1
Изобретение относится к технологии изготовления сердечников магнитопроводов и может быть использовано в электротехнической промышленности.
Известен способ диагностики прессовки шихтованного сердечника магнитопровода по степени проникновения щупа в шихтованный сердечник l Однако этот способ позволяет оценить качество :прессовки, : без количественной оценки, что делает его малоэффективш 1м.
Наиболее близок к .предлагаемому/ способ диагностики прессовки шихтованного сердечника магнитопровода, включак ший -измерение магнитных характеристик в диагностируемой зоне с помощью aai чиков плотности прессовки - индикаторов магнитной анизотропии - и определение усилия прессовки на основании зависимооти изменения магнитных характеристик от усилия прессовки 21.
Однако данный способ характеризуется недостаточной эффективностью диагностики
прессовки, так как диагностика может производится только на остановленной машине и измерение магнитных характеристик производится с помощью датчиков, устанавливаемых на стяжных присягах сердечника, что позволяет оценить только среднюю величину прессования стали всего сердечника и поэток у не обеспечивает н&обходимой точности диагностики.
Целью изобретения является повышение эффективности диагностики за счет ее проведения на работающей машине и повышения точности определения усилия прессов;ки.
Поставленная цель достигается тем, что экспериментальным путем для диагностируемого сердечника магнитопровода определяют зависимость усилия прессования от величины аксиальной составляющей маг нитвой ИНДУ1ШИИ, измеряют аксиальную составляющую магнитной индукции в соответствующей зоне сердечника и по указанной зависимости определяют усилие прессовки. .
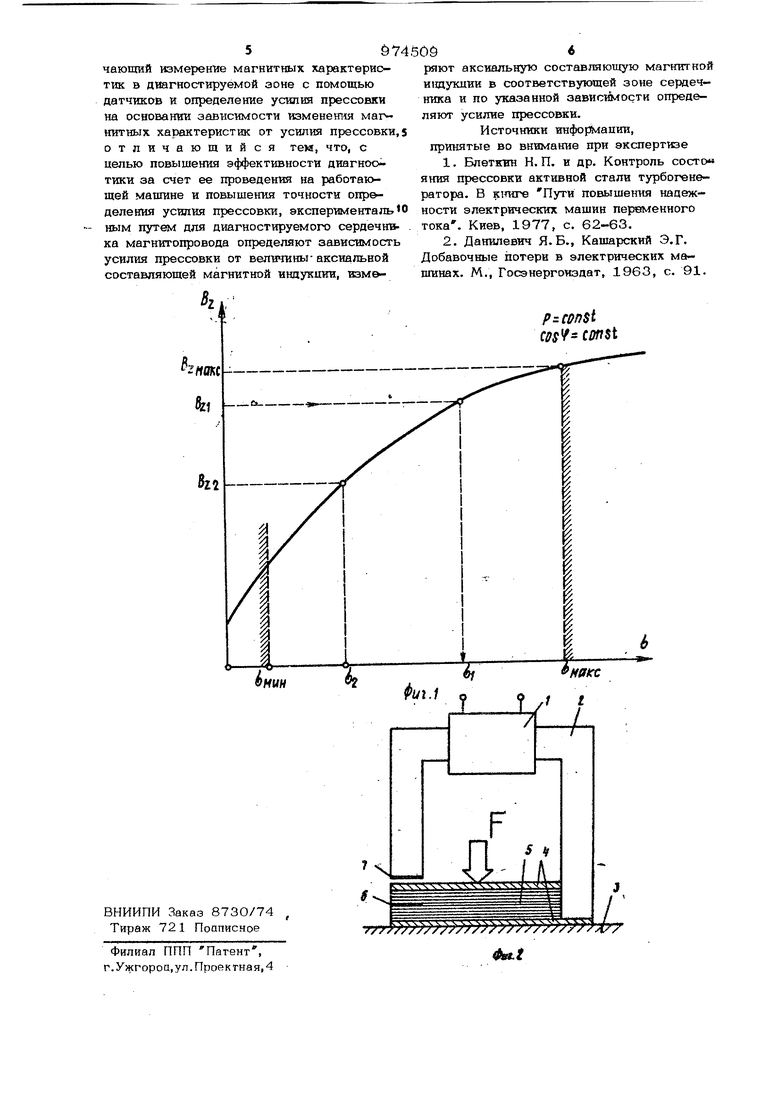
На фиг. 1 представлена зависимость аксиальной составляющей магнитной индукции от усилия прессовки сердечника; на фиг. 2 - установка для определения зависимости усилия прессовки от величги- 5 ны аксиальной составляющей магнитной подукиии.
Установка для определения зависимооти усилия прессовки от величины аксиальной составляющей магнитной индукции О (фиг. 2) состоит из намагничивающей катушки 1, магнитопровода 2, станины 3 пресса, обжимной пластины 4, пакета сердечника 5, датчиков магнитной индукции 6 и 7.
Сущность способа диагностики преосовки шихтованного сердечника магнитопровода заключается в следующем.
Каждая точка шихтованного се ечника, представляющего собой неоднородное 20 анизотропное тело, характеризуется своими значениями магнитной проницаемости по трем взаимоперпендикупяр{1ым осям.
