1
Изобретение относится к гальванотехнике и может быть использовано для измерения площадей деталей, выполненных из электропроводных материалов и при установлении и автоматическом регулировании плотности тока в гальванических ваннах.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ измерения площади детали при гальваническом процессе, включающий установку детали совместно со вспомогательным электродом известной площади в электролитическую ванну, подключение главного электрода ванны к другому полюсу источника тока, а детали и вспомогательного электрода - к другому полюсу, измерение общего тока ванны и тока вспомогательного электрода, определение коэффициента конфигурации через отношение плотности тока на поверхности вспомогательного электрода к плотности тока на поверхности детали. Величину площади детали определяют как отношение тока ванны к плотности тока вспомога.тельного электрода, умноженное на коэффициент конфигурации 1 .
Недостатком известного способа является то, что он не учитывает изменения удельного сопротивления электролита ванны, которое практически существенно изменяется с момента определения коэффициента конфигурации на этапе пусконападочных работ до момента, когда в рабочих условиях вычисляется площадь загру0женной в ванну детали, вследствие изменения состава электролита, температуры и других.условий, т.е. не учитывается .нестабильность коэффициента конфигурации, определен5ного при одном конкретном значении мдельного сопротивления электролита ванны, а используемого для вычисления площади детали при другом конкретном значении удельного сопротив0ления электрол21та ванны, что приводит к ошибкам при вычислении площади детали.
Цель изобретения - повышение точности измерения площади детали пу 5 тем учета изменения коэффициента конфигурации. .
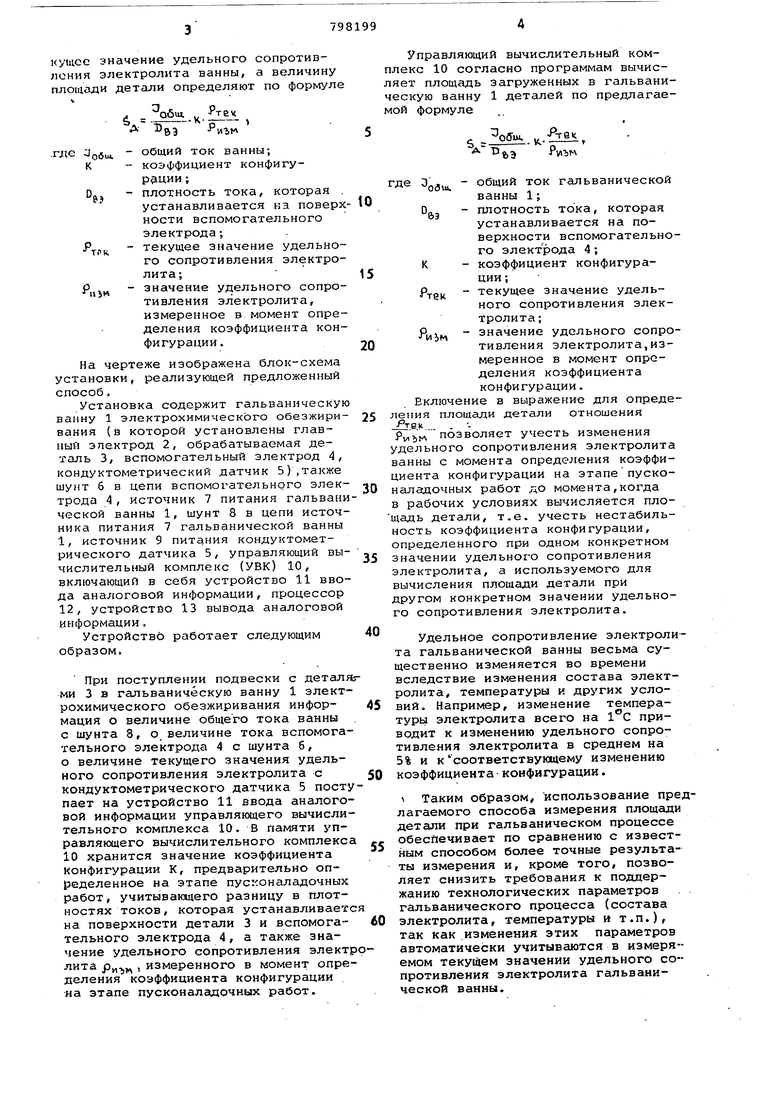
Это достигается тем, что измеряют значение удельного сопротивления электролита ванны в момент определения коэффициента конфигурации и текущсс значение удельного сопротивления электролита ванны, а величину площади детали определяют по формуле . общ Рте ч . .где бш. общий ток ванны; К - коэффициент конфигур щии ; DJ,, - плотность тока, которая устанавливается ка поверх ности вспомогательного электрода; Pff - текущее значение удельного сопротивления электролита;- значение удельного сопротивления электролита, измеренное в момент определения коэффициента конфигурации. На чертеже изображена блок-схема установки, реализующей предложенный способ. Установка содержит гальваническую ванну 1 электрохимического обезжиривания (в которой установлены главный эпектрод 2, обрабатываемая деталь 3, вспомогательный электрод 4, кондуктометрический датчик 5).также шунт б в цепи вспомогательного электрода 4, источник 7 питания гальвани ческой ванны 1, шунт 8 в цепи источника питания 7 гальванической ванны 1, источник 9 питания кондуктометрического датчика 5, управляющий вычислительный комплекс (УВК) 10, включающий в себя устройство 11 ввода аналоговой информации, процессор 12, устройство 13 вывода аналоговой информации, Устройство работает следующим образом. При поступлении подвески с детал ми 3 в гальваническую ванну 1 электрохимического обезжиривания информация о величине общего тока ванны с шунта 8, о,величине тока вспомога тельного электрода 4 с шунта б, о величине текущего значения удельного сопротивления электролита с