Изобретение относится к обработке металлов резанием, а именно к расточке глубоких отверстий.
Известна расточная головка с радиально-подвижными направляющими, обеспечивающими беззазорное базирование инструмента в обрабатываемом отверстии. Расточная головка состоит из корпуса, на котором при помощи двух конических подшипников установлена втулка. На втулке надета по скользящей посадке гильза с скосами по концам, на которые опираются полозки своими выступами с закрепленными на них направляющими. Полозки с направляющими имеют возможность перемещаться в радиальном направлении при осевом перемещении гильзы под воздействием пружин, установленных в гнездах, выполненных в шайбе, и таким образом центрировать и жестко базировать расточную головку в обрабатываемом отверстии.
Недостатком известной конструкции расточной головки является то, что несмотря на беззазорное и точное центрирование инструмента в обрабатываемом отверстии, корпус расточной головки вместе с режущими элементами, закрепленными на нем, может иметь радиальное колебание на величину зазора между втулкой и гильзой со скосами, обеспечивающего скользящую посадку. При работе расточной головкой известной конструкции, имеющей зазор в скользящей посадке величиной до 0,01 мм, на длине обработки отверстия 1000 мм с рабочей подачей 1 мм/об, увод или кривизна оси отверстия может быть получена до 10 мм, а также может быть получена огранка поверхности. Кроме того, расточная головка известной конструкции не исключает поперечных колебаний, вызываемых переменной нагрузкой на режущие элементы в процессе растачивания. При воздействии сил резания на передний конец направляющих шпонок гильза со скосами на концах перемещается по оси назад, сжимая пружины, при этом автоматически освобождает задний конец направляющих шпонок от опоры, что может привести инструмент к поперечным колебаниям, отсюда к слежению по исходной непрямолинейности отверстия и образованию огранки.
Известна расточная головка с ограниченно-подвижными направляющими, состоящая из корпуса, в осевом отверстии которого по скользящей посадке установлена подвижная в осевом направлении втулка с наклонными площадками на концах. Втулка с заднего торца подпружинена с заданным усилием, созданным гайками. В корпусе головки выполнены продольные пазы, где установлены направляющие шпонки с выступами на основании, на которых выполнены наклонные площадки.
Направляющие шпонки своими наклонными площадками опираются на наклонные площадки, выполненные на подвижной втулке. Режущие элементы закреплены в корпусе головки.
Известна расточная головка с ограниченно-подвижными направляющими, состоящая из сборного корпуса, в осевом отверстии которого неподвижно установлена втулка с прорезями по концам, образующим упругие лепестки. В корпусе выполнены продольные пазы, в которых на радиально-подвижных опорах установлены направляющие шпонки. Радиально-подвижные опоры установлены на концах упругих лепестков разрезной втулки. Внутри втулки установлен виброгаситель, выполненный из колец с коническими поверхностями, тарельчатых пружин, упорной втулки и стягивающего винта, с помощью которого осуществляется предварительное усилие сжатия пружин.
Описанная конструкция расточной головки является наиболее близкой по технической сущности и принята за прототип.
Недостатком данной конструкции расточной головки является то, что в процессе растачивания корпус головки вместе с режущими элементами может совершать продольные колебания относительно неразрезанной части разрезной втулки с упругими лепестками. Разрезная втулка своей неразрезной (средней) частью неподвижно установлена в осевом отверстии корпуса головки. Направляющие шпонки установлены через плунжера на концах упругих лепестков разрезной втулки. При сообщении корпусу головки переменных нагрузок через режущие элементы корпус совершает продольные колебания вместе с режущими элементами, сгибая упругие лепестки втулки. При помощи виброгасителя, расположенного внутри разрезной втулки, в некоторой степени колебания можно снизить, однако полностью устранить не представляется возможным, а это приводит к повышенной непрямолинейности оси отверстия и возможной огранке.
Следующим недостатком известной конструкции расточной головки является то, что вследствие одностороннего разреза колец с коническими поверхностями жесткость колец по окружности не одинаковая, в результате чего упругие лепестки разрезной втулки отгибаются неравномерно, что нарушает точность центрирования корпуса головки с закрепленными элементами относительно обрабатываемого отверстия, а это приводит к неравномерному распределению подачи между режущими элементами и, как следствие, к закупорке стружкоотводящих каналов и аварийной ситуации.
Задачей разработки являлось создание расточной головки, позволяющей исключить продольные колебания и увеличить точность центрирования в обрабатываемом отверстии.
Сущность изобретения заключается в том, что в осевом отверстии корпуса установлены сегменты с выполненными на наружном радиусе лысками и с поверхностями на торцах, соответствующими форме поверхности сопрягаемых деталей, на сегментах установлены радиально-подвижные опоры, выполненные в виде цилиндрических стержней с плоскими торцами, в осевом отверстии установлены также два регулировочных винта с конической головкой, которые своей резьбовой частью ввинчены в резьбовое отверстие, выполненное в упорной втулке. Наружный диаметр регулировочных винтов выполнен так, что беззазорно контактирует с поверхностью осевого отверстия корпуса расточной головки, а подпружиненные кольца с конической поверхностью выполнены наружным диаметром с минимальным зазором по отверстию, обеспечивающим осевое перемещение кольца.