Существует однозначная зависимость между величиной аксиальной составляющеймагнитной индукции в данной точке шихтованного сердечника и магнитной проницаемости сердечника в этом же направлении при заданном значении основного магнитного потока.30
Магнитная проницаемость по аксиальной оси зависит от давления, прессовкиi увеличение которого уменьшаетвоздушные промежутки между отдель,нь1мн сег Ментами электротехнической стали, в35
результате чего увеличивается коэффициент заполнения сталью промеясутка в аксиальном направлении. С помощью Зависимости Bj f ( СГ) (фиг.1) по изменению аксиальной составл5пощей индукций 40 можно судить о степени раслтрессовки сердечника статора.
Способ диагностики прессовки шихто ванного сердечника магнитопровода осуществляется следующим образом:45
На станине 3 гидравлического пресса (фиг. 2) в обжимвых пластинах 4 установлен макет шихтованного сердечника 5. Пресс5гющее усшгае через обжимную пластину 4 передают т пакет 5 по програм- 50 ме, заданной экспериментатором. Магнитный поток в пакете создается при помощи намагкичивакмцей катущки 1 и маг шгголровода 2. Катущка 1 питается от регулируемого источника переменного то- , ка с частотой 5О с . Измерение аксг/1альной составляющей индукции магнит ного поля производится на поверхности пакета (датчик -7) и в глубине его (дат
чик б). При различных значениях прессующего усилия показания датчика 7 поддерживаются неизменными. Аксиальная составляющая индукции магнитного поля в точке установки датчика 6 при изменении удельного прессующего усилия изменяется от О до 16 кг/см .
Очевидно, что для измерения давления прессовки в пакете необходимо знать магнитную индукцию, входящую в пакет (), и в глубине пакета (В 6). Если величина поля на поверхности пакета поддерживается постоянной, тогда в зависимость В-2 (СГ) можно ввести поле в гл5гбине пакета в единицах магнитной индукции. Если же поле на поверхности пакета меняется, то меняется и поле в глубине пакета, однако их отношение для фиксированного давления сохраняется постоянным в достаточно большом диапазоне нагрузки. В частности, как показал анализ результатов исследования осевого магнитного поля на турбогенераторе ТГВ-500 в различных нагрузочных режимах это отношение стабильно при постоянном СО9 и при изменении активной мощности в пределах 0,6-1,0.
На фиг, 2 показано, что датчик поля, входящего в пакет, установлен на поверхности пакета (датчик 7), Однако можно его установить в пакете ш некотором расстоятга от поверх юсти. В этом случае отношение показаний датчиков определяет давление прессовки на участке меду датчиками.
При изгоговлении машины в пакеты активной стали закладываются датчики аксиальной составляющей индукции. В период пуска машины и в эксплуатацш, например в режиме холостого хода при номинальном напряжении или в режиме номинальной нагрузки, измеряют с помощью этих датчжов величины аксиальной соотавляющей индукции, соответствующие давлению прессовки в новой машине. Через некоторое время эксплуатации турбогенератора измерения повторяют в тех ж режимах, получают значения аксиальной составляющей ,02-2 и т.д., по которым определяют изменение давления прессовки в процессе эксплуатации (G , (J/L и т.д.) При достижения давления б,( , турбогенератор подлежит ремонту.
Изобретение позволяет повысить эффективность диаг1 остдаси прессовки шихтовавных сердечников магнитопровода. Формула изобретения Способ диагностики прессовки шихтованного сердечника магнитопровода, включающий HSMepeHTie магнитных характеристик в диагностируемой зоне с помощью датчтшов и определение усилия прессовки на основании зависимости изменетта маг нитных характеристик от усилия прессовки отличающийся тем, что, с целью повышения эффективности диагнос. тики за счет ее проведентет на работающей машине и повышения точности опр&деления усилия прессовки, эксперименталь ным путем для диагностируемого сердечнв ка магнитопровода определяют зависимост усилия прессовки от величины- аксиальной составляющей магнитной индукции, измеряют аксиальную составляющую магнитной ивдукдии в соответствующей зоне сердечника и по указанной завистб ости определяют усилие прессовки. Источники информации, принятые во внимание при экспертизе 1.Блетквн Н. П. и др. Контроль состо« яНИН прессовки активной стали турбогенератора. В icinme Пути повышения надежности электрических машин переменного тока . Киев, 1977, с. 62-63. 2.Данилевич Я. Б., Кашарский Э.Г. Добавочные потери в электрических машинах. М., Госэнергонздат, 1963, с. 91. p-con$i cffsV- con Si

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диагностики прессовки шихтованного сердечника магнитопровода | 1988 |
|
SU1582283A1 |
| Способ диагностики состояния прессовки шихтованного сердечника электрической машины | 1980 |
|
SU1001324A1 |
| Способ диагностики состояния прессовки магнитопровода статора с обмоткой | 1989 |
|
SU1728935A1 |
| Способ диагностики состояния прессовки магнитопровода статора с обмоткой | 1989 |
|
SU1728934A1 |
| Способ диагностики прессовки шихтованного сердечника магнитопровода | 1980 |
|
SU955383A1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| Устройство для определения зависимости удельных потерь в шихтованном магнитопроводе от давления прессования | 1982 |
|
SU1065790A1 |
| Статор электрической машины переменного тока | 1979 |
|
SU855866A1 |
| Статор электрической машины и способ диагностики состояния прессовки зубцов сердечника статора | 1984 |
|
SU1205235A1 |
| Способ прессовки магнитопровода электрической машины | 1983 |
|
SU1108569A1 |
