(S) ИНДУКЦИОННАЯ УСТАНОВКА ПОВЫШЕННОЙ
1
Изобретение относится к электротехнике, в частности к устройствам для индукционной варки оптического стекла и может быть использовано в оптическом производстве.
Известны индукционные установки повышенной частоты, содержащие несколько индукторов с индивидуальными источниками питания и систему регулирования температуры в каждом индукторе, которые могут быть применены для непрерывной варки стекла, сквозного нагрева металла и др. целей 1 3.
Недостатком таких установок является сложность конструкции, большие габариты и производственные площади, ;большая установленная мощность электрооборудования и взаимное влияние отдельных контуров друг на.друга, что снижает точность регулирования температуры.
Известны также индукционные устаЛовки, содержащие несколько колебаЧАСТОТЫ
тельных индуктивно-емкостных конту- ров, резонансные частоты которых отличаются друг от друга, один источник питания - статический преобразователь частоты, снабженный инвертором, содержащим несколько вентильных полумостов с блоком широтно-импульсной модуляции. Установка работает в режиме широтно-импульсной модуляции тока нагрузки таким образом, что масть периода модуляции напряжения подается на один индуктор, а остальную на другой. Регулирование мощности производится изменением продолжительности включения инвертора на данную нагрузку 2 . Недостаток указанных устройств состоит в сложности конструкции преобразователя частоты, невозможности применения серийно выпускаемых преобразователей для питания нескольких нагрузок с независимым регулированием мощности. К|эоме того, дискретная подача мощности в каждую нагрузку снижает точность регулирования температуры расплава в результате того, что при отключении мощности расплав остывает, а при включении нагревается и даже при весьма точном поддержании среднего значения температуры максимальные отклонения мгновенных значений достигают значительной величины. Это снижает качество продукции. В частности при варке оптического стекла ухудшается его качество и снижается стойкость тигля вследствие повышенного растворения платины при повышенных значениях температуры. Ди-15 намические механические нагрузки, 1 возникающие при коммутации мощности в индукторе, деформируют тигель и также снижают его стойкость. Наиболее близкой по технической сущности к предлагаемому является ин дукционная установка повышенной част ты, содержащая статический преобразователь частоты с управляемыми выпрямителем и инвертором, снабженным на выходе компенсирующим конденсатором, параллельно которому включены три последовательно соединенных пара лельных колебательных контура, снабженных датчиками температуры, выход первого из которых соединен с первым входом первого блока сравнения, подключенного вторым входом к задатчику температуры, а выходом - к первому входу бторого блока сравнения, второ
вход которого соединен с задатчиком напряжения, а выход через блок управления - с управляющим входом выпрямителя, выход датчика температуры третьего контура соединен с первым входом третьего блока сравнения, второй вход которого связан с вторым задатчиком температуры, а выход - с первым входом четвертого блока сравнения, подключенного вторым входом к задатчику напряжения, и регулятор фазы, связанный через задающий генератор и формирователь иипульсов с управляющими входами инвертора С 3 . Недостаток этого устройства заключается в невозможности плавного и независимого автоматического регулирования мощности в каждой зоне трехзонного индуктора, так как две зоны индуктора объедине 1Ы в один колебательный $5
