Изобретение относится к технологии изготовления сильноточных катодов острийного типа, используемых в ряде электровакуумных устройств, таких как мсяцные рентгеновские трубки, линейные ускорители и т.д.
Известен способ изготовления МНОГООСТРИЙНОГО катода путем создания заготовки катода приваркой на одну дужку нескольких проволочек с последующей заточкой их концов .электролитическим травлением l,
Недостатком данного способа является большой разброс (200-300%) в плотности упаковки острий (в расстоянии между ними), что вызывает большой разброс по высоте острий при электролитическом травлении.
Известен также способ изготовления МНОГООСТРИЙНОГО автокатода, который включает операцию создания катодного тела при помощи электроискровой обработки заготовки проволочным инструментом с последующей заточкой концов заготовок отдельных острий электролитическим травлением. При известном способе катодное тело в процессе электроискровой обработки перемещгиот в направлениях, составляющих с осью сиьметрии каждого изготовляемого острия нулевые углы. Это приводит к уменьшению разброса между остриями 2.
Однако в процессе электролитического травления эмиттирующая поверхность каждого отдельного острия формируется достаточно произвольно, что приводит к разбросу углов конуса при вершине острий. Кроме того,
10 из-за капиллярных сил происходит укорочение острий по направлению от центра МНОГООСТРИЙНОГО катода к краям, т.е. появляется дополнительный разброс по высоте острий. В го
15 же время известно, что однородность элементов в многоострийном катоде игтэает большую роль, так как в автоэмиссии изменение формы на 1% приво2Q дит к изменению эмиссионного тока на 15%. Наличие капиллярных сил не позволяет также повышать плотность упаковки острий выше некоторых определенных значений.
25
Цель изобретения - упрощение способа, улучшение параметров катода, выражающееся в уменьшении разброса отдельных острий по геометрическим параметрс1М, и повышение плотности
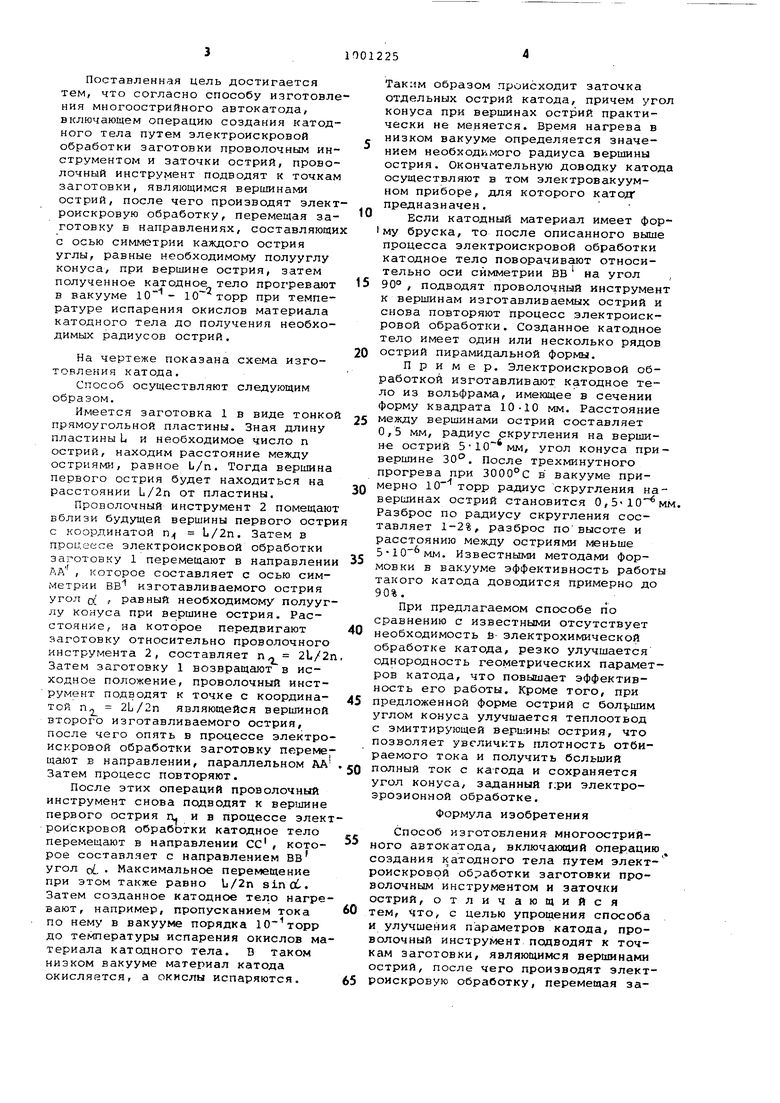
30 упаковки. Поставленная цель достигается тем, что согласно способу изготовле ния многоострийного автокатода, включающем операцию создания катодного тела путем электроискровой обработки заготовки проволочным инструментом и заточки острий, проволочный инструмент подводят к точкам заготовки, являющимся вершинами острий, после чего производят элект роискровую обработку, перемещая заготовку в направлениях, составляющи с осью симметрии каждого острия углы, равные необходимому полууглу конуса, при вершине острия, затем полученное катодное тело прогревают в вакууме Ю - 10 торр при температуре испарения окислов материала катодного тела до получения необходимых радиусов острий. На чертеже показана схема изготовления катода. Способ осуществляют следующим образом. Имеется заготовка 1 в виде тонко прямоугольной пластины. Зная длину пластины L и необходимое число п острий, находим расстояние между остриями, равное L/n. Тогда вершина первого острия будет находиться на расстоянии L/2n от пластины. Проволочный инструмент 2 помещаю вблизи будущей вершины первого остр с координатой г L/2n. Затем в процессе электроискровой обработки заготовку 1 перемещают в направлени йА , которое составляет с осью симметрии ВВ изготавливаемого острия угол о/ t равный необходимому полууг лу конуса при вершине острия. Расстояние, на которое передвигают заготовку