(54) МНОГОПОСТОВОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
1
Изобретение относится к технологическим процессам и может быть использовано в качестве многопостовой системы питания для электродуговой сварки.
Известно устройство для электродуговои сварки, которое содержит источник постоянного тока, дроссель с шунтирующим вентилем и коммутирующее устройство. Устройство предназначено для уменьшения инерционности многопостовой системы и повышения ее КПД 1.
Основными недостатками устройства являются ограниченная область его применения, так как оно обеспечивает поддержание среднего значения дугового напряжения за- счет большой частоты включений коммутирующего устройства, и не может быть использовано для процесса сварки с обратными связями по мгновенным значениям его, параметров.
Известно устройство для многопостовой сварки, которое содержит источник питания, силовой и вспомогательный тиристоры, коммутирующие конденсатор и дроссель, щунтирующий диод, сглаживающий дроссель и блок управления. Устройство предназначено для широтно-импульсного регулирования тока в многопостовой системе питания 2.
Основными недостатками известного устройства являются ограниченная область его применения, так как оно обеспечивает поддержание средних значений тока и напряжения за счет широтно-импульсного регулирования и не может обеспечить регулирования процесса по мгновенным значениям его параметров, что необходимо для многих видов электродуговой сварки (например, сварки с короткими замыканиями дугового проме10жутка, импульсно-дуговой сварки и др.). Кроме того, устройство имеет плохие энергетические показатели, из-за наличия резистора в цепи заряда коммутирующего конденсатора.
15
Наиболее близким к предлагаемому является устройство для электродуговой сварки, которое содержит источник питания постоянного тока и постовые регуляторы, содержащие силовой тиристор, коммутирую20щий и сглаживающий дроссель, коммутирующий и фильтрующий конденсаторы, шунтирующий диод и резистор. Устройство предназначено для улучшения динамических
характеристик многопостовой системы пита ни яГзЛОсновными недостатками известного устройства являются ограниченная область его применения, так как регулирование сварочных параметров может осуществляться только путем частотно-импульсной модуляции, ненадежность в работе, ибо регулятор сварочного тока может иметь срывы из-за невыключения силового тиристора.
Целью изобретения является расширение функциональных возможностей устройства путем обеспечения сварки импульсным током, модулированным током и с короткими замыканиями.
Поставленная цель достигается тем, что в многопостовое устройство для электродуговой сварки, содержащее источник постоянного тока и постовые регуляторы сварочного тока, каждый из которых состоит из последовательно соединенных силового тиристора, коммутирующего и сглаживающего дросселей, включенных в цепь питания сварочной дуги, коммутирующего и фильтрующего конденсаторов, секционированного сопротивления и диода, шунтирующего сглаживающий дроссель, в каждый из постовых регуляторов введены блокирующий диод, зарядный дроссель, вспомогательный тиристор и разделительный диод, при этом через последний постовые регуляторы подключены к источнику питания, последовательно соединенные блокирующий диод и зарядный дроссель через коммутирующий конденсатор подключены паралельно фильтрующему конденсатору, вспомогательный тиристор включен параллельно последовательно соединенным коммутирующим конденсатору и дросселю, а параллельно коммутирующему дросселю и силовому тиристору включено секционированное сопротивление.
