Изобретение относится к области медицины, а именно к способам изготовления глазных протезов из пластических органических материалов, и предназначено для защиты конъюнктивальной полости глаза от вредного воздействия окружающей среды (пыль, холод, влага от дождя и т.п.), а также решения косметических и эстетических проблем пациента.
Известен способ изготовления глазного пластмассового протеза, заключающийся в том, что изготавливают полую однослойную склеру шарообразной формы, формируют имитацию радужной оболочки и зрачка (см. US 2673984 A, опубл. 06.04.1954).
Недостатками известного способа являются повышенная трудоёмкость изготовления с использованием значительного количества конструктивных элементов, соединяемых между собой, сниженная надёжность из-за большого количества соединений элементов, а также опасность нежелательного воздействия красящих веществ на организм пациента.
Технической проблемой, решаемой изобретением, является упрощение процесса изготовления протеза и уменьшение влияния на организм пациента негативных факторов, связанных с ношением протеза.
Техническим результатом является снижение трудоёмкости изготовления, повышение технологичности процесса и устранение влияния на организм пациента вредных веществ, используемых при изготовлении протеза.
Техническая проблема решается, и технический результат достигается тем, что изготавливают полую однослойную склеру чечевицеобразной формы и формируют имитацию радужной оболочки и зрачка, при этом, согласно изобретению, изготавливают склеру с образованием замкнутой внутренней полости, причём предварительно изготавливают из прозрачного материала отдельные лицевую и тыльную части склеры с внутренними криволинейными поверхностями, стыкуют указанные части с образованием замкнутой полости и соединяют их в месте стыка, перед соединением на внутренней криволинейной поверхности лицевой части формируют плоскую площадку с диаметром, равным диаметру радужной оболочки, наносят на плоскую поверхность сформированной площадки изображение зрачка и радужной оболочки, а также наносят изображение кровеносных сосудов на внутреннюю криволинейную поверхность лицевой части склеры и окрашивают внутренние поверхности лицевой и тыльной частей в цвет склеры парного глаза пациента.
Технический результат достигается также тем, что лицевую и тыльную части могут соединять путём склеивания клеем, нанесённым на стыкуемые поверхности и обеспечивающим герметичное соединение частей.
Технический результат достигается также тем, что для изготовления лицевой и тыльной частей могут использовать слепок с формой, соответствующей форме создаваемого протеза и уменьшенной на толщину изготавливаемых частей.
Технический результат достигается также тем, что лицевую и тыльную части могут изготавливать из органического стекла путём термоформования.
Технический результат достигается также тем, что изображение зрачка, радужной оболочки и кровеносных сосудов могут наносить при помощи пьезоструйной печати УФ-отверждаемыми чернилами.
Технический результат достигается также тем, что изображение зрачка и радужной оболочки на плоскую поверхность площадки, а также изображение кровеносных сосудов на внутреннюю поверхность лицевой части склеры могут наносить путем соединения с внутренней поверхностью лицевой части склеры предварительно отформованной пленки, на внешней поверхности которой изображены зрачок, радужная оболочка и кровеносные сосуды.
Технический результат достигается также тем, что лицевую часть могут изготавливать из неорганического стекла.
Изобретение поясняется при помощи чертежей.
