Изобретение относится к области обработки материалов резанием, в частности точных отверстий.
Известны расточные оправки (патент СССР №520023, МКИ В 23 В 29/034, 1978 г.), содержащие хвостовик, державку, регулировочную втулку, а также стакан, снабженный поперечными прорезями. Причем его внутренняя поверхность и наружная поверхность регулировочной втулки снабжены кольцевыми канавками, образующими полость, в которой расположены опорные средства, например шарики.
Недостатком данного технического решения является сложность конструкции.
Известна также расточная головка с микрометрической регулировкой (кн. Инструмент для станков с ЧПУ, многоцелевых станков и ГПС, М.: Машиностроение, 1990, стр.200, рис.341), состоящая из корпуса с хвостовиком. В корпусе в точном отверстии расположена державка с точной резьбой, на которую навинчена лимб-гайка. Державка от поворота снабжена шпонкой, которая скользит по шпоночному пазу, имеющемуся в отверстии. Пружина и толкатель осуществляют постоянный прижим лимб-гайки к полости корпуса.
Недостатком данного технического решения является то, что оно не пригодно для обработки отверстий малого диаметра, т.к. невозможно установить пружину и отсутствуют элементы виброустойчивости.
Технической задачей изобретения является повышение технологических возможностей устройства, заключающихся в обработке малых диаметров отверстий и повышении виброустойчивости расточной оправки.
Поставленная техническая задача решается тем, что расточная оправка содержит корпус, жестко связанный с хвостовиком, в корпусе смонтирован резцедержатель, на который навинчен лимб. Резцедержатель от поворота снабжен шпонкой и поджат к опорной поверхности корпуса пружиной. Устройство дополнительно содержит трос, пружина закреплена в хвостовике, а в корпусе выполнено осевое отверстие, причем трос протянут через осевое отверстие и взаимодействует одним концом с пружиной, а другим с резцедержателем.
Расточная оправка может быть снабжена стопорным винтом для взаимодействия с корпусом и резцедержателем.
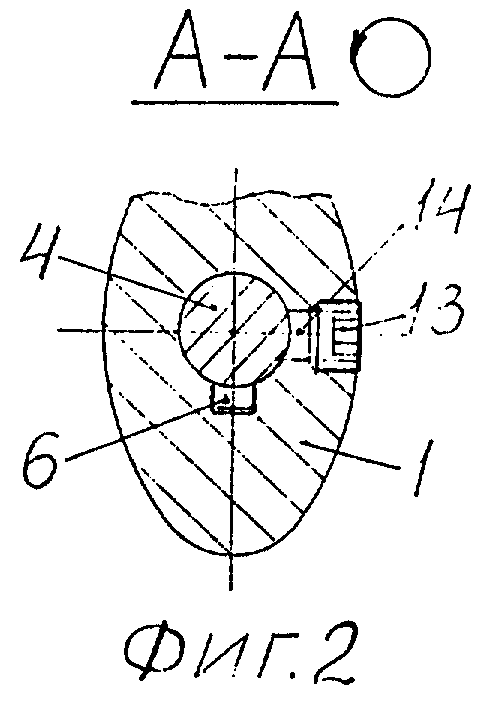
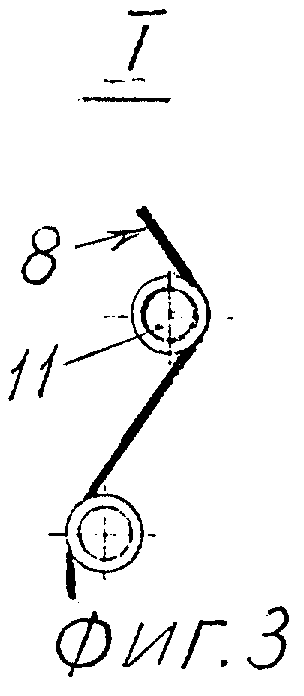
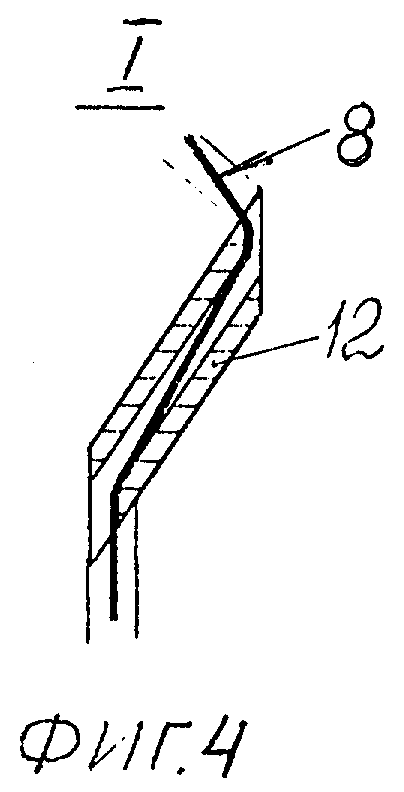
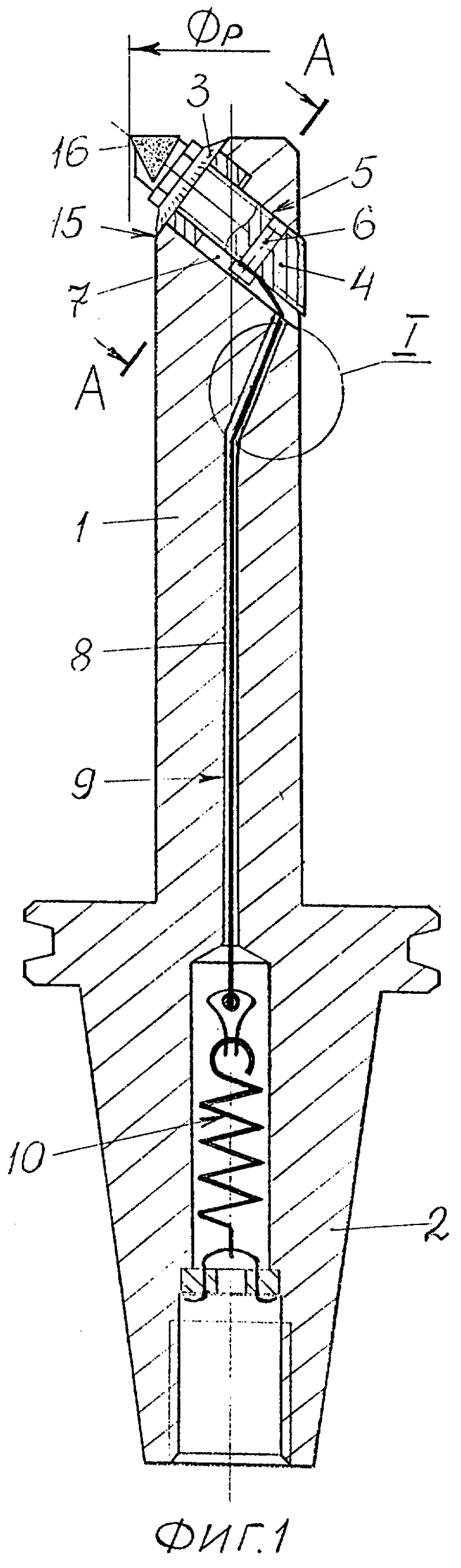
Сущность изобретения поясняется графически, где на фиг.1 показан общий вид устройства, разрез; на фиг.2 - разрез по А-А фиг.1; на фиг.3 и фиг.4 - фрагмент I фиг.1.
Расточная оправка состоит из корпуса 1, жестко связанного с стандартным хвостовиком 2. В корпусе 1 установлен с возможностью вращения лимб 3 и сопряженный с ним по резьбе резцедержатель 4. Резцедержатель 4 сопряжен также с точным цилиндрическим отверстием 5 корпуса 1 с возможностью осевого перемещения. От поворота резцедержатель 4 фиксирует шпонка 6, имеющая возможность перемещения в шпоночном пазу 7, выполненном в корпусе 1. С целью выбора осевых зазоров и создания натягов между лимбом 3 и корпусом 1, а также