(54) СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ ПРЕССОВКИ ШИХТОВАННОГО СЕРДЕ-ГЧНИКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диагностики прессовки шихтованного сердечника магнитопровода | 1981 |
|
SU974509A1 |
| Способ диагностики состояния прессовки шихтованного сердечника статора электрической машины | 1985 |
|
SU1350764A1 |
| Способ диагностики прессовки шихтованного сердечника магнитопровода | 1988 |
|
SU1582283A1 |
| Статор электрической машины и способ диагностики состояния прессовки зубцов сердечника статора | 1984 |
|
SU1205235A1 |
| Способ диагностики состояния прессовки шихтованного сердечника статора электрической машины | 1982 |
|
SU1083293A1 |
| Модель сердечника статора электрической машины | 1981 |
|
SU995202A1 |
| Статор электрической машины и способ его сборки | 1981 |
|
SU1030914A1 |
| Статор электрической машины переменного тока | 1981 |
|
SU995203A1 |
| Статор электрической машины переменного тока | 1979 |
|
SU855866A1 |
| Способ диагностики состояния прессовки шихтованного сердечника электрической машины | 1987 |
|
SU1538206A1 |
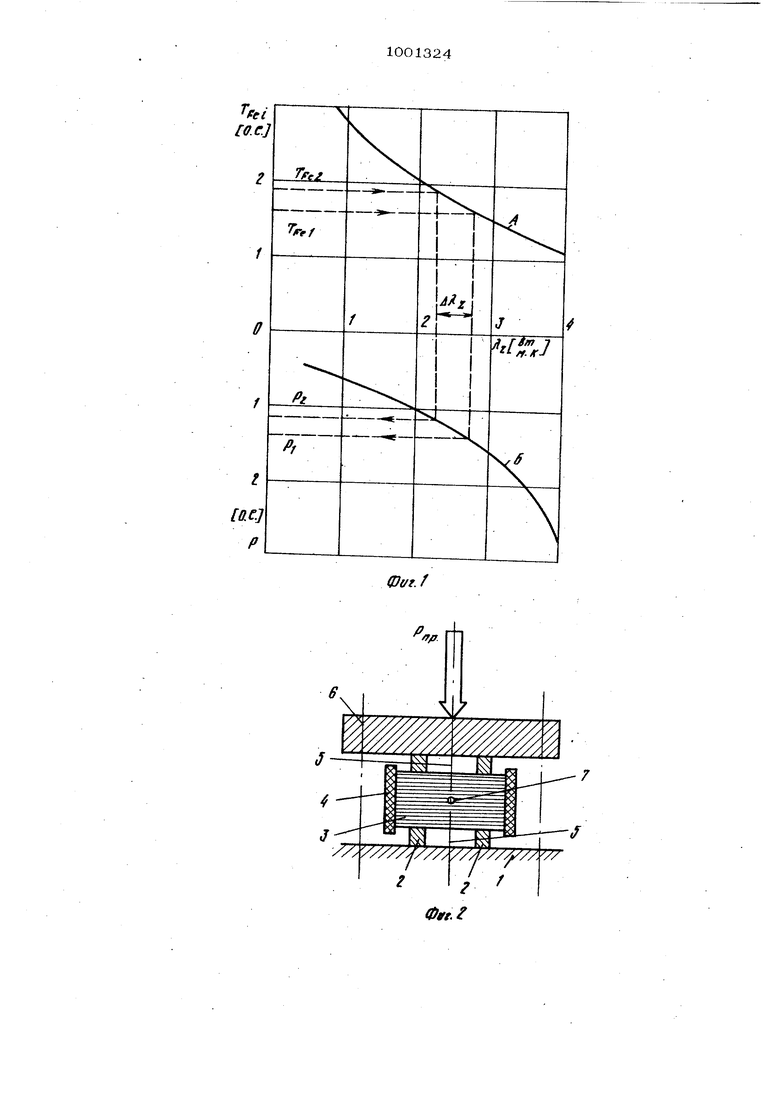
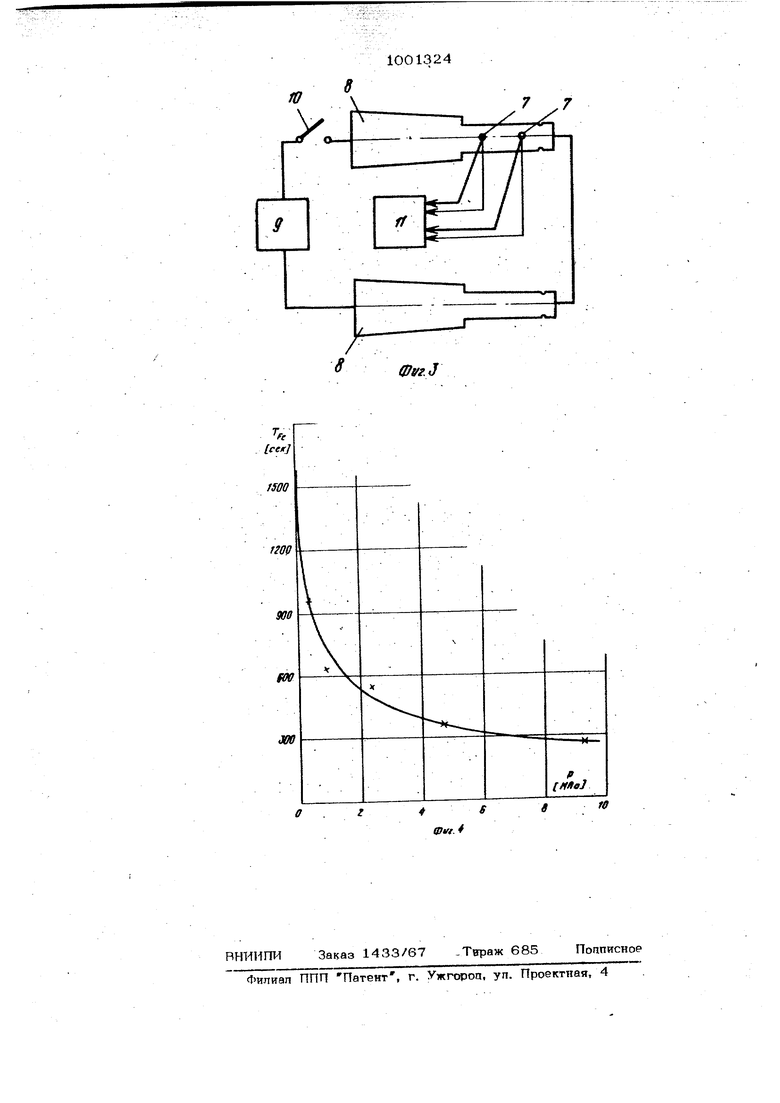
Изобретение относитсй к технологии изготовления электрических машин с ши тованным сердечником и может быть использовано в электротехнической промышленности. Известен способ диагностики состояния прессовки шихтованного сердечника электрической машины по степени проникновения контрольного ножа между листами шихтованного сердечника 1 Недостатками данного способа являются низкая точность и невозможность его использования на работающей машине. Известен также способ диагностики состояния прессовки шихтованного сердечника электрической машины, включающий установку датчиков в сердечник, и определение давления прессовки. В ка честве датчиков используются индикаторы магнитной анизотропии, устанавливаемые на стяжные призмы сердечника, работа которых основана на явлении магнитоупрутого эффекта в ферромагне- тше 2 .. Недостатками указанного способа являются низкое качество диагностики и невозможность проведения ее на работающей машине, так как способ позволяет оценить только среднюю- величину давления прессовки и не позволяет определить состояние прессовки в отдельных пакетах и зубцах, т.е. в зонах, которые, в случае распрессовки, в процессе короткого времени эксплуатации разрушаются, что неизбежно приводит к аварийному отключению электрической машины, в частности турбогенератора. Кроме того, указанный способ применяют для , диагностики ослабления прессовки .сга.тш лишь на отключенной от сети машине, так как магнитные поля машины оказывают влияние на показания датчика - индикатора магнитной анизотропии. Цель изобретения - повышение качества диагностики, а также проведение ее на работающей машине. 