Изобретение относится : гальванотехнике и может быть использовано для измерения площади деталей, имеющих электропроводную поверхность, и для автоматического регулирования плотности тока в гальванических йан- нах.
Цель изобретения - повышение точности определения площади деталей со сложной конфигурацией и полная автоматизация процесса.
При осуществлении предлагаемого способа устанавливают на заданном расстоянии от главного электрода дополнительный электрод, площадь которого равна площади главного электрода , подключают дополнительный электрод к тому же полюсу источника тока что и главный электрод, и измеряют ток дополнительного электрода при отключенном главном электроде, затем извлекают дополнительный электрод из гальванической ванны, а величину площади деталей вычисляют по формуле io Jar-D;
5
Jag
иь-ЯЗэ -Ээг),,
где 1эг
.3 U5 2о ток главного электрода; ток дополнительного электрода;
напряжение питания гальванической ванны; удельная электропроводность электролита;
расстояние между главным и дополнительным электро- да№1.
Способ измерения площади деталей при гальваническом процессе предполагает следующую последовательность операций.
Устанавливают в гальваническую ванну подвеску с деталями, измерительные электроды и главный электрод. Устанавливают в гальваническую ванну дополнительный электрод на определенном расстоянии 1о от главного электрода, причем площадь дополнительного электрода равна площади главного электрода.
Подключают детали к одному полюсу источника тока, а дополнительньй электрод - к другому.
Измеряют ток дополнительного электрода при отключенном главном электроде. Данные о заносят в память вычислительного устройства.
Дополнительный электрод извлекают из ванный отключаютот источника тока.
0
5
0
5
0
5
0
5
Измеряют удельную электропроводность электролита с помощью измерительных электродов.
Подключают главньй электрод к источнику тока и измеряют ток главного электрода и напряжение питания гальванической ванны.
Определяют величину площади деталей по указанной формуле.
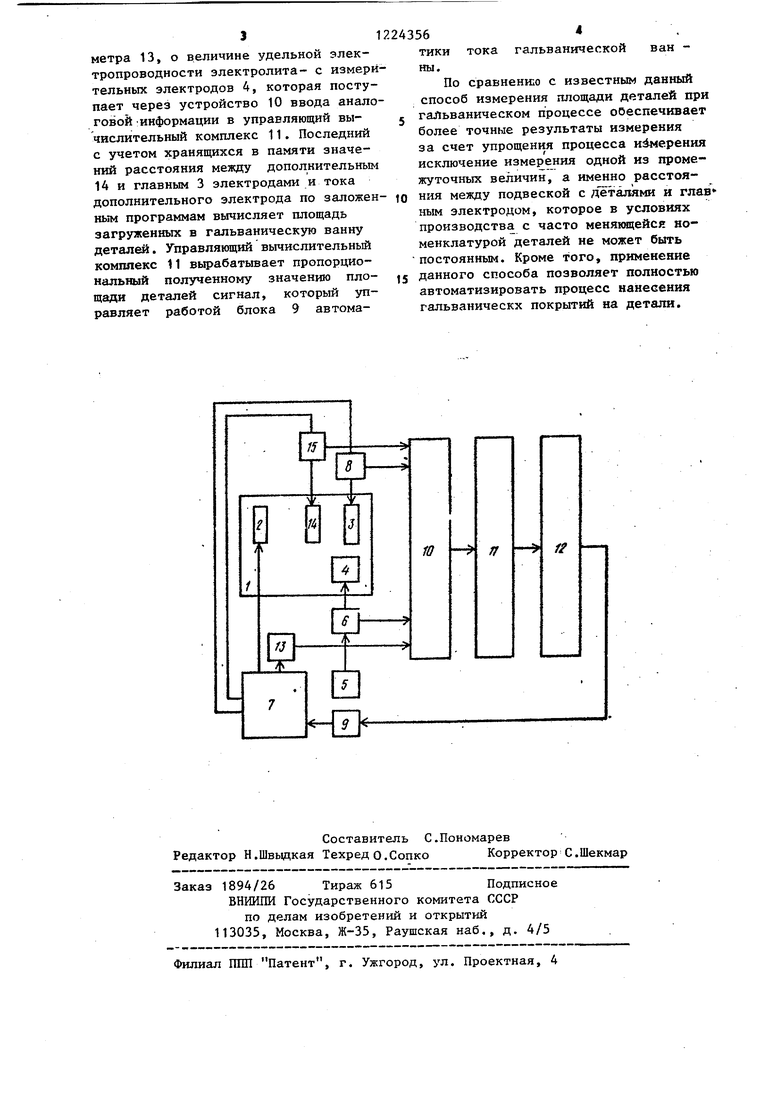
На чертеже изображена блок-схема установки, реализующей предлагаемый способ.
