Устройства для теплового обеззараживания тканевой тары, в том числе и мешков, выполненные в виде закрывающейся камеры, в которой подвепгаваемые вручную мешки остаются на определенный период между полыми плитами-подогревателями, заполняемыми теплоносителем, известны.
Недостаток таких устройств заключается в их малой производительности, громоздкости, а таклсе в ручном способе загрузки камеры мешками.
В предлагаемой машине этот недостаток устранен. С целью сокра1Пеиия времени прогрева мешков путем непосредственного их контакта с плитами-подогревателями, последние выполнены раздвигаюш,имися по направляюшим станины. В промежуток между нлитами при помощи цепных конвейеров с шипами вдвигаются перегнутые пополам мешки, падетые на боковые полые выступы четных плит. Затем плиты-подогреватели, соединенные шарнирными тягами, плотно сдвигаются посредством электролебедки и троса и после пропуска по ним теплоносителя раздвигаются под действием контргруза.
Для согласования раздвигания и
сдвигания плит, а также периодического движения цегнюго KOHBeiieра применена блокировка ирьлюдных электродвигателе }.
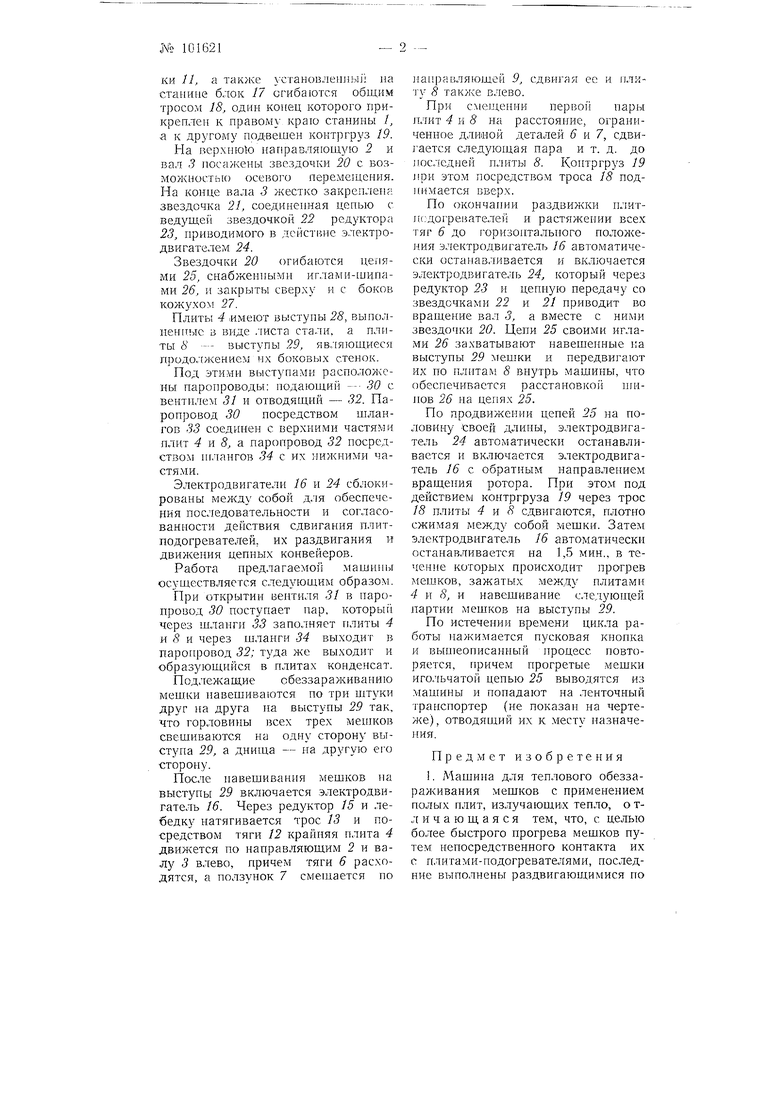
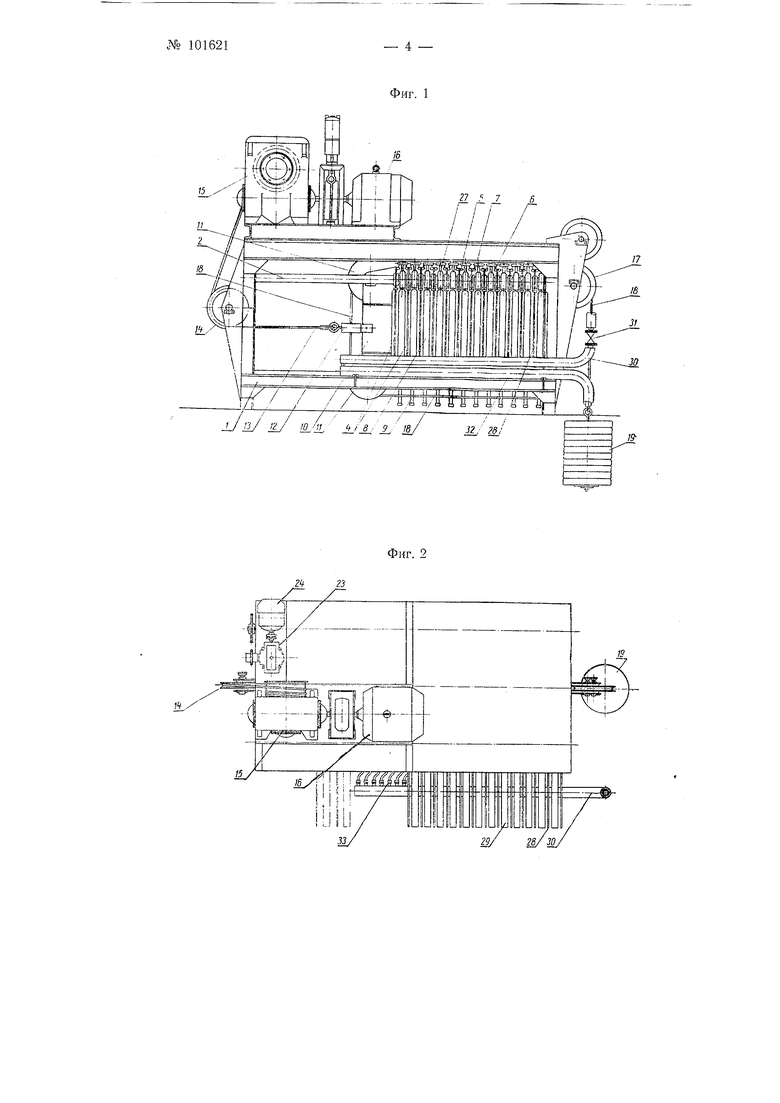
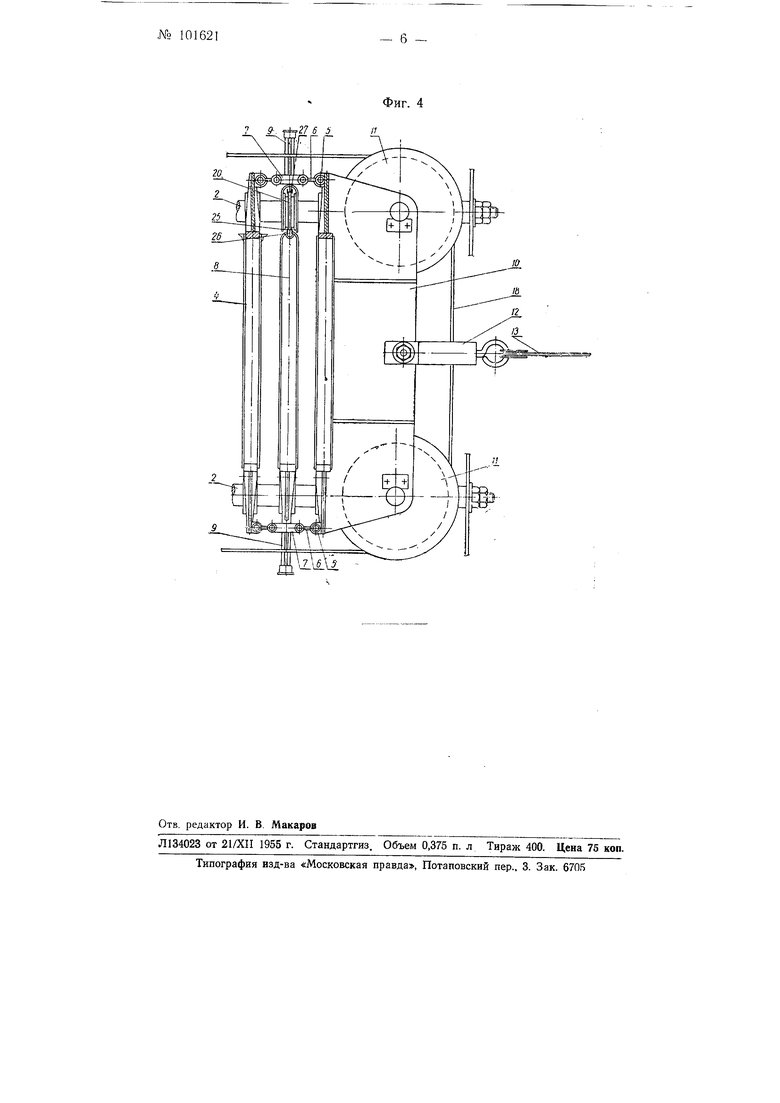
