(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТАЛЬНОЙ ГОЛОВКИ | 1992 |
|
RU2053049C1 |
| Расточная оправка | 1986 |
|
SU1397188A1 |
| Расточная оправка | 1986 |
|
SU1440616A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| Расточная оправка | 1977 |
|
SU701740A1 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2252840C1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Оправка | 1974 |
|
SU537760A1 |
| Расточная головка | 1973 |
|
SU545417A1 |
| Расточная оправка | 1978 |
|
SU776765A1 |
РАСТОЧНАЯ ОПРАВКА, содержащая корпус, охватывающий хвостовик державки с резцом, поджимаемый к корпусу посредством регулировочного винта, контактирующего с одной из стенок прорези, выполненной на хвостовике, отличающаяся тем, что, с целью повышения жесткости соединения, на цилиндрической поверхности хвостовика выполнены две противоположные лыски, прорезь размещена в осевом направлении, а регулировочный винт установлен в теле хвостовика.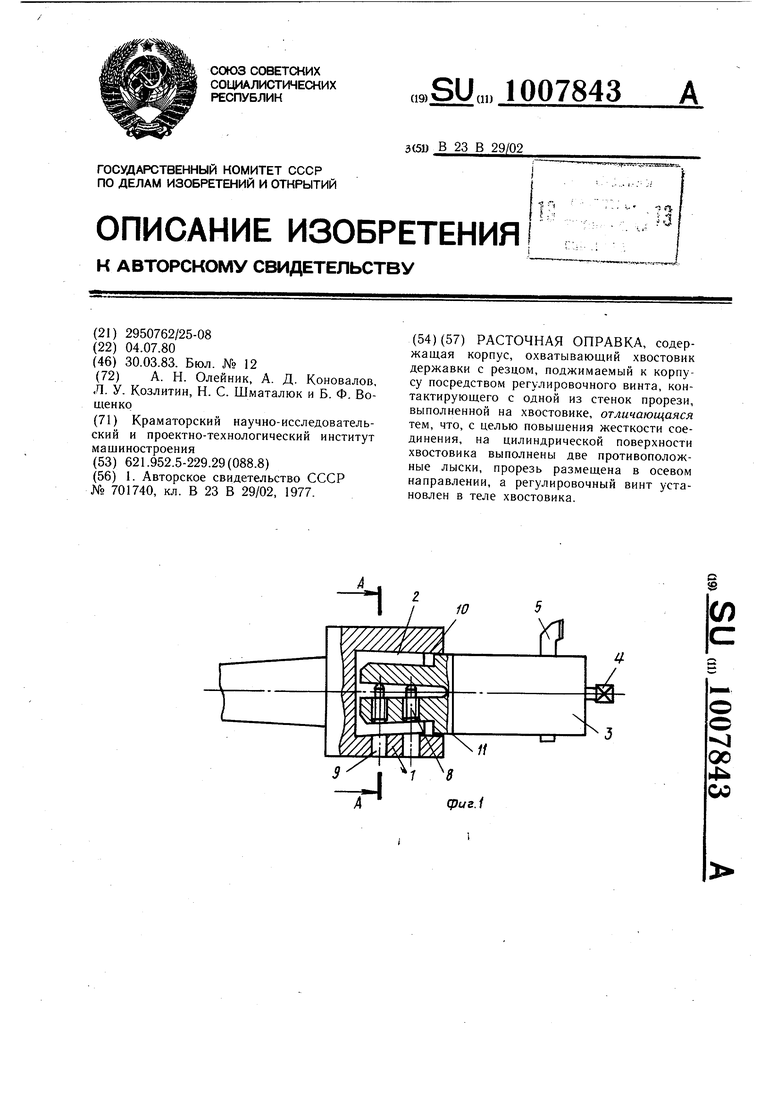
00
N
со
Изобретение относится к машиностроению и может быть использовано для обработки отверстий.
Известна расточная оправка, содержащая корпус, охватывающий хвостовик державки с резцом, поджимаемый к корпусу посредством регулировочного винта, контактирующего с одной из стенок прорези, выполненной на хвостовике 1.
При перемещении винта консоль вала отгибается, в результате чего обеспечивается натяг в соединении с одновременной фиксацией в осевом направлении. Крутящий момент передается торцовыми щпонками.
Недостатком известной конструкции является то, что поскольку соединение державки с корпусом выполнено с зазором, то напряженное состояние при зажиме, аналогично предыдущему, образуется только в одной плоскости, проходящей через ось винта. Кроме того, в процессе резания возникают усилия резания, совершенно разные по величине и поэтому напряжения в соединении то увеличиваются, то уменьшаются, а это отрицательно сказывается на точности обработки. Для того, чтобы соединение державки с корпусом обеспечило достаточное центрирование, оно должно быть выполнено с минимальным зазором. Это условие является обязательным. Но при минимальных зазорах затруднена сборка соединения. При этом для размещения винта в известной оправке требуется значительная разность внутреннего и наружного диаметров державки, что увеличивает габариты. Это делает конструкцию нетехнологичной и отрицательно сказывается на ее прочности.
Цель изобретения - повышение жесткости соединения.
