(5) СПОСОБ НАГРЕВА КРУПНОГАБАРИТНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ СВАРНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка утилизации тепла | 1989 |
|
SU1828988A1 |
| ТЕПЛОГЕНЕРАТОР И СИСТЕМЫ ТЕПЛОСНАБЖЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2198350C2 |
| Установка для термообработки крупногабаритных аппаратов | 1982 |
|
SU1141760A1 |
| СПОСОБ ВНЕПЕЧНОЙ ТЕРМООБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270874C1 |
| ВОЗДУХОНАГРЕВАТЕЛЬ СМЕСИТЕЛЬНОГО ТИПА. ГАЗОВЫЙ ТЕПЛОГЕНЕРАТОР | 2014 |
|
RU2585331C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЕМКОСТЕЙ | 1972 |
|
SU344005A1 |
| УНИВЕРСАЛЬНЫЙ РОМБИЧЕСКИЙ АППАРАТ ВОДНО-ВОЗДУШНЫЙ (УРА - ВВ) | 1998 |
|
RU2149323C1 |
| Теплогенераторная установка с теплогенератором и бункером непрерывной подачи топлива, реализующие способ сжигания древесных отходов | 2018 |
|
RU2702066C1 |
| Установка каталитического получения бензина из углеводородного сырья | 1990 |
|
SU1806171A3 |
| ТЕПЛОГЕНЕРАТОР | 1993 |
|
RU2079776C1 |
1
Изобретение относится к технике |ИЗготовления химической и нефтяной аппаратуры а также полых металлических сварных изделий, работающих под давлением и требующих объемного нагрева при различных видах термической обработки.
Известен способ нагрева длинномерных сосудов, включающий передачу тепла продуктов сгорания топлива направленным потоком ,с регулируемой температурой, распределяемым вдоль перфорированной, трубы tUОднако для сосудов большого диамет ра такой способ неприемлем, так как отсутствие направленной