На фиг. i, 2 и 3 изображен общий вид иредлагаемой маии-п1ы в трех проекциях; иа фиг. 4 - частичный продольный разрез машииы с изображением отдельных ее уз.тов в увеличенном масштабе.
В сварной станине 1 симметрично установлены три продольных направляющих 2 и вал 3, также яв.чяющийся направляющей.
На направляющих закреплены иодвпжно нечетные плиты-подогреватели 4, щарнирпо соединеипые между собой посредством 5, тяг 6 и ползуиков 7.
Между и.штами 4 закреплены подвижно иа нижних иаиравляюид.их 2 четные плиты 8. К верхним и нижним краям плит 8 жестко прикреилепы вертикальные направляющие 9, охваченпые ползунками 7.
Правая крайняя плита 4 (фиг. I) неподвижно прикреплена к станине /, крайняя левая имеет ребра 10, к которым прикреплены блоки 11 и тяга 12 с тросом 13. Последний огибает блок 14 и соедиияется с лебедкой и редуктором 15, приводимым в действие электродвигателем 16. Блоки //, а так/КС установленльи : на станине блок 17 огибаются общим тросом 18, один конец которого прикреплен к правому краю станины /, а к другому подвешен контргруз 19.
На верхнюю направляющую 2 и вал 3 посажены звездочки 20 с возможностью осевого перемещения. На конце вала 3 жестко закреплена звездочка 21, соединенная цепью с ведущей звездочкой 22 редуктора 23, приводимого в действие электродвигателем 24.
Звездочки 20 огибаются цепями 25, снабженнымн иглами-гнинамн 26, и закрыты сверху и с боков кожухом 27.
Плиты 4 имеют выступы 28, выполненгтые в виде .тиста стали, а плиты S - выступы 29, являющиеся лродо.тжением мх боковых стенок.
Под этими выступами расположены паропроводы: подающий -- 30 с вентилем 31 и отводящий - 32. Паропровод 30 посредством шлангов 33 соединен с верхними частями плит 4 i 8, а паропровод 32 посре.дством нглангов 34 с их нижними частями.
Электродвигатели 16 и 24 сблокированы между собой для обеспечения пос;1едовательности и согласованности действия сдвигания плитподогревателей, их раздвигания и движения денных конвейеров.
Работа нредлагаемой машни1, осуществляется следующим образом.
При открытии вентиля 31 в иаропровод 30 поступает пар, которы через щланги 33 заполняет плиты 4 и 8 и через шланги 34 выходит в паропровод 32; туда же выходит и образующийся в плитах конденсат.
Подлежащие обеззараживанию мешки навешиваются по три штуки друг на друга на выступы 29 так, что горловины всех трех свещиваются на одну сторону выступа 29, а днища - на другую его сторону.