31 Поставленная цель достигается том, чю устанавливают аатчикн температуры и определяют постоянные времени нагре ва или охлаждения в переходных тепловых режимах машины и по предваритель но полученным данным зависимости дав ления прессовки от постоянных времени нагрева или охлаждения опредепяют давление прессовки. Кроме того, постоянные времени нагрева или охлаждения измеряют при изменонии режима питания обмотки возбу дения ротора элект1жческой машины. На фиг. 1 показаны зависимость ) постоянных времени нагрева пакета сердечника статораТр в функции коэффициента поперечной теплопроводности (кривая А) и зависимость поперечной теплопроводности прессуюисег усилия Р (кривая Б); на фиг. 2 - конструкция экспериментальной установки; на фиг. 3 - электрическая схема экспериментальной установки; па фиг. 4 зависимость постоянной времени охлажде гия пакета в фуггкдии давления прессовки, полученная на экспериментальной установке. Способ диагностики состояния прессовки шихтованного сердечника электрической машины осуществляется следующим образом. В диагностируемой зоне сердечника в пакеты активной стали устанавливают датчики тe шepaтypы и определяют постоянные времени или охлаждения в переменных тепловых режимах машины. Переменные тепловые режимы машин характеризуются процессами нагревания или охлаждения. Процесс нагревания (ох лаждения) шихтованного пакета, представляюшего собой неоднородное анизотропное тело с внутренними неравномер распределенными источниками тепла, можно представить следующей зависимостью®coH-QHCi).2:A.,U,,(2)exp(t/T,) гдоА v, -постоянный коэффициент, определяемый из начальных условий; -множитель, зависящий ПИ (r,(f,2) от координат и отражающий специфику за дачи; -постоянная времени eKi.i нагрева У1 -и точки пакета; установившаяся томnefiarypa И -и точки пакета; TBKyjuee значение температуры в И -и точке пакета. Каждая точка шихтованного пакета, редставляющего собой неоднородное аниотропное тело с внутренними неравноерно распределенными HCTO4aiKaN4i тепа, характеризуется.своим значением постоянной времени нагрева . Постоянная времени нагрева (охлаждения) любой точки шихтованного пакета не зависит от интенсивности тепловьщелений и опрееляется параметрами теплоотдачи и обей теплоемкостью пакета. Суиюствует однозначная зависимость остоянной времени нагрева (охлахщо- ия) от коэффициента пог еречной теплопроводности Л. Коэффициент поперечрюй теплопроводности Д-2 , в свою очередь, зависит от давления прессовки Р, Следователь1О, по зависимостям ei -- ) и )-i-f(P} эдпоаначно -определяют зависимость постоянной времени нагрева (охлаждения) от давления прессовки Тг - - (р). По величине постоянной времени нагрева (охлаждения) и степени ее изменения определяют величину и степень изменения давле(ия прессовки. В процессе изготовления сердечника для точки 1 (диагностируемой точки) определяют известг1ым способом зависиMOCTbTp(g-j) - f (ЛтДкр/вая А на фиг. 1), Известным способом для данного типа активной стали определяют зависимость коэффициента поперечной теплопроводности в функции давления прессовки Б). На фиг. 1 в момент начала эксплуатации cef)дeчникa статора постоянная времени в диагностируемой точке, например,Трр; (фиг. 1). По кривым А и Б легко определить, что в этом случае давление прессовки равно Р (процедура определения показана на фиг. 1 пунктирными стрелками). В процессе эксплуатации постоянная времени нагрева в диагностируемой точке изменяется и стает, например, Тг р. Этому изменению постоянной времс ни соответствует новое