другой из линий, образующих крестообразную форму, может проходить параллельно первому направлению. В качестве альтернативы, обе прорези, каждая из которых соответствует одной из линий, образующих крестообразную форму, могут проходить поперечно первому направлению, а также поперечно направлению, перпендикулярному первому направлению.
Указанное множество ослабленных областей, в частности указанное множество перфораций, могут быть расположены в виде периодического рисунка, например, для получения множества отверстий, расположенных в виде периодического рисунка, при растяжении ослабленного, в частности перфорированного, металлического листа.
Этап создания множества прорезей может включать прорезание множества прорезей.
Этап создания множества прорезей может быть реализован с помощью режущего узла, в частности режущего узла, который является частью устройства, описанного ниже, для изготовления токоприемника генерирующего аэрозоль изделия согласно настоящему изобретению. Как и устройство, описанное ниже, режущий узел предпочтительно выполнен с возможностью осуществления непрерывного процесса сквозной подачи.
Режущий узел может содержать первую пару вращающихся в противоположных направлениях первых валиков, по меньшей мере один из которых содержит один или более режущих элементов, расположенных на наружной окружной поверхности соответствующего валика и выполненных с возможностью создания множества ослабленных областей, в частности множества перфораций, например таких, как множество прорезей, в металлическом листе при прохождении металлического листа между первыми валиками первой пары.
Этап растяжения ослабленного, в частности перфорированного, металлического листа может быть реализован посредством расширительного блока, в частности расширительного блока, который является частью устройства, описанного ниже, для изготовления токоприемника генерирующего аэрозоль изделия согласно настоящему изобретению, в частности, в непрерывном процессе сквозной подачи. Соответственно, расширительный блок предпочтительно выполнен с возможностью осуществления процесса непрерывной сквозной подачи. Предпочтительно, расширительный блок расположен дальше по ходу технологического процесса относительно вышеописанного режущего узла.
Расширительный блок может содержать вторую пару вращающихся в противоположных направлениях вторых валиков, предпочтительно расположенных дальше по ходу технологического процесса относительно первой пары валиков и выполненных с возможностью подачи проходящего между ними ослабленного, в частности перфорированного, металлического листа с первой скоростью подачи, соответствующей скорости вращения вторых валиков. Расширительный блок может дополнительно содержать третью пару вращающихся в противоположных направлениях третьих валиков, расположенных дальше по ходу технологического процесса относительно второй пары и выполненных с возможностью подачи проходящего между ними ослабленного, в частности перфорированного, металлического листа со второй скоростью подачи, соответствующей скорости вращения третьих валиков, причем скорость вращения третьих валиков выше, чем скорость вращения вторых валиков, так что ослабленный, в частности перфорированный, металлический лист, при его подаче посредством второй и третьей пар валиков, растягивается вдоль направления подачи, трансформируясь таким образом в расширенный металлический лист, который содержит множество отверстий, проходящих через лист и образованных из указанного множества ослабленных областей, в частности из указанного множества перфораций.
Этап обеспечения токоприемника может дополнительно включать этап разглаживания расширенного металлического листа после растяжения.
Этот этап может быть реализован посредством разглаживающего блока, в частности разглаживающего блока, который представляет собой часть устройства, описанного ниже, для изготовления токоприемника генерирующего аэрозоль изделия согласно настоящему изобретению, в частности, в непрерывном процессе сквозной подачи. Соответственно, разглаживающий блок предпочтительно выполнен с возможностью осуществления непрерывного процесса сквозной подачи. Предпочтительно, разглаживающий блок расположен дальше по ходу технологического процесса относительно вышеописанного расширительного блока.
Разглаживающий блок может содержать четвертую пару вращающихся в противоположных направлениях четвертых валиков, расположенных дальше по ходу технологического процесса относительно третьей пары валиков и выполненных с возможностью подачи проходящего между ними расширенного металлического листа с третьей скоростью подачи, соответствующей скорости вращения четвертых валиков, причем скорость вращения четвертых валиков выше, чем скорость вращения третьих валиков, так что расширенный металлический лист, при его подаче посредством третьей и четвертой пар валиков, выпрямляется и разглаживается.
Этап размещения токоприемника в тепловой близости к образующему аэрозоль субстрату или в тепловом контакте с ним может включать размещение образующего аэрозоль субстрата по меньшей мере частично вокруг токоприемника.
В качестве альтернативы, этап размещения токоприемника в тепловой близости к образующему аэрозоль субстрату или в тепловом контакте с ним включает размещение образующего аэрозоль субстрата по меньшей мере частично вокруг токоприемника или размещение токоприемника по меньшей мере частично вокруг образующего аэрозоль субстрата.
Предпочтительно, способ согласно настоящему изобретению или по меньшей мере часть этапов способа согласно настоящему изобретению могут быть реализованы в виде непрерывного процесса, например, как описано в целом в WO 2016/184928 A1 или WO 2016/184929 A1. В таком непрерывном процессе образующий аэрозоль субстрат может быть обеспечен в виде полотна субстрата, в то время как токоприемник может быть обеспечен в виде непрерывного токоприемного профиля, как описано ранее. Последний может содержать непрерывный расширенный металлический лист, который содержит множество отверстий. В частности, непрерывный токоприемный профиль может быть получен в непрерывном процессе сквозной подачи, как описано ранее, например, с использованием устройства, описанного ниже.
В качестве примера непрерывного процесса, способ согласно настоящему изобретению может включать этапы, на которых:
- обеспечивают полотно субстрата, содержащее образующий аэрозоль субстрат;
- обеспечивают непрерывный токоприемный профиль, содержащий непрерывный расширенный металлический лист, который содержит множество отверстий, причем обеспечение непрерывного токоприемного профиля включает этапы, на которых:
- обеспечивают непрерывный металлический лист;
- создают множество ослабленных областей, в частности множество перфораций, в указанном непрерывном металлическом листе; и
- растягивают ослабленный, в частности перфорированный, непрерывный металлический лист по меньшей мере вдоль первого направления таким образом, чтобы создать непрерывный расширенный металлический лист, содержащий множество отверстий, образованных из указанного множества ослабленных областей, в частности из указанного множества перфораций;
- собирают полотно субстрата вокруг токоприемного профиля таким образом, чтобы сформировать непрерывную стержнеобразную жилу, имеющую цилиндрическую форму с постоянным сечением;
- разрезают непрерывную стержнеобразную жилу на отдельные образующие аэрозоль стержни.