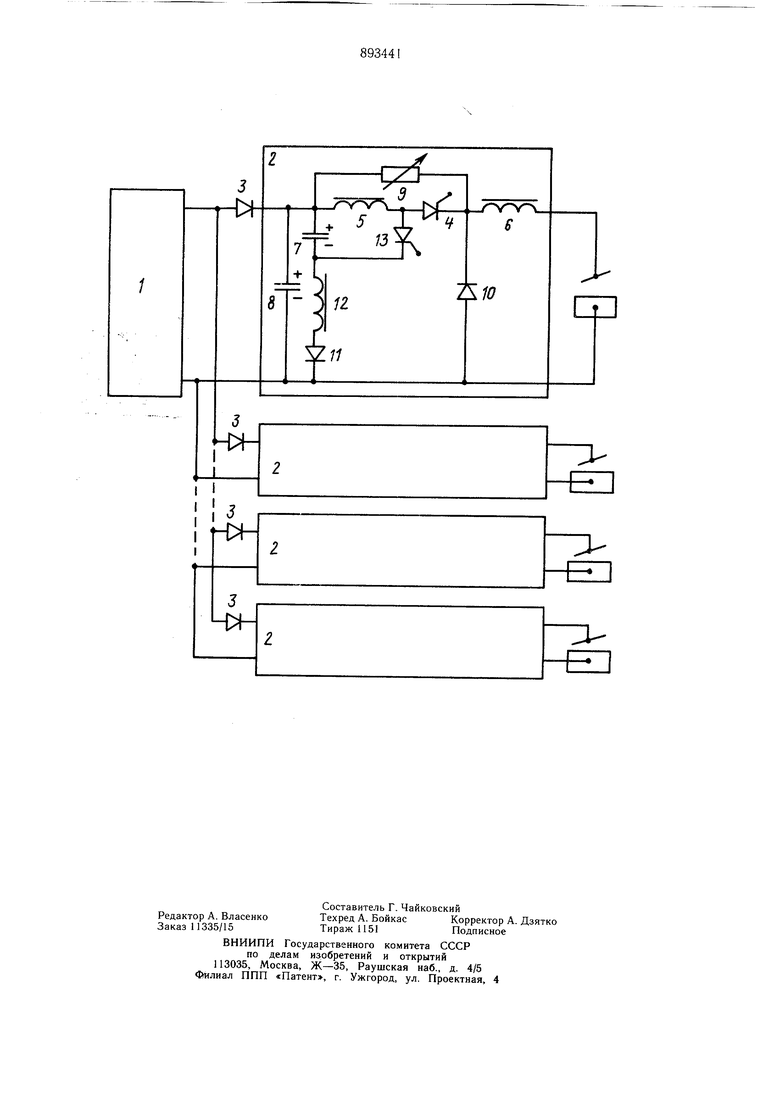
На чертеже, изображено устройство, схема.
Многопостовое устройство для электродуговой сварки, содержащее источник 1 питания постоянного тока, постовые регуляторы 2 сварочного тока, которые через разделительные диоды 3 подключены параллельно источнику 1 питания, причем каждый постовой регулятор 2 сварочного тока состоит из последовательно соединенных силового тиристора 4, коммутирующего 5 и сглаживающего 6 дросселей, включенных в плюсовую цепь питания сварочной дуги, коммутирующего 7 и фильтрующего 8 конденсаторов, секционированного сопротивления 9, подсоединенного параллельно коммутирующему дросселю 5 и силовому тиристору 4, диода 10, шунтирующего сглаживающий дроссель 5 и дуговой промежуток, последовательно соединенных блокирующего диода 11 и зарядного дросселя 12, которые через коммутирующий конденсатор 7 подключены параллельно фильтрующему конденсатору 8, и вспомогательного тиристора 13, шунгирующего последовательно соединенные коммутирующие конденсатор 7 и дроссель 5.
Устройство работает следующим образом.
При включении источника 1 питания заряжаются фильтрующий 8 и коммутирующий 7 конденсаторы. Первый заряжается по цепи: ( + ) 1-3-8-(-)1, до напряжения источника 1 питания, а второй заряжается по цепи: (-f) 1 -3-7- 12-11 - (-) 1, до напряжения, равного примерно двойному напряжению источника питания с полярностью, указанной на чертеже. :Устройство готово к работе.