циркуляции продуктов сгорания топлива сосуда не обеспечивает равномерного нагрева его. Кроме того, строго соосное размещение горелок для сжигания топлива внутри сосуда, подача к ним топлива и регу лирование работы горелок с большими технологическими трудностями.
Наиболее близким к изобретению по технической сущности является способ термической обработки емкостей,включающий нагрев изнутри, когда нагрев стенок производят перемещением через емкость продуктов сгорания, топлива из теплогенератора и удаление их через трубы, присоединенные к выходному отверстию емкости вентиляторами и дымососами 2.
10
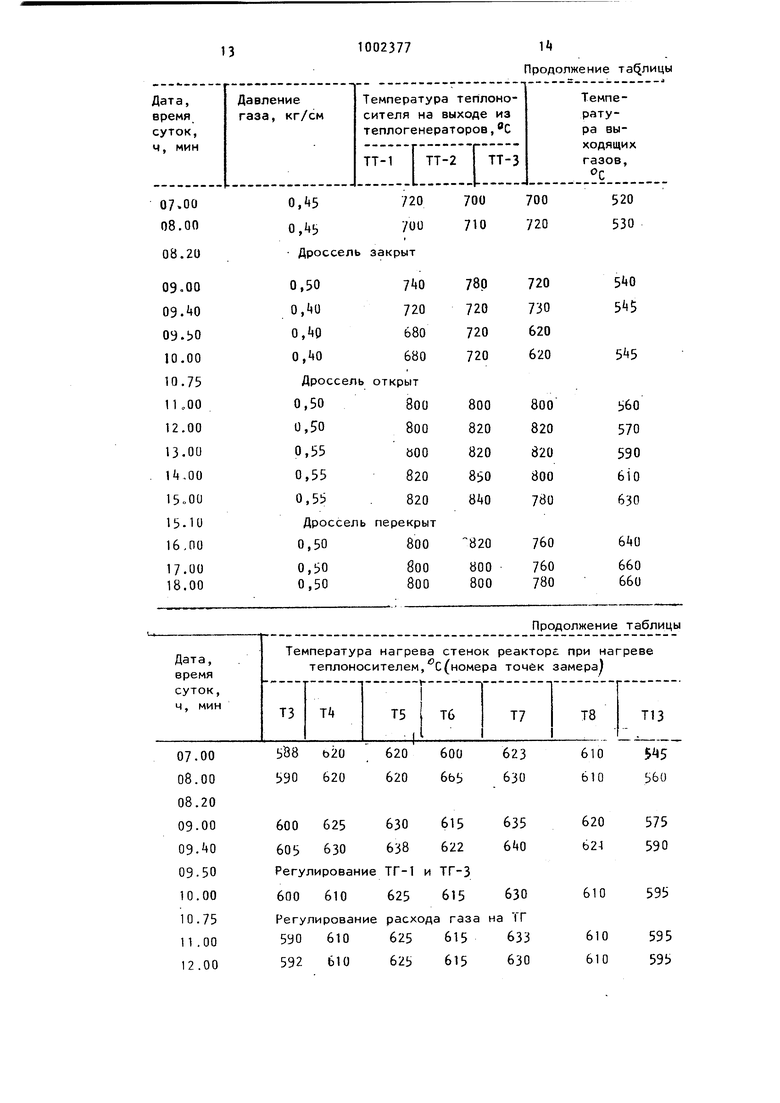
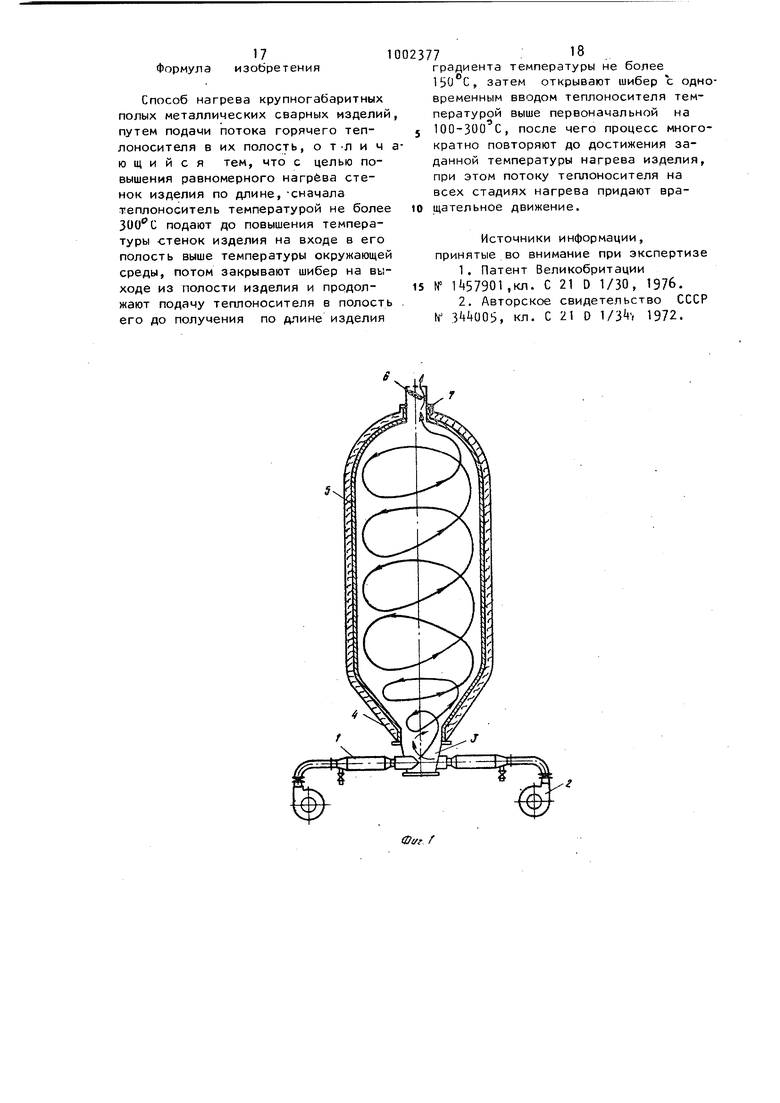
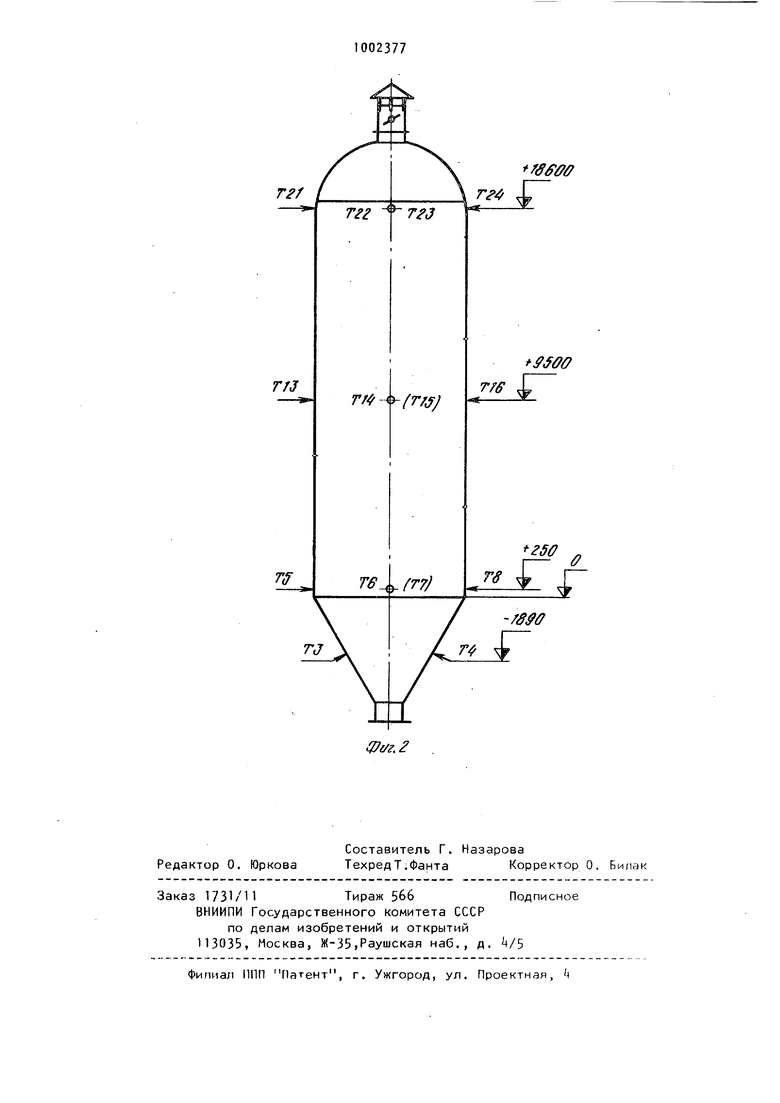
Недостатками этого способа является неравномерность пагрева изделия по длине, получающаяся из-за того, что при вводе продуктов сгорания топлива с большой ско15ростью во входное отверстие , значительно меньшее внутреннего диаметра сосуда и удалении их за счет разряжения, создаваемого при этом 2 способе вентиляторами или дымососами на выходе из сосуда, в центре его в направлении от теплогенератора к выходному отверстию создается узконаправленный поток продуктов сгорания с ограниченной циркуляцией в направлении, перпендикулярном его движению. При этом неизбежно значительное опережение роста температуры в нижних частях сосуда, прилегающих к входному отверстию. В то же время равномерность нагрева с перепадом не более на метр длины- основное условие предупрежде ния деформаций изделий. Способ имеет ограничение в