ления, генератором импульсов, ключом счетчиком, блоком цифрового отсчета и двумя дешифраторами.
При этом источник напряжения смещения подключен через делители напряжения к входам детекторов двумя переключателями, включаемыми в одном полжении между выходами детекторов, входом интегратора и вторым входом компаратора, и в другом - с входом первого переключателя через двухпозиционый ключ, управляющий вход которого подключен к выходу блока управления, который подключен к входу источника напряжения смещения, а вход второго переключателя подключен к выходу первого детектора, выход блока управления подсоединен к интегратору и установочному входу триггера, сбросовый вход которого подключен к выходу компаратора, а выход триггера подсоединен к одному из входов ключа, второй вход которого соединен с выходом генератора импульсов, выход ключа подсоединен к счетчику, связанному с блоком цифрового отсчета и двмя дешифраторами.
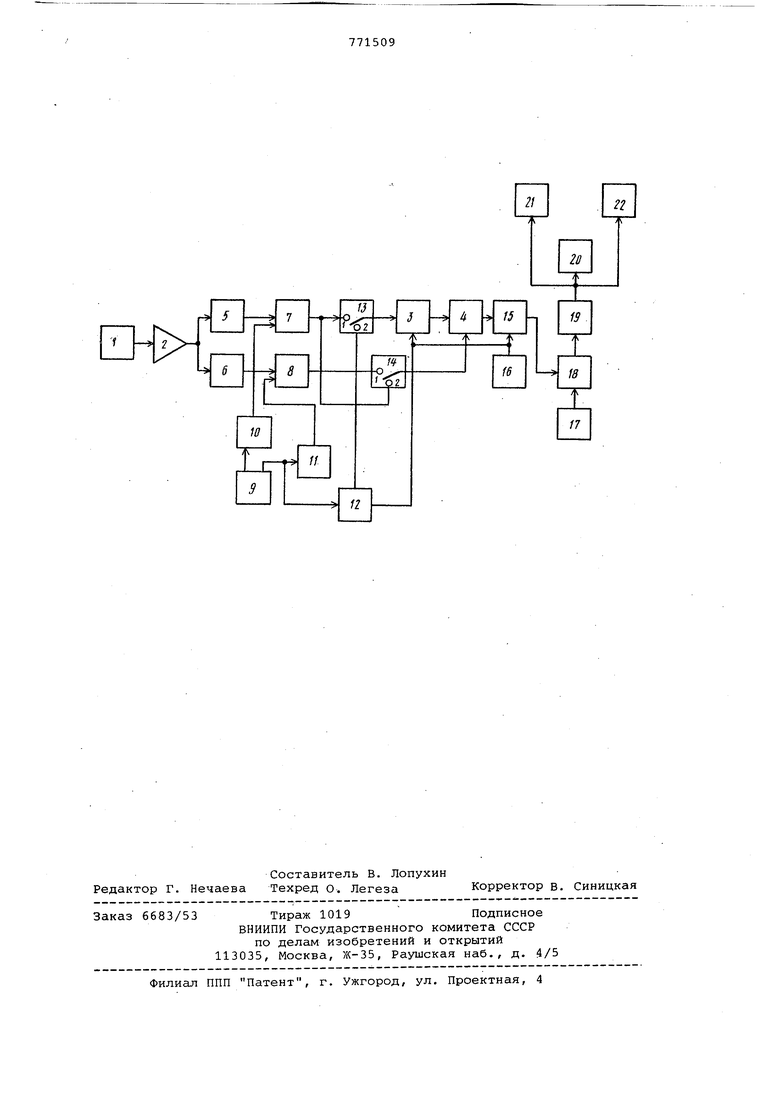
На чертеже изображена блок-схема устройства.
Устройство содержит последовательно соединенные датчик 1 вибраций, усилитель 2, интегратор 3, выход которого подкдтючен к одному из входов компаратора 4, два параллельных канала оценки величины напряжения, кажды из которых содержит соответственно электрический фильтр 5 и 6, детектор 7 и 8 компаратор 4.
Устройство снабжено регулируемым источником 9 напряжения смещения, двумя делителями 10 и 11 напряжения, ДВУХПОЗИЦИОННЫ1М ключом 12, двумя переключателями 13 и 14, триггером 15, блокогЗ 16 управления, генератором 17 импульсов, ключом 18, счетчиком 19, блоком 20 цифрового отсчета, двумя дешифраторами 21 и 22, при этом источник 9 напряжения смещения подключен через делители 10, 11 напряжения к входам детекторов 7, 8,два переключателя 13, 14, включаемые в одном положении между выходами детекторов 7, 8, входом интегратора 3 и вторым входом компаратора 4 и в другом - с входом первого переключателя 13 через двухпозиционный ключ 12, управляющий вход которого подключен к выходу блока 16 управления, соединен с выходом источника 9 напряжения смещения, а вход второго переключателя 14 подключен к выходу первого детектора 7, выход блока 16 управления подсоединен к интегратору 3 и установочному входу триггера 15, сбросовый вход которого подсоединен к одному из входов двухпозиционного ключа 12, второй вход которого соединен с выходом генератора 17 импульсов, выход ключа 12 подсоединен к счетчику 19, связанному с блоком 20 цифрового отсчета и двумя дешифраторами 21, 22.
