дд
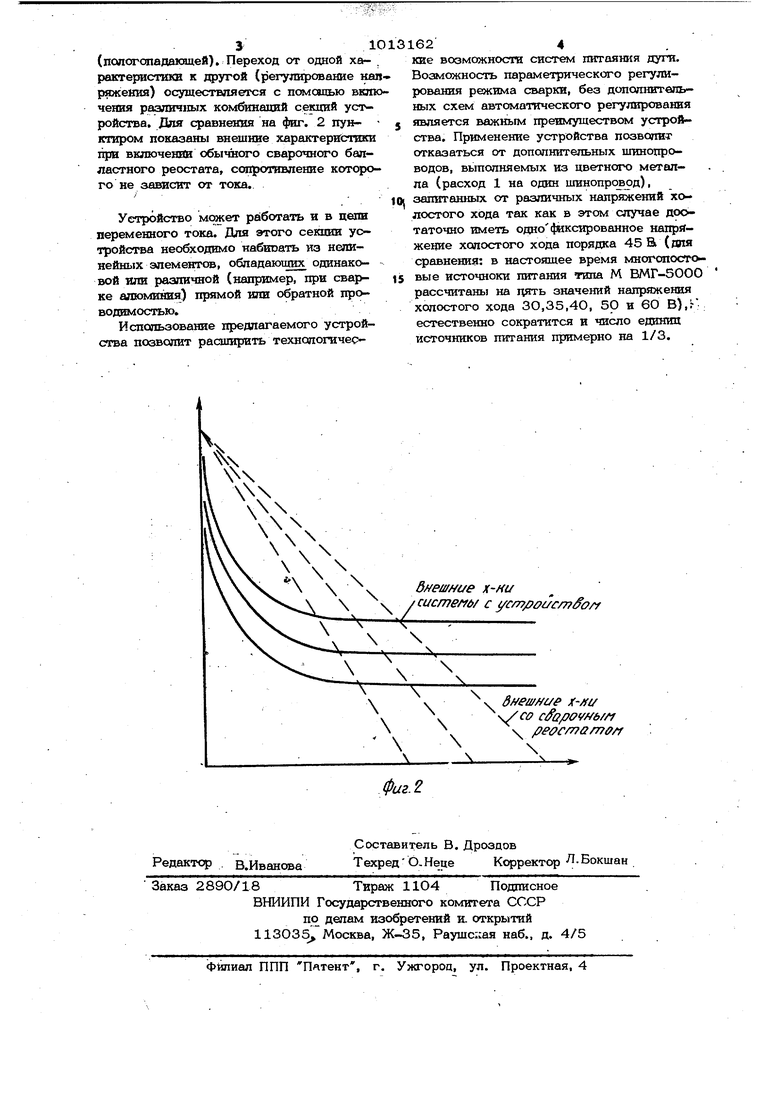
г.1 1C 1 Изобретейие относится к сварочному прсизводству и может быть испсяьзовано также в электротехнике, в частности в схемах регулируемого электропровода. Известны уЬтройства, последовательно включенные в сварочную цепь и спужашие для регзЛирования параметров режима сварки. Обычный балластный реостат, применяемый дан ручной дуговой сварки, содержит секции, вьшолненные из резисторов с линейными характеристиками fl.. Однако такие реосзаты для регулироЕдания режима механизированной сварки, наприме|р в углекислом газе, применить невозмолшо из-за нарушения стабильности процесса и ухудшения саморегулирования дуги. Наиболее близким по технической сущ ности к предлагаемому устройству является источник питания с регулятором тока со следуюлшми ОСНОВНЫМИ признаками В сварочную цепь последовательно с источником ЭДС включено угольное регули руемое сопротивление, представляющее набранные в секции угольные шайбы, сж тые в исходном состоянии пружиной. Пос ледовательно с угольным регулятором,, сопротивление которого не зависит от пр текающего по нему тока, включен электр магнит, компенсирующий усилия пружины С ростом тока усилие электромагнита возрастает, что приводит к растягиванию пружины и, следовательно, jc увеличению сопротивления угольного,регулятора, ограничивающего сварочный ток (отрицательная обратная связь). При введении псяожитетвьной обратной связи, очевидно, с ростом тока сопротивление регулятора будет падать. Таким образом, формируется нелинейная зависимость (характеристика) сопротивления регулятора от тока t2-. Недостатксы известного устройства является то, что изменени- величины сопротивления регулятора 6 ростом тока достигается введением обратной связи, выполненной в виде взаимодействующего на пружину усилия, создаваемого электромагнитом. Это снижает работоспособность и надежность схемы, эффективност регулирования, ухудшает стабильность сварки. Цель изобретения - обеспечение стабильного процесса сварки. Поставленная цель достигается тем, что в устройстве содержащем балластный реостат, включенный в сварочную цепь последовательно с источником питания и 62 . состоящий из переключаемых секций неравных по числу последовательно включенных нелинейных элементов сопротивлений, число,каждой секции принято равным П где Hj - число элементов сопротивлений . 1 -и секций, : 1 - номер секций. (Секции сопротивлений могут быть вышЗПнены из последовательно соединенных диодов. На фиг. 1 показан один из вариантов предайгаемого устройства, на фиг. 2 внешние характеристики системы питания дуги, получаетдые при включении устройств в сварочную цепь. Устройство (фил) состоит из ряда секций, которые набраны из последова-. тельш соединенных Нелинейных сопротивлений. Для сварки на постоянном токе эти нелинейные резисторы могут быть вьшолнены на элементах с односторонней проводимостью подобно диодам. Число секций зависит от диапазона и шага регулирования напряжения дуги. Устройство имеет зажимы А и В, которым подключается последовательно с источником питания в сварочную цепь. СекШШ нелинейных сопротивлений (1,2,3 и т.