относительно проволочного инструмента 2, составляет Пл 2L/2 Затем заготовку 1 возвращают в исходное положение, проволочный инструмент подводят к точке с координатой п 2L/2n являющейся вершиной второго изготавливаемого острия, после чего опять в процессе электро искровой обработки заготовку переме щают в направлении, параллельном АА Затем процесс повторяют. После этих операций проволочный инструмент снова псдволят к вершине первого острия д. и в процессе элек роискровой обработки катодное тело перемещают в направлении СС , которое составляет с направлением Вв угол oL Максимальное перемещение при этом также равно Ь/2п sLnoL, Затем созданное катодное тело нагре вают, например, пропусканием тока по нему в вакууме порядка до температуры испарения окислов ма териала катодного тела. В таком низком вакууме материал катода окисляется, а окислы испаряются. Таким образом происходит заточка отдельных острий катода, причем угол конуса при вершинах острий практически не меняется. Время нагрева в низком вакууме определяется значением необходимого радиуса вершины острия. Окончательную доводку катода осуществляют в том электровакуумном приборе, для которого катод предназначен. Если катодный материал имеет форIму бруска, то после описанного выше процесса электроискровой обработки катодное тело поворачивают относительно оси симметрии ВВ на угол 90°, подводят проволочный инструмент к вершинам изготавливаемых острий и снова повторяют процесс электроискровой обработки. Созданное катодное тело имеет один или несколько рядов острий пирамидальной формы. Пример. Электроискровой обработкой изготавливают катодное тело из вольфрама, имеющее в сечении форму квадрата 10-10 мм. Расстояние между вершинами острий составляет 0,5 мм, радиус скругления на вершин-е острий 5-10 мм, угол конуса привершине 30. После трехминутного прогрева при 3000°С в вакууме примерно торр радиус скругления навершинах острий становится 0,. Разброс по радиусу скругления составляет 1-2%, разброс повысоте и расстоянию между остриями меньше 5-10 мм. Известными методами формовки в вакууме эффективность работы такого катода доводится примерно до 90%. При предлагаемом способе по сравнению с известными отсутствует необходимость й- электрохимической обработке катода, резко улучшается однородность геометрических параметров катода, что повышает эффективность его работы. Кроме того, при предложенной форме острий с большим углом конуса улучшается теплоотьод с эмиттирующей вершины острия, что позволяет увеличить плотность отбираемого тока и получить больший полный ток с катода и сохраняется угол конуса, заданный г;ри электроэрозионной обработке. Формула изобретения Способ изготовления многоострийного автокатода, включахиций операцию создания к атодного тела путем электроискровой обработки заготовки проволочным инструментом и заточки острий, отличающийся тем, что, с целью упрощения способа и улучшения параметров катода, проволочный инструмент подводят к точкам заготовки, являющимся вершинами острий, после чего производят электроискровую обработку, перемещая заготовку в направлениях, составляющих с осью симметрии каждого острия углы, равные необходимому полууглу конуса при вершине острия, затем полученное катодное тело прогревают в вакууме Ю торр при температуре испарения окислов материала , катодного тела до получение необходимых радиусов острий.