Предложенная конструкция расточной головки исключает возможность продольных колебаний, так как сегменты опираются на конические головки винтов, которые беззазорно установлены в осевом отверстии корпуса, при этом головки винтов разнесены между собой по длине корпуса.
Повышение точности центрирования расточной головки в обрабатываемом отверстии обеспечивается за счет того, что все четыре сегмента установлены в одной плоскости сечения, имеют одинаковую жесткость радиального перемещения, так как эта жесткость зависит от угла конуса и усилия поджатия подвижного конусного кольца тарельчатыми пружинами, которые в каждой отдельной секции являются идентичными. Установка двух регулировочных винтов (для каждой секции свой винт) позволяет обеспечить независимое регулирование усилия натяга пружин каждой секции в отдельности. Такое решение позволяет исключить освобождение задней части направляющих шпонок при нагружении передний части, что имеет место в первых двух известных описанных конструкциях.
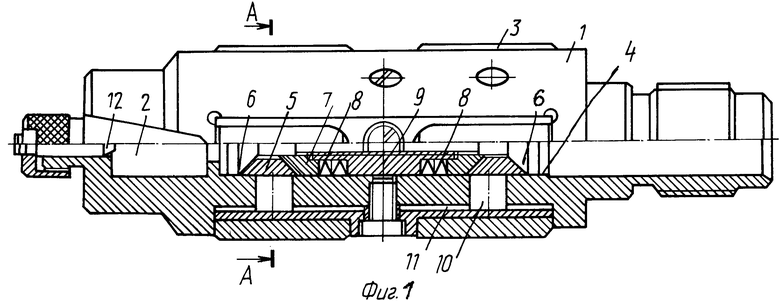
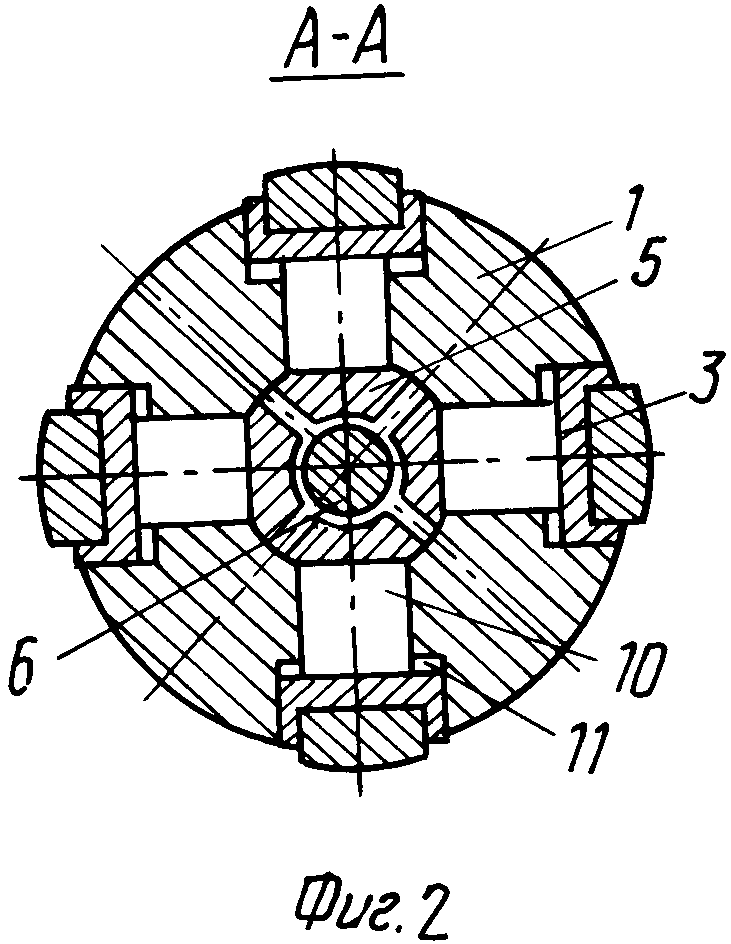
На фиг.1 изображена предлагаемая головка, общий вид; на фиг.2 - разрез А-А на фиг.1.
