(5) УСТРОЙСТВ КОНТРОЛЯ СТЕПЕНИ ЗАТУПЛЕНИЯ
1
Изобретение относится к средствам контроля в машиностроении и может быть применено для повышения качества и производительности изделий любой отрасли машиностроения.
По основному авт.св. № 9б3805 известно устройство контроля степени затупления режущего инструмента содержащее датчик вибраций, уси-. литель, низкочастотный и высокочастотный фильтры, амплитудные детекторы, переключатели, двухпозиционный ключ, интегратор, компаратор, источник напряжения, делители напряжения, триггер, блок управления, генератор импульсов,ключ,счетчик,, блок цифрового отсчета, дешифраторы, усилитель-ограничитель и пороговый элемент t1 J.
Недостатком этого устройства является низкая точность контроля резьбонарезающих гребенок.
Цель изобретения - повышение точности контроля. РЕЖУЩЕГО ИНСТРУМЕНТА
Для достижения поставленной цели устройство снабжено дополнител| ными ключом на три входа, счётчиком импульсов, триггером с раздельными входами, схемой сравнения кодов и регистратором, выход основного триггера подключен к входу дополнительного триггера и к одному из входов
дополнительного ключа, второй вход
10 которого связан с выходом генератора импульсов, а третьи, входы основного и дополнительного ключей подсое динены соответственно к единичному и к нулевому выходам дополнительного
)5 триггера, выход дополнительного ключа соединен через один из входов дополнительного счетчика импульсов с одним из входов схемы сравнения кодов, второй вход которой связан с вы20ходом основного счетчика импульсов, и выход соединен с регистратором, а сбросовые входы основного и дополнительного счетчиков импульсов и схемы
сравнения кодов подключены к выходу блока управления.
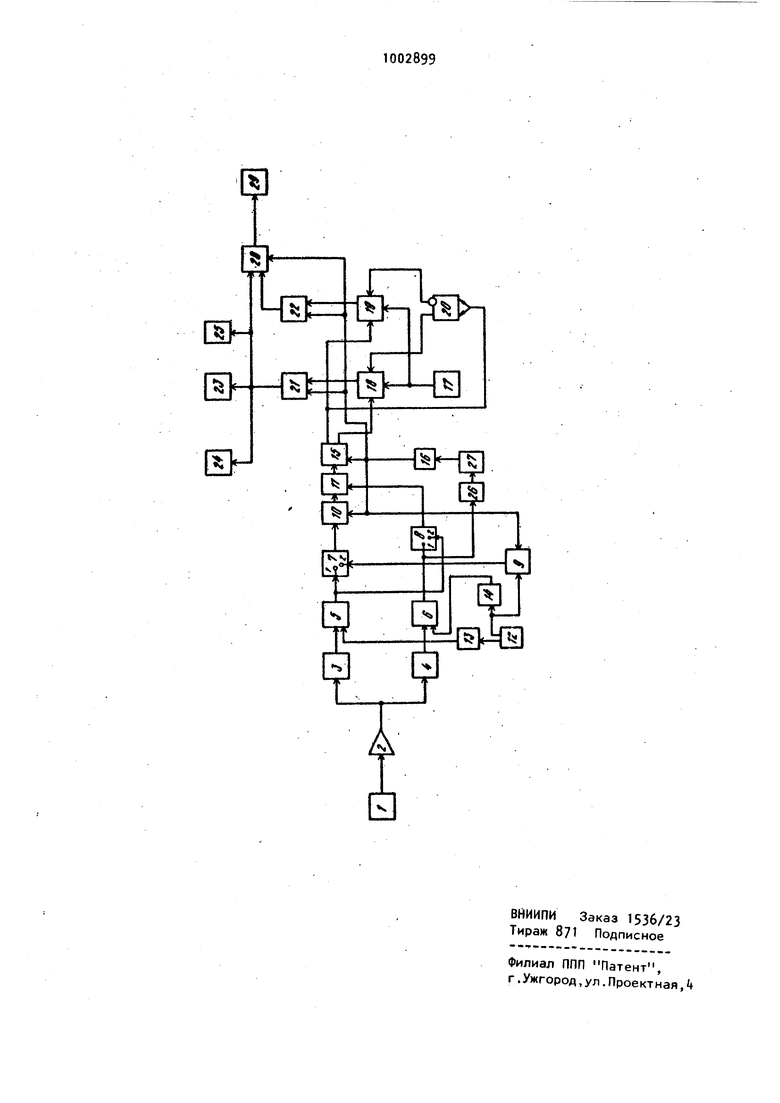
На чертеже представлена блок-схема устройства.