приме нении. Он применим только для вер тикального положения сосуда. При горизонтальном положении сосуда обязательно будет существовать разница температур между верхними и нижними точками вертикального диаме ра сосуда по всей его длине, что вызывает дополнительные напряжения в сварной конструкции. В связи с интенсивным отсосом те лоносителя из сосуда вентиляторами или дымососами и при наличии ограниченной циркуляции потока теплоно сителя в направлении, перпендикуляр ном его движению, чтобы обеспечить равномерность нагрева сосуда по дли не необходимо стремиться к уменьшег нию разности температур потока на в де и выходе, а это значит, что выбр сывать теплоноситель наружу придется с более высокой температурой, т.е. этим снижается КПД использования тепла. Целью изобретения является повышение равномерности нагрева стенок изделия. Цель достигается тем, что по способу нагрева крупногабаритных полых металлических свэрных изделий путем подачи горячего теплоносителя в их п лость, сначала теплоноситель с температурой не более подают до повышения температуры стенок изделия на входе в его полость выше температуры окружающей среды, потом закрывают шибер на выходе из полости изделия и продолжают подачу те лоносителя в полость его до получения по длине изделия градиента температуры не более , затем открывают шибер с одновременным вводом теплоносителя с температурой выше первоначальной на 100-300 С, после чего процесс многократно повторяют до достижения заданной температуры нагрева -лзделия, при этом потоку теп поносителя на всех стадиях