контур и мощность в двух зонах регулируется одновременно. Это приводит к тому, что при необходимости создания
различных температурных условий в этих зонах применяется дискретное управление при помощи мощных силовых коммутаторов, также ухудшается точность поддержания температуры в одной из зон индуктора, что снижает качеств во нагрева. Например, при непрерывной варке стекла в 3-х тигельной платиновой системе температура в первом и
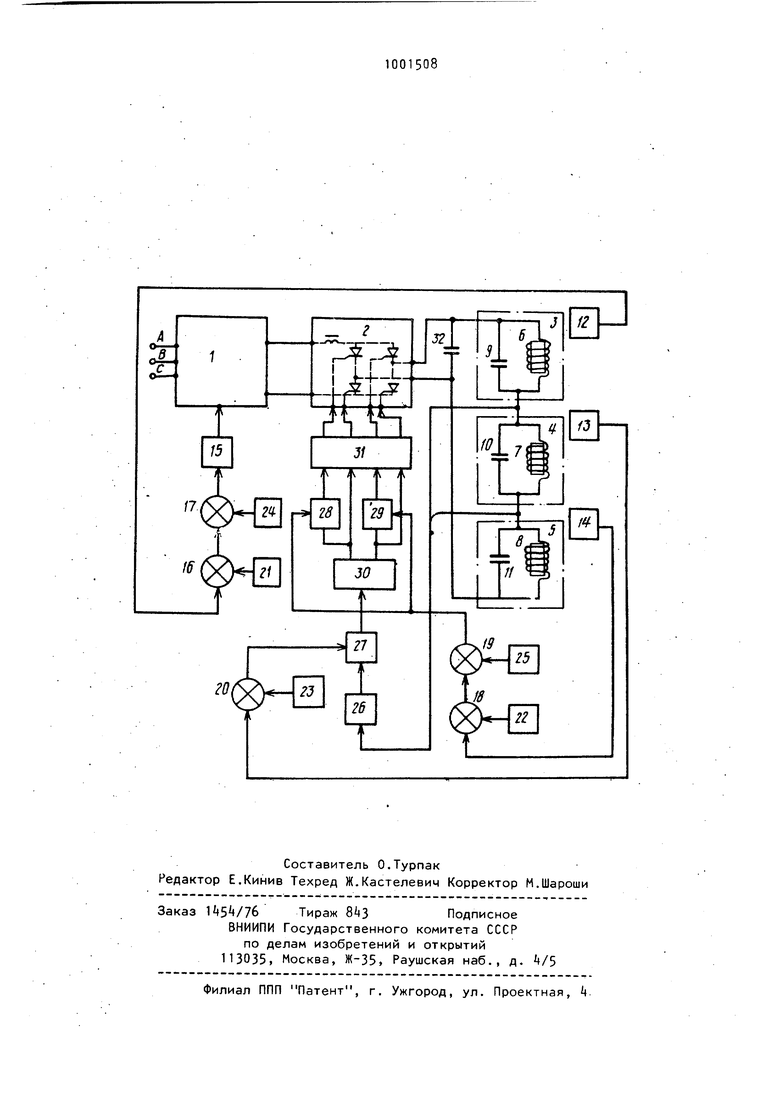
третьем тиглях поддерживается с точностью до ±1°С, а во втором тигле, включенном последовательно с третьим в один колебательный контур колебания температуры достигают ±5°С, что прирои вход которого соединен с задатчиком напряжения, а выход через блок управления - с управляющим входом выпрямителя , выход датчика температуры третьего контура соединен с первым входом третьего блока сравнения, второй вход которого связан со вторым задатчиком температуры, а выход - с первым входом четвертого блока сравнения, подключенного вторым входом к задатчику напряжения, и регулятор фазы, связанный через задающий генератор и формирователь импульсов с управляющими входами инвертора, снабжена тремя управляемыми линиями задержки и пятым блоком сравнения, связанным одним входом с третьим задатчиком температуры, вторым входом с ;датчиком температуры второго кондом первой линии задержки, включенной между регулятором фазы, подключенным входом1К второму контуру, и задающим водит к ухудшению качества стекла вследствие повышенного растворения платины и снижает стойкость тигля. Цель изобретения - повышение точности раздельного регулирования температуры в контурах. Для достижения указанной цели индукционная установка повышенной частоты, содержащая статический преобразователь частоты с управляемыми выпрямителем и инвертором, снабженным на выходе компенсирующим конденсатором, параллельно которому включены три последовательно соединенных параллельных колебательных контура, снаб;Женных датчиками температуры, выход первого из которых соединен с первым входом первого блока сравнения, подключенного вторым входом к за атчику температуры, а выходом - к первому входу второго блока сравнения, втотура, а выходом - с управляющим вхогенератором, два выхода которого co-j единены с входами формирователя непосредственно, а два других - через вторую и третью линии задержки, управ ляющие входы которых подключены к вы ходу четвертого блока сравнения. На чертеже изображена блок-схема установки. Установка содержит статический преобразователь частоты из управляемого выпрямителя 1 и управляемого инвер тора 2, три колебательных сонтура 3-5 образованные тремя индукционными катуш ками 6-8, и тремя конденсаторами 9-11 три датчика температуры 12-1 А, блок 15 управления выпрямителем пять элементов 16-20 сравнения, три згадатчика 21-23 температуры, два задатчика Zk и 25 напряжения, регулятор 2б фазы, три управляемые линии 27-29-задержки, задающий генератор 30, -х канальный формирователь 31 импульсов и компенсирующий конденсатор 32. Установка работает следующим образом. Выпрямитель 1 преобразует перемен ное входное напряжение сети в постоянное напряжение на выходе, которое инвертор 2 преобразует в переменное высокочастотное напряжение, выделяющееся на компенсирующем конденсаторе 32. Она распределяется между тремя резонансными контурами , которые имеют различные резонансные частоты, и опреледеляются величиной емкости конденсаторов 9-11. Резонансная частота контура 3 выбирается на 5-10% ниже