Образующие аэрозоль стержни, полученные данным способом, могут непосредственно использоваться в качестве генерирующего аэрозоль изделия. В качестве альтернативы, образующие аэрозоль стержни могут использоваться для формирования генерирующего аэрозоль изделия, в частности вышеописанного стержнеобразного изделия, которое, в дополнение к образующему аэрозоль стержню, может содержать одно или более из следующего: опорный элемент, имеющий центральный канал для воздуха, элемент для охлаждения аэрозоля и фильтрующий элемент.
Использование расширенного металлического листа в качестве токоприемника является предпочтительным с точки зрения резания непрерывной стержнеобразной жилы на отдельные образующие аэрозоль стержни, поскольку требуется разрезать меньшее количество материала по сравнению со сплошным металлическим токоприемником. Благодаря этому, резание является менее сложным, поскольку требуется меньшее механическое усилие. В результате этого дополнительно повышаются точность и стабильность размещения токоприемника в конечном стержне. Кроме того, уменьшенное количество материала, подлежащего резанию, обеспечивает более длительный срок службы режущих средств, используемых на данном этапе процесса. Кроме того, наличие меньшего количества материала, подлежащего резанию, снижает риск миграции частиц в образующий аэрозоль субстрат. Такая миграция частиц может быть вызвана уносом частиц с токоприемника или режущих средств в процессе резания.
Способ согласно конкретному примеру, описанному выше, может дополнительно включать этап гофрирования полотна субстрата перед позиционированием токоприемного профиля и полотна субстрата относительно друг друга. В частности, полотно субстрата может быть гофрировано в продольном направлении. Иначе говоря, полотну субстрата может быть придана продольная складчатая структура, проходящая вдоль продольной оси непрерывного листа, то есть вдоль направления подачи полотна субстрата. Предпочтительно, продольная складчатая структура придает субстрату зигзагообразное или волнообразное сечение. Гофрирование полотна субстрата обеспечивает преимущество, состоящее в облегчении этапа собирания полотна субстрата в поперечном направлении относительно его продольной оси с приданием ему конечной стержневой формы. В частности, продольная складчатая структура содействует надлежащему складыванию образующего аэрозоль субстрата вокруг токоприемника. Это может быть полезно при изготовлении образующих аэрозоль стержней с воспроизводимыми характеристиками. В дополнение, гофрирование полотна субстрата содействует точному размещению токоприемного профиля, имеющего более узкие участки, расположенные периодически через промежутки в полотне субстрата. В результате существенно повышается точность и стабильность размещения токоприемного профиля внутри образующего аэрозоль субстрата.
Этапы обеспечения непрерывного токоприемного профиля и полотна субстрата, позиционирования токоприемного профиля и полотна субстрата относительно друг друга, собирания полотна субстрата вокруг токоприемного профиля и резания непрерывной стержнеобразной жилы на отдельные образующие аэрозоль стержни могут быть, в принципе, реализованы различными путями, в частности с использованием одного из способов и/или устройств, описанных в WO 2016/184928 A1 или WO 2016/184929 A1.
В качестве альтернативы непрерывному процессу, способ может быть реализован по меньшей мере частично в виде прерывистого процесса. В этом случае расширенный металл может иметь конечный размер. В частности, металлический лист, используемый для изготовления расширенного металлического листа, может иметь конечный размер. Соответственно, способ может включать этапы, на которых:
- обеспечивают образующий аэрозоль субстрат;
- обеспечивают токоприемник, который содержит расширенный металлический лист конечного размера, содержащий множество отверстий, причем обеспечение токоприемника включает этапы, на которых:
- обеспечивают металлический лист конечного размера;
- создают множество ослабленных областей, в частности множество перфораций, в металлическом листе; и
- растягивают ослабленный, в частности перфорированный, металлический лист по меньшей мере в первом направлении таким образом, чтобы создать расширенный металлический лист конечного размера, содержащий множество отверстий, образованных из указанного множества ослабленных областей, в частности из указанного множества перфораций;
- размещают токоприемник в тепловой близости к образующему аэрозоль субстрату или в тепловом контакте с ним.
В качестве альтернативы, металлический лист, используемый для изготовления расширенного металлического листа конечного размера, может представлять собой непрерывный металлический лист, который после этапа растяжения может быть разрезан на множество расширенных металлических листов конечного размера. Соответственно, способ может включать этапы, на которых:
- обеспечивают образующий аэрозоль субстрат;
- обеспечивают токоприемник, который содержит расширенный металлический лист конечного размера, содержащий множество отверстий, причем обеспечение токоприемника включает этапы, на которых:
- обеспечивают непрерывный металлический лист;
- создают множество ослабленных областей, в частности множество перфораций, в указанном непрерывном металлическом листе; и
- растягивают ослабленный, в частности перфорированный, непрерывный металлический лист по меньшей мере вдоль первого направления таким образом, чтобы создать непрерывный расширенный металлический лист, содержащий множество отверстий, образованных из указанного множества ослабленных областей, в частности из указанного множества перфораций;
- разрезают непрерывный расширенный металлический лист на множество расширенных металлических листов конечного размера, один из которых используют для обеспечения токоприемника;
- размещают токоприемник в тепловой близости к образующему аэрозоль субстрату или в тепловом контакте с ним.
Дополнительные признаки и преимущества данного способа изготовления индукционно нагреваемого генерирующего аэрозоль изделия были описаны выше применительно к генерирующему аэрозоль изделию согласно настоящему изобретению и применимы в той же степени.