Установка содержит гал.ьваническую ванну 1, в которой установлены подвеска с деталями 2, главный электрод 3 и Измерительные электроды 4. Установка содержит также источник 5 питания измерительных электродов 4, сопротивление 6 в цепи питания .измерительных электродов 4, источник 7 тока гальванической ванны,шунт 8 в цепи питания главного электрода 3, блок 9 автоматики источника тока гальванической ванны, устройство 10 ввода аналоговой информации, управ ляющий вычислительный комплекс 11, устройство 12 вывода аналоговой инг формации, вольтметр 13 в цепи источника тока гальванической ванны. В гальванической ванне 1 установлен, дополнительный электрод 14 на определенном расстоянии от главного электрода 3, причем площадь дополнительного электрода 14 равна площади главного электрода 3 и он подключен к тому же полюсу источника тока гальванической ванны, что и главный электрод 3. В цепи питания дополнительного электрода 14 установлен шунт 15.
Устройство работает следующим образом.
При поступлении в гальваническую ванну 1 подвески с деталями 2 и дополнительного электрода 14 информация о расстоянии между главным и дополнительным электродами и о величине тока дополнительного электрода 14 вводится в память управляющего вычислительного комплекса 11. Затем дополнительный электрод извлекают из гальванической ванны, отключив его от источника тока. После подключения к источнику главного электрода продолжают сбор информации о величине тока главного электрода 3 с шунта 8, о величине напряжения питания гальванической ванны - с вольт31
метра 13, о величине удельной электропроводности электролита- с измерительных электродов 4, которая поступает через устройство 10 ввода аналоговой Информации в управляющий вычислительный комплекс 11. Последний с учетом хранящихся в памяти значений расстояния между дополнительным 14 и главным 3 электродами и тока дополнительного электрода по заложен ным программам вычисляет площадь загруженных в гальваническую ванну деталей. Управляющий вьгаислительный комплекс 11 вырабатывает пропорциональный полученному значению площади деталей сигнал, который управляет работой блока 9 автома
224356
тики тока гальванической ван - ны.
По сравнению с известным данный способ измерения площади деталей при с гальваническом процессе обеспечивает более точные результаты измерения за счет упрощения процесса и ерения исключение измерения одной из промежуточных величин, а именно расстоя- to ния между подвеской с д ёталями и глав ным электродом, которое в условиях производства с часто меняющейся номенклатурой деталей не может быть постоянным. Кроме того, применение 15 данного способа позволяет полностью автоматизировать процесс нанесения гальваническх покрытий на детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения площади деталей при гальваническом процессе | 1980 |
|
SU883197A2 |
| Способ измерения площадидЕТАли пРи гАльВАНичЕСКОМпРОцЕССЕ | 1979 |
|
SU798199A1 |
| Устройство для автоматического определения выхода по току | 1978 |
|
SU771198A1 |
| Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне | 1980 |
|
SU953015A2 |
| Способ определения площади деталей при гальваническом процессе | 1983 |
|
SU1082871A1 |
| Измеритель площади металлизации | 1991 |
|
SU1763881A1 |
| Система контроля средней толщины гальванических покрытий на деталях | 1979 |
|
SU775196A1 |
| Устройство для автоматического контроля толщины и скорости осаждения покрытия на деталях в гальванической ванне | 1986 |
|
SU1340248A1 |
| Устройство автоматического измерения и регулирования плотности тока в гальванической ванне | 1976 |
|
SU600217A1 |
| Способ определения площади деталей при гальваническом процессе | 1983 |
|
SU1177403A1 |
Составитель С.Пономарев Редактор Н.Швыдкая Техред о.Сопко Корректор С.Шекмар
Заказ 1894/26 Тираж 615Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПШ1 Патент, г. Ужгород, ул. Проектная, 4
| Способ измерения площади детали при гальваническом процессе | 1976 |
|
SU647363A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ измерения площади деталей при гальваническом процессе | 1978 |
|
SU694563A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
