Изобретение относится к строительству и касается опалубки для изготовления секций составных свай. Известна опалубка для изготовления секций составных свай со стыком стаканного типа, включающая прямоугольный короб, часть поверхности которого выполнена гофрированной, при этом выступы и впадины гофрированной гГоверхности короба соответствуют впадинам и выступам кондевых участков секции железобетонной составной сваи 1. Однако такая конструкция короба не позволяет изготавливать секции свай различных длин, требуемых для строительства. Кроме того, при указанной конструкции стыка и технологии изготовления секций металлическую обойму - стакан, имеющую не- трубчатую форму, требуется специально изготавливать для каждого стйка, и на строительной площадке - закреплять на секциях свай, что увеличивает трудозатраты на устройство свайных фундаментов. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является опалубка для изготовления составных свай, включающая короб с Uчgf торцовой пластиной и разъемную трубчатую П, ......,Г-,Г..-.,, .,,... „...«... обечайку с разъемной торцовой пластиной 2 Недостатком известной опалубки являются неоправданная металлоемкость при изготовлении составных свай. Цель изобретения - снижение металлоемкости. Поставленная цель достигается тем, что опалубка для изготовления составных свай, включающая короб с торцовой пластиной и разъемную трубчатую обечайку с разъемной торцовой пластиной, снабжена стойками, траверсами, диафрагмой с жестко закрепленным кольцом и разъемной промежуточной пластиной, причем к одной из стоек жестко прикреплены траверса и торцовая пластина короба, к другой - траверса и диафрагма с жестко закрепленным кольцом, а разъемная промежуточная пластина жестко прикреплена к разъемной трубчатой обечайке и контактирует с кольцом диафрагмы, при этом диафрагма и разъемная промежуточная пластина выполнены с отверстиями. На фиг. 1 изображена опалубка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - узел I на фиг. 1. Опалубка для изготовления составных свай с напрягаемой арматурой с цилиндрическим рифленым концом включает сварной металлический короб 1, состоящий из днища 2 и двух боковых стенок 3, натяжное устройство 4, траверсы 5, прикрепленные к стойкам 6, разъемную трубчатую обечайку 7 с внутренней нарезкой, состоящую из двух частей - верхней 8 и нижней 9. Разъемная трубчатая обечайка образует полость цилиндрической формы, закрытую с одного торца пластинами 10 и 11. С другого торца разъемной обечайки к ее верхней 8 и нижней 9 частям жестко прикреплены плаотины 12 и 13, обрамляющие ее торцовое отверстие. Диафрагма 14 представляет собой металлическую пластину, имеющую в центре круглое отверстие, обрамленное жестко закрепленным на ней металлическим кольцом 15. Кольцо 15 имеет коническую проточку, причем больщий внутренний диаметр кольца равен диаметру отверстия диафрагмы 14, а меньщий на 2-3 мм больще диаметра проточек нарезки разъемной трубчатой обечайки 7. Опалубка имеет также торцовую пластину 16, ограничивающую объем бетонирования прямоугольной части секции свай 17, Через отверстия, расположенные в углах диафрагмы 14 и торцовой пластины 16, пропущена арматура 18, которая натягивается с помощью натяжного устройства 4. Верхняя 8 и нижняя 9 части разъемной трубчатой обечайки 7 соединяются между с помощью клинового зажима. V IJVUrl Торцовая йластина 16, разъемная трубчатая обечайка 7, посредством жестко закрепленной на ней пластины 12, и диафрагма 14 прикреплены к.траверсам 5 с помощью клиновых зажимов, что обеспечивает их фиксацию в заданном положении. Траверсы 5 прикреплены к стойкам 6 любым известным способом, например с помощью болтового соединения. Устройство работает следующим образом. Сначала очищают от грязи короб 1 и смазывают эмульсией его днище 2 и боковые стенки 3. После этого продольную арматуру 18 с надетыми на ней торцовой пластиной 16 и диафрагмой 14 укладывают в короб, а затем концы продольной арматуры 18 закрепляют на натяжном устройстве- 4. Потом устанавливают в короб 1 разъемную трубчатую обечайку 7, предварительно соединив ее верхнюю 8 и нижнюю 9 части между собой с помощью клинового зажима. При установке разъемной трубчатой обечайки 7 в короб 1 ее торцовые пластины 10-13 обеспечивают соосность обечайки с продольной осью короба, при этом наружнйе кромки указаннь1х пластин должны плотно примыкать к днищу 2 боковым стенкам 3 короба 1. После установки разъемной трубчатой обечайки 7 в коробе 1 диафрагму 14 располагают таким образом, чтобы жестко закрепленное на ней кольцо 15 плотно примыкало к пластинам 12 и ГЗ разъемной трубчатой обечайки.
