00
5
Изобретение относится к желеэнодорожному транспорту и касается конвейера ных линий сборки буксовых узлов на колесные пары.
Известна конвейерная линия для мон- тажа буксовых узлов на колесные пары, включающая шаговый напольный конвейер и расположенные по обе его стороны по ходу технологического процесса устройства для обезжиривания, мойки и сушки шеек оси колесных пар, гидравлические установки с индукционными нагревателями, служащие для горячей напрессовки и поджатия плунжером напрессованных на шейку оси деталей, участки сборки и установки буксовых узлов, дозаторы смазки, гайковерты и стенды контроля С1.
Недостаток линии - низкая производительность из-за медленного осгыва- ния деталей после горячей напрессовки.
Цель изобретения - повышение производительности линии и ее компактности путем сокращения меж one рационного вспомогательного времени на охлаждение напрессованных деталей.
Эта цель достигается тем, что в конвейерной линии для лонтажа буксовых узлов на колесные пары, включающей шаговый напольный конвейер и расположённые по обе его стороны по ходу технологического процесса устройства для обезжиривания, мойки и сушки шеек оси колесных пар, гидравлические установки с индукционными нагревателями, служащи для горячей напрессовки и поджатия плунжером нап1)ессованных на шейку оси деталей, участки сборки и установки буксовых узлов, дозаторы смазки, гайко- .верты и стенды контроля, гидравлическая установка с индукционным нагревателем снабжена устройствами для охлаждения напрессованных деталей, каждое из которых выполнено в виде терморегулируемой холодильной камеры, смонтированной на плунжере гидравлической установки.
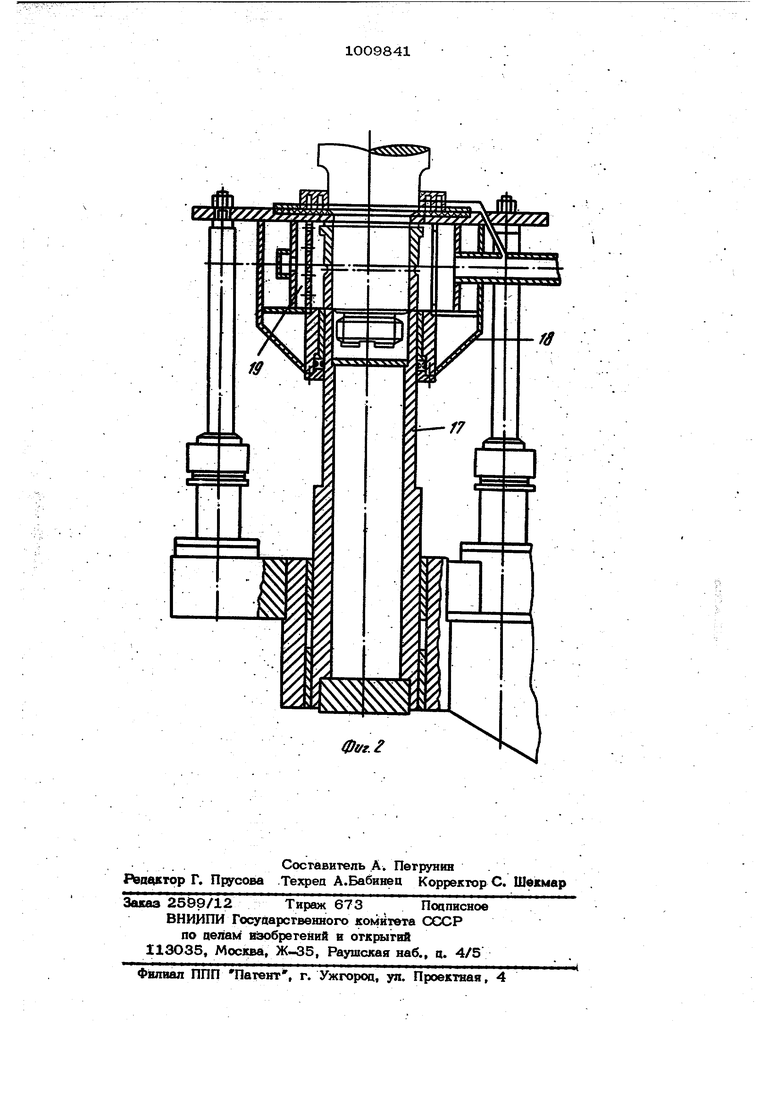
На фиг. 1 изображена конвейертая линия для монтажа буксовых узлов на колесные пары, вий сверку; на фиг. 2 - устройство для охлаждения шейки оси колесной пары.
