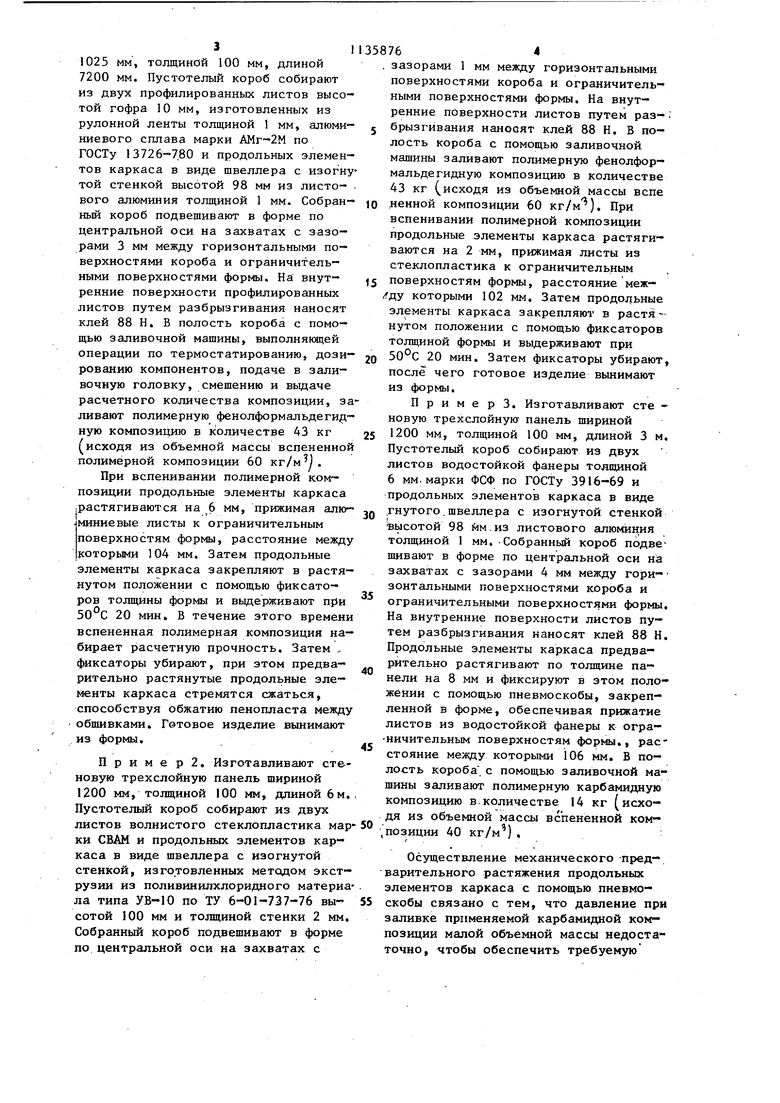
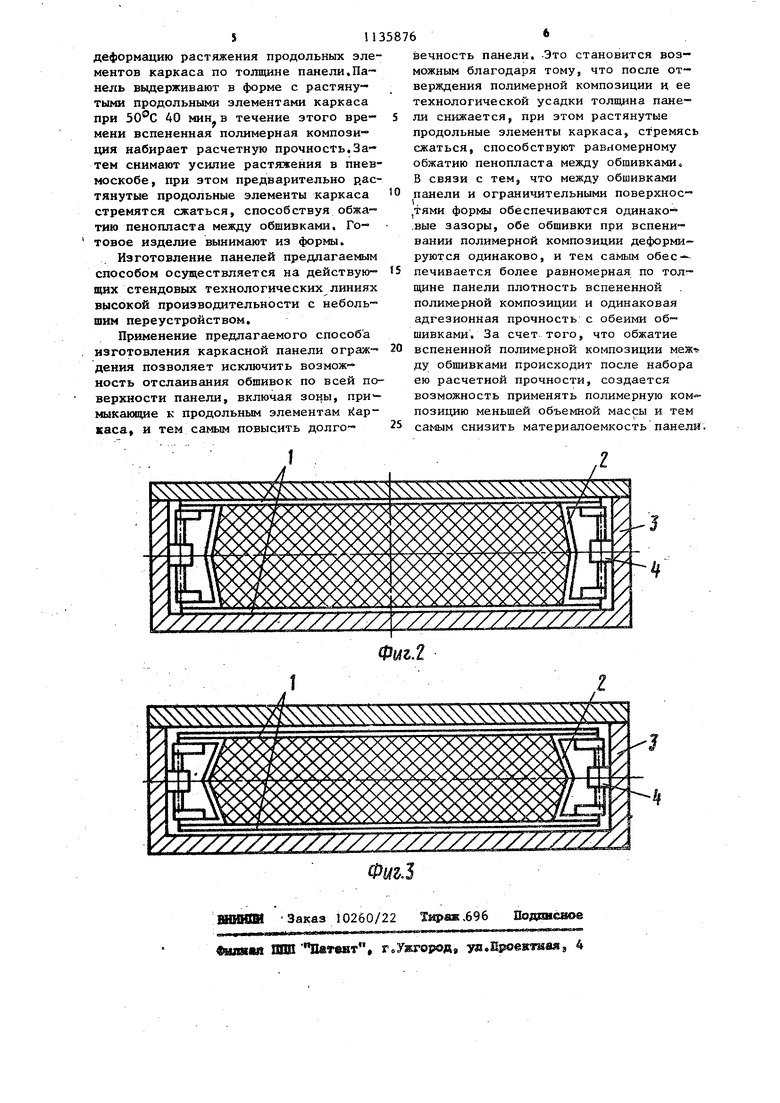
Изобретение относится к строитель ству и предназначено для изготовления ограждающих конструкций промьшленных гражданских зданий, Известен способ изготовления кар™ касной панели огражения путем созда НИН предварительно напряженных обшивок за счет давления, возникающего в процессе вспенивания полимерной композиции, причем в качестве ограничительного приспособления принято при способление, имеющее профиль, отличный от профиля изделия Q . Недостатком данного способа является пов1лаенная материалоемкость И трудоемкость изготовления изделия и ограничительного приспособления, что связано с необходимостью применять ограничительное приспособление сложной формы двоякой кривизны), повышенным расходом материалов (сред него слоя, обрамлякнцего каркаса, соединительных элементов каркаса с обшивками, необходимостью в ряде случаев установки попе-речных ребер, Наиболее близким к изобретению является способ изготовления каркасной панели ограждения с листовыми обшивками, включакяций прикрепление верхней и иижней обшивок к продольным элементам каркаса, образуняцим короб, размещение пустотелого короба в форме с зазором между коробом и ограничительными поверхностями формы заливку в полость пустотелого короба полимерной композиции, вспенивание последней и упругую деформацию элементов каркасной панели за счет давления, возниканвдего в процессе вспенийания полимерной композиции 2 . Недостатками известного способа являются повышенная материалоемкость что связано с неполным использованием расчетной прочности вспененной полимерной композиции, низкая долговечность и отслаивание обшивок. Цель изобретения - повышение долговечности и снижения материалоемкости панели путем снижения объемной массы полимерной композиции и исключения отслаивания обшивок. Указанная цель достигается тем что согласно способу изготовления каркасной панели ограждения с листовыми обшивками, включающему прикрепление верхней и нижней обшивок к про дольным элементам каркаса, образующим короб, размещение пустотелого короба в форме, с зазором между коробом и ограничительными поверхностями формы, заливку в полость пустотелого короба полимерной композиции, вспенивание последней и упругую деформацию элементов каркасной панели за счет давления, возникающего в процессе вспенивания полимерной композиции, перед заливкой полимерной композиции пустотелый короб подвешивают в форме по центральной оси на захватах, а после вспенивания полимерной композиции деформированные продольные элементы каркаса в отдельных точках временно фиксируют в растянутом положении до момента набора расчетной прочности вспененной полимерной композицией. На фиг.1 изображена заготовка панели, уложенная в форму до вспенивания полимерной композиции; на фиг.2 - панель в форме в момент окончания вспенивания полимерной композиции с фиксацией продольных.