резонансной частоты контура k, а резонансная частота контура 5 на траивается на третью, пятую или другую более высокую нечетную гармонику выходного тока инвертора, имеющего прямоугольную форму. Величина . напряжения на конденсаторе 32 и последовательной резонансной цепочке регулируется выпрямителем 1 с помощью блока 15 управления и задатчик 2 напряжения. Распределение напряжений между третьим и четвертым контурами осуществляется изменением час тоты следования управляющих импульсо инвертора. Причем если один конт-ур входит в резонанс, то другой выходит из него, вследствие чего напряжение на одном контуре растет, а на другом падает. Регулирование напряжения пятого контура осуществляется изменени ем формы выходного тока инвертора. воздействующего на амплитуду высшей гармоники. Форма выходного тока инвертора зависит от фазового сдвига управляющих импульсов тиристоров анодной группы относительно импульсов катодной группы и определяется управляемыми линиями задержки. Фазовый сдвиг импульсов, а .соответственно и напряжение на контуре 5 задаетсяязадатчиком 25 напряжения. Регулятор фазы задает частоту генерации управляющих импульсов задающего генератора 30, а также их фазу относительно резонанса контура f. Линия 27 задержки позволяет менять фазу сигнала, вырабатываемого регулятором фазы и изменить частоту следования управляющих импульсов. Датчики температуры 12-Н вырабатывают сигналы, пропорциональные температурам.соответствующих тиглей, которые сравниваются элементами 17-20 сравнения с сигналами задатчиков 21-23 температуры. Технологический процесс непрерывной варки оптического стекла производится круглосуточно в течение 3060 сут,в платиновых тиглях, нагреваемых индукционнымикатушками. В тигель контура 3 постоянно поступает шихта и расплавляется в нем. Расплав стекла постоянно перетекает в тигель контура 4, из него в тигель контура 5. и далее на выход готовой продукции. В каждом тигле поддерживается строго определенная температура изменением мощности. При этом контуры 3 и потребляют приблизительно равную мощность, а контур 5 - на порядок меньше. Первоначальное значение напряжений каждого контура определяется уровнями сигналов, вырабатывающих задатчиками 2k и 25 напряжения, регулятором 2б фазы, а также подбором емкости конденйаторов 9-11. По мере нагрева тиглей на выходе датчиков 12-1 появляются сигналы, пропорциональные температуре расплава стекла. По достижении температуры тигляконтура 3 заданной величины, определяемой уставкой задатчика 21 температуры, на выходе элемента 16 сравнения появляется сигнал, который через элемент 17 сравнения воздействует на напряжение управления блока 15 управления выпрямителя, вырабатываемое задатчиком 2k напряжения. При этом напряжение на выходе выпрямителя 1 уменьшается и поддерживается
на уровне, соответствующем заданной температуре тигля Зто контура. По достижении температуры тигля Ц-го контура заданной величины, определяемой уставкой задатчика 22 температуры на .выходе элемента 20 сравнения появляется сигнал, величина которого определяет величину задержки, создаваемую первой управляемой линией 27 задержки, которая уменьшает частоту импульсов задающего генератора 30. При этом контур k отдаляетсяi от резонанса и напряжение на нем падает, а контур 3 приближается к резонансу и напряжение на нем растет, что приводит к некоторому росту температуры его тигля. С уменьшением напряжения выпрямителя падает температура тигля контура . Это приводит к увеличению 4acTOtN задающего генератора 30 и возрастанию .напряжения на контуре .