давле 1ие прессовки РТ. (фиг. 1). Таким об1)азом, изменению постоянной времени ев Д ) fp fi диагностируемой точке, равнойТре-i tp р, 5 соответствует одмоонйчпое изменение теплопроводности поперек пакета ДД. а следовательно: соответствует однозна ное изменение давлению прессовки ,-Р,-Ра . Способ проверяют на эксперименталь ной установке, для которой изготовлена часть пакета сердечника на одно вое деление для турбогенератора мощностью 5ОО МВт. На станине 1 гидравлического пресса установлен на вентиля 1шонных распорках 2 шихтованный пакет 3. Стержни обмотки статора моделируются теплоизоляционными имитаторами 4. Вентиляйионные распорки образуют радиальные каналы 5 охлаждения. Прессуюшее усилие через прессующую пластину 6 передается на пакет 3 по программе, заданной экспериментатором, В пакете заложены датчики 7 температуры. Потери в листах 8 пакета 3 задают электрическим способом от источника 9 через ключ 10. Температура в функции, времени фиксируется измери- тельно-вычислительным комплексом 11. На фиг. 4 показана зависимость постоянной времени охлаждения в точках установки датчиков 7 температуры, в функции давления прессовки Р при одних и тех же тепловьшелениях в пакете и по тоянном значении интенсивности охлаждения в. каналах 5 Как видно из представленного графика, при. изменении удел ного, прессующего усилия с 6 .МПа до О постоянная охлаждения увеличивается более чем в 5 раз. Эти результаты подтверждают высокое качество диагностики и практическую реализацию способа. Постоянные времени нагрева или ох- лаждения измеряют в переходных режимах работающей машины. Постоянные времени можно, 1апример, измерять при измерении режима питания обмотки возбуждения ротора турбогенератора, что 246 вызьтает пе юходный тепловой процесс п сердечнике статора. Изобретение позволяет повысить качество диагностики со :тояния прессовки 1Ш1хтованного сердечника электрической машины, а также гфоводить диагностику на работаюч ей машине. Форм у,л а изобретения 1, Способ диагностики cocтo ния прессовки щихтованного сердечника электрической машины, преимущественно турбогенератора, включающий установку датчиков в сердечник и определение давления прессовки, о т л и ч а ю щ и и с я тем, что, с целью повышения качества диагностики, а также проведения ее на работающей машине, устанавливают датчики температуры и определяют постоянные времени нагрева или охла)}ше1гия в переходных тепловых режимах машины и но предварительно полученным данным зависимости давления прессовки от постоянных времени нагрева или охламшения определяют дарление прессовки. 2. Способ по п,1, отличающийся тем, что, постоянные времени нагрева или охлаждения измеряют при изменении режима питания обмотки возбуждения ротора электрической машины. Источники информахши, принятые во внимание при экспертизе 1, Южный Ю, Э. Ремонт сердечников электрических машин, М., Энергия, 1976, с. 36. 2, Блеткин Н. П. и др. Контроль сосояния прессовки активной стали турбоенераторов.-В кн. Пути повышения наежности электрических машин переменого тока. Тезисы докладов и сообщений еспубликанского научно-технического еминара, Киев, 1977, с. 61-63.
О. С.
(Pvt.f
fffl
Фуг.г
