Bзобретение относится к исследованию и анализу материалов с использованием акустической эмиссии (АЭ) и может быть применено с целью неразрушающего контроля (НРК) и технической диагностики сосудов криогенной техники, эксплуатирующихся в контакте с жидким криогенным продуктом (азот, кислород).
Конструкторской и эксплуатационной документацией криогенной техники, например, азотокислорододобывающих станций (АКДС), преимущественно определен порядок проведения проверки на герметичность сосудов и трубопроводов, при котором нагружение металлоконструкций проводят созданием рабочего давления внутри объектов контроля в ходе пневматических испытаний, герметичность сосудов определяется по показаниям контрольно-измерительной аппаратуры (например, падение давления в ректификационных колоннах АКДС определяется по показаниям манометров), герметичность трубопроводов контролируется обмыливанием.
Основным недостатком данного способа является возможность пропуска опасных скрытых дефектов, которые, не приводя к разрушению в процессе испытаний, продолжают медленно развиваться, вызывая разрушение в процессе дальнейшей эксплуатации. Выявление дефектов, приводящих к отказам криогенной техники, может усложняться конструктивным исполнением сосудов, а именно: металлоконструкции сосудов ректификационных колонн для уменьшения потерь холода в окружающую среду могут быть изолированы несъемным теплоизоляционным материалом, а группы сосудов блока разделения воздуха АКДС - стекловолокном.
Известен метод АЭ НРК, позволяющий выявлять развивающиеся характерные дефекты конструкций оборудования, работающего под избыточным давлением, в ходе проведения пневматических испытаний [1]. Принципиальные особенности метода АЭ позволяют применить его для контроля технического состояния сосудов криогенной техники без нарушения целостности теплоизоляционного покрытия путем установки преобразователей акустической эмиссии (ПАЭ) на отходящие от сосудов трубопроводы.
Проблемным становится вопрос размещения ПАЭ на конструкциях отходящих трубопроводов при проведении испытаний оборудования в условиях криогенных температур (например, - 196°С для жидкого азота). Разработанные на сегодняшний день ПАЭ позволяют применить их в диапазоне рабочих температур от - 120°С до 80°С. Одним из решений является применение классического волновода АЭ, который представляет собой гладкий металлический круглый стержень, один конец которого приваривается (приварной волновод) к объекту контроля, либо прижимается (прижимной волновод), а на второй конец устанавливается ПАЭ.
Невозможность эффективного применения классического волновода АЭ для контроля технического состояния сосудов криогенной техники обусловлена объективным противоречием: между необходимостью увеличения его длины с целью достижения на участке крепления ПАЭ температуры его рабочего диапазона, с одной стороны, и увеличением затухания и искажения акустического сигнала, а также трудностями монтажа (невозможность приварки к тонкостенным трубопроводам или неустойчивость удержания в рабочем положении при прижиме и увеличении его длины), с другой. Тот же недостаток свойственен и ряду других акустических волноводов (например, [2]).
Наиболее близким по технической сущности к предлагаемому решению является использование универсального волновода сигналов АЭ, предназначенного для контроля и мониторинга опасных производственных объектов или их элементов при температурах, выходящих за допустимый диапазон температуры применения ПАЭ, и представляющего собой разборное теплорассеивающее устройство с накладными теплоотводящими элементами [3]. Теплорассеивающее устройство позволяет проводить его монтаж/демонтаж во время эксплуатации волновода; переориентировать устройство под новый объект контроля/температурный режим работы или другой волновод; обеспечить компактность транспортировки и хранения, а также технологичность при изготовлении и ремонтопригодность при эксплуатации.
Недостатками использования указанного волновода являются его сложное многоэлементное строение, а также ограничение по применению на объектах с поверхностями малого радиуса кривизны (например, отходящие от сосудов трубопроводы).
Целью изобретения является создание способа акустико-эмиссионного контроля сосудов при криогенных температурах, доступ к контролируемым конструкциям которых ограничен (например, при наличии несъемного теплоизоляционного покрытия либо внешнего кожуха). Способ должен быть осуществим без затухания и искажения акустического сигнала, влияющего на результаты контроля.