Затем торцовую пластину 16 устанавливают в коробе 1 перпендикулярно его продольной оси в торце прямоугольной части секции сваи для ограничения объема бетонирования.
После этого торцовую пластину 16, диафрагму 14 и пластину 12, жестко закрепленную на разъемной трубчатой обечайке 7, прикрепляют к траверсам 5 с помощью клиновых зажимов, обеспечивая этим фиксацию в заданном положении указанных элементов.
Траверсы 5 крепят к стойкам 6 любым известным способом, например болтовым соединением.
После этого производят натяжение продольной арматуры 18 до расчетного усиления с помощью натяжного устройства 4 и выполняют бетонирование секции составной сваи 17 путем заполнения бетоном емкости, образованной днищем 2 и боковыми стенками 3 короба 1, торцовой пластиной 16 и глухой стенкой, образованной пластинами 10 и 11 разъемной трубчатой обечайкой 7.
После набора бетоном требуемой прочности секцию составной сваи извлекают из опалубки следующим образом.
Продольную арматуру 18 разрезают за торцовой пластиной 16 и за пластинами 10 и 11 разъемной трубчатой обечайки 7.
При помощи крана извлекают из короба 1 секцию составной сваи 17.
Снятие верхней 8 и нижней 9 частей разъемной трубчатой обечайки 7 необходимо выполнять без повреждения бетонного рифления, что достигается путем перемещения частей-8 и 9 разъемной обечайки 7 перпендикулярно продольной оси секции сваи 17. Для возможности перемещения частей 8 и 9 в указанном направлении необходимо предварительно разрезать продольную арматуру 18 в зазоре между диафрагмой 14 и пластинами 12 и 13 разъемной обечайки 7. Указанный зазор образуется за счет кольца 15, жестко прикрепленного к диафрагме 14.
После снятия частей 81 и 9 разъемной трубчатой обечайки 7 снимают диафрагму 14 И торцовую пластину 16.
Затем короб 1, части 8 и 9 разъемной трубчатой обечайки 7, торцовую пластину 16, диафрагму 14 с кольцом 15 очищают от мусора, смазывают эмульсией и цикл изготовления секций составных свай с предварительно напрягаемой арматурой повторяется.
В предлагаемой конструкции опалубки наличие диафрагмы 14, расположенной перед разъемной обечайкой 7, позволяет 0 исключить проникновение снаружи бетонной смеси в зону расположения разъемной обечайки 7.
Наличие кольца 15 создает зазор между диафрагмой 14 и торцовым отверстием разъемной обечайки 7, обрамленным, пласти5 нами 10 и 12.
Указанный зазор позволяет разрезать проходящую через него продольную арматуру 18, что дает возможность беспрепятственно снять с концевого бетонного рифленого участка секции сваи верхнюю 8 и нижнюю 9 части разъемной трубчатой обечайки 7, перемещая их в направлении, перпендикулярном продольной оси сваи, и тем самым обеспечить сохранность бетонного рифления на концевом участке секции сваи. 5 Наличие конической проточки в кольце 15 упрощает снятие диафрагмы 14 с цилиндрической бетонной рифленой части секции сваи.
Отверстия, находящиеся в углах диафрагмы 14 и разделительной пластины 16, пред назначены для протягивания сквозь них напрягаемой продольной арматуры.
Присоединение к траверсам 5 пластина 12, торцовая пластина 16 и диафрагма 14 имеют отверстия, в которые вставляется стержень клинового зажима.
Предлагаемая конструкция опалубки позволяет изготовлять составные сваи с напрягаемой арматурой.
Замена ненапрягаемой стержневой арматуры на напрягаемую в забивных состав0 ных сваях со стыком стаканного типа позволяет получить в среднем экономию металла на 1 м сваи при сечении 30X 30 см 40 кг; при сечении 35X35 см 25 кг, что приводит к снижению стоимости 1 м сваи на 5,4 и 2,3 р соответственно.

ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ СВАЙ, включающая короб с торцовой пластиной и разъемную трубчатую обечайку с разъемной торцовой пластиной, отличающаяся тем, что, с целью снижения .металлоемкости, она снабжена стойками, траверсами, диафрагмой с жестко закрепленным кольцом и разъемной промежуточной пластиной, причем к одной из стоек жестко прикреплены траверса и торцовая пластина, короба к другой - траверса и днафрагма с жестко закрепленным кольцом, а разъемная промежуточная пластина жестко прикреплена к разъемной трубчатой обечайке и контактирует с кольцом диафрагмы, при этом диафрагма и разъемная промежуточная пластина выполнены с отверстиями. (Л сх со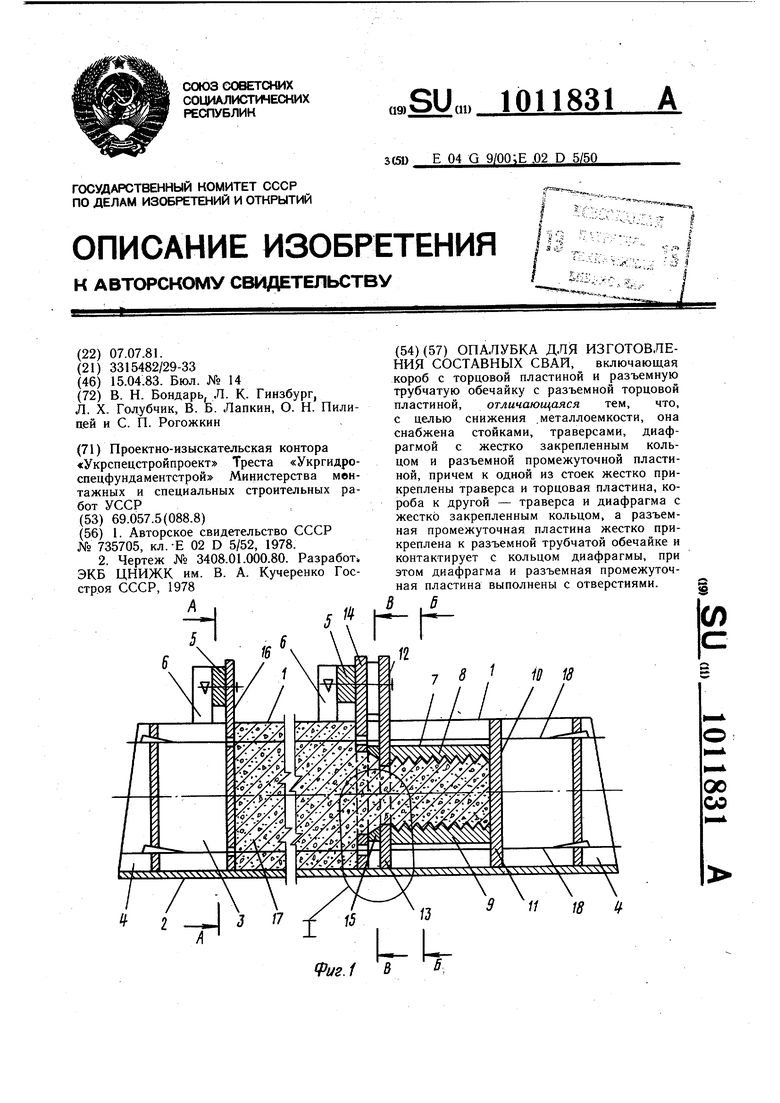
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стыковое соединение секций сборной железобетонной сваи | 1978 |
|
SU735705A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЭЛЕКТРИЧЕСКАЯ ЛАМПА С ПРИСПОСОБЛЕНИЕМ, ПРЕДНАЗНАЧЕННЫМ ДЛЯ ИСПОЛЬЗОВАНИЯ ЕЕ БЕЗ ПЕРЕКАЛА ПОСЛЕ РАЗРЫВА НИТИ И ПОСЛЕДУЮЩЕГО ЕЕ СПАИВАНИЯ | 1925 |
|
SU3408A1 |
| Разработ ЭКБ ЦНИЖК им | |||
| В | |||
| А | |||
| Кучеренко Госстроя СССР, 1978 I I | |||