нагрева придают вращательное движение. На фиг. 1 изображена схема ус- тановки для реализации предлагаемого способа; на фиг. 2 - схема размещения термопар. Способ осуществляют следующим образом. В теплогенераторе 1 сжигается тбпливо (в качестве теплогенератора могут применяться различные топливосжигающие устройства, обеспечивающие полное сжигание газообразного, жидкого топлива или их смеси Продукты сгорания топлива разбавляются воздухом воздуходувки 2 до температуры, не превышающей температуру отенки сосуда в месте ввода теплоносителя более чем на из условия исключения возникновения напряжений от нагрева и подаются в преобразователь потока 3, присоединенный к входному штуцеру k нагреваемого аппарата 5 где потоку теплоносителя одновременно с поступательным придается вращательное движение по касательной к образующей изделия. Заслонка дросселя 6, установленного на выходном штуцере 7 открыта, теплоноситель свободно выходит из аппарата. После замедления или прекращения роста температуры стенок аппарата в месте ввода теплоносителя прекращают выброс теплоносителя из аппарата, перекрывая заслонкой 6 выходное отверстие 7 аппарата. В результате создается замкнутый вращающийся объем теплоносителя с, возрастающим давлением, конкретная величина которого определяется габаритами нагреваемого изделия.независимо от его объема. При этом происходит рост температуры в направлении к выходному отверстию аппарата. После уменьшения градиента температуры между противоположными концами аппарата до 100-1 (из условий вида термообработки) повышают температуру вводимого в аппарат теплоносителя, открывают заслонку дросселя 6, за счет чего происходит дальнейшее повышение температуры стенок аппарата в месте ввода, затем по достих.