Предлагаемая конвейерная линия вклю чает в себя размешенное в последователности, с оответствующей очередности операций технологического процесса, оборудование, в состав которого входят перегружатели 1, предназначенные для загрузки и разгрузки шагового напольного
конвейера 2, который по заданной прог рамме перемещает колесные пары 3 на рабочие позиции.
По обеим сторонам конвейера 2 смон-
5 тированы работающие в заданном автоматическом режиме устройства для обезжиривания 4, мойки 5 и сушки 6 шеек оси колесных пар 3, индукционные нагреватели 7 с демагнитизацией, гидравлические установки 8 для горячей напрессовки и поджатия лабиринтных и внутренних колец подшипников с определенным усилием к посадочным поверхностям шеек оси, охладители 9 напрессовьшаемых деталей, участки 10 с устройствами 11 для сборки корпусов букс и установки их на шейки оси, механизмы 12, предназначенные для ввинчивания осевой гайки, дозаторы 13 смазки, многощпиндельные гайковерты 14 и стенд 15 контроля.
Устройства 4-6 для обезжиривания, мойки и сушки шеек оси колесной пары выполнены в виде смонтированных с возможностью синхронного возвратно поступательного перемещения двухсторонних душевых камер 16, внутри которых размещены душевые устройства соответственно с водяным или воздушным носителем, причем камеры смонтированы таким образом, что в процессе мойки и сушки они, охватывая шейку оси, плотно прижаты к плоскости колеса.
Охладители 9 выполнены в виде смон- 5 тированной на плунжере 17 каждой гидравлической установки 8 терморегулируемой холодильной камеры 18 с масляноциркуляционным душевым устройством 19.
Контроль за ходом производственных 0 процессов, осуществляемых на конвейере, ведется с помощью автоматической «системы (не показана).
Работает конвейерная линия следующим
5 образом.
Перегружатель 1 устанавливает колесную пару 3 на напольный шаговый конвейер 2, который перемещает ее к устройству для обезжиривания. По мере уста. новки колесной пары 3 на рабочую позицию по команде датчиков двухсторонние камеры устройства 4, синхронно перемещаясь навстречу друг другу, надвигаются на шейки оси. При упоре камер в поверхность колеса включаются расположенные внутри них душевые устройства, обеспечивающие обезжиривание шеек оси специальным раствором. По заданной программе камеры возвращаются в исходное положение, а конвейер 2 перемешаег колесную пару 3 на следующую позицию.
Аналогичным образом с помощью ycTv ройств 5 и 6 производится мойка и сушка шеек оси колесных пар.
Далее колесная пара 3 поступает к индукдионным нагревателям 7, где лабиринтные и внутренние кольца подшипников нагретые на индукционных нагревателях 7 надеваются на шейки оси, поджимаются с заданным усилием плунжером 17 гидрав лической установки 8. По мере достижё ния заданного усилия по койанде датчи ков {те показаны) включаетсяозсладитель 9, подавая охлажденное масло на напрессо вываемые детали, которые поддерживают ся в поджатом состоянии до полного остывания. По окончании заданного цикла конвейер 2 перемещает колесную пару к другой гидравлической установке, где
производится напрессовка колец на вторую шейку оси.
Затем конвейер перемешает колесную пару 3 на участки 1О с устройствами 11 для сборки буксовых узлов, где с помоцью известных устройств производится сборка корпусов буксы с наружны ми кольцами сепаратора подшипника. Затем буксы устр Лствами 11 надеваются на шейки оси колесной пары 3 и колео ная пара передается к механизмам 12, производящим, ввинчивание осев гайки, и далее - к дозатору 13, где производит ся набивка смазки в буксовые узлы.
