«ы
////-Г/
О
ю о ел Изобретение относится к строительству и предназначено для изготовления огражданядих элементов стен и кровель промышленных и гражданских зданий и сооружений. Известен способ изготовления предварителыю напряженного элемента ограждения путем закрепления листовой обшивки на контуре с последующим ее растяжением принудительньм выгибом с помощью силового приспособления Недостаткгили указанного способа, являются неравномерность распределения напряжения в с шивке ограждения и невозможность эффективно включить ее в работу конструкции. Наиболее близким к предлагаемому является способ изготовления каркасной панели ограждения с металлическими предварительно напряженными обшивками, включакхщгй прикрепление верхней и нижней металлических обшивок к п родольным элементам каркаса и их последуквдее растяжение 2. Недостатками данного способа являются сложнос.ть операций напряжения обшивок и невозможность вклкчения.в .работу обшивок слоя утеплителя, Кроме того, данный способ не обеспечивает сохранения целостности обшивок оПри эксплуатации.. ;:; Цель изобретения - упроиение предварительного напряжения обшивок, повышение несущей способности и снижение деЛормативности. Указанная цель «остигается тем, что согласно способу изготовления карк ас«ай панели ограждения с металли-т чёскимн предварительно напряженными обй1ИВ1сгиии эключакадему прикрепление верхней и нижней металлических обшиврк к продольным элементам каркаса и их .последаюте в растяжение/ элементы кадкаса устанавливают со сдвигом к середане панели, обшивку прикрепляют со смемением мест крепления по высоте сечениявнутрь по ртиошению нейтральнрй оси обшивки, а растйжение обшиврк производит путем заливки вспениваю-. иейся полимерной композиции во внутренюю полость между обшивками. На фиг. 1 изобрс1жена Зё4готовка панели, уложенная в формующую оснастку до вспенивания полимерной композиции; на Лиг. 2 - панель в фop 4yюtaeй осиастке в момент окончания вспенивания полимерного материала, При вспенивании полимерной композиции в полосте панелей между обшивКс1ми 1 обрамляющие ребра 2 прижимаются к продольным боковым стенкам формы 3. При этом гофрированные оОыивки панели, закрепленные к ребрам упруго в местах 4, растягиваются (преднапрягаются ) в поперечном направлении.. После завершения процесса вспенивания и отверждения полимерного материала, заполнителя, сопровождяюцегося его усадкой, равной продольные ребра 2 пацепк стягиваются силой i Натяжения обшивок 1 и плотно обжимают утеплитель 5 