кондуктометрического датчика 5 пост пает на устройство 11 ввода аналого вой информации управляющего вычисли тельного комплекса 10. В памяти управляющего вычислительного комплекс 10 хранится значение коэффициента конфигурации К, предварительно оп{эеделенное на этапе пусконаладочных работ, учитывагацего разницу в плотностях токов, которая устанавливает на поверхности детали 3 и вспомогательного электрода 4, а также значение удельного сопротивления элект лита Ри-,, , измеренного в момент опре деления коэффициента конфигурации на этапе пусконаладочных работ. Управляющий вычислительный комлекс 10 согласно программам вычисяет площадь загруженных в гальваниескую ванну 1 деталей по предлагаеой формуле offui. ., A-ett .. 1 - - т где Qf - общий ток гальванической ванны 1; - плотность тока, которая устанавливается на поверхности вспомогательного электрода 4; К - коэффициент конфигурации ; PfQ - текущее значение удельного сопротивления электролита;и5м значение удельного сопротивления электролита,измеренное в момент определения коэффициента конфигурации. Включение в выражение для определения площади детали отношения . Р„,),л позволяет учесть изменения удельного сопротивления электролита ванны с момента определения коэффициента конфигурации на этапепусконаладочных работ до момента,когда в рабочих условиях вычисляется площадь детали, т.е. учесть нестабильность коэффициента конфигурации, определенного при одном конкретном значении удельного сопротивления электролита, а используемого для вычисления площади детали при другом конкретном значении Удельного сопротивления электролита. Удельное сопротивление электролита гальванической ванны весьма существенно изменяется во времени вследствие изменения состава электролита, температуры и других условий. Например, изменение температуры электролита всего на приводит к изменению удельного сопротивления электролита в среднем на 5% и ксоответствующему изменению коэффициента конфигурации. Таким образом, использование предлагаемого способа измерения площади детали при гальваническом процессе обеспечивает по сравнению с известным способом более точные результаты измерения и, кроме того, позволяет снизить требования к поддержанию технологических параметров гальванического процесса (состава электролита, температуры и T.n.)f так как изменения этих параметров автоматически учитываются в измеряемом текущем значении удельного сопротивления электролита гальванической ванны.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля средней толщины гальванических покрытий на деталях | 1979 |
|
SU775197A1 |
| Система контроля средней толщины гальванических покрытий на деталях | 1979 |
|
SU775196A1 |
| Способ измерения площади деталей при гальваническом процессе | 1980 |
|
SU883197A2 |
| Способ регулирования средней плотности тока при гальванообработке | 1989 |
|
SU1650794A1 |
| Способ определения площади деталей при гальваническом процессе | 1983 |
|
SU1082871A1 |
| Устройство для контроля плотности тока в гальванической ванне | 1978 |
|
SU785775A1 |
| Устройство автоматического измерения и регулирования плотности тока в гальванической ванне | 1976 |
|
SU600217A1 |
| Способ регулирования средней плотности тока | 1989 |
|
SU1737031A1 |
| Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне | 1980 |
|
SU953015A2 |
| Способ измерения площади деталей при гальваническом процессе | 1984 |
|
SU1224356A1 |