Настоящее изобретение дополнительно относится к устройству для изготовления токоприемника генерирующего аэрозоль изделия согласно настоящему изобретению, в частности, в непрерывном процессе. Устройство содержит:
- первую пару вращающихся в противоположных направлениях первых валиков, причем по меньшей мере один из первых валиков содержит один или более режущих элементов, расположенных на наружной окружной поверхности соответствующего валика и выполненных с возможностью создания множества ослабленных областей, в частности множества перфораций, например множества прорезей, в металлическом листе при его прохождении между валиками первой пары;
- вторую пару вращающихся в противоположных направлениях вторых валиков, расположенных дальше по ходу технологического процесса относительно первой пары валиков и выполненных с возможностью транспортировки проходящего между ними ослабленного, в частности перфорированного, металлического листа с первой скоростью подачи, соответствующей скорости вращения вторых валиков; и
- третью пару вращающихся в противоположных направлениях третьих валиков, расположенных дальше по ходу технологического процесса относительно второй пары валиков и выполненных с возможностью подачи проходящего между ними ослабленного, в частности перфорированного, металлического листа со второй скоростью подачи, соответствующей скорости вращения третьих валиков, причем скорость вращения третьих валиков выше, чем скорость вращения вторых валиков, так что ослабленный, в частности, перфорированный, металлический лист, при его подаче посредством второй и третьей пар валиков, растягивается вдоль направления подачи, трансформируясь таким образом в расширенный металлический лист, который содержит множество отверстий, проходящих через лист и образованных из указанного множества ослабленных областей, в частности из указанного множества перфораций.
Предпочтительно, скорость вращения первых валиков равна скорости вращения вторых валиков, так что между первой парой валиков и второй парой валиков не происходит никакого расширения.
В дополнение, устройство может содержать четвертую пару вращающихся в противоположных направлениях четвертых валиков, расположенных дальше по ходу технологического процесса относительно третьей пары валиков и выполненных с возможностью транспортировки проходящего между ними расширенного металлического листа с третьей скоростью подачи, соответствующей скорости вращения четвертых валиков, причем скорость вращения четвертых валиков выше, чем скорость вращения третьих валиков, так что расширенный металлический лист, при его подаче посредством третьей и четвертой пар валиков, выпрямляется и разглаживается.
Как описано выше в отношении способа согласно настоящему изобретению, первая пара валиков может представлять собой часть режущего узла или она может образовывать его. Аналогичным образом, вторая и третья пары валиков могут представлять собой часть расширительного блока или они могут образовывать его, в то время как четвертая пара валиков, возможно в сочетании с третьей парой валиков, может представлять собой часть разглаживающего блока или она может образовывать его.
Устройство может дополнительно содержать регулировочный механизм по меньшей мере для одной, предпочтительно для каждой, из первой, второй, третьей и четвертой пар валиков. Соответствующий регулировочный механизм может быть выполнен с возможностью регулирования по меньшей мере одного из расстояния между валиками соответствующей пары валиков и ориентации, в частности наклона, оси вращения каждого валика соответствующей пары валиков. Соответствующий регулировочный механизм может представлять собой часть соответствующих блоков, описанных выше.
Предпочтительно, устройство может использоваться для осуществления по меньшей мере части этапов способа согласно настоящему изобретению, описанного в данном документе, в частности, в случае, если способ реализуется в виде непрерывного процесса или по меньшей мере частично прерывистого процесса.
Дополнительные признаки и преимущества устройства были описаны выше применительно к генерирующему аэрозоль изделию и способу согласно настоящему изобретению и применимы в той же степени.
Настоящее изобретение будет дополнительно описано исключительно на примерах со ссылкой на сопроводительные чертежи, на которых:
на Фиг. 1 показано схематическое изображение индукционно нагреваемого генерирующего аэрозоль изделия согласно примеру варианта осуществления настоящего изобретения;
на Фиг. 2 показано схематическое изображение примера варианта осуществления генерирующей аэрозоль системы, содержащей генерирующее аэрозоль устройство и генерирующее аэрозоль изделие по Фиг. 1;
на Фиг. 3 показан еще один пример варианта осуществления токоприемника, который может использоваться для формирования генерирующего аэрозоль изделия по Фиг. 1; и
На Фиг. 4 схематически показан пример варианта осуществления устройства для изготовления токоприемника, который может использоваться для формирования генерирующего аэрозоль изделия согласно настоящему изобретению.
На Фиг. 1 схематически показан пример варианта осуществления индукционно нагреваемого генерирующего аэрозоль изделия 1 согласно настоящему изобретению. Генерирующее аэрозоль изделие 1 по существу имеет стержнеобразную форму и содержит четыре элемента, расположенных последовательно и выровненных по оси: образующий аэрозоль стержень 10, содержащий токоприемник 20 и образующий аэрозоль субстрат 30, опорный элемент 40, элемент 50 для охлаждения аэрозоля и фильтрующий элемент 60. Образующий аэрозоль стержень 10 расположен на дальнем конце 2 изделия 1, в то время как фильтрующий элемент 60 расположен на ближнем конце 3 изделия 1. Опорный элемент 40 может содержать трубку на основе картона или целлюлозы, имеющую центральный канал 41 для воздуха, который обеспечивает возможность перемешивания и гомогенизации любых аэрозолей, генерируемых внутри образующего аэрозоль стержня 10. В качестве альтернативы, опорный элемент 40 может использоваться для сохранения разделения различных аэрозолей, генерируемых в различных местах внутри образующего аэрозоль стержня, до тех пор, пока они не достигнут элемента 50 для охлаждения аэрозоля. Элемент 50 для охлаждения аэрозоля служит, главным образом, для снижения температуры аэрозоля на пути к ближнему концу 3 изделия 1. Образующий аэрозоль элемент может содержать, например, биологически разлагаемые полимерные материалы, материалы на основе целлюлозы с низкой пористостью или комбинации этих и других материалов. Фильтрующий элемент 60, возможно, вместе с по меньшей мере частью элемента 50 для охлаждения аэрозоля, служит в качестве мундштука, через который аэрозоль выходит из генерирующего аэрозоль изделия 1. Фильтрующий элемент 60 может содержать стандартные фильтрующие материалы, например ацетатное волокно низкой плотности. Каждый из четырех элементов 10, 40, 50, 60 является по существу цилиндрическим, и все они имеют по существу одинаковый диаметр или длину окружности. В дополнение, указанные четыре элемента окружены наружной оберткой 70 для удержания этих четырех элементов вместе и для сохранения необходимой круглой формы сечения стержнеобразного изделия 1. Обертка 70 предпочтительно изготовлена из бумаги.