После иавещивания мешков на выступы 29 включается электродвигатель 16. Через редуктор 15 и лебедку натягивается трос 13 и посредством тяги 12 крайняя нлита 4 по направляющим 2 и валу 3 влево, причем тяги 6 расходятся, а ползунок 7 смен1ается но
направляющей 9, сдвигая ее и пли у 8 также влево.
При смещении первой нлит 4 и 8 на расстояиие, ограииченное длиной деталей 6 и 7, сдвигается следующая пара и т. д. до последней п.;щты 8. Контргруз 19 лри этом посредством троса 18 поднимается вверх.
По окончании раздвижки и.читпсдогревателей и растяжении всех тяг 6 до горизоитального положения электродвигатель 16 автоматически останавливается и вкл очается электродвигатель 24, который через редуктор 23 и цепную передачу со звездочками 22 и 21 нриводит во вращение вал 3, а вместе с ними звездочки 20. Цени 25 своими иглаMVL 26 захватывают навещенные на выступы 29 мешки и передвигают их но плитам 8 внутрь машины, что обеспечивается расстаиовкой 26 иа цепях 25.
По продвижении ценей 25 на половину своей длины, электродвигатель 24 автоматически останавливается и включается электродвигатель 16 с обратным направлепием вращения ротора. При этом под действием контргруза 19 через трос 18 плиты 4 н 8 сдвигаются, плотно сжимая между собой мещки. Затем электродвигатель 16 автоматически остаиавливается на 1,5 мин., в течение которых происходит прогрев мещков, зажатых между плитами 4 и 8, и иавещиваиие следующей партии мещков на выступы 29.
По истечении времени цикла работы нажимается пусковая кнонка и .инеонисанный процесс повторяется, причем прогретые мешки игольчатой ценью 25 выводятся из машины и нонадают на ленточный транспортер (не показан на чертеже) , отводящий их к месту назначения.
Предмет изобретения
1. Мащина для теплового обеззараживания мешков с примеиением полых плит, излучающи:Х тепло, о тличающаяся тем, что, с целью более быстрого прогрева мещков путем непосредственного контакта их с плитами-подогревателями, последние выполнены раздвигающимися по
направляющим станины, так, что в промежуток между нечетными плитами при помощи периодически двигающихся поперечных цепнь5х конвейеров с шипами вдвигаются надетые на боковые полые выступы четных плит-подогревателей перегнутые пололам мещки, после чего плиты-подогреватели плотно сдвигаются и через них проходит теплоноситель.
2. Форма выполнения мащины по
п. 1, отличающаяся тем, что плиты-подогреватели соединены между собой шарнирными тягами и раздвигаются по направляющим прн помощи электролебедки и троса, а сдвигаются при помощи подвещенного на тросе контргруза.
3. В мащине по пп. 1 и 2 применение блокировки электродвигателе для раздвижения плит-подогревателей и периодического движения поперечных цепных конвейеров.
IfLJL JuAj 2 iSj
/ I fi fi Ti 11 II ii
H,ti а/и ц у a ц/ОП)-
32/ 2d
19
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для очистки мешков от пыли | 1947 |
|
SU69863A1 |
| Матерчатый фильтр для очистки воздуха | 1958 |
|
SU117347A1 |
| Машина для чистки и смазки внутренней поверхности изложниц | 1938 |
|
SU54028A1 |
| Устройство для снятия наработанных початков пряжи и надевания патронов на веретена прядильных машин | 1959 |
|
SU123440A1 |
| Машина для формирования пакетов, например из мешков с цементом | 1959 |
|
SU125512A1 |
| Штабелирующая тележка | 1941 |
|
SU83996A1 |
| Устройство для параллельного прикладывания одна к другой стенок заполненных мешков | 1983 |
|
SU1281167A3 |
| Аппарат для пневматического выворачивания мешков | 1935 |
|
SU51048A1 |
| МАШИНА ДЛЯ ОЧИСТКИ МЕШКОВ ОТ ПЫЛИ | 1965 |
|
SU176235A1 |
| Загрузочный барабан мешковыбизальных машин | 1958 |
|
SU117207A1 |
Й гз
,1МдЖЩ
I , | I I -.... --/-
I I I i f
