Изобретение относится к электро ной технике и может быть использова при изготовлении катодно-подогревательных узлов (КПУ), устанавливаемы в электронно-лучевых приборах. Известен способ изготовления КПУ заключающийся в том, что держатели подогревателя закрепляют в отверстиях несущего изолятора с помощью пистонирования, а выводы подогревателя закрепляют сваркой в прорезя держателей l. Недостатком способа является необходимость изготовления держателей сложной формы, обеспечивающей как закрепление их в несущем изоляторе, так и закрепление выводов подогревателя, причем закрепление держател подогревателя в несущем изоляторе является самостоятельной технологической операцией. Известен также способ изготовлен КПУ, включающий прессование несущего изолятора, закрепление в нем цилиндрических держателе|{1 подогрева теля, расплющивание концов держателей и приварку выводов подогревател к держателям 2 . Недостатками известного способа изготовления КПУ являются относител но низкая надежность приварки выводов подогревателя к держателям из-з наличия окисной пленки между привар ваемыми друг к другу элементами и .сложность технологии изготовления КПУ. Цель изобретения - повышение надежности катодно-подогревательного узла. Указанная цель достигается тем, что согласно способу изготовления КПУ, включающему прессование несущег изолятора, закрепление в нем ,цилиндрических держателей подогревателя, расплющивание концов держателей и приварку выводов подогревателя к дер жателям, расплющивание концов держателей осуществляют перед приваркой к ним выводов подогревателя, при это концы держателей расплющивают так, что периметр расплющенного участка составляет 2-5 периметров цилиндриче кого участка держателя, а выводам по догревателя перед приваркой придают форму плоской зигзагообразной спирали. На чертеже представлен КПУ, собираемый предлагаемым способом, общий вид. 9+2 Колпачок 1 с оксидным покрытием на торце, несущий изолятор 2, выводы 3 подогревателя, держатели k подогревателя, сформованные в виде плоской спирали типа зигзаг концы 5 подогревателя. Способ осуществляют следующим образом. В форму для формования несущего I изолятора помещают заготовки держателей подогревателя, форму заполняют массой известного состава и проводят формование несущего изолятора с использованием известных технологических приемов, затем готовый узел несущий изолятор,держатели - подвергают отжигу в соответствии с принятой технологией, после чего охлаждают дО температуры окружающей среды, а затем расплющивают свободные концы держателей подогревателя. Расплющивание концов держателей в холодном виде приводят к разрушению окисной пленки, образующейся во время отжига несущего изолятора с держателями. В завершение сборки КПУ проводят приварку выводов подогревателя, сформированных в виде плоской спирали типа зигзаг, к расплющенным участкам держателей подогревателя. Из .