Длина стержнеобразного генерирующего аэрозоль изделия 1 может составлять от 30 миллиметров до 110 миллиметров, предпочтительно от 40 миллиметров до 60 миллиметров. Аналогичным образом, диаметр изделия 1 может составлять от 3 миллиметров до 10 миллиметров, предпочтительно от 5,5 миллиметра до 8 миллиметров. Дополнительные подробности об изделии, в частности об указанных четырех элементах, в дополнение к особенностям токоприемника элемента 20 внутри стержня 10, раскрыты в WO 2015/176898 A1.
Как изображено на Фиг. 2, генерирующее аэрозоль изделие 1 выполнено с возможностью использования с индукционно нагревающим генерирующим аэрозоль устройством 80. Вместе устройство 80 и изделие 1 образуют генерирующую аэрозоль систему 90. Генерирующее аэрозоль устройство 80 содержит цилиндрическую приемную полость 82, образованную внутри дальней части кожуха 81 устройства для размещения в ней по меньшей мере дальней части изделия 1. Устройство 80 дополнительно содержит индукционный источник, содержащий катушку 83 индуктивности для генерирования переменного, в частности высокочастотного, электромагнитного поля. В данном варианте осуществления катушка 83 индуктивности представляет собой спиральную катушку, окружающую снаружи цилиндрическую приемную полость 82, так что обеспечивается возможность воздействия электромагнитного поля катушки на токоприемник 20 изделия 1 при размещении изделия 1 в полости 82. Таким образом, при активации индукционного источника токоприемник 20 нагревается до тех пор, пока он не достигнет температуры, достаточной для выделения материала из образующего аэрозоль субстрата 30, окружающего токоприемник 20.
Как дополнительно можно видеть на Фиг. 2, устройство 80 дополнительно содержит источник 85 питания и контроллер 84 (изображены лишь схематически на Фиг. 2) для подачи мощности и управления процессом нагрева. Предпочтительно, индукционный источник по меньшей мере частично представляет собой неотъемлемую часть контроллера 84.
Согласно настоящему изобретению, токоприемник 20 находится в тепловом контакте с образующим аэрозоль субстратом 30. В варианте осуществления изделия 1, показанном на Фиг. 1 и Фиг. 2, образующий аэрозоль субстрат 30 окружает токоприемник 20 таким образом, что общая форма стержня 10 является цилиндрической. Удлиненный токоприемник 20 является по существу полосовым и расположен вдоль центральной оси изделия 1.
При рассмотрении в плоскости, перпендикулярной центральной оси изделия 1, полосовой токоприемник 20 имеет прямоугольный профиль сечения, причем протяженность по толщине токоприемника 20 меньше, чем протяженность 27 по ширине, которая, в свою очередь, меньше, чем протяженность 28 по длине вдоль центральной оси. Как можно видеть на Фиг. 1 и Фиг. 2, длина 28 приблизительно равна длине образующего аэрозоль субстрата 30, то есть длине стержня 10.
Согласно настоящему изобретению, токоприемник содержит расширенный металлический лист 21, который содержит множество отверстий 22, 23, проходящих через лист 21 вдоль его протяженности по толщине. Как будет более подробно описано ниже, отверстия 22, 23 в расширенном металлическом листе 21 образованы в результате локального ослабления, в частности, перфорирования, и последующего растяжения металлического листа таким образом, чтобы был сформирован регулярный рисунок отверстий, образованных в результате расширения локально ослабленных областей металлического листа, в частности из перфораций в металлическом листе.
Как описано выше, использование расширенного металлического листа в качестве токоприемника 20 обеспечивает преимущество, состоящее в возможности экономии материалов и сокращения производственных затрат и, таким образом, экономии ресурсов. Кроме того, благодаря множеству отверстий 22, 23, токоприемник 20 является проницаемым, вследствие чего поток воздуха, втягиваемый через изделие 1, усиливается по сравнению с изделием, содержащим непроницаемый токоприемник. Кроме того, отверстия 22, 23 облегчают выделение и захват материала, который испаряется из нагреваемого образующего аэрозоль субстрата 30 в поток воздуха через изделие 1.
В данном варианте осуществления расширенный металлический лист 21 токоприемника 20 содержит отверстия двух типов, а именно: отверстия 22, имеющие замкнутую границу, то есть полностью ограниченные материалом расширенного металлического листа 21, и отверстия 23, имеющие частично разомкнутую границу, то есть лишь частично ограниченные материалом расширенного металлического листа 21. Последние расположены на обоих боковых кромках полосового токоприемника 20. Иначе говоря, отверстия 23 разомкнуты в боковом направлении к соответствующей боковой кромке.
Как показано на Фиг. 1 и Фиг. 2, отверстия 22 имеют по существу ромбовидную форму, в то время как отверстия 23 имеют по существу треугольную форму. В данном варианте осуществления отверстия 22, 23 обоих типов являются результатом расширения перфораций, которые были созданы в металлическом листе до расширения. Перфорации представляют собой по существу прямолинейные прорези конечной длины, которые прорезаны в металлическом листе до расширения. Прорези, которые приводят к образованию частично неограниченных отверстий 23 при расширении, прорезаны таким образом, что они проходят за пределы боковой кромки металлического листа. В отличие от этого, прорези, которые приводят к образованию ограниченных отверстий 22, прорезаны таким образом, что они полностью находятся в пределах границ металлического листа. В данном варианте осуществления прорези обоих типов ориентированы перпендикулярно продольному направлению металлического листа, которое представляет собой протяженность по длине расширенного металлического листа 21.