д.) включаются ключами К,К2, ...в разлишых комбинациях в зависимости от требуемого режима сварки. Число элементов каждой секций принято равным , где i- номер секции. Такая закономерность распределения элементов по секциям дает возможность получить семейство внешних характеристик системы питания дуги с малым шагом по напряжению (до 0;5 В) в рабочем диапазоне сварочных токов. В представленном виде устройство работает в цепи постояннгО тока последовательно с источником ЭДС и подключающимся зажимом А к положитепьному плюсу источника.. Устройство работает следующим образом. Когда ток в цепи мал, сопротивление секций устройства достаточно велико. Поэтому вольт-амперная зависимость (напряжение и ток сварки) будет иметь падающий характер. С ростом тока сопротивление диодов, а значит и секции, составленных из них, будет падать. При этом напряжение системы питания дуги практически не будет изменяться либо изменится незначительно (фиг. 2), Вольтамперная характеристика станет жесткой
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Регулятор сварочного тока | 1978 |
|
SU795799A1 |
| Устройство для сварки магнитоуправляемой дугой | 1984 |
|
SU1268337A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ С ПИТАТЕЛЕМ ОТ БОРТОВОЙ СЕТИ АВТОМОБИЛЯ | 1991 |
|
RU2030307C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2643025C1 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1990 |
|
SU1738526A1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
УСТРОЙСТВО ДЛИ ЭЛЕКТРОДУРСВОЙ СВАРКИ, щэёймущественно газоавхектрической, содержащее балпастный реостат, включенный в сварочную цепь последовательно с источником питания и состоящий из переключаемых секций неравных по числу последовательно включенных нелинейных элементов сопротивле НИИ, отличающееся тем, что, с целью обеспечения стабютьногчэ процесса сварки при регутшровании его путем фор|мирования внешней вольт-амперной характеристики, число элементов сопроттапений каждой секции принято равным , где, ПА - число элементов сопротивлений 1- и секций, 1 - номер секций. 2. Устройство по п. 1, о т л и ч ак щ е е с я тем, что секции сопротив; лещи выполнены из последовательно со(О ещненных диодов.;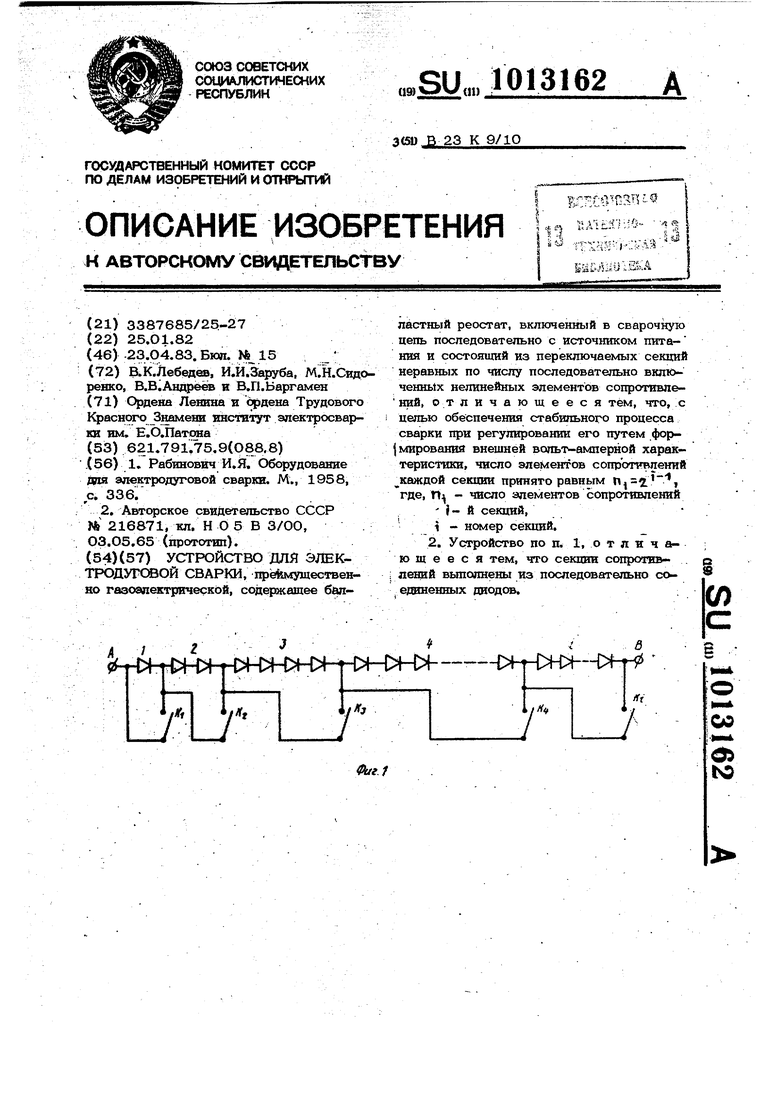
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рабинович И.Й, Оборудование дпя электродуговой сварки | |||
| М., 1958, с, 336 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1965 |
|
SU216871A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