практики определено, что соотношение между длиной окружности цилиндрического участка держателя и длиной периметра расплющенного участка держателя должно находиться в пределах от 2 до 5При соотношении меньше двух де- формация концов держателей минимальная, а следовательно, окисная пленка практически не нарушена и качество приварки подогревателя к держателям находится на уровне прототипа. При соотношении больше пяти размеры расплющенного участка неоправанно возрастают, что ограничено гааритами электровакуумного прибора, а и качество приварки уже практически не изменяется, т.е. находится на уровне, который уже обеспечивается при соотношении равном 5, и электрические параметры КПУ находятся в расчетных пределах.. Использование изобретения позвоит повысить надежность катодно-подореватель.ных узлов, устанавливаемых
3,102619 4
в электронно-лучевых трубках,за счет Предлагаемый способ позволит также улучшения качества приварки держа- упростить технологию изготовления телей к выводам подогревателя. катодио-подогреваТельных узлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления катодно-подогревательного узла | 1979 |
|
SU771754A1 |
| Катодно-подогревательный узел | 1981 |
|
SU978230A1 |
| Катодно-подогревательный узел | 1980 |
|
SU928458A1 |
| КАТОДНО-ПОДОГРЕВАТЕЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОННОГО ПРИБОРА | 1987 |
|
SU1473593A1 |
| Катодно-подогревательный узел торцового типа | 1980 |
|
SU920887A1 |
| ЭЛЕКТРОВАКУУМНЫЙ ПРИБОР | 1973 |
|
SU364038A1 |
| Катодно-подогревательный узел для многолучевых клистронов | 2021 |
|
RU2770840C1 |
| Катодно-модуляторный узел электронно-лучевого прибора | 1981 |
|
SU945917A1 |
| КАТОДНО-ПОДОГРЕВАТЕЛЬНЫЙ УЗЕЛ | 2010 |
|
RU2446503C2 |
| КАТОДНО-МОДУЛЯТОРНЫЙ УЗЕЛ | 1985 |
|
RU1380509C |
СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДПОДОГРЕВАТЕЛЬНОГО. УЗЛА, включающий прессование несущего изолятора, закрепление в нем цилиндрических держателей подогревателя, расплющивание концов держателей и приварку выводов подогревателя к держателям, отличающийся тем, что, с целью повышения надежности катодноподогревательного узла, расплющивание концов держателей осуществляют перед приваркой к ним выводов подогревателя, при этом концы держателей расплющивают так, что периметр расплющенного участка составляет 2-5 периметров цилиндрического участка держателя, а выщрдам подогревателя перед приваркой придают форму плоской зигзагообразной спирали. (Л с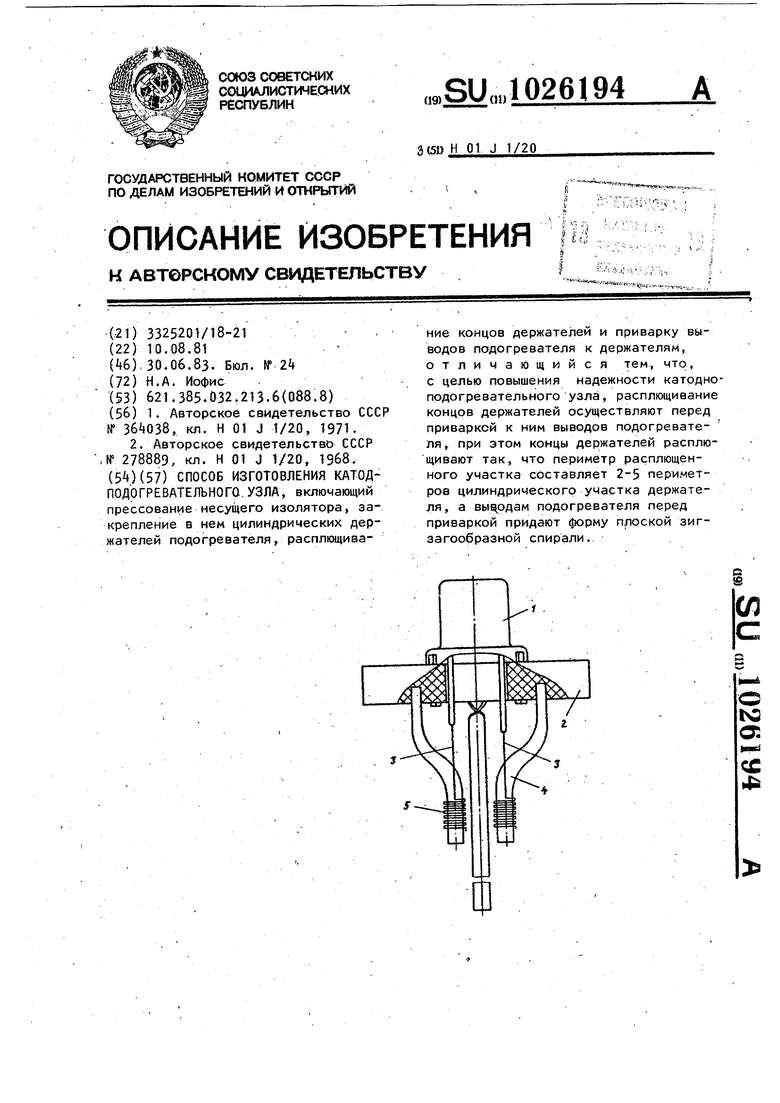
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЭЛЕКТРОВАКУУМНЫЙ ПРИБОР | 0 |
|
SU364038A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР ,№ 278889, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
