Изобретение относится к электронной технике, вчастности может быть использовано для изготовления катодно-подогревательных узлов(КПУ).приме няемых в индикаторных электроннолуче вых трубках. Известен способ сборки катода с двумя подогревателями, заключающийся во вставлении подогревателей в катод и приварке концов подогревателей непосредственно к электродам(выводам) электродного прибора 1. Этим способом не предусматривается изготовление КПУ с двумя подогревателями, а введен раздельный монтаж катода и подогревателей на ножке прибора. Недостатком этой сбор ки является неизбежность деформации подогревателей при приварке их концов к вводам прибора, а также отсутатвие жесткой фиксации подогревателей в катоде. Известен также способ изготовления КПУ, включающий закрепление в изоляторе экрана с катодом и пистонов со сплющенными концами, вставление подогревателя в катод и привар ку к пистонам выводов подогревателя с помощью сварочного электрода f2 . Указанный способ изготовления КПУ с одним подогревателем не позволяет получать надежные узлы. Для повышения надежности и срока службы КПУ необходимо изготовление узла с двумя подогревателями, имек щими раздельные выводы. Для изготовления КПУ с двумя подогревателями, имеющими раздельные выводы, известный способ не ,при-годен по следующим причинам: для закрепления второго подогревателя на изоляторе должна быть вторая пара пистонов для сварки концов подогревателей с пистонами необходимо,чтобы обе пары пистонов находились одна от другой на расстоянии, достаточно .для того, чтобы между ними поместился сварочный электрод, при этом плоскости, в которых лежит каждая пара пистонов, смещены относительно центра катода; при сварке обычных плоских выводов подогреваг елей со сплющенными концами ПИСТОНОВ1 неизбежно имеет место деформации подогревателя(в основном, его концов),что приводит к осыпанию алундового изоляционного покрытия или появлению в покрытии микротрещин, При активировании и тренировке като.да, сопровождающихся повышенной температурой подогревателя, а также в процессе эксплуатации прибора на. участках изоляции с микротрещинами из-за разницы коэффициентов термического расширения алунда и проволоки тела накала алундовое покрытие разрушается и осыпается, что приводит к замыканию подогрейателей между собой или с катодами, вследствие чего электрический прибор выходит из строя.
Целью изобретения является повышение надежности и срока службы КПУ.
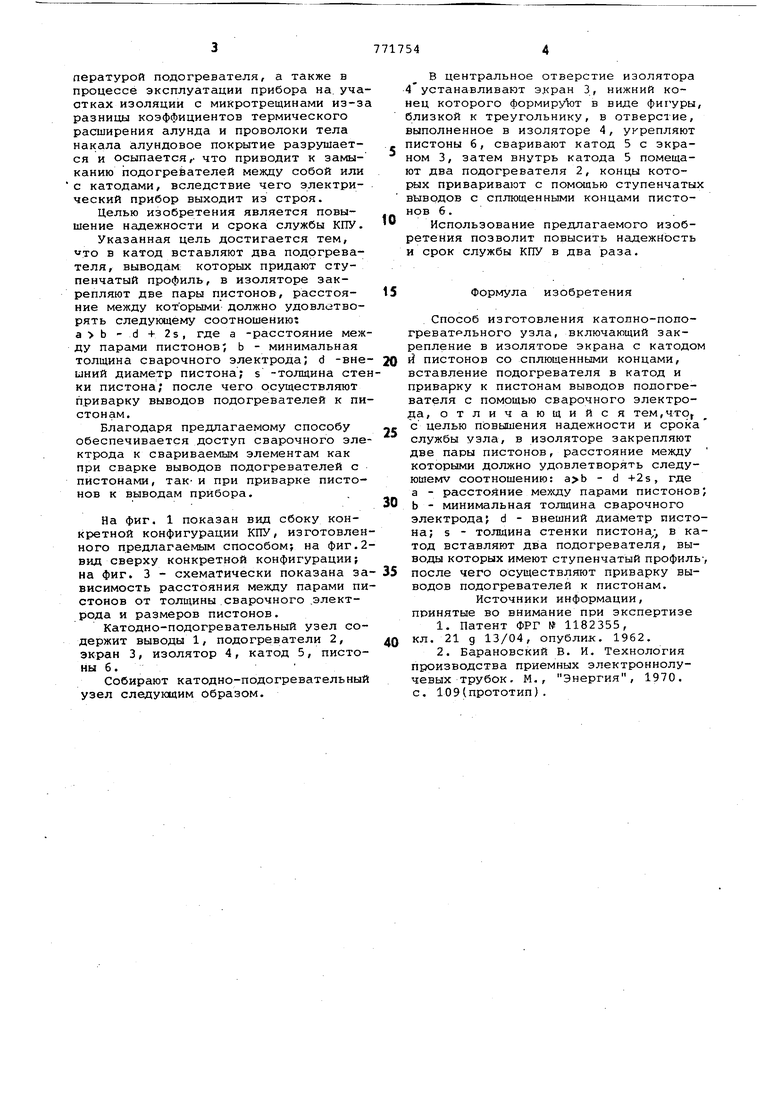
Указанная цель достигается тем, WTO в катод вставляют два подогревателя, выводам которых придают ступенчатый профиль, в изоляторе закрепляют две пары пистонов, расстояние между которыми должно удовлетворять следующему соотношению: а b - d + 2s, где а -расстояние между парами пистонов; b - минимальная толщина сварочного электрода; d -внешний диаметр пистона; s -толщина стенки пистона; после чего осуществляют приварку выводов подогревателей к пистонам.
Благодаря предлагаемому способу обеспечивается доступ сварочного электрода к свариваемым элементам как при сварке выводов подогревателей с пистонами, так- и при приварке пистонов к выводам прибора