Требуемый технический результат заявленного изобретения достигается разработкой и применением в процессе контроля съемного волновода сигналов АЭ, устанавливаемого на отходящих трубопроводах сосудов, работающих при криогенных температурах, изготовленного из полиметилметакрилата толщиной 14 мм, позволяющей использовать прием сигналов преобразователями акустической эмиссии в диапазоне их рабочих температур при криогенной температуре рабочей среды объекта и испытаний.
Сущность способа заключается в следующем. После разработки схемы расстановки ПАЭ на объекте для осуществления акустико-эмиссионного контроля конструкций проектируют и изготавливают волноводы сигналов АЭ по количеству применяемых ПАЭ. Волноводы изготавливают из полиметилметакрилата, характеризующегося низкой теплопроводностью (0,2 -0,3 Вт/(мК)) и низким акустическим затуханием (скорость распространения ультразвуковых волн составляет 2800 м/с), формой, учитывающей необходимость контакта с поверхностями малого радиуса кривизны, соответствующего радиусу трубопровода, на который планируется устанавливать ПАЭ, толщиной 14 мм, позволяющей использовать прием сигналов ПАЭ с известными на текущий момент характеристиками в диапазоне их рабочих температур при температуре рабочей среды объекта и испытаний.
После изготовления устанавливают волноводы сигналов АЭ на трубопроводы в соответствии с разработанной схемой. Наносят контактную среду, пригодную к эксплуатации в условиях пониженных температур, преимущественно на кислородной основе, на волновод АЭ в зону установки ПАЭ. Устанавливают ПАЭ на волновод сигналов АЭ, фиксируют волновод сигналов АЭ и ПАЭ на трубопроводе, например, при помощи захвата, струбцины, или другими методами, исключающими приварку или применение сложных механизмов крепления.
После настройки и проверки канала аппаратуры АЭ нагружают объект контроля путем создания в нем испытательного давления в соответствии с требованиями нормативно-технической документации [1, 4] и осуществляют контроль параметров сигналов АЭ по выбранному критерию классификации опасности дефектов с применением действующих методик и требований нормативно-технической документации [1].
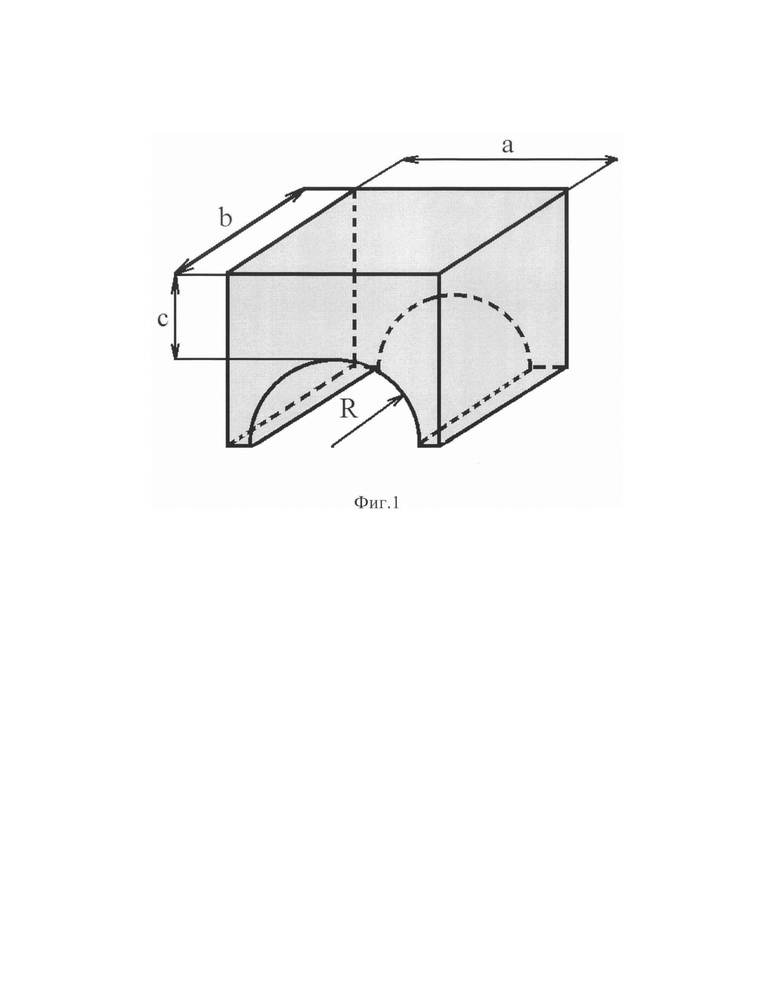
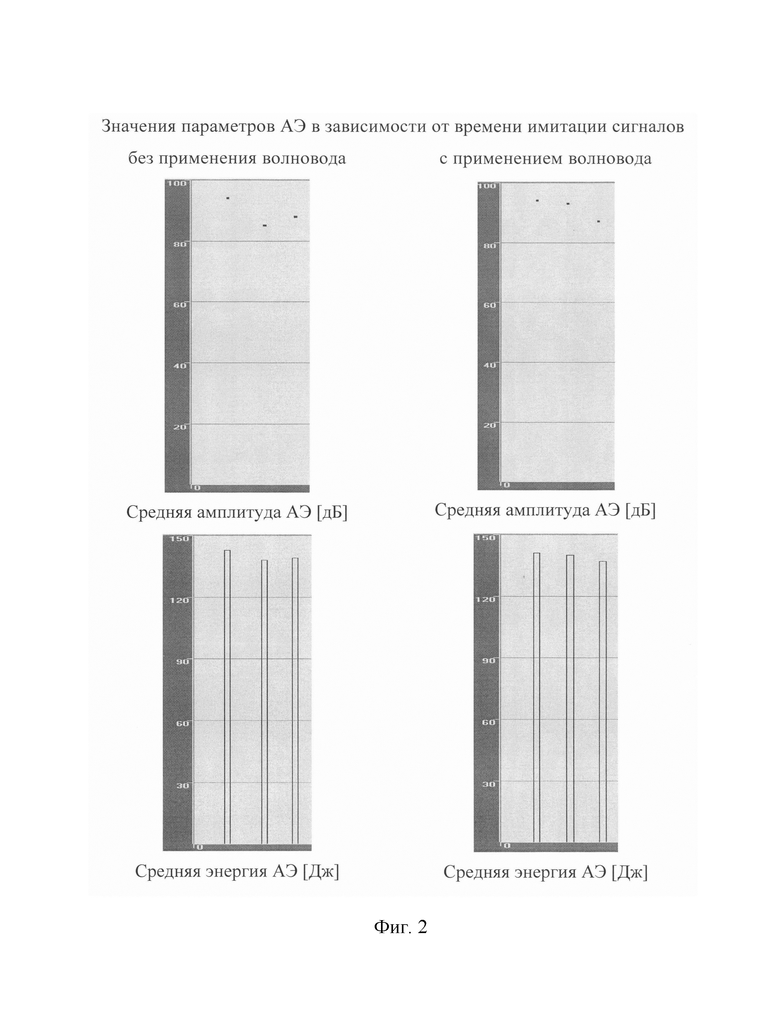
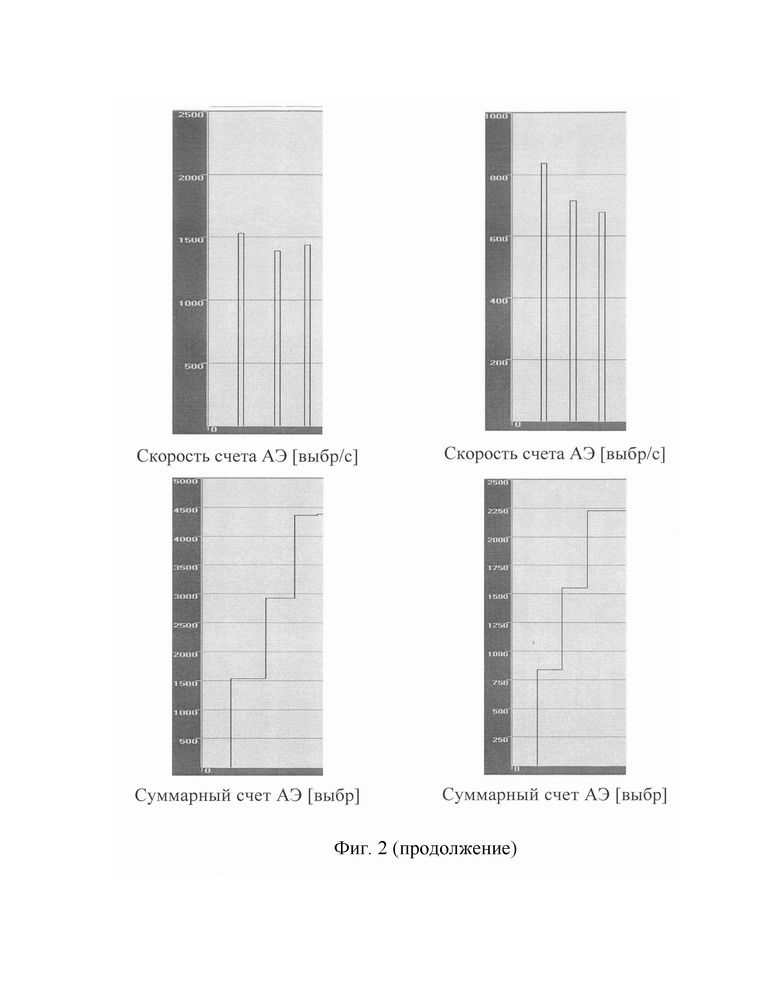
Способ акустико-эмиссионного контроля сосудов при криогенных температурах поясняется схемами, где на фиг. 1 представлен вариант исполнения волновода, на фиг. 2 представлены значения параметров АЭ при имитации источника АЭ (развитие трещиноподобного дефекта) имитатором сигналов АЭ Су-Нильсена с применением волновода и без его применения, демонстрирующие принципиальную возможность выбора критерия опасности источников АЭ на основе средней амплитуды и средней энергии АЭ при отсутствии критического затухания и искажения акустического сигнала в процессе применения волновода в условиях криогенной температуры.
Форма и размеры волновода сигналов АЭ должны соответствовать следующим требованиям:
a≥dПАЭ;