Колесная пара перемещается к гайковертам 14, где буксовые узлы закрыва. уукя крьшками в крепятся болтами.
На стенде 15 осуществляется контроль и сдача колесных пар с буксовыми узлами, после чего перегружатель 1 снимает изделие с конвейера.
Основные достоинства линии: повышение пронзводительности, обеспечение компактности конструкции неповышение качества монтажа буксовых узлов за счет введення в ее состав специальных автоматических устройств для обезжв вания, мойки и сушки шеек оси колесных пар н охладителей напрессовываемых деталей, смонтированных на плунжере -гваре влических установок, .позволяю11Шх аяачвтельно сократить операцию напресс6ва:иГ
lAi
Фаг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ МОНТАЖА БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2078704C1 |
| ПРЕСС ДЛЯ СБОРКИ ИЛИ РАЗБОРКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР МЕТОДОМ НАПРЕССОВКИ ИЛИ РАСПРЕССОВКИ (ВАРИАНТЫ) | 2008 |
|
RU2385793C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ НАПРЕССОВКИ КОЛЕЦ ПОДШИПНИКОВ НА ШЕЙКЕ ОСИ КОЛЕСНОЙ ПАРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329478C1 |
| СПОСОБ КОНТРОЛЯ ПРОЧНОСТИ НА СДВИГ КОЛЕЦ ПОДШИПНИКОВ НА ШЕЙКЕ ОСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476839C1 |
| СПОСОБ РЕМОНТА БУКСОВЫХ УЗЛОВ КОЛЕСНОЙ ПАРЫ | 2008 |
|
RU2376508C1 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ НАПРЕССОВКИ БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2002 |
|
RU2231434C1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ НАПРЕССОВКИ КОЛЕЦ ПОДШИПНИКОВ НА ШЕЙКЕ ОСИ КОЛЕСНОЙ ПАРЫ | 2009 |
|
RU2415391C1 |
| СИСТЕМА ДЛЯ РЕМОНТА БУКСОВЫХ УЗЛОВ | 2020 |
|
RU2747246C1 |
| СИСТЕМА СЛЕЖЕНИЯ ЗА АВАРИЙНО ГРЕЮЩИМИСЯ РОЛИКОВЫМИ БУКСОВЫМИ УЗЛАМИ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2007 |
|
RU2337029C1 |
| Способ неразрушающего контроля прочности прессового соединения колец подшипников с шейкой оси колесной пары и устройство для его осуществления | 2022 |
|
RU2797661C1 |

КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ МОНТАЖА БУКСОВЫХ УЗЛОВ НА KOL. ЛЕСНЫЕ ПАРЫ, включающая шаговый напольный конвейер н расположенные по обе его стороны по хопу технологического процесса устройства аля о6езжирива ит, мойки и сушки шеек оси колесных пар, гицравлнческве установки с ивпукшюнными нагревателями, служашва дпв горячей напрессоыш в пошкатю плушю- ром напрессованных ва шейку ocii аота лей, позиции сборки в уставошсв Gytsco вых узлов, аоааторы смаакв, гайковерты и стенаы ковтрола, о т л в ч а ю ш а я. с я тем, чта, с nentaib повыюевв} шроиавоавтельнрств лвввв в ее компакт путем сбкрашенвя мехопераовсювого вспомогательного времдвв ва oooiaa дение вапрессоваввых деталев. гвцроэпв ческаа уста аовка с ввпукшпэатым рагр вателем снаСисева устройствами пяя охлаждевва вапрессоваввых детая, каж дое из KOTOjidx выполнено в вяа/а регуйвруемсЛ: холоовльной хамв| ;, сКа ; твроваввсАла плунжере гвдравлвч ской . установки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология вагоностроения и ремонта вагонов | |||
| - Под ред | |||
| В | |||
| И | |||
| Беэценного, М., Транспорт , 1976, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