элементов каркаса в растянутом положении до момента набора расчетной прочности вспененной полимерной композицией; на фиг.З - панель в форме после набора расчетной прочности вспененной полимерной композицией и завершения усадочных явлений. Способ изготовления каркасной панели ограждения осуществляется еле- дукицим образом. Перед заливкой полимерной композиции пустотелый короб, состоящий из обшивок I и продольных элементов каркаса 2, выполненных из высоко- эластичного упругого материала, например пластмассы или гнутого профиля из тонколистового металла, подвешивают в форме 3 с зазорами UV/ . При вспенивании полимерной композиции в полости короба между обшивками 1 продольные элементы каркаса 2 растягиваются по толщине панели на величину зазоров 2 5 прижимая обшив ки к ограничительным, поверхностям формы. Продольные элементы каркаса временно закрепляют в отдельных точках в растянутом положении фиксаторами 4 до момента набора расчетной прочности полимерной композицией. Время фиксации определяют технологическим расчетомс По истечении этого времени фиксаторы 4 убирают. Пример 1 в Изготавливают сте- ровую трехслойную панель шириной 1025 мм, толщиной 100 мм, длиной 7200 мм. Пустотелый короб собирают из двух профилированных листов высотой гофра 10 мм, изготовленных из рулонной ленты толщиной 1 мм, алюминиевого сплава марки АМг-2М по ГОСТу 13726-7,80 и продольных элементов каркаса в виде швеллера с изогну той стенкой высотой 98 мм из листового алюминия толщиной 1 мм. Собранный короб подвешивают в форме по центральной оси на захватах с зазорами 3 мм между горизонтальными поверхностями короба и ограничительными поверхностями формы. На внутренние поверхности профилированных листов путем разбрызгивания наносят клей 88 Н. В полость короба с помощью заливочной машины, выполняющей операции по термостатированию, дозированию компонентов, подаче в заливочную головку, смешению и вьщаче расчетного количества композиции, за ливают полимерную фенолформальдеги - ную композицию в количестве 43 кг /исходя из объемной массы вспененной полимерной композиции 60 кг/м). При вспенивании полимерной композиции продольные элементы каркаса растягиваются на 6 мм, прижимая алюминиевые листы к