b≥dПАЭ;
rтр≤R≤rmax,
где а - ширина площадки контакта волновода сигналов АЭ с ПАЭ [мм];
b - длина площадки контакта волновода сигналов АЭ с ПАЭ [мм];
dПАЭ - диаметр (наибольший геометрический параметр в плане) ПАЭ, устанавливаемого на волновод сигналов АЭ;
R - радиус контактной поверхности волновода с объектом контроля;
rтр - радиус трубопровода, на который устанавливается волновод;
rmax - максимально возможный радиус контактной поверхности волновода с объектом контроля, при котором не снижается качество и информативность сигнала АЭ при развитии дефектов, наличие которых требуется выявить в ходе контроля; определяется экспериментально с учетом особенностей настройки аппаратуры АЭ.
На фиг. 1 параметр с - рассчитанная и экспериментально подтвержденная толщина волновода сигналов АЭ, равная 14 мм, позволяющая осуществлять контроль технического состояния ПАЭ с известными на текущий момент характеристиками в диапазоне их рабочих температур при температуре рабочей среды (- 196°С для жидкого азота).
Сравнительный анализ показал, что заявляемое изобретение отличается от прототипа предварительным выбором и изготовлением волноводов из полиметилметакрилата, который характеризуется низкой теплопроводностью и низким акустическим затуханием, толщиной 14 мм.
Способ может быть осуществлен следующим образом.
1. Разрабатывают схему расстановки ПАЭ на отходящих трубопроводах объекта контроля с учетом скорости распространения акустической волны и затухания в материале конструкций объекта.