Таким образом, распределение мощности между контурами 3 и контуром регулируется изменением величины напряжения выпрямителя и частоты инвертора. По достижении температуры тигля К(5н.тура 5 величины, определяемой уставкой задатчика 22 температуры, на выходе элемента 18 сравнения, появляется сигнал, который увеличивает напряжение задержки 28 и 29 и саму задержку. В форме тока нагрузки пауза увеличивается, а амплитуда высшей гармоники, на которую настроен контур, уменьшается и поддерживается на заданном уровне.
Таким.образом, используя один преобразователь, можно плавно регулировать мощность во всех трех контурах и поддерживать с большой томностью температуру расплава стекла на заданном уровне.
В предлагаемой установке с плавным регулированием мощности в каждом контуре высокая стойкость тиглей позволяет довести срок непрерывной работы до 2-3 месяцев, а ее производительность повысить в 1,3-1,5 раза. Редкие остановки на ремонт, а также высокая точность стабилизации температуры расплава стекла в каждой зоне приводят к снижению в 1,2 раза брака выпускаемой продукции и повышению в 1,3 1,5 раза Производительности труда.
Формула изобретения Индукционнаяустановка повышенной частоты,содержащая статический преобразователь частоты с управляемыми выпрямителем и инвертором,снабженным на выходе компенсирующим конденсатором, параллельно которому включены три последовательно соединенных параллельных колебательных контура,снабженных датчиками температуры, выход первого из которых соединен с первым входом первого блока сравнения, подключенного вторым входом к задатчику температуры, а выходом - к первому входу второго блока сравнения, второй вход которого соединен с задатчиком напряжения, а выход через блок управления - с управляющим входом выпрямителя, выход датчика температуры третьго контура соединен .с первым входом третьего блока сравнения, второй вход которого связан с вторым задатчиком температуры, а выход - с первым входом четвертого блока сравнения, подключенного вторым входом к задатчику напряжения, и регулятор фазы, свя.Данный через задающий генератор и формирователь импульсов с управляющими входами инвертора, отличающаяся тем, что, с целью повышения точности раздельного регулировани температуры в контурах, установка снабжена тремя управляемыми линиями задержки и пятым блоком сравнения, связанным одним входом с третьим за-, датчиком температуры, вторым входом с датчиком температуры второго контура, а выходом - с управляющим входо первой линии задержки, включенной между регулятором фазы, подключенным входом к второму контуру, и .задающим генератором, два выхода которого соединены с входами формирователя непосредственно, а два других - через вторую и третью линию задержки, управляющие входы которых подключены к выходу четвертого блока сравнения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 813825, кл. Н 05 В 6/06, 1979.
2.Тезисы докладов |М Всесоюзной научно-технической конференции Применение в технологических процессах машиностроительного производства, полупроводниковых преобразователей частоты, Уфа, 1980.
3.Авторское свидетельство СССР по заявке № 298528/07,
кл. Н 05 В 6/06, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка повышенной частоты для непрерывной варки оптического стекла | 1980 |
|
SU955525A1 |
| Система автоматического управления режимом варки оптического стекла в ванной печи | 1982 |
|
SU1071582A1 |
| Индукционная плавильная установка | 1983 |
|
SU1145494A1 |
| Двухзонная установка для индукционного нагрева | 1983 |
|
SU1092758A1 |
| Установка для индукционного нагрева металла | 1986 |
|
SU1403389A1 |
| Многозонная индукционная нагревательная установка | 1983 |
|
SU1153397A1 |
| ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ С АВТОНОМНЫМ ИНДУКТОРОМ | 2005 |
|
RU2291548C1 |
| Установка для индукционного нагрева металла | 1977 |
|
SU661854A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДЛЯ ИНВЕРТОРА НАПРЯЖЕНИЯ | 2000 |
|
RU2183379C1 |
| Способ управления инвертором, нагруженным на два последовательно включенных колебательных контура | 1980 |
|
SU921039A1 |