по ширине панели. При этом обшивки 1, оставаясь натянутыми (преднапряженными /в поперечном направлении, одновременно изгибаются в сторону утеплителя 5 (благодаря смещению их закрепления к продольным ребрам по высоте сечения панели внутрь ло отношению к нейтральным осям б обшивок и плотно обжимают утеплитель 5 по толщине панели. Благодаря этому исключается необходимость клеевого соединения между оШчивкамн 1 и утеплителем 5, что повьвиает технологи }ность изготовления и снижает стоимость панелей . Изготовление панелей может быть существлено на действуюгдих стендовых технологических линиях высокой прозводительности без переустройств, Применение предлагаемого способа озволяет повысить долговечность и ксплуатационные качества ограждеий, а также отказаться от клееврго @дннения обшивок с утеплителем, при том в результате отказа от применямого клея 88-Н снижается вэрыво- и ожароопасность производства панелей.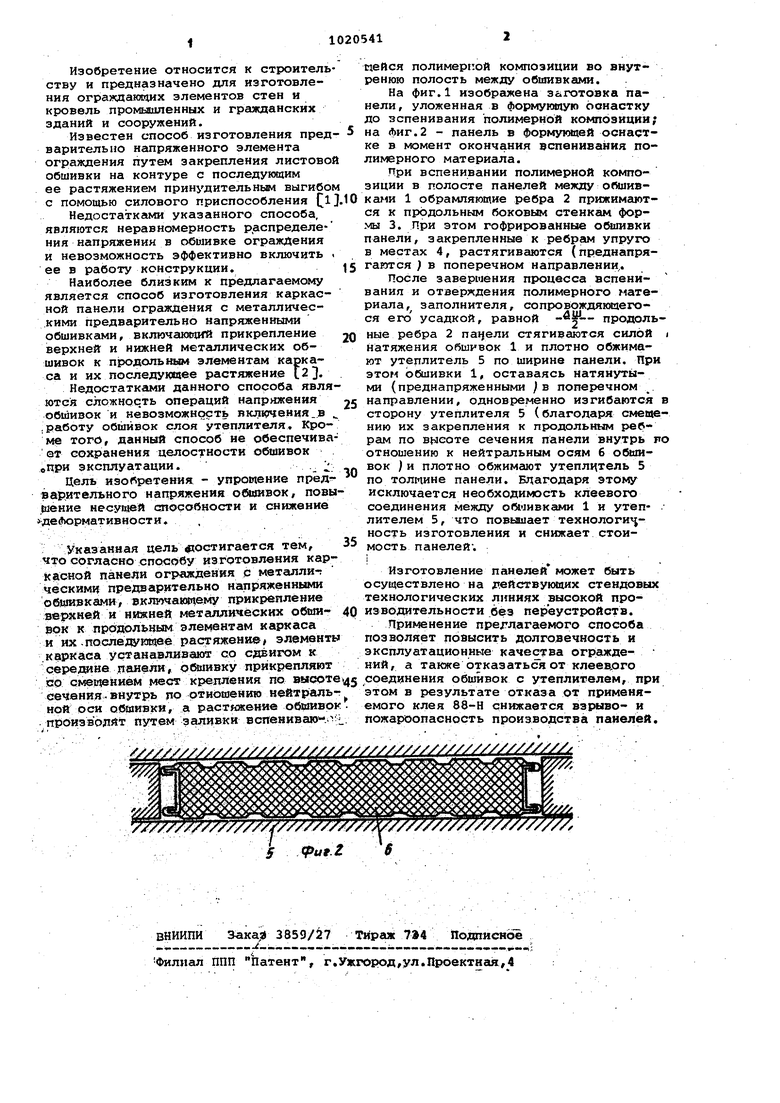
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления каркасной панели ограждения | 1983 |
|
SU1135876A1 |
| Слоистая панель ограждения | 1983 |
|
SU1158244A1 |
| Панель ограждения | 1988 |
|
SU1573118A1 |
| Панель ограждения | 1977 |
|
SU661083A1 |
| Слоистая панель ограждения | 1983 |
|
SU1157190A1 |
| Панель ограждения | 1979 |
|
SU836309A1 |
| Наружное стеновое ограждение | 1976 |
|
SU617553A1 |
| Панель ограждения | 1975 |
|
SU541004A1 |
| Способ изготовления трехслойной панели | 1987 |
|
SU1434055A1 |
| Трехслойная стеновая панель | 1978 |
|
SU727786A1 |
СНОСОВ ИЗГОТОВЛЕНИЯ КАРКАСНОЙ ПАНЕЛИ ОГРАЖДЕНИЯ с металлическими предварительно напряженными ойиивками, включающий прикрепление верхней и нижней металлических обшивок к продольным элементам каркаса и их последующее растяжение, отличающийся тем, что, с .целью упрсзаения предварительного напряжения обшивок, повьлшения несущей способности и снижения деформативности. элементы каркаса устанавливают со сдвигом к середине панели, обмивку прикрепляют со смещением мест крепления по высоте сечения внутрь по отношению нейтральной оси обшивки, а растяжение обшивок производят путем заливки вспенивающейся полимерной композиции во внутреннюю полость между обши вками.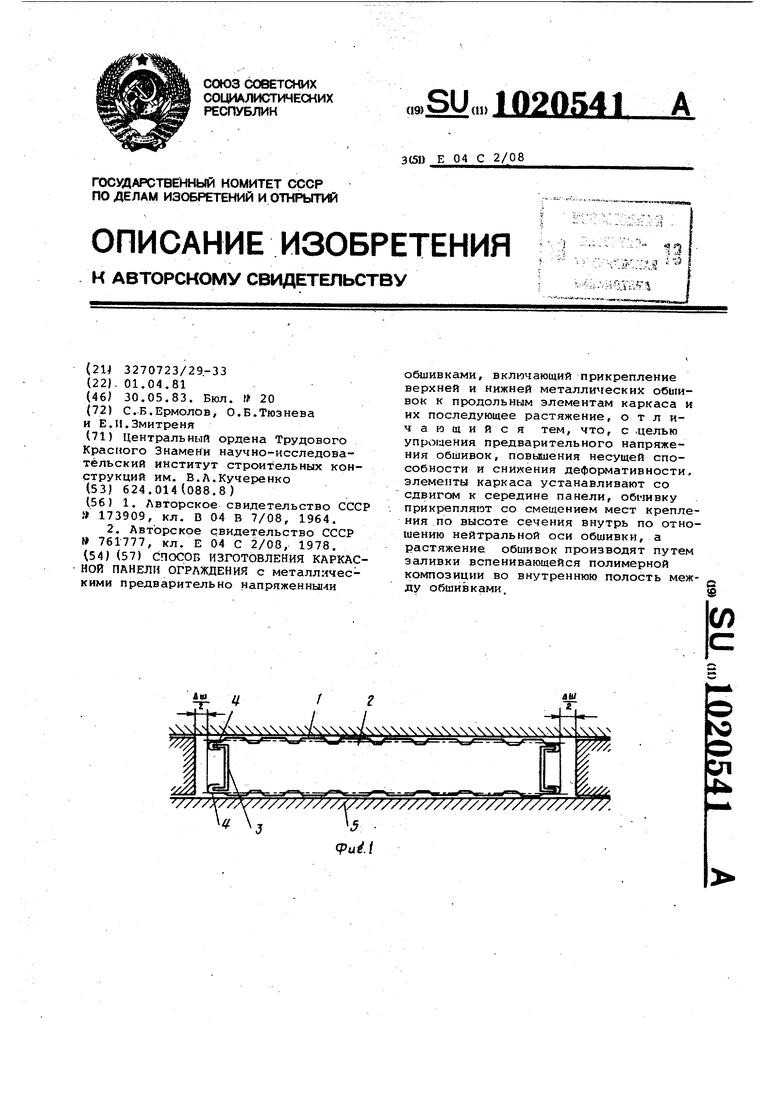
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СССР fБ?^СО;ОЗНЛЯ - :;лУ^НТН1 ••!: г\::;:,;чЕс;:^яI ''лоЛмЗ'ГсКА | 0 |
|
SU173909A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР 761777, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