Эта цель достигается тем, что на цилиндрической поверхности хвостовика выполнены две противоположные лыски, прорезь размещена в осевом направлении, а регулировочный винт установлен в теле хвостовика.
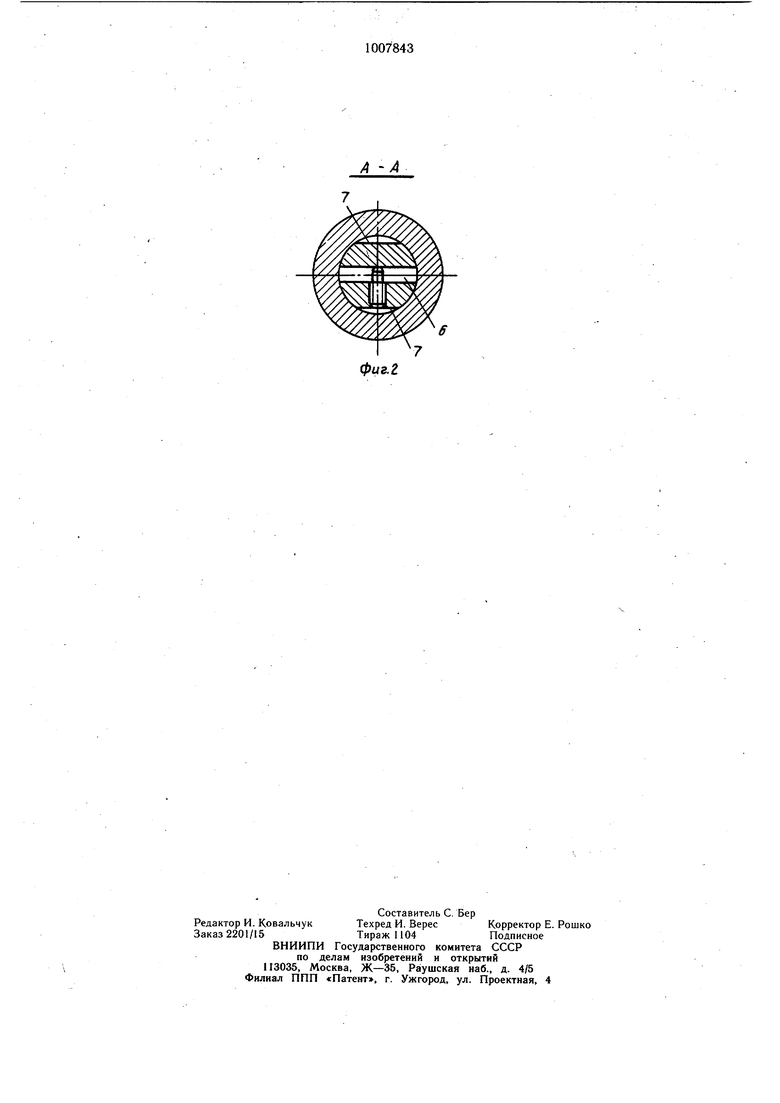
На фиг. 1 изображена оправка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Расточная оправка состоит из корпуса 1 в отверстии с обратным конусом 2 которого размещена державка 3 с закрепленным на
ней при помощи винта 4 резцом 5. В резьбовых отверстиях на хвостовике державки 3, имеющем продольную прорезь 6 и две параллельные лыски 7, в поперечном 5 сечении размещены винты 8, против которых в корпусе 1 для прохода ключа находятся отверстия 9.
Отверстие с конусом 2 выполнено следующим образом.
На расстоянии 15-20 мм от торца корпуса 1 сделана цилиндрическая проточка 10, а дальще - коническая с разницей в диаметре 0,2-0,3 мм. Для беззазорного соединения в начале отверстия на хвостовике державки выполнен конус 11. Перед
г началом работы в шпиндель станка устанавливается корпус 1 и закрепляется. Затем в отверстие вводится державка 3 до тех пор пока она своим коротким конусом 11 на хвостовике дойдет до соприкосновения с цилиндрической поверхностью проточки 10. Пропустив ключ через отверстия 9, вращают винты 8, которые, перемещаясь в одной части хвостовика, упираются своей нажимной частью в другую часть хвостовика державки 3. Благодаря наличию продольной прорези 6 лепестки хвостовика, упруго деформируясь, расходятся и упираются в коническую поверхность 2 корпуса 1. После этого устанавливается резец 5 и зажимается винтом 4.
При снятии державки 3 необходимо враQ щать винты 8 в обратную сторону и лепестки вследствие упругости и незначительной деформации (0,2-0,3 мм) возвращаются в исходное положение. Державка свободно снимается и вместо нее устанавливается другая.
Наличие лысок создает напряженное состояние (контакт державки с корпусом) в четырех местах, т. е. в двух плоскостях, чем достигается высокая жесткость соединения. При этом разность между внутренним и наружным диаметром корпуса незна чительна, что уменьшает габариты оправки и одновременно повышает ее жесткость. В результате небольшой деформации лепестков хвостовика ход винтов очень малый, что способствует быстродействию. Кроме того, наличие обратного конуса устраняет выдвижение державки из отверстия при расточке отверстий обратным ходом.
| I | |||
| Расточная оправка | 1977 |
|
SU701740A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