При включении станка без процесса резания датчик 1 замеряет вибрацию станка. При этом переключатели 13 с и 14 включаются во второе положение. На вход интегратора 3 и двухпозиционный ключ 12 подается постоянное напряжение источника 9 по сигналам от блока управления 16. При интегрировании постоянного напряжения на выходе интегратора 3 получается пилообразное напряжение, которое растет до момента его равенства порогу, задаваемому на втором входе компаратора 4. Это напряжение определяется ниЗ5 кочастотной составляющей вибрации станка, снимаемого через переключатель 14 с выхода детектора 7, интервалом времени между старт-импульсом, вырабатываемым блоком управления 16
0 на взведение триггера 15 и включение двухпозиционного ключа 12, и стопимпульсом с выхода компаратора 4 при равенстве напряжений с выхода интегратора 3 и напряжения низкочастотного детектора 7, равно Uf . Действительно:
i.
j
JJc..t JUodt RC RC y
о о
0 где DO - постоянное напряжение, подаваемое на вход интегратора с источника смещения, RC - постоянная времени интегратора,
5 X время интегрирования,
откуда t и|„- ,
т.е. пропорционально Uf ,
Заполняя интервал t импульсов с
0 выхода генератора 17, получим цифровой эквивалент Uf на счетчике 19, который отражает вибрацию станка. Если величина вибрации станка больше заданной величины, тогда сраг батывает дешифратор 22, указывающий на необходимость усиления жесткости станка. После этого делителем напряжения 10 компенсируют низкочастотную составляющую напряжения на выходе детектора 7 до получения нуля на счетчике 19.
Затем ставят переключатель 14 в первое положение, и на второй вход компаратора 4 подается напряжение высокочастотной составляющей с выхода
5 детектора 8.
Делителем 11 компенсируют напряжение с выхода детектора 8 до нулевых показаний счетчика 19, что говорит о компенсации вибраций станка.
Q в процессе резания низкочастотная и высокочастотная составляющие вибраций соответствуют только вибрации режущего инструмента.
При этом переключатели 13 и 14 ставятся в -первые положения, а напряжение с выхода детектора 7 - тегрируются до момента его равенства напряжекига Uf с выхода детектора 8.
oi
Ui.
dt
Откуда интервал времени t пропорционален отношению
RCUfa
Ufe
На этот интервал времени t между старт- и стоп-импульсами взводится триггер 15 и открывается ключ 12.
Число импульсов, прошедших через ключ 12 с генератора 17 на счетчик 19, будет цифровым эквивалентом отношения напряжений -- , по которому
UlH
МОЖНО судить о степени затупления режущего инструмента.
Когда это отношение превзойдет заданное число, дешифратор 21 подает импульс на отклонение станка для замены инструмента.
Преимуществом данного способа и устройства по сравнению с известным является значительное повышение точности контроля затупления режущего инструмента за счет исключения влияния вибраций станка.
Формула изобретения
1. Способ контроля степени затупления режущего инструмента на станке, заключающийся в том, что измеряют отношение электрических напряжений, соответствующих высокочастотной и низкочастотной составляющим вибраций станка и режущего инструмента, отличающийся тем, что, с целью повышения точности, измеряют электрические напряжения, соответствующие высокочастотной и низкочастотной составляющим вибраций станка при отсутствии процесса резания, детектируют, запоминают и компенсируют эти напряжения постоянным напряжением смещения, и все перечисленные операции по измерению электрических нап 5яжений, соответствующих высокочастотной и низкочастотной составляющим вибрации режущего инструмента, повторяют во время процесса резания, а о степени затупления режущего инструмента сГудят ho величине полученного отношения.
2. Устройство для осуществления способа по п. 1, содержащее последовательно соединенные датчик,вибраций, усилитель, интегратор, выход которого подключен к одному из входов компа0ратора, два параллельных канала оценки величины напряжения, каждый из которых содержит электрический фильтр, детектор и компаратор, отличающееся тем, что оно снабжено ре5гулируемым источником напряжения смещения, двумя делителями напряжения, двухпозиционным ключом, двумя переключателями, триггерами, блоком управления, генератором импульсов, ключом, счетчиком, блоком цифрового от0счета, двумя дешифраторами, при этом источник напряжения смещения подключен через делители напряжения к входам детекторов, два переключателя, включаемые в одном положении между
5 выходами детекторов, входа интегратора и вторым входом компаратора, и в другом - с входом первого переключателя через двухпозиционный ключ,управляющий вход которого подключен к
D выходу блока управления,соединен с входом источника напряжения смещения, а вход второго переключателя подключен к выходу первого детектора,выход блока управления подсоединен к инте- .
5 гратору и установочному входу триггера, сбросовый вход которого подключен к выходу компаратора, а выход .триггера подсоединен к одному из входов ключа, второй вход которого соединен с выходом генератора импульсов,
0 выход ключа подсоединен к счетчику, связанному с блоком цифрового отсчета и двумя дешифраторами.
Источники информации,
5 принятые во внимание при эксперти.зе
1.Патент ЧССР № 137280, кл. 49а 36/03 (13236) .
2.Патент США № 3548648,
0 кл. 73-104, 1970 (прототип).
чи

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство активного контроля состояния режущего инструмента | 1977 |
|
SU771510A1 |
| Устройство контроля степени затупления режущего инструмента | 1980 |
|
SU963805A2 |
| Устройство контроля степени затупления режущего инструмента | 1980 |
|
SU1002899A2 |
| Устройство контроля затупления режущего инструмента на станках с ЧПУ | 1986 |
|
SU1442875A1 |
| СПОСОБ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354955C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2263300C1 |
| Устройство контроля затупления режущего инструмента | 1984 |
|
SU1244567A1 |
| Устройство для контроля износа инструмента | 1989 |
|
SU1702245A1 |
| МОДУЛЯЦИОННЫЙ РАДИОМЕТР | 2001 |
|
RU2187824C1 |
| Сравнивающее устройство | 1986 |
|
SU1370756A1 |