Включение силового тиристора 4 приводит к протеканию сварочного тока по цепи: ( + )1-3-5-4-6-дуга-(-)1. Включение вспомогательного тиристора 13 приводит к выключению силового тиристора 4 за счет приложения на первом этапе коммутации в обратном направлении напряжения предварительно заряженного коммутирующего конденсатора 7 по цепи: (-f )7-8-10 - 4-13-(-)7. На втором этапе коммутации происходит перезаряд коммутирующего конденсатора 7 по цепи: верхняя обкладка 7-12-13-нижняя обкладка 7, с полярностью, обратной указанной на чертеже, после чего вспомогательный тиристор 13 закрывается. На следующем этапе происходит резонансный перезаряд коммутирующего конденсатора 7, по цепи: нижняя обкладка 7-12-11 - 1-3- верхняя обкладка 7, с полярностью, указанной на чертеже. Причем напряжение, до которого перезарядится коммутирующий конденсатор 7, будет значительно превышать первоначальное, что достигается за счет действия в цепи перезаряда напряжения заряженного конденсатора 7 с полярностью, противоположной указанной на чертеже, и напряжения источника 1 питания. Напряжение на коммутирующем конденсаторе 7 будет увеличиваться при каждом последующем цикле «пе0 резаряд - заряд и затем стабилизируется на требуемом для нормальной коммутации уровне, за счет соответствующего подбора параметров зарядного и коммутирующего контуров, а также их добротностей.
С момента выключения силового тиристора 4, протекает ток паузы по цепи: ( + )1 -
3-9-6-дуга-(-)1. Величина тока паузы определяется выбором параметров секционированного сопротивления 9.
0 Диод 3 необходим для исключения влияния друг на друга при работе от одного источника нескольких регуляторов сварочного тока, так как без него при коротком замыкании дугового промежутка в сварочной цепи одного из регуляторов, фильтрующие
и коммутирующие конденсаторы других регуляторов могут разряжаться через короткозамкнутую цепь, что приводит к нарушению их работы.
Предлагаемое многопостовое устройство имеет большие преимущества перед известными и широко применяемыми в промышленности. Так, например, отказ от традиционных в многопостовых системах питания балластных реостатов и регулируемых дросселей позволяет значительно улучшить энергетические показатели, КПД и динамические свойства, уменьшить инерционность, а также значительно повысить качество сварки. Что касается применявшихся ранее известных тиристорных регуляторов, то по сравнению с ними предлагаемый обладает более широкими функциональными возможностями, так, как он может быть применен с различными способами сварки (импульсной, модулированным током, с короткими замыканиями дугового промежутка и др.), обеспечить процесс с обратными связями по мгновенным значениям его параметров, а также позволяет расширить регулировочные и энергетические показатели устройств такого типа.
Проведенные испытания показали высокую устойчивость в работе предлагаемого устройство в большом диапазоне сварочных режимов и при различных модификациях способов электродуговой сварки.
Формула изобретения
Многопостовое устройство для электродуговой сварки, содержашее источник постоянного тока и постовые регуляторы сварочного тока, каждый из которых состоит из последовательно соединенных силового тиристора, коммутирующего и сглаживающего дросселей, включенных в цепь питания сварочной дуги, коммутирующего и фильтрующего конденсаторов, секционированного сопротивления и диода, шунтирующего сглаживающий дроссель, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения возможности импульсной сварки, сварки модулированным током, а также сварки с короткими замыканиями дугового промежутка в каждый из постовых регуляторов введены блокирующий диод, зарядный дроссель, вспомогательный тиристор и разделительный диод, при этом через последний постовые регуляторы подключены к источнику питания, последовательно соединенные блокирующий диод и зарядный дроссель через коммутирующий конденсатор подключены параллельно фильтрующему конденсатору, вспомогательный тиристор включен параллельно последовательно соединенным коммутирующим конденсатору и дросселю, а параллельно коммутирующему дросселю и силовому тиристору включено секционированное сопротивление.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 221878, кл. В 23 К 9/00, 04.06.65.
2.Электротехническая промышленность. Научно-технический реферативный сборник. Сер. «Электросварка, 1971, № 5,
с. 5-7.
3.Авторское свидетельство СССР № 240899, кл. В 23 К 9/10, 10.06.65.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1058171A1 |
| Устройство для сварки | 1985 |
|
SU1238919A1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| Устройство для сварки | 1983 |
|
SU1118496A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2013 |
|
RU2547048C2 |
| Регулятор сварочного тока | 1987 |
|
SU1504027A1 |
| Устройство для сварки | 1973 |
|
SU487728A1 |
| Устройство для сварки | 1990 |
|
SU1738525A1 |