в резьбовом соединение лимба 3 и резцедержателя 4 в оправке предусмотрен натяжной механизм. Он состоит из троса 8, проходящего через центральное осевое отверстие 9, выполненное в корпусе 1 и хвостовика 2. Одним концом трос 8 крепится к резцедержателю 4 с помощью шпонки 6, а другим - к упругому элементу в виде жесткой пружины 10, в результате этого возникает дополнительный эффект – виброгашение. Для снижения трения и износа троса 8, а также корпуса 1 могут быть использованы ролики 11 или трубка 12, выполненная из антифрикционного и износостойкого материала. Создание радиального натяга в сопряжениях: лимб 3 – резцедержатель 4 – корпус 1 осуществляется стопорным винтом 13 через проставку 14. Для точного отсчета перемещения резцедержателя 4 на поверхности корпуса 1 возле лимба 3 нанесен нониус 15. Режущий элемент в виде пластины 16 крепится в резцедержателе 4.
Работает расточная оправка следующим образом. Вначале отжимается стопорный винт 13. Затем поворотом лимба 3 за шестигранник резцедержатель 4 с режущей пластиной 16 настраиваются на требуемый диаметр расточки ϕр, после чего винт 13 затягивается. Пружина 10 посредством троса 8 постоянно поджимает лимб 3 к полости корпуса I, выбирает зазоры и создает натяг в резьбовом сопряжении лимб 3 – резцедержатель 4. Причем посредством этого натяжения улучшаются динамические характеристики расточной оправки, в частности возрастает коэффициент демпфирования, что положительно влияет на виброустойчивость процесса резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| ПАТРОН РАСТОЧНОЙ | 2005 |
|
RU2298457C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2004 |
|
RU2270077C1 |
| ПАТРОН РАСТОЧНОЙ | 2003 |
|
RU2238177C1 |
| РАСТОЧНАЯ ОПРАВКА | 2001 |
|
RU2203779C2 |
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2009 |
|
RU2399462C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| ПАТРОН РАСТОЧНОЙ | 2013 |
|
RU2548555C1 |
Изобретение относится к области обработки материалов резанием, обработке точных отверстий. Оправка содержит корпус, жестко связанный с хвостовиком, смонтированный в корпусе резцедержатель со шпонкой от проворота, лимб, навинченный на резцедержатель, и пружину. Для расширения технологических возможностей и повышения виброустойчивости она снабжена тросом, пружина закреплена в хвостовике, а в корпусе выполнено осевое отверстие, при этом трос протянут через упомянутое осевое отверстие для взаимодействия одним концом с пружиной, а другим - с резцедержателем. Оправка может быть снабжена стопорным винтом для взаимодействия с корпусом и резцедержателем. 1 з.п. ф-лы, 4 ил.
| ФАДЮШИН И.Л | |||
| и др | |||
| Инструмент для станков с ЧПУ, многоцелевых станков и ГПС | |||
| - М.: Машиностроение, 1990, с.200, 201, рис.3.41 | |||
| РАСТОЧНАЯ ГОЛОВКА | 1966 |
|
SU214275A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| US 3844672 A, 29.10.1974. | |||