Источники информации, принятые во внимание при экспертизе
1.Елинсон М.И., Васильев Г.В. Автоэлектронная эмиссия. М,, Физматгиз, 1958, с. 63-70.
2.Авторское свидетельство СССР 342241, кл. Н 01 7 1/30, 1969
(прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ПЛОТНОСТИ И СТАБИЛЬНОСТИ ТОКА МАТРИЦЫ МНОГООСТРИЙНОГО АВТОЭМИССИОННОГО КАТОДА | 2016 |
|
RU2653843C2 |
| СПОСОБ УМЕНЬШЕНИЯ ПОРОГОВ НАЧАЛА АВТОЭМИССИИ, ПОВЫШЕНИЯ ПЛОТНОСТИ АВТОЭМИССИОННЫХ ТОКОВ И ДЕГРАДАЦИОННОЙ СТОЙКОСТИ СИЛЬНОТОЧНЫХ МНОГООСТРИЙНЫХ АВТОЭМИССИОННЫХ КАТОДОВ | 2018 |
|
RU2692240C1 |
| СПОСОБ ПОВЫШЕНИЯ ПЛОТНОСТИ ТОКА И ДЕГРАДАЦИОННОЙ СТОЙКОСТИ АВТОЭМИССИОННЫХ КАТОДОВ НА КРЕМНИЕВЫХ ПЛАСТИНАХ | 2016 |
|
RU2654522C1 |
| СПОСОБ ПОВЫШЕНИЯ ПЛОТНОСТЕЙ ТОКА АВТОЭМИССИИ И ДЕГРАДАЦИОННОЙ СТОЙКОСТИ АВТОЭМИСИОННЫХ КАТОДОВ | 2014 |
|
RU2588611C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭМИТТИРУЮЩЕЙ ПОВЕРХНОСТИ МНОГООСТРИЙНЫХ АВТОЭМИССИОННЫХ КАТОДОВ | 1990 |
|
SU1822295A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С АВТОЭМИССИОННЫМ КАТОДОМ | 2017 |
|
RU2656879C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ МНОГООСТРИЙНЫХ АВТОЭМИССИОННЫХ КАТОДОВ | 2023 |
|
RU2813858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С АВТОЭМИССИОННЫМИ КАТОДАМИ | 2022 |
|
RU2792040C1 |
| Способ изготовления многоострийных катодов для вакуумных люминесцентных экранов | 1983 |
|
SU1150678A1 |
| МАТРИЧНЫЙ АВТОЭЛЕКТРОННЫЙ КАТОД И ЭЛЕКТРОННЫЙ ПРИБОР ДЛЯ ОПТИЧЕСКОГО ОТОБРАЖЕНИЯ ИНФОРМАЦИИ | 1994 |
|
RU2074444C1 |
8
с
/А