Как дополнительно можно видеть на Фиг. 1 и 2, расширенный металлический лист 21 содержит один ряд ромбовидных отверстий 22, проходящий вдоль центральной линии полосового токоприемника 20, то есть параллельно его протяженности по длине. Между каждыми двумя смежными ромбовидными отверстиями 22 на противоположных боковых кромках полосового токоприемника 20 расположены в смещенной конфигурации два частично ограниченных отверстия 23. Благодаря такой периодической компоновке со смещением отверстий 22, 23, обеспечивается преимущество, состоящее в том, что токоприемник 20 имеет повышенную плотность отверстий на единицу площади, что приводит к высокой проницаемости и низкой общей массе на единицу площади. Ромбовидные отверстия 22 имеют первую диагональ, соединяющую первую пару противоположных вершин ромбовидной формы, и вторую диагональ, соединяющую вторую пару противоположных вершин ромбовидной формы. Как описано выше, первая диагональ проходит в первом направлении, которое соответствует направлению расширения расширенного металлического листа, в свою очередь перпендикулярному протяженности по длине прямолинейных прорезей, из которых при расширении образуются ромбовидные отверстия 22. Длина первой диагонали может находиться в диапазоне от 0,3 миллиметра до 3,1 миллиметра, предпочтительно в диапазоне от 0,5 миллиметра до 2,5 миллиметра. Аналогичным образом, длина второй диагонали находится в диапазоне от 1,7 миллиметра до 4,7 миллиметра, предпочтительно в диапазоне от 1,1 миллиметра до 3,1 миллиметра. Кратчайшее расстояние между ромбовидными отверстиями и ближайшей боковой кромкой полосового металлического листа 21 токоприемника 20 может находиться в диапазоне от 1,7 миллиметра до 4,3 миллиметра, предпочтительно в диапазоне от 1,5 миллиметра до 2,0 миллиметра. Длина разомкнутой кромки треугольных отверстий 23 вдоль боковой кромки токоприемника 20 может находиться в диапазоне от 0,2 миллиметра до 2,7 миллиметра, предпочтительно в диапазоне от 0,3 миллиметра до 1,1 миллиметра.
В зависимости от ширины полосового токоприемника и размера отверстий, токоприемник может содержать более чем один ряд полностью ограниченных отверстий. Такая конфигурация проиллюстрирована на Фиг. 3, на которой показан альтернативный вариант осуществления полосового токоприемника 120. Полосовой токоприемник 120 согласно данному варианту осуществления содержит два ряда ромбовидных отверстий 122, симметрично расположенных вдоль центральной линии токоприемника 120 параллельно его протяженности по длине. Между каждыми двумя смежными ромбовидными отверстиями 122 токоприемник 120 содержит одно центральное ромбовидное отверстие 124 и два частично ограниченных отверстия 123 на противоположных боковых кромках токоприемника 120. Центральное ромбовидное отверстие 124 и два частично ограниченных отверстия 123 расположены в смещенной конфигурации относительно ромбовидных отверстий 122 в соответствующих смежных рядах.
В обоих вариантах осуществления токоприемника 20, 120 соответствующий расширенный металлический лист 21, 121 предпочтительно представляет собой двухслойный лист, содержащий первый слой, изготовленный из ферромагнитной нержавеющей стали и содержащий по меньшей мере с одной стороны никелевое покрытие, которое образует второй слой двухслойного листа. Благодаря магнитным и электрическим свойствам ферромагнитной нержавеющей стали, первый слой индукционно нагревается за счет обоих из вихревых токов и потерь на гистерезис. Благодаря этому первый слой оптимизирован в отношении потерь тепла, и таким образом он обеспечивает основной нагрев. В отличие от этого, второй слой преимущественно используется как температурный маркер. Это основано на магнитных свойствах никеля, температура Кюри которого приблизительно равна температуре, до которой должен быть нагрет токоприемник 20 с целью генерирования аэрозоля из субстрата 30, но при этом является достаточно низкой, чтобы избежать локального перегрева или горения образующего аэрозоль субстрата 30.
На Фиг. 4 схематически показан пример варианта осуществления устройства 200 для изготовления токоприемника 120, который может использоваться для формирования генерирующего аэрозоль изделия согласно настоящему изобретению.
Предпочтительно, устройство 200 может использоваться для выполнения по меньшей мере части этапов способа согласно настоящему изобретению для изготовления генерирующего аэрозоль изделия, в частности для выполнения этапа обеспечения токоприемника, который содержит расширенный металлический лист, содержащий множество отверстий.
Верхняя часть на Фиг. 4 иллюстрирует собственно устройство 200, в то время как нижняя часть на Фиг. 4 иллюстрирует функционирование различных блоков устройства 200 и результаты выполнения различных подэтапов этапа обеспечения токоприемника 120.
Согласно настоящему изобретению, этап обеспечения токоприемника 120 начинается с обеспечения металлического листа 190. Предпочтительно, металлический лист 190 обеспечивают в виде непрерывного металлического листа, например в виде металлической ленты, обеспеченной на бобине. Для этого устройство может содержать разматывающий блок для размотки непрерывного металлического листа с бобины (не показан).
Далее, этап обеспечения токоприемника 120 включает этап создания множества ослабленных областей в металлическом листе. В данных вариантах осуществления ослабленные области представляют собой перфорации в металлическом листе. Для этого устройство 200 содержит режущий узел 201. Режущий узел 201 содержит первую пару 210 вращающихся в противоположных направлениях первых валиков 211, 212, между которыми подается металлический лист 190 на расположенном раньше по ходу технологического процесса конце устройства 200. По меньшей мере один из первых валиков 211, 212 содержит один или более режущих элементов, расположенных на наружной окружной поверхности соответствующего валика 211, 212 (не показаны). Указанные один или более режущих элементов выполнены с возможностью создания множества перфораций в металлическом листе 190 при прохождении металлического листа 190 между первыми валиками 211, 212. Соответственно, данный процесс приводит к получению перфорированного металлического листа 180 на расположенном дальше по ходу технологического процесса конце режущего узла 201. В данном варианте осуществления устройства 200 режущие элементы режущего узла 201 выполнены с возможностью создания периодического рисунка из прямолинейных прорезей 182, 183, которые проходят перпендикулярно направлению перемещения металлического листа через устройство 200. Как показано в нижней части Фиг. 4 (вторая картинка справа), результирующий перфорированный металлический лист 180 содержит прорези 182, которые находятся полностью в пределах границ металлического листа, а также прорези 183, которые проходят за боковую кромку металлического листа.