ении температурных условий, описанных выше, повторяется перекрытие выброса теплоносителя.Этот процесс производится до достижения стенками аппарата заданной температур н;)грева.
При описанном способе нагрева вращательное движение теплоноси теля обеспечивает равномерность температуры по диаметру изделия в любом его сечении, а периодические прекращения при этом выбросе.его из аппарата обеспечивают выравнивание температуры по длине аппарата.
Пример осуществления способа. Нагревают аппараты габаритами: высота 27 м, наружный диаметр м, толщина стенки ij2 мм из стали 16ГС. После сварки аппараты устанавливают вертикально. На поверхности на|- реваемого аппарата закрепляют 1 термопар для снятия показаний температуры нагрева в различных точках поверхности. Наружную поверхность нагреваемого аппарата покрывают теплоизоляцией толщиндй 150
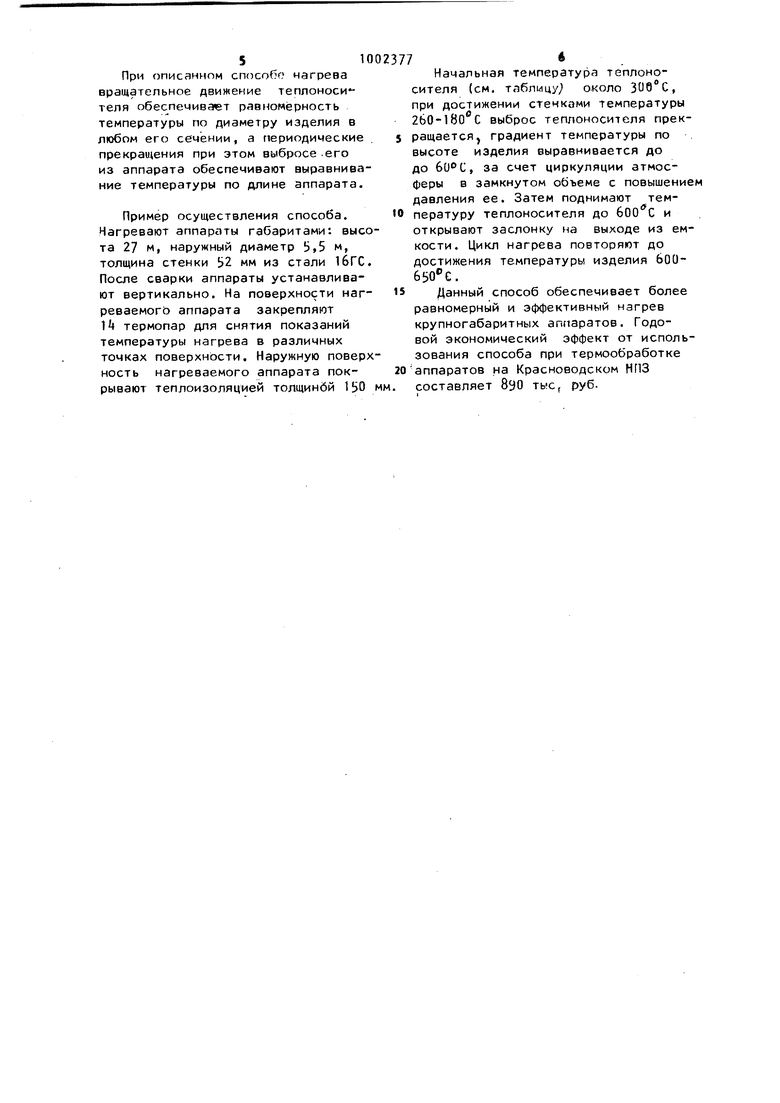
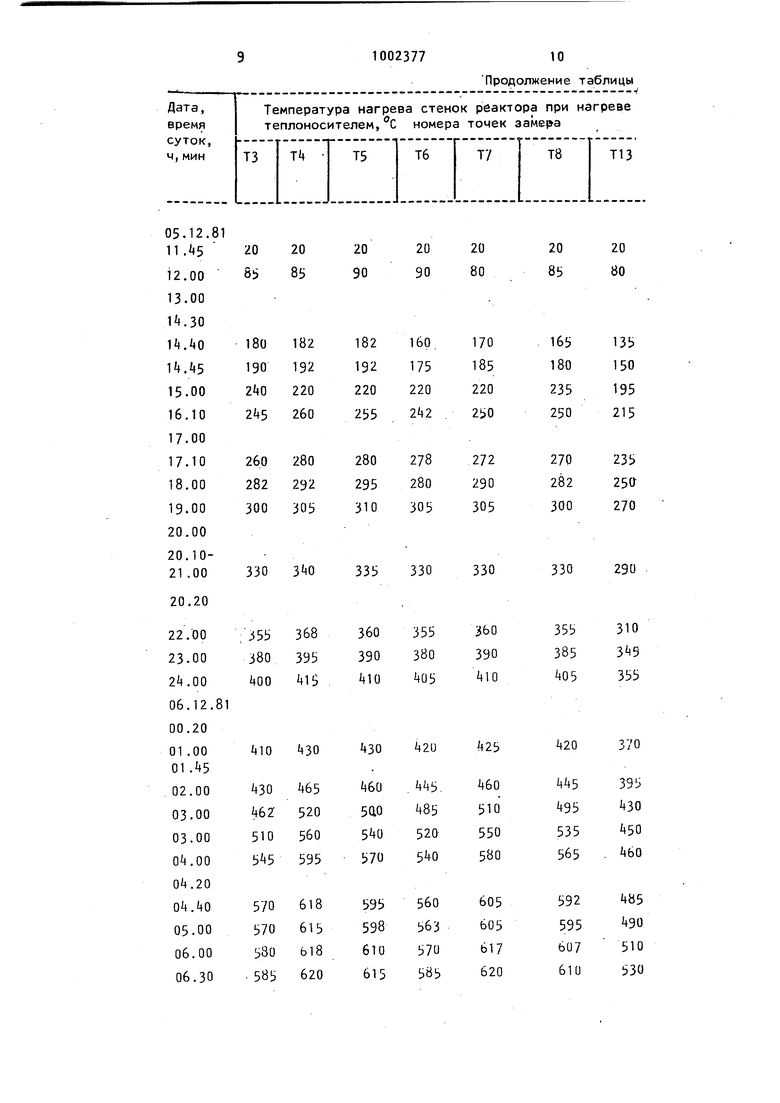
Начальная температура теплоносителя (см. таблицу около 306°С, при достижении стенками температуры 260-180 С выброс теплоносителя прекращается, градиент температуры по высоте изделия выравнивается до до , за счет циркуляции атмосферы в замкнутом объеме с повышение давления ее. Затем поднимают температуру теплоносителя до и открывают заслонку на выходе из емкости. Цикл нагрева повторяют до достижения температуры изделия 6006 50 С.