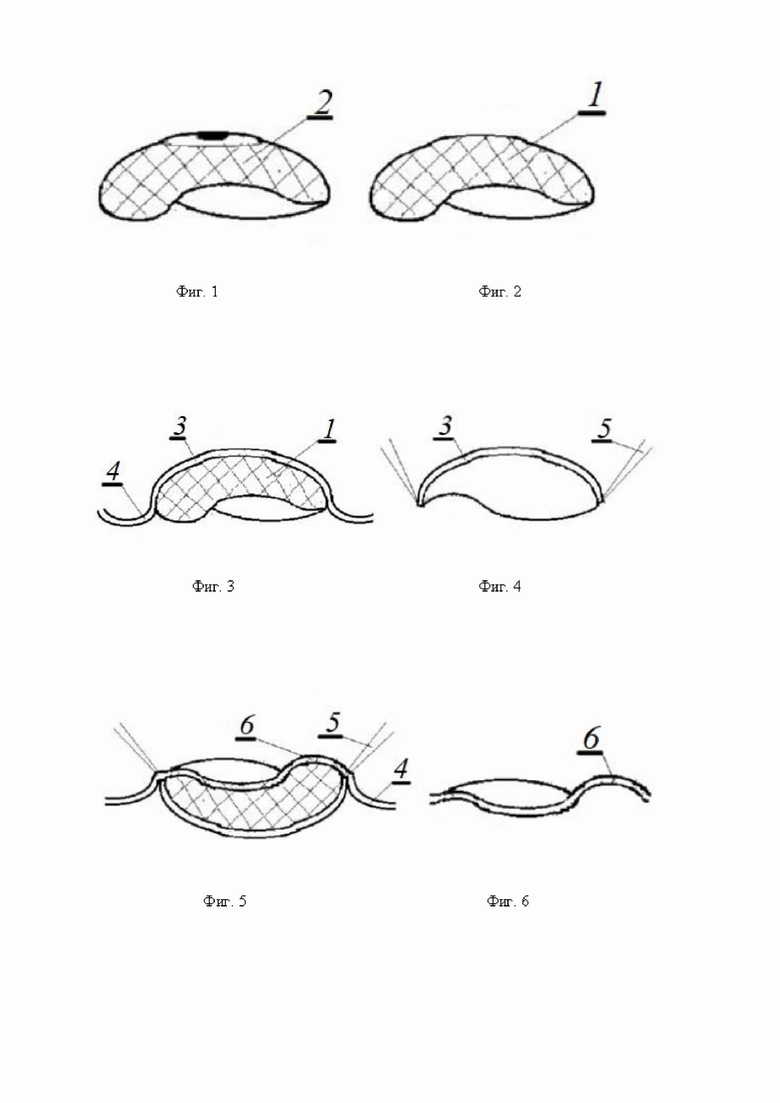
На фиг. 1 изображен изношенный протез, который исчерпал свой ресурс, и его нужно заменить новым.
На фиг. 2 изображен слепок, снятый с изношенного протеза.
На фиг. 3 изображен процесс термоформования лицевой части изготавливаемого протеза на слепке.
На фиг. 4 изображена лицевая часть, снятая с формы с обрезанным облоем.
На фиг. 5 изображён процесс термоформования тыльной части протеза.
На фиг. 6 изображена тыльная часть, снятая с формы с удаленным облоем.
На фиг. 7 изображено формирование плоского круглого участка на внутренней поверхности лицевой части.
На фиг. 8 изображена соединяемая с лицевой частью отформованная плёнка с нанесёнными на нее изображениями радужной оболочки, зрачка и кровеносных сосудов.
На фиг. 9 вид спереди на лицевую часть с нанесенными на ее внутреннюю поверхность изображениями зрачка, радужной оболочки и кровеносных сосудов.
На фиг. 10 изображён изготовленный глазной протез в сборе.
Описываемый способ реализуется следующим образом.
Изготавливают слепок 1, соответствующий форме конъюнктивальной полости утраченного глаза или форме протеза 2, который исчерпал свой ресурс, и его нужно заменить новым протезом. При этом слепок корректируют, если это необходимо, и изготавливают с уменьшенным размером на толщину стенок протеза и вытяжки материала при термоформовании.
На слепке 1 формуют при помощи термоформования лицевую часть 3 склеры из прозрачного оргстекла (см. фиг. 3), имеющую криволинейную внутреннюю поверхность, соответствующую форме наружной поверхности слепка 1. После формования с краев снятой со слепка 1 лицевой части 3 обрезают облой 4 при помощи резака 5 (см. фиг. 4).
Таким же образом формуют тыльную часть 6 склеры (см. фиг. 5).
На внутренней криволинейной поверхности лицевой части 3 склеры формируют плоскую круглую площадку 7 с диаметром, равным диаметру радужной оболочки 8 (см. фиг. 7). Площадку 7 могут формировать путем нанесения на внутреннюю криволинейную поверхность лицевой части 3 склеры дополнительного прозрачного материала.
После формирования площадки 7 на ее поверхность наносят изображение зрачка 9 и радужной оболочки 8. Центр площадки 7 совпадает с расположением центра зрачка 9 на слепке. Затем наносят изображение кровеносных сосудов 10 на внутреннюю криволинейную поверхность лицевой части 3 склеры и окрашивают внутренние поверхности лицевой 3 и тыльной 6 частей в цвет склеры 12 парного глаза пациента (см. фиг. 8 и 9). Нанесение изображения осуществляют при помощи пьезоструйной печати УФ-отверждаемыми чернилами, либо иным способом.