Далее, этап обеспечения токоприемника 120 включает этап растяжения ослабленного, в частности перфорированного, металлического листа 180 по меньшей мере в первом направлении таким образом, чтобы создать расширенный металлический лист 190, содержащий множество отверстий, образованных из указанного множества перфораций 182, 183. Для этого устройство 200 содержит расширительный блок 202.
Расширительный блок 202 содержит вторую пару 220 вращающихся в противоположных направлениях вторых валиков 221, 222, расположенных дальше по ходу технологического процесса относительно первой пары 210 валиков 211, 212. Вторые валики 221, 222 выполнены с возможностью подачи проходящего между ними ослабленного, в частности перфорированного, металлического листа 180 с первой скоростью V1 подачи, соответствующей скорости вращения вторых валиков 221, 222.Предпочтительно, скорость вращения первых валиков 211, 212 равна скорости вращения вторых валиков 221, 222, так что отсутствует растяжение между первой парой 210 валиков 211, 212 и второй парой 220 валиков 221, 222.
Дальше по ходу технологического процесса относительно второй пары 220 валиков 221, 222 расширительный блок 202 содержит третью пару 230 вращающихся в противоположных направлениях третьих валиков 231, 232, которые выполнены с возможностью подачи проходящего между ними ослабленного, в частности перфорированного, металлического листа 180 со второй скоростью V2 подачи, соответствующей скорости вращения третьих валиков 231, 232. Скорость вращения третьих валиков 231, 232 выше, чем скорость вращения вторых валиков 221, 222, так что ослабленный, в частности перфорированный, металлический лист 180, при его подаче посредством второй и третьей пар 220, 230 валиков, растягивается вдоль направления подачи. В результате этого ослабленный, в частности, перфорированный, металлический лист 180 трансформируется в расширенный металлический лист 170, который содержит множество отверстий 172, 173, образованных из множества перфораций 182, 183.
Дальше по ходу технологического процесса относительно третьей пары 230 валиков 231, 232 устройство 200 содержит разглаживающий блок 203. Разглаживающий блок 203 содержит четвертую пару 240 вращающихся в противоположных направлениях четвертых валиков 241, 242, которые выполнены с возможностью подачи проходящего между ними расширенного металлического листа 170 с третьей скоростью V3 подачи, соответствующей скорости вращения четвертых валиков 241, 242. Скорость вращения четвертых валиков 241, 242 выбрана выше, чем скорость вращения третьих валиков 231, 232, так что расширенный металлический лист 170, при его подаче посредством третьей и четвертой пар 230, 240 валиков, выпрямляется и разглаживается.
На расположенном дальше по ходу технологического процесса конце устройства 200 вышеописанные этапы приводят к конечному результату в виде (непрерывного) разглаженного расширенного металлического листа 200, который может использоваться для формирования токоприемника 120, как показано на Фиг. 3.
Как дополнительно показано на Фиг. 4, устройство 200 может дополнительно содержать регулировочный механизм 215, 225, 235, 245 для каждой из первой, второй, третьей и четвертой пар 210, 220, 230, 240 валиков. Соответствующий регулировочный механизм 215, 225, 235, 245 выполнен с возможностью регулирования расстояния между валиками соответствующей пары 210, 220, 230, 240, а также ориентации, в частности наклона, оси вращения каждого валика соответствующей пары 210, 220, 230, 240 валиков.
Как описано выше, устройство 200 предпочтительно используется для выполнения этапа обеспечения токоприемника согласно способу по настоящему изобретению, в частности в случае, если способ реализован в виде непрерывного процесса. Согласно данному аспекту, способ может дополнительно включать - одновременно с этапом обеспечения токоприемника, до него или после него - этап обеспечения полотна субстрата, содержащего образующий аэрозоль субстрат. Далее, указанный способ может включать этап сбора полотна субстрата вокруг профиля токоприемника таким образом, чтобы сформировать непрерывную стержнеобразную жилу, имеющую цилиндрическую форму с постоянным сечением, и следующий этап резания непрерывной стержнеобразной жилы на отдельные образующие аэрозоль стержни. Образующие аэрозоль стержни, полученные данным способом, могут непосредственно использоваться в качестве генерирующего аэрозоль изделия. В качестве альтернативы, образующие аэрозоль стержни 10 могут использоваться для формирования генерирующего аэрозоль изделия 1, как показано на Фиг. 1.