ограничительным поверхностям формы, расстояние между которыми 104 мм. Затем продольные элементы каркаса закрепляют в растянутом положении с помощью фиксаторов толщины формы и выдерживают при 50°С 20 мин. В течение этого времени вспененная полимерная композиция набирает расчетную прочность. Затем , фиксаторы убирают, при этом предварительно растянутые продольные элементы каркаса стремятся сжаться, способствуя обжатию пенопласта между обшивками. Готовое изделие вынимают из формы. Приме р 2. Изготавливают сте новую трехслойную панель шириной 1200 мм, толщиной 100 мм, длиной 6м ПустотельЕЙ короб собирают из двух листов волнистого стеклопластика мар ки СВАМ и продольных элементов каркаса в виде швеллера с изогнутой стенкой, изготовленных методом экструзии из поливинилхлоридного материа ла типа УВ-10 по ТУ 6-01-737-76 высотой 100 мм и толщиной стенки 2 мм Собранный короб подвешивают в форме по центральной оси на захватах с 1 764 зазорами 1 мм между горизонтальными поверхностями короба и ограничительными поверхностями формы. На внутренние поверхности листов путем раз-. брызгивания наносят клей 88 Н. В полость короба с помощью заливочной машины заливают полимерную фенолфор- мальдегидную композицию в количестве 43 кг (исходя из объемной массы вспе ленной композиции 60 кг/м). При вспенивании полимерной композиции продольные элементы каркаса растягиваются на 2 мм, прижимая листы из стеклопластика к ограничительным поверхностям формы, расстояние меж- ffy которыми 102 мм. Затем продольные элементы каркаса закрепляют в растянутом положении с помощью фиксаторов толщиной формы и выдерживают при 50 С 20 мин. Затем фиксаторы убирают, после чего готовое изделие вынимают из формы. П р и м е р 3. Изготавливают сте новую трехслойную- панель шириной 1200 мм, толщиной 100 мм, длиной 3 м. Пустотелый короб собирают из двух листов водостойкой фанеры толщиной 6 мм.марки ФСФ по ГОСТу 3916-69 и продольных элементов каркаса в виде гнутого,швеллера с изогнутой стенкой высотой 98 им-ИЗ листового алюминия толщиной 1 мм.-Собранный короб подвешивают в форме по центральной оси на захватах с зазорами 4 мм между гори- зонтальными поверхностями короба и ограничительными поверхностями формы. На внутренние поверхности листов путем разбрызгивания наносят клей 88 Н. Продольные элементы каркаса предварительно растягивают по толщине панели на 8 мм и фиксируют в этом положении с помощью пневмоскобы, закрепленной в форме, обеспечивая прижатие листов из водостойкой фанеры к ограничительным поверхностям формы., расстояние между которыми 106 мм. В полость короба с помощью заливочной машины заливают полимерную карбамидную композицию в.