Предметом изобретения является способ измерения площадей деталей из электропроводного материала и, в частности, эквивалентных площадей покрытия деталей при гальванотехнических процессах.
Предложенный способ имеет целью упрощение таких измерений и повышение их точности. Это достигается тем, что измеряемую деталь помещают в электролитическую ванну совместно со вспомогательным электродом известной площади и главный электрод ванны подключают к одному полюсу источника тока, а деталь и вспомогательный электрод к другому полюсу. В цепь детали и вспомогательного электрода включают обмотки электродинамического измерительного прибора, устанавливают одинаковые плотности тока на детали и на вспомогательном электроде и путем регулировки общего тока устанавливают определенный ток в цепи вспомогательного электрода. После этого искомую площадь детали определяют по показанию электродинамического измерительного прибора.
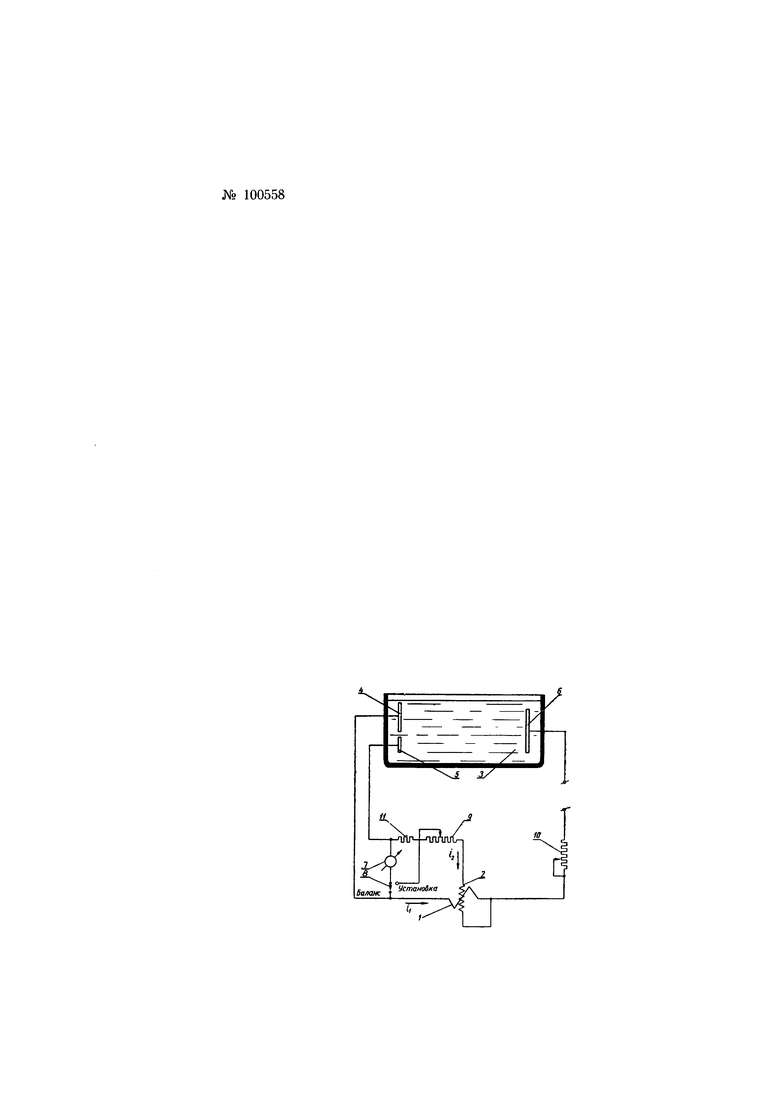
Схема устройства для выполнения измерений по предлагаемому способу показана на чертеже, где 1 - неподвижная катушка электродинамического измерительного прибора; 2 - его подвижная катушка; 3 - электролитическая ванна; 4 - деталь, площадь которой Sизм подлежит измерению; 5 - вспомогательный электрод с известной площадью Sизв; 6 - главный электрод; 7 - милливольтметр; 8 - переключатель; 9 и 10 - регулировочные реостаты; 11 - шунтовое сопротивление к прибору 7.
Измерение площади детали производится следующим образом.
После погружения в ванну детали 4 и вспомогательного электрода 5 включают источник питания. Переключатель 8 ставят в положение «баланс» и устанавливают с помощью реостата 10 милливольтметра 7 на нулевое положение, что обеспечит равные потенциалы детали 4 и электрода 5. Затем перебрасывают переключатель 8 в положение «установка» и подбирают по милливольтметру с помощью реостата 10 нужный ток. Этот ток будет соответствовать тому току, при котором для данной площади вспомогательного электрода 5 была произведена первоначальная градуировка прибора.
После этого площадь детали определяется непосредственно по показанию электродинамического измерительного прибора с катушками 1 и 2.
Угол α отклонения стрелки прибора будет пропорционален произведению токов i2 в подвижной катушке 2 и i1 в неподвижной катушке 1, т.е.
α=K·i1·i2,
где K - коэффициент пропорциональности.
Так как плотность тока одинакова, то токи, в свою очередь, пропорциональны площадям детали Sизм и вспомогательного электрода Sизв.
Поэтому
α=K1·Sизв·Sизм
где K1 - коэффициент пропорциональности.
Устанавливая ток в цепи подвижной катушки одним и тем же при определенной площади вспомогательного электрода 5, можно проградуировать электродинамический измерительный прибор непосредственно в единицах площади Sизм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения площади детали при гальваническом процессе | 1979 |
|
SU859488A1 |
| Способ определения площади деталей при гальваническом процессе | 1983 |
|
SU1082871A1 |
| Способ измерения площади деталей при гальваническом процессе | 1980 |
|
SU883197A2 |
| Способ измерения площади деталей при гальваническом процессе | 1984 |
|
SU1224356A1 |
| Устройство для измерения токов большой силы | 1936 |
|
SU51476A1 |
| Способ измерения площади катода | 1986 |
|
SU1439160A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОЛЯРИЗАЦИОННОГО ПОТЕНЦИАЛА МЕТАЛЛИЧЕСКИХ ПОДЗЕМНЫХ СООРУЖЕНИЙ | 2006 |
|
RU2353941C2 |
| Устройство для измерения площади контакта манжетного уплотнения с валом | 1976 |
|
SU577401A1 |
| Способ измерения площади деталей при гальваническом процессе | 1978 |
|
SU694563A1 |
| Способ измерения площадидЕТАли пРи гАльВАНичЕСКОМпРОцЕССЕ | 1979 |
|
SU798199A1 |
Способ измерения площадей деталей, выполненных из электропроводного материала, в частности, эквивалентных площадей покрытия деталей при гальванотехнических процессах, отличающийся тем, что, с целью упрощения измерений и повышения их точности, измеряемую деталь помещают в электролитическую ванну совместно со вспомогательным электродом известной площади, главный электрод ванны подключают к одному полюсу источника тока, а деталь и вспомогательный электрод - к другому полюсу, в цепи детали и вспомогательного электрода включают обмотки электродинамического измерительного прибора, устанавливают одинаковые плотности тока на детали и на вспомогательном электроде, затем путем регулировки общего тока устанавливают определенный ток в цепи вспомогательного электрода и после этого искомую площадь детали определяют по показанию электродинамического измерительного прибора.