2. Проектируют и изготавливают волноводы сигналов АЭ (по количеству расстанавливаемых ПАЭ) из полиметилметакрилата. Форма контактной поверхности волновода с объектом контроля должна позволять осуществлять контакт без снижения качества и информативности сигнала АЭ, т.е. радиус преимущественно должен стремиться к радиусу трубопровода, на который планируется устанавливать ПАЭ. Площадка контакта волновода с ПАЭ должна иметь форму и размеры, позволяющие непосредственно установить ПАЭ, используемые для контроля.
Толщина волновода, обеспечивающая контроль технического состояния объекта при температуре равной температуре рабочей среды (-196°С), должна позволять использовать прием сигналов ПАЭ с известными на текущий момент характеристиками в диапазоне их рабочих температур при температуре рабочей среды объекта и испытаний. Так, при проведении исследований, результаты которых приведены на фиг. 2, применялся волновод, изготовленный из полиметилметакрилата. Требуемая толщина (с) определялась из условия достижения температуры, обеспечивающей прием сигналов АЭ ПАЭ, в диапазоне их рабочих температур, и составила 14 мм.
3. Устанавливают волновод сигналов АЭ на трубопроводе в соответствии с разработанной схемой, обеспечивающей контроль технического состояния выбранного объекта методом АЭ.
4. Наносят контактную среду, пригодную к эксплуатации в условиях пониженных температур, преимущественно на кислородной основе (например, «Криогель»), на волновод АЭ в зону установки ПАЭ.
5. Устанавливают ПАЭ на волновод сигналов АЭ, фиксируют волновод сигналов АЭ и ПАЭ на трубопроводе, например, при помощи захвата, струбцины.
6. Проводят настройку и проверку канала аппаратуры АЭ, выбирают критерий классификации опасности источников АЭ по предварительным значениям параметров АЭ.
7. Нагружают объект контроля путем создания в нем испытательного давления (например, до величины 1,05 Р, где Р - рабочее давление, в соответствии с требованиями [4]).
8. Осуществляют контроль параметров сигналов АЭ по выбранному критерию классификации степени опасности источников АЭ с применением действующих методик и требований нормативно-технической документации [1]. Исходя из информативности значений параметров сигналов АЭ, полученных при применении волновода АЭ на объекте (ректификационная колонна высокого давления), приведенных на фиг. 2, целесообразно использовать амплитудный критерий.
Способ может быть применим на практике при проведении НРК и технической диагностики сосудов криогенной техники, эксплуатирующихся в контакте с жидким криогенным продуктом (жидкий азот) с целью обеспечения безопасности дальнейшей эксплуатации посредством своевременного выявления опасных развивающихся дефектов металлоконструкций.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. ГОСТ Р 52727-2007. Техническая диагностика. Акустико-эмиссионная диагностика. Общие требования.
2. Пат. RU 2700038, 2018.
3. Пат. RU 2017127608, 2017.
4. Федеральные нормы и правила в области промышленной безопасности «Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением» (Приказ Ростехнадзора от 15 декабря 2020 года №536).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОВЕДЕНИЯ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ С ПРИМЕНЕНИЕМ ОДНОКАНАЛЬНОЙ АППАРАТУРЫ | 2001 |