Подготовленные выпуклые лицевую 3 и тыльную 6 части склеры стыкуют между собой с герметичным замыканием между ними замкнутой чечевицеобразной (сферообразной) полости и соединяют их в месте стыка, например, при помощи клеевого состава 11, нанесенного на стыкуемые поверхности (см. фиг. 10).
Изображение зрачка 9 и радужной оболочки 8 на плоскую поверхность площадки 7, а также изображение кровеносных сосудов 10 на внутреннюю поверхность лицевой части 3 склеры могут наносить путем соединения с внутренней поверхностью лицевой части 3 склеры при помощи прозрачного клея 13 предварительно отформованной пленки 14, на внешней поверхности которой изображены зрачок 9, радужная оболочка 8 и кровеносные сосуды 10 (см. фиг. 8).
Лицевую часть 3 могут изготавливать из химически инертного стекла, например, силикатного, алюмоборосиликатного и любого другого вида неорганического, что позволяет получить практически не бьющийся стеклянно-полимерный глазной протез триплексной конструкции, не требующий для своего производства дорогостоящего цветного (импортного) стекла, обладающий по крайней мере 4-кратным ресурсом по сравнению с традиционно изготавливаемыми стеклянными глазными протезами.
Таким образом, изготавливают полый глазной пластиковый протез (ГПП) 15, с большой точностью повторяющий форму и размеры, необходимые для удобной посадки в конъюнктивальную полость утраченного глаза пациента.
Протез, изготовленный описываемым способом, обладает следующими преимуществами по сравнению с уровнем техники:
• облегченная конструкции из-за тонкостенной полой конструкции (снижение отвисания нижнего века);
• сниженный показатель теплопроводности (особенно в условиях дальнего севера);
• повышенная технологичность процесса производства за счет уменьшения количества стыкуемых деталей, а также повышения производительности выполняемых операций;
• сниженные потребности квалифицированных специалистов для выполнения технологических операций из-за меньшего количества мест подгонки стыков и снижения сложности выполнения технологических операций;
• сниженная токсичность изготавливаемого протеза за счет размещения потенциально токсичных материалов внутри герметичной полости протеза;
• улучшенные условия труда обслуживающего персонала.
Исследования физических свойств образцов ГПП, изготовленных описанным способом, показали, следующие положительные результаты:
• масса опытных ГПП на 50-60% меньше образцов соответствующего размера, полученных традиционным методом;
• количество остаточного мономера метилметакрилата в образцах не превышает 0,9% по массе готового ГПП;
• содержание мономера метилметакрилата и других токсичных веществ (дихлорэтана и пр.) в производственном помещении менее 2 мг/м3;
• коэффициент теплопроводности ГПП < 0,2 Вт/(м*К);
• трудоёмкость изготовления ГПП описанным способом составляет 2,5 чел.*час. (традиционно изготавливаемого – от 8 чел.*час до 24 чел.*час).
• указанная последовательность операций снятия формы слепка при помощи 3d-сканера позволяет территориально разделить изготовителя протеза и пациента и тем самым значительно снизить его косвенные расходы, которые могут значительно превосходить стоимость протеза (расходы на гостиницу, питание с проживанием от 3-х дней до недели, стоимость билетов на поезд или самолет туда и обратно).