Данный способ обеспечивает более равномерный и эффективный нагрев крупногабаритных аппаратов. Годовой экономический эффект от использования способа при термообработке аппаратов на Красноводском НПЗ составляет 890 тыс, руб.
710023778
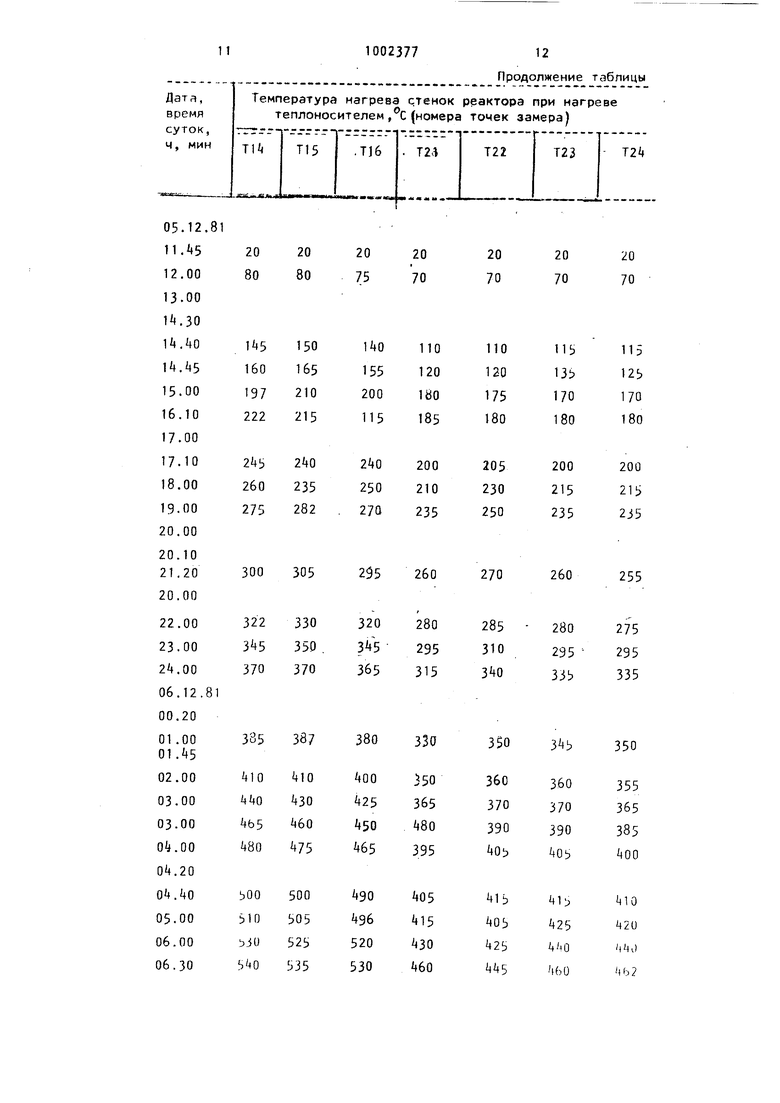
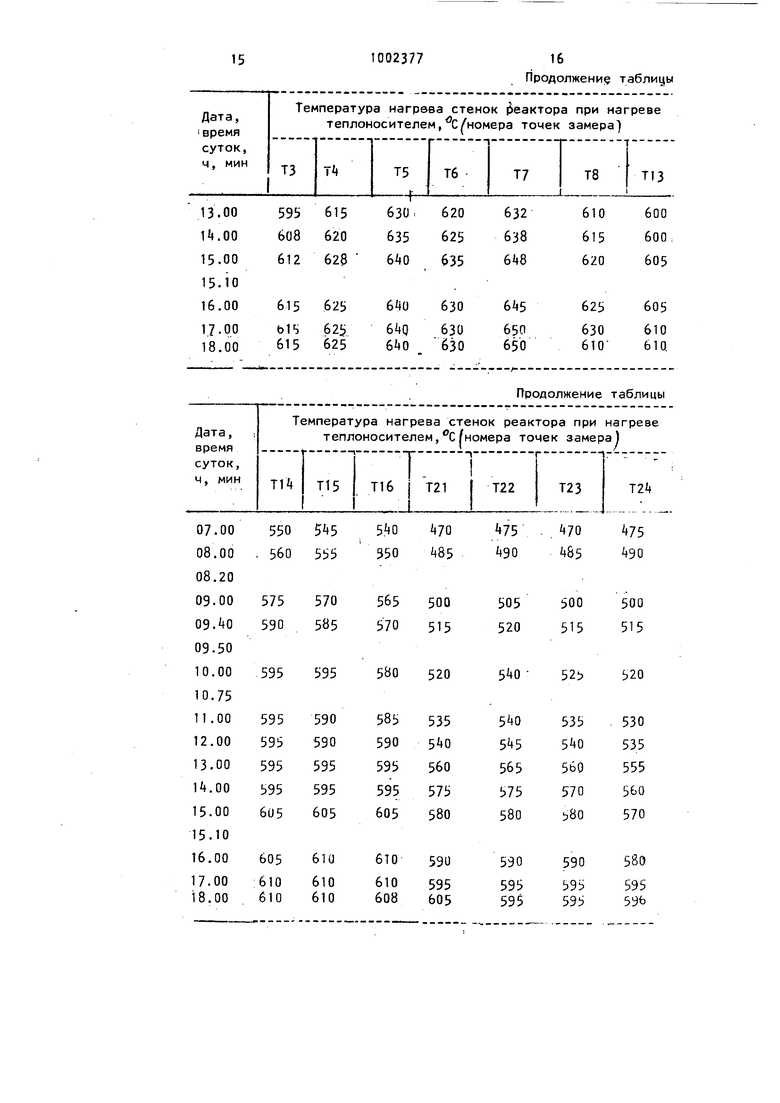
Режим объемной термообработки реактора УЗК-3 Красноводского НПЗ (Время Волгоградское)
100237710
Продолжение таблицы
Продолжение таблицы
13
Ц
1002377
Продолжение таблицы
15
1002377
16 Продолжени| таблицы Формула изобретения Способ нагрева крупногабаритных полых металлических сварных изделий путем подачи потока горячего теплоносителя в их полость, о т .л и ч ю щ и и с я тем, что с целью повышения равномерного нагрева стенок изделия по длине, -сначала теплоноситель температурой не более подают до повышения температуры стенок изделия на входе в его полость выше температуры окружающей среды, потом закрывают шибер на выходе из полости изделия и продолжают подачу теплоносителя в полость его до получения по длине изделия
718 градиента температуры не более 150 С, затем открывают шибер с одно временным вводом теплоносителя темвыше первоначальной на пературои 100-300 С, после чего процесс многократно повторяют до достижения заданной температуры нагрева изделия, при этом потоку теплоносителя на всех стадиях нагрева придают вращательное движение. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритации W 1 157901,кл. С 21 D 1/30, 1976. 2.Авторское свидетельство СССР N , кл. С 21 D 1972.
Г/J
f ffffff
ф1/г,2