количестве 14 кг (исходя из объемной массы вспененной композиции 40 кг/м). Осуществление механического предварительного растяжения продольных элементов каркаса с помощью пневмоскобы связано с тем, что давление при заливке применяемой карбамидной композиции малой объемной массы недостаточно, чтобы обеспечить требуемую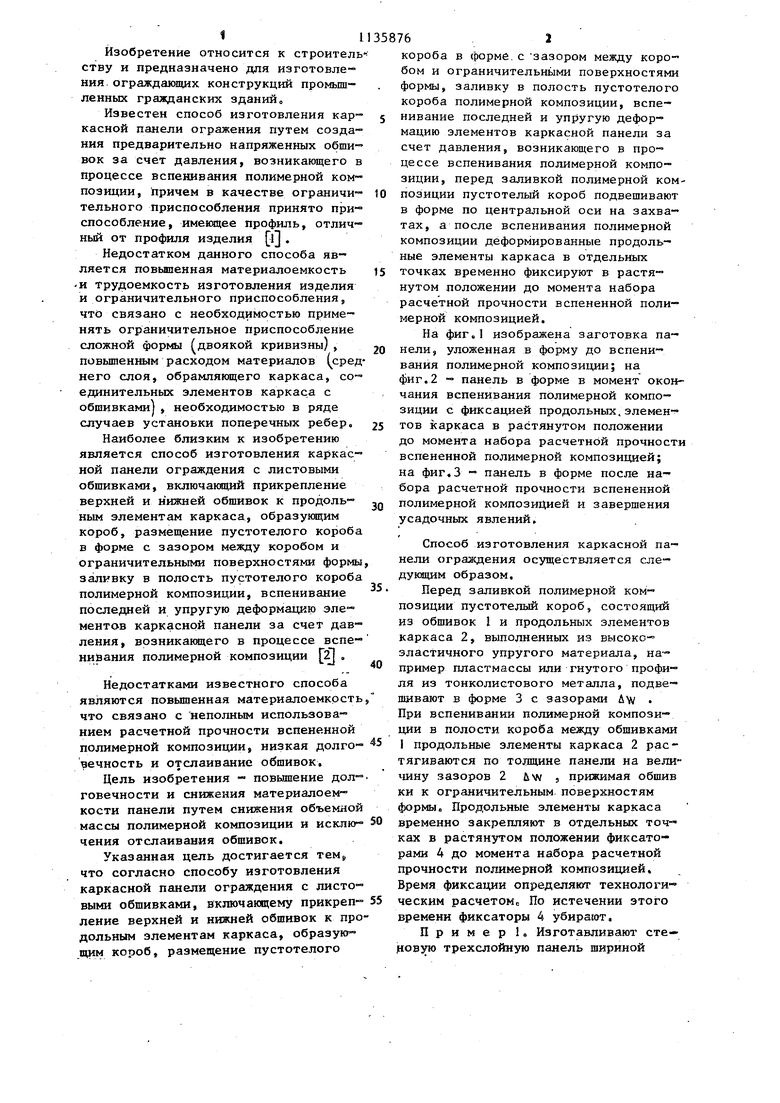
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления каркасной панели ограждения | 1981 |
|
SU1020541A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1970 |
|
SU273415A1 |
| Панель ограждения | 1988 |
|
SU1573118A1 |
| Трехслойная стеновая панель | 1980 |
|
SU962513A1 |
| Трехслойная панель ограждения и способ ее изготовления | 1991 |
|
SU1796752A1 |
| Слоистая панель ограждения | 1983 |
|
SU1158244A1 |
| ПАКЕТ ТЕПЛОИЗОЛЯЦИОННЫЙ | 2005 |
|
RU2376425C2 |
| Слоистая панель | 1988 |
|
SU1537777A1 |
| Несъёмная опалубка для монолитного бетона или железобетона из неорганического стекла (варианты) | 2018 |
|
RU2668669C1 |
| ПОЛОТНО МЕТАЛЛИЧЕСКОЙ ДВЕРИ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПАНЕЛИ ДВЕРНОГО ПОЛОТНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА МЕТАЛЛИЧЕСКОЙ ДВЕРИ | 2015 |
|
RU2583770C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСНОЙ ПАНЕЛИ ОГРАЖДЕНИЯ с листовыми обшивками, включаняций прикрепление верхней и нижней обшивок к продольным элементам каркаса, образующим короб, размещение пустотелого коро- ба в форме с зазором между коробом и ограничительными поверхностями формы, заливку в полость пустотелого короба полимерной композиции, вспенивание последней и упругую деформацию элементов каркасной панели за счет давления, возникающего в процессе вспе нивания полимерной композиции, отличающийся тем, что, с цег лью повышения, долговечности и снижения материалоемкости панели путем снижения объемной массы полимерной композиции и исключения отслаивания обшивок, перед заливкой полимерной композиции пустотелый короб подвешивают в форме по центральной оси на г захватах, а после вспенивания полимерной композиции деформированные продольные элементы каркаса в отдель ных точках временно фиксируют в растянутом положении до момента набора расчетной прочности вспененной полимерной композицией. со СП 00 Од
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 0 |
|
SU273415A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления каркасной панели ограждения | 1981 |
|
SU1020541A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