Расточная головка состоит из корпуса 1, в передней части которого выполнено окно 2 под расточкой блок, а на наружной поверхности - четыре паза под направляющие шпонки 3. По оси корпуса 1 выполнено отверстие 4, в котором установлен виброгаситель, состоящий из сегментов 5, расположенных в два ряда по четыре сегмента в каждом ряду. Сегменты представляют собой кольцо с наружным диаметром, равным диаметру отверстия 4 и с выполненными на торцах поверхностями, соответствующими форме поверхностей сопрягаемых деталей (в конкретном случае с внутренними конусами), разрезанное на четыре части. На наружном радиусе каждого сегмента 5 по оси симметрии выполнена лыска. Сегменты 5 одним концом опираются на коническую поверхность головки винта 6, а другим концом опираются на коническую поверхность кольца 7 подвижного в осевом направлении и подпружиненного тарельчатыми пружинами 8. Наружный диаметр винтов 6 выполнен так, что в отверстии 4 они установлены без зазора, а кольца 7 - с минимальным зазором, обеспечивающим осевое перемещение кольца 7. Винты 6 резьбовой частью ввинчены в резьбовое отверстие, выполненное по оси упорной втулки 9, и служат для регулировки жесткости тарельчатых пружин 8. Направляющие шпонки 3 установлены в пазах корпуса 1 на радиально-подвижных опорах 10, выполненных в виде цилиндрических стержней с плоскими торцами и установленных через радиальные отверстия корпуса 1 на лысках сегментов 5. Длина опор 10 выполнена с таким расчетом, чтобы между дном паза и опорной поверхностью направляющих шпонок 3 был гарантированный зазор 11, размер которого не менее величины необходимого радиального перемещения направляющих шпонок.
Расточная головка работает следующим образом.
Перед работой расточную головку настраивают на определенную жесткость по направляющим шпонкам 3 в зависимости от обрабатываемого материала и возможного разносъема металла за один оборот детали (инструмента), вызванного исходной непрямолинейностью оси отверстия и разностенностью детали.
Настройка на жесткость производится винтами 6 за счет предварительного сжатия тарельчатых пружин 8. С увеличением предварительного сжатия тарельчатых пружин 8 усилие на радиальное перемещение направляющих шпонок 3 увеличивается, следовательно, расточная головка может воспринимать большие переменные нагрузки, при этом обеспечивать заданную непрямолинейность и исправление оси отверстия.
После настройки расточной головки на необходимую жесткость, ее шлифуют по направляющим шпонкам 3 на заданный диаметр. Диаметр по направляющим шпонкам 3 задается на 0,2...0,3 мм больше расточного блока, т.е. обрабатываемого отверстия. После шлифования расточную головку посредством присоединительного хвостовика устанавливают в борштангу. В паз 2 устанавливают расточной блок, который центрируют конусом 12 и закрепляют. С кондукторной втулки маслоприемника станка производят растачивание отверстия. Расточной блок выполняет отверстие, равное своему размеру по вершинам режущих элементов, т.е. диаметром меньше на 0,2...0,3 мм, чем диаметр головки по направляющим шпонкам 3. При входе направляющих шпонок 3 в обработанное отверстие направляющие шпонки 3 через подвижные опоры 10 давят на сегменты 5, перемещают их к оси инструмента. Одновременно ввиду выполненных скосов на торцах сегментов 5 сегменты 5 смещаются по оси расточного инструмента в противоположную сторону головок винтов 6, перемещая при этом кольца 7 и сжимая тарельчатые пружины 8.
Ввиду того, что головки винтов 6 установлены в осевом отверстии 4 корпуса 1 беззазорно и в процессе растачивания не перемещаются, в цепочке сопрягаемых деталей инструмента от режущих элементов до направляющих шпонок 3 зазора нет, что обеспечивает высокую жесткость и точность центрирования инструмента. Разнесение опор вдоль оси инструмента (в нашем случае головок винтов 6) устраняет продольные колебания инструмента, что обеспечивает высокую прямолинейность оси отверстия и уменьшает уводы.
Кроме перечисленных преимуществ, расточная головка предложенной конструкции проще в изготовлении и эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ БОРШТАНГИ | 1991 |
|
RU2012448C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| НАСОСНЫЙ АГРЕГАТ | 2000 |
|
RU2191928C2 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Расточной инструмент | 1982 |
|
SU1066753A1 |
| ГЛУБИННЫЙ ДОМКРАТ | 1992 |
|
RU2029852C1 |
| Режущий инструмент | 1991 |
|
SU1757778A1 |
Использование: при обработке металлов резанием, в частности при расточке глубоких отверстий. Сущность изобретения: расточная головка состоит из несущего режущие элементы корпуса 1, радиально-подвижных опор 10 с плоскими торцовыми поверхностями, направляющих шпонок 3, виброгасителя. Виброгаситель установлен в осевом отверстии 4 корпуса 1 и состоит из втулки 9, тарельчатых пружин 8, колец 7 с коническими поверхностями и двух регулировочных винтов 6 с коническими головками. В осевом отверстии 4 корпуса 1 установлены сегменты 5, на торцах которых выполнены конические поверхности, соответствующие коническим поверхностям сопрягаемых деталей 6 и 7. На наружной цилиндрической поверхности каждого сегмента 5 выполнена лыска, предназначенная для взаимодействия с опорой 10. При ввинчивании винтов 6 в резьбовое отверстие втулки 9 производится настройка на жесткость шпонок 3 за счет предварительного сжатия пружин 8. При взаимодействии обработанной поверхности отверстия заготовки с шпонками 3 последние через опоры 10 давят на сегменты 5 и перемещают их к оси расточной головки. Одновременно сегменты 5 смещаются по оси расточной головки в противоположную от головок винтов 6 сторону, перемещая при этом кольца 7 и сжимая пружины 8. 1 з. п. ф-лы, 2 ил.