|
RU2210766C1 |
| Комбинированный способ исследования деформаций и напряжений | 2015 |
|
RU2611597C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ РЕЛАКСАЦИОННОЙ СТОЙКОСТИ ТАРЕЛЬЧАТЫХ ПРУЖИН | 2011 |
|
RU2469310C1 |
| ОПТОВОЛОКОННЫЙ АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАСТИЧЕСКИХ ДЕФОРМАЦИЙ БОЛЬШИХ ИНЖЕНЕРНЫХ СООРУЖЕНИЙ | 2016 |
|
RU2650799C2 |
| Способ определения срока безопасной эксплуатации стеклопластиковых трубопроводов | 2020 |
|
RU2739715C1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ КАЧЕСТВА МИКРОСТРУКТУРЫ ТИТАНОВОГО СПЛАВА УПРУГОГО ЭЛЕМЕНТА | 2013 |
|
RU2525320C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 2012 |
|
RU2492463C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ КООРДИНАТ ПРЕОБРАЗОВАТЕЛЕЙ АКУСТИЧЕСКОЙ ЭМИССИИ | 2006 |
|
RU2330277C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ И ДИАГНОСТИРОВАНИЯ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ СЖИЖЕННЫХ ГАЗОВ | 1999 |
|
RU2226272C2 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 2007 |
|
RU2345324C1 |
Изобретение относится к исследованию и анализу материалов с использованием акустической эмиссии (АЭ) и может быть использовано для акустико-эмиссионного контроля сосудов при криогенных температурах. Сущность изобретения заключается в том, что устанавливают преобразователи акустической эмиссии на отходящие от сосудов трубопроводы с применением волноводов, нагружают сосуды испытательным давлением, контролируют параметры сигналов акустической эмиссии по выбранному критерию классификации опасности источников акустической эмиссии, при этом волноводы изготавливают из полиметилметакрилата толщиной 14 мм, позволяющей использовать прием сигналов преобразователями акустической эмиссии в диапазоне их рабочих температур при криогенной температуре рабочей среды объекта и испытаний. Технический результат - обеспечение возможности снижения затухания и искажения акустического сигнала при акустико-эмиссионном контроле сосудов при криогенных температурах. 2 ил.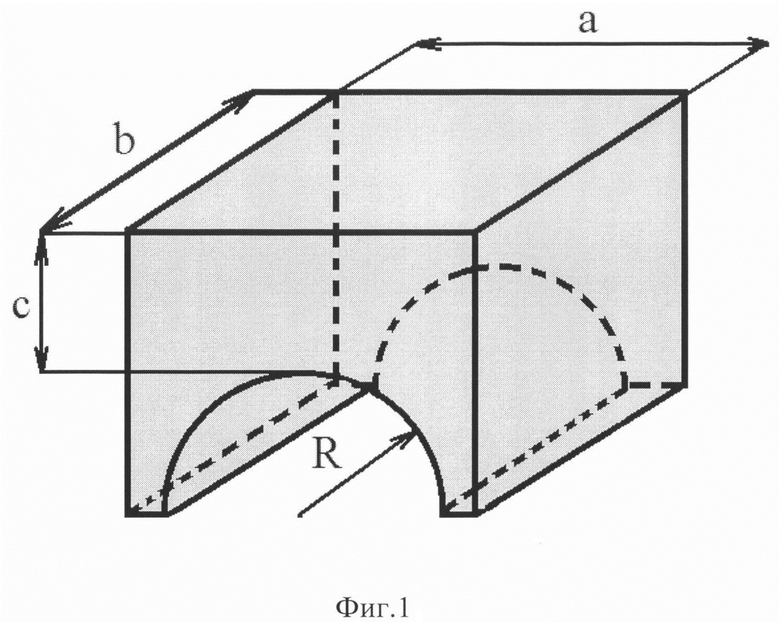
Способ акустико-эмиссионного контроля сосудов при криогенных температурах, заключающийся в том, что устанавливают преобразователи акустической эмиссии на отходящие от сосудов трубопроводы с применением волноводов, нагружают сосуды испытательным давлением, контролируют параметры сигналов акустической эмиссии по выбранному критерию классификации опасности источников акустической эмиссии, отличающийся тем, что волноводы изготавливают из полиметилметакрилата толщиной 14 мм, позволяющей использовать прием сигналов преобразователями акустической эмиссии в диапазоне их рабочих температур при криогенной температуре рабочей среды объекта и испытаний.
| https://web.archive.org/web/20220525194127/https://magazine.neftegaz.ru/articles/oborudovanie/527340-akustiko-emissionnyy-kontrol-i-diagnostika-sostoyaniya-kriogennykh-gazifikatorov/, дата размещения в электронной среде 25.05.2022 | |||
| СПОСОБ ПРИМЕНЕНИЯ НАКЛАДНЫХ УЛЬТРАЗВУКОВЫХ РАСХОДОМЕРОВ НА ТРУБОПРОВОДАХ КРИОГЕННЫХ ТЕМПЕРАТУР И УЛЬТРАЗВУКОВОЙ РАСХОДОМЕР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2763274C2 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |