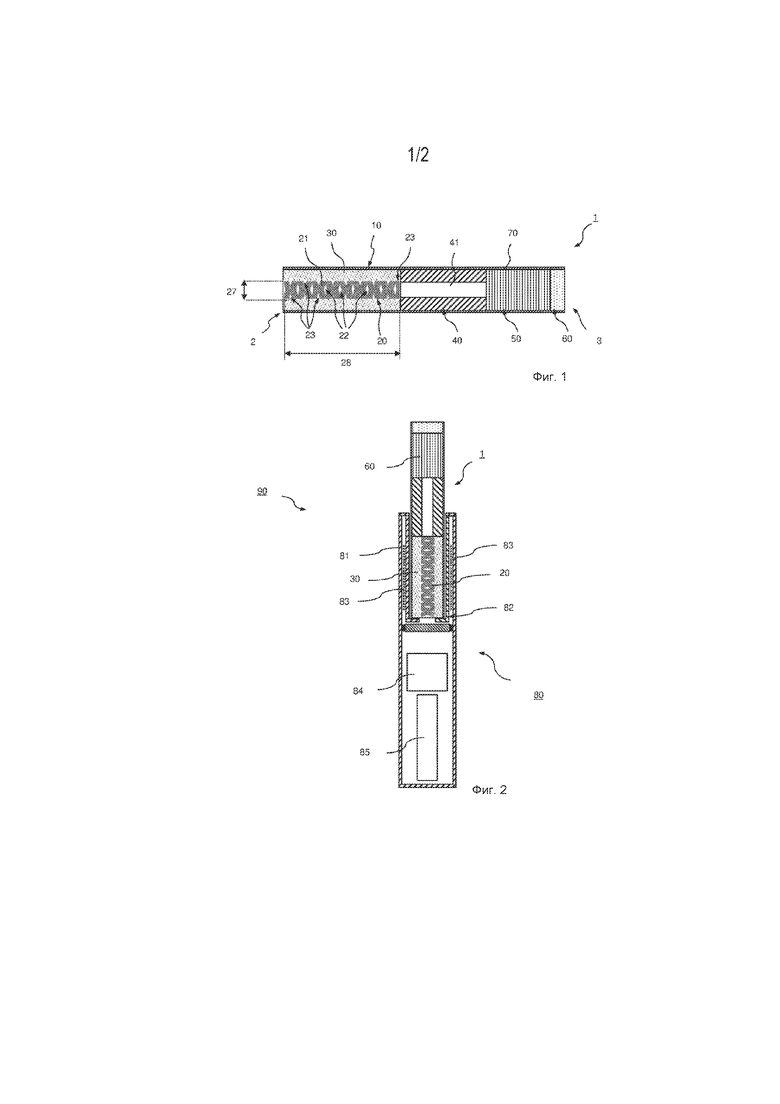
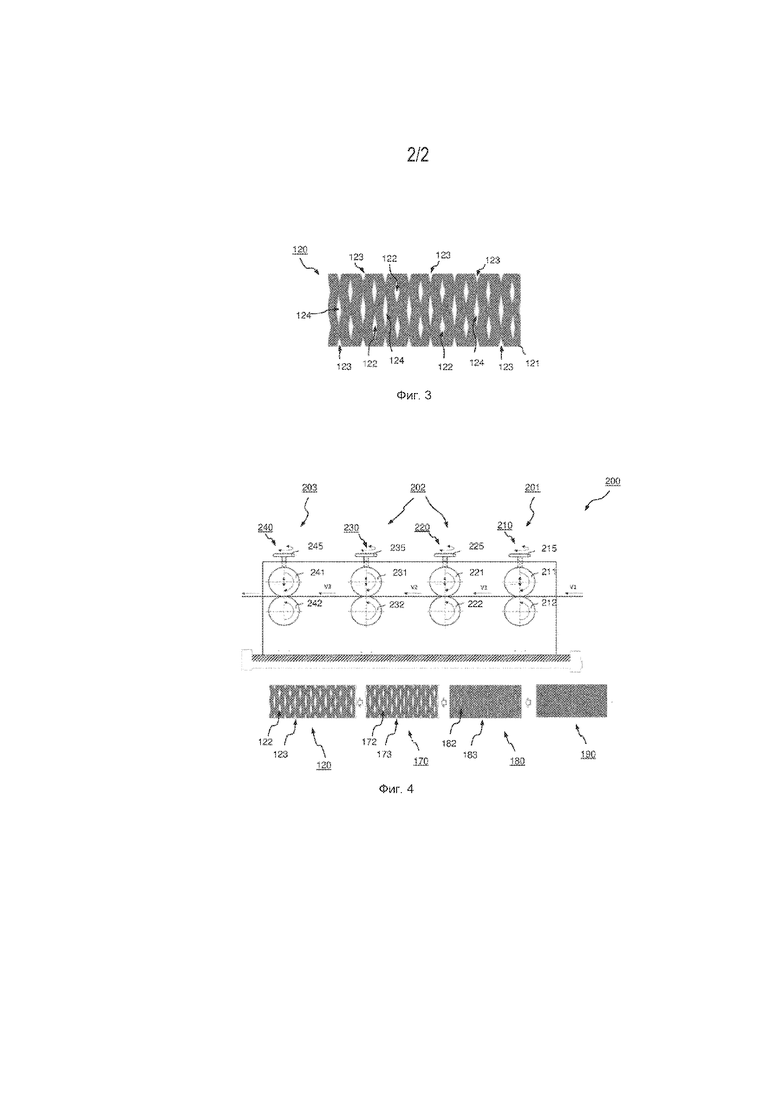
Настоящее изобретение относится к индукционно нагреваемому генерирующему аэрозоль изделию для использования с индукционно нагревающим генерирующим аэрозоль устройством. Изделие содержит по меньшей мере один образующий аэрозоль субстрат и по меньшей мере один токоприемник (сусцептор), расположенный в тепловой близости к образующему аэрозоль субстрату или в тепловом контакте с образующим аэрозоль субстратом. Токоприемник (сусцептор) содержит расширенный металлический лист, содержащий множество отверстий, проходящих через лист. Настоящее изобретение также относится к способу изготовления индукционно нагреваемого генерирующего аэрозоль изделия. Настоящее изобретение дополнительно относится к устройству для изготовления токоприемника (сусцептора) такого изделия. 3 н. и 10 з.п. ф-лы, 4 ил.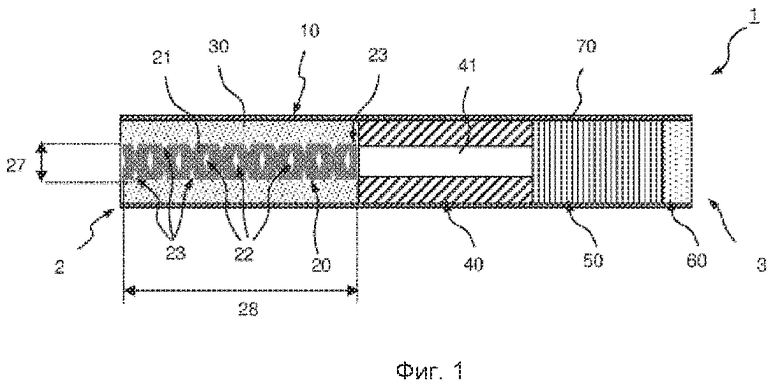
1. Индукционно нагреваемое изделие для генерирования аэрозоля для использования с устройством для генерирования аэрозоля посредством индукционного нагрева, причем изделие содержит по меньшей мере один образующий аэрозоль субстрат и по меньшей мере один сусцептор, расположенный в тепловой близости с образующим аэрозоль субстратом или в тепловом контакте с ним, причем сусцептор содержит разглаженный расширенный металлический лист, содержащий множество отверстий, проходящих через лист.
2. Изделие по п. 1, в котором множество отверстий расположено в виде периодического рисунка.
3. Изделие по любому из предыдущих пунктов, в котором одно или более из множества отверстий имеют ромбовидную форму.
4. Изделие по п. 3, в котором ромбовидная форма имеет первую диагональ, соединяющую первую пару противоположных вершин ромбовидной формы, и вторую диагональ, соединяющую вторую пару противоположных вершин ромбовидной формы, причем первая диагональ проходит в направлении расширения расширенного металлического листа.
5. Изделие по п. 4, в котором длина первой диагонали находится в диапазоне от 1,7 миллиметра до 4,7 миллиметров, а длина второй диагонали находится в диапазоне от 0,3 миллиметра до 3,1 миллиметров.
6. Изделие по любому из предыдущих пунктов, в котором одно или более из множества отверстий открыто в боковом направлении к боковой кромке расширенного металлического листа и имеют треугольную форму.
7. Изделие по любому из предыдущих пунктов, в котором образующий аэрозоль субстрат расположен по меньшей мере частично вокруг сусцептора.
8. Изделие по любому из предыдущих пунктов, в котором образующий аэрозоль субстрат содержит нетабачный растительный материал.
9. Изделие по любому из предыдущих пунктов, в котором образующий аэрозоль субстрат содержит вещество для образования аэрозоля с весовой долей в диапазоне от 12 процентов до 20 процентов по весу образующего аэрозоль субстрата.
10. Способ изготовления изделия для генерирования аэрозоля посредством индукционного нагрева по любому из предыдущих пунктов, включающий в себя этапы, на которых:
обеспечивают образующий аэрозоль субстрат;
обеспечивают сусцептор, который содержит разглаженный расширенный металлический лист, содержащий множество отверстий, причем этап, на котором обеспечивают сусцептор, включает в себя этапы, на которых:
обеспечивают металлический лист;
создают множество ослабленных областей в металлическом листе;
растягивают ослабленный металлический лист по меньшей мере вдоль первого направления таким образом, чтобы создать расширенный металлический лист, содержащий множество отверстий, образованных из множества ослабленных областей; и
разглаживают расширенный металлический лист после этапа, на котором растягивают ослабленный металлический лист;
размещают сусцептор в тепловой близости с образующим аэрозоль субстратом или в тепловом контакте с ним.
11. Способ по п. 10, согласно которому создание множества ослабленных областей включает в себя создание множества прорезей конечной длины в металлическом листе, причем по меньшей мере участок каждой прорези проходит вдоль второго направления, поперечного первому направлению.
12. Способ по любому из пп. 10 или 11, согласно которому одна или более из множества ослабленных областей содержат одно из следующего: прямолинейную прорезь, криволинейную прорезь, C-образную прорезь, U-образную прорезь, серповидную прорезь, крестообразную прорезь или T-образную прорезь.
13. Устройство для изготовления сусцептора изделия для генерирования аэрозоля по любому из пп. 1-9, причем устройство содержит:
первую пару вращающихся в противоположных направлениях первых валиков, по меньшей мере один из которых содержит один или более режущих элементов, расположенных на наружной окружной поверхности соответствующего валика, причем один или более режущих элементов выполнены с возможностью создания множества ослабленных областей, в частности множества прорезей в металлическом листе при прохождении металлического листа между валиками первой пары;
вторую пару вращающихся в противоположных направлениях вторых валиков, расположенных дальше по ходу технологического процесса относительно первой пары первых валиков, выполненных с возможностью подачи между ними ослабленного металлического листа с первой скоростью подачи, соответствующей скорости вращения вторых валиков;
третью пару вращающихся в противоположных направлениях третьих валиков, расположенных дальше по ходу технологического процесса относительно второй пары вторых валиков, выполненных с возможностью подачи между ними ослабленного металлического листа со второй скоростью подачи, соответствующей скорости вращения третьих валиков, причем скорость вращения третьих валиков выше, чем скорость вращения вторых валиков, так что ослабленный металлический лист, при его перемещении посредством второй и третьей пар валиков, растягивается вдоль направления подачи, тем самым трансформируясь, таким образом, в расширенный металлический лист, который содержит множество отверстий, проходящих через лист и образованных из множества ослабленных областей; и
четвертую пару вращающихся в противоположных направлениях четвертых валиков, расположенных дальше по ходу технологического процесса относительно третьей пары валиков, выполненных с возможностью подачи между ними расширенного металлического листа с третьей скоростью подачи, соответствующей скорости вращения четвертых валиков, причем скорость вращения четвертых валиков выше, чем скорость вращения третьих валиков, так что расширенный металлический лист, при его подаче посредством третьей и четвертой пар валиков, выпрямляется и разглаживается.
| WO 2018002084 A1, 04.01.2018 | |||
| CN 102355932 A, 15.02.2012 | |||
| US 4068366 A1, 17.01.1978 | |||
| Гальванический элемент | 1929 |
|
SU13849A1 |
| DE 102006048125 B4, 20.05.2010 | |||
| ГРАДИРНЯ ВЕНТИЛЯТОРНАЯ КОЧЕТОВА | 2011 |
|
RU2477431C1 |
| US 4253476 A1, 03.03.1981 | |||
| US 9445629 B2, 20.09.2016 | |||
| KR 1020090120489 A, 24.11.2009. | |||