Таким образом, использование описываемого способа позволяет снизить трудоемкость изготовления протеза, улучшить технологичность процесса и устранить влияние на организм пациента вредных веществ, используемых при изготовлении протеза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛАЗНОГО ПРОТЕЗА И ГЛАЗНОЙ ПРОТЕЗ | 2014 |
|
RU2571129C1 |
| Способ изготовления глазного протеза и глазной протез | 2015 |
|
RU2612594C1 |
| Способ изготовления глазного протеза | 2016 |
|
RU2683109C2 |
| ОФТАЛЬМОЛОГИЧЕСКОЕ ПРОТЕЗИРОВАНИЕ | 2004 |
|
RU2283073C2 |
| Способ изготовления искусственных глаз для роботов и кукол | 2021 |
|
RU2774572C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНЫХ КОСМЕТИЧЕСКИХ ОДНОСТЕННЫХ ГЛАЗНЫХ ПРОТЕЗОВ | 1965 |
|
SU176041A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРАГМЕНТА ГЛАЗНОГО ПРОТЕЗА | 2010 |
|
RU2440067C1 |
| КОМПЛЕКС РАДУЖКА-ЗРАЧОК ДЛЯ ГЛАЗНОГО ПРОТЕЗА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2164472C1 |
| ПРИСПОСОБЛЕНИЕ И СПОСОБ ДЛЯ СНИЖЕНИЯ ВНУТРИГЛАЗНОГО ДАВЛЕНИЯ | 1990 |
|
RU2107481C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО ЧЕЛЮСТНО-ЛИЦЕВОГО ЭПИТЕЗА | 2022 |
|
RU2796887C1 |

Изобретение относится к медицинской технике. Способ изготовления глазного пластмассового протеза заключается в том, что изготавливают полую однослойную склеру чечевицеобразной формы и формируют имитацию радужной оболочки и зрачка. Получают слепок, соответствующий форме конъюнктивальной полости утраченного глаза. По слепку изготавливают склеру с образованием замкнутой внутренней полости, при этом предварительно из прозрачного органического стекла изготавливают отдельные лицевую и тыльную части склеры с внутренними криволинейными поверхностями. На внутренней криволинейной поверхности лицевой части склеры формируют плоскую площадку с диаметром, равным диаметру радужной оболочки. Наносят на плоскую поверхность сформированной площадки изображение зрачка и радужной оболочки, а также наносят изображение кровеносных сосудов на внутреннюю криволинейную поверхность лицевой части склеры и окрашивают внутренние поверхности лицевой и тыльной частей в цвет склеры парного глаза пациента. Стыкуют части склеры с образованием замкнутой полости и герметично соединяют их в месте стыка клеем. Технический результат состоит в снижении трудоемкости изготовления, улучшении технологичности процесса и устранении влияния на организм пациента вредных веществ, используемых при изготовлении протеза. 4 з.п. ф-лы, 10 ил.
1. Способ изготовления глазного пластмассового протеза, заключающийся в том, что изготавливают полую однослойную склеру чечевицеобразной формы и формируют имитацию радужной оболочки и зрачка, отличающийся тем, что
получают слепок, соответствующий форме конъюнктивальной полости утраченного глаза,
по слепку изготавливают склеру с образованием замкнутой внутренней полости, при этом предварительно из прозрачного органического стекла изготавливают отдельные лицевую и тыльную части склеры с внутренними криволинейными поверхностями,
на внутренней криволинейной поверхности лицевой части склеры формируют плоскую площадку с диаметром, равным диаметру радужной оболочки,
наносят на плоскую поверхность сформированной площадки изображение зрачка и радужной оболочки, а также наносят изображение кровеносных сосудов на внутреннюю криволинейную поверхность лицевой части склеры и окрашивают внутренние поверхности лицевой и тыльной частей в цвет склеры парного глаза пациента, и
стыкуют части склеры с образованием замкнутой полости и герметично соединяют их в месте стыка клеем.
2. Способ по п. 1, отличающийся тем, что для изготовления лицевой и тыльной частей склеры используют слепок, размер которого уменьшен на толщину изготавливаемых частей.
3. Способ по п. 1, отличающийся тем, что лицевую и тыльную части изготавливают термоформованием органического стекла.
4. Способ по п. 1, отличающийся тем, что изображение зрачка, радужной оболочки и кровеносных сосудов выполняют пьезоструйной печатью УФ-отверждаемыми чернилами.
5. Способ по п. 1, отличающийся тем, что для нанесения изображения зрачка и радужной оболочки на плоскую поверхность площадки и изображения кровеносных сосудов на внутреннюю поверхность лицевой части склеры используют предварительно отформованную плёнку, на внешней поверхности которой изображены зрачок, радужная оболочка и кровеносные сосуды, соединяя ее с внутренней поверхностью лицевой части склеры.
| СПОСОБ ЛЕЧЕНИЯ ПОСЛЕРОДОВОГО КРОВОТЕЧЕНИЯ | 2017 |
|
RU2673984C1 |
| US 20120071971 A1, 22.03.2012 | |||
| US 3846199 A1, 05.11.1974 | |||
| КОМПЛЕКС РАДУЖКА-ЗРАЧОК ДЛЯ ГЛАЗНОГО ПРОТЕЗА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2164472C1 |
| Устройство для беспружинного регулирования ветродвигателей | 1951 |
|
SU103468A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛАЗНОГО ПРОТЕЗА И ГЛАЗНОЙ ПРОТЕЗ | 2014 |
|
RU2571129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРАГМЕНТА ГЛАЗНОГО ПРОТЕЗА | 2010 |
|
RU2440067C1 |