Устройство контроля степени затупления режущего инструмента содержит датчик 1 вибрации, усилитель 2, низкочастотный 3 и высокочастотный фильтры, амплитудные детекторы 5 и 6 переключатели , двухпозиционный ключ 9, интегратор 10, компаратор 11. источник 12 напряжения, делители 13 и Ц напряжения, триггер 15, блок 16 управления, генератор 17 импульсов, ключи 18 и 19, триггер 20, счетчики 21 и 22 импульсов, блок 23 цифрового отсчета, дешифраторы .Д и 25, усилитель-ограничитель 2б, пороговый элемент 9.7, схему 28 сравнения кодов и регистратор 29, причем выход датчика 1 вибрации через усилитель 2 и два параллельно соединенные фильтра 3 и Л подключены к первым входам амплитудных детекторов 5 и 6 соответствующих каналов, а к вторым их входам через делитель 13 и k напряжения соответствующих каналов подсоединен источник 12 напряжения смещения, а выходы детекторов 3 и 6 подсоединены соответственно к первым входам переключателей 7 и 8, второй вход переключателя 8 соединен с первым входом переключателя 7, а вход усилителя-ограничителя 2б подключен к выходу амплитудного детектора 6, а выход через пороговый элемент 27 подсоединен к входу блока 16 управления, второй вход переключателя 7 через двухпозиционный ключ 9, управляющий вход которого подключен к выходу блока 16 управления, подсоединен к выходу источника 12 напряжения смещения, а выход блока 16 управления присоединен к интегратору 10, цепи сброса счетчиков 21 и 22 и схемы 28 сравнения кодов и к установочному входу триггера 15, сбросовый вход которого подключен через компаратор 11, интегратор 10 к выходу переключателя 7, и выход переключателя 8 соединен с вторым входом компаратора 11, а выходы триггера 15 через ключи 18 и 19, вторые входы которых соединены с генератором 17 импульсов, подключены к счетчикам 21 и 22, выход счетчика 21 гвязан с блоком 23 цифрового отсчета двумя дешифраторами 2k и 25 и вторым входом схемы 28 сравнения кодов, первый вход которо0028994
го связан с выходом счетчика 22, выход соединен с регистратором 29, а третьи входы ключей 18 и 19 подсоединены соответственно к единичному и
J нулевому выходам дополнительного три|- гера 20, вход которого связан с одним из выводов триггера 15.
Устройство работает следующим образом.
o При нарезании резьб гребенкой рассматривается каждый сегмент как от- . дельный резец. Все сегменты работают последовательно. Состояние отдельной кромки анализируется и сравнивается
5 с состоянием предыдущей кромки.
При выкрашивании одной из кромок уровень вибрации уменьшается, так как уменьшается площадь соприкосновения режущей кромки и заготовки. Если вык
0 рашивания не произошло, уровни вибрации будут одинаковыми. При сравнении не учитывается млал,1иий разряп кода, чтобы исключить разность уровней вибраций, вызванную нестабильностью
J параметров в процессе резания.
В течение процесса точения определенным сегментом резьбонарезающе- го инструмента напряжение вибрации, ,, выделенное с фильтрами 3 и 4, преобразуется в постоянное напряжение на,детекторах 5 и 6, и от этого напряжения срабатывает пороговый элемент 27, который управляет блоком 16 управления.
Последний, в свою очередь, разрешает интегрирование интегратором 10 напряжения с выхода детектора 5(переключатели 7 и 8 находятся в положении ). Интервал времени, получен0 ный на выходе триггера 15, подается . на,один из входов ключей .18 и 19, в которых происходит заполнение этого , интервала частотой образцового генератора 17. Ключи 18 и 19 работают
- по очереди в зависимости от состояния триггера 20 со счетным входом. Когда триггер 20 находится в единичном состоянии, на ключ 18 подается разрешение на заполнение, интервала времени опорной частотой, с выхода ключа 18 пачка импульсов запоминается в счетчике 21 и подается на один из входов схемы 28 сравнения кодов. Во время, когда канавка для вывода стружки находится против заготовки, происходит подготовка счетчика 22, схемы 28 сравнения кодов к работе с помощью , блока 16 управления. Как только начинается процесс точения следующим сегментом гребенки, триггер 20 переходит в другое состояние (нулевое и дает разрешение на ключ Ь9 для заполнения следующего интервала времени частотой образцового генератора 17, с выхода ключа 19 пачка импульсов подается на вход счетчика 22, где преобразуется в цифровой .код и с выхода счетчика 22 поступает на второй вход схемы 28 сравнения кодов. Если коды индентичны выкрашивания не произошло, если же отличаются, одна из кромкок выкрашивалась, о чём и сигнализирует регистратор 29. При прерывании процесса точения происходит сброс счетчика 21 и схемы 28 сравнения кодов с блока 16 управления. Далее цикл повторяется. Применение устройства позволяет повысить точность контроля инструмента, так как обеспечив ает контроль выкрашивания кромок резьбонарезающих гребенок, что понижает процент брака и снижает себестоимость продукции. Формула изобретения Устройство контроля степени затупл ния режущего инструмента по авт.св. № 963805, отличающееся тем, что, с целью повышения точности контроля затупления, оно снабжено дополнительными ключом на три входа и счетчиком импульсов, триггером с раздельными входами, схемой сравнения кодов и регистратором, выход новного триггера подключен к входу дополнительного триггера и к одному из входов дополнительного ключа, второй вход которого связан с выходом генератора импульсов, а третьи входы основного и дополнительного ключей подсоединены соответственно к единичному и к нулевому выходам дополнительного триггера, выход дополнительного ключа соединен через один из входо.в дополнительного счетчика импульсов с одним из входов схемы сравнения кодов, второй вход которой связан с выходом основного счетчика импульсов, и выход соединен с регистратором, а сбросовые входы основного и дополнительного счетчиков импульсов и схемы сравнения кодов подключены к блока управления,. Источники информации, принятые во внимание при экспертизе i. Авторское свидетельство СССР № 963805, кл. G 01 N 3/58, 28.03.80 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля степени затупления режущего инструмента | 1980 |
|
SU963805A2 |
| Устройство контроля затупления режущего инструмента | 1984 |
|
SU1244567A1 |
| Способ контроля степени затупления режущего инструмента и устройство для его осуществления | 1977 |
|
SU771509A1 |
| СПОСОБ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354955C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2263300C1 |
| Устройство активного контроля состояния режущего инструмента | 1977 |
|
SU771510A1 |
| Устройство контроля затупления режущего инструмента на станках с ЧПУ | 1986 |
|
SU1442875A1 |
| Устройство для контроля степени затупления режущего инструмента | 1980 |
|
SU949409A1 |
| Устройство контроля степени затупления режущего инструмента | 1982 |
|
SU1040383A1 |
| Устройство для измерения разновысокости кромок свариваемого стыка | 1983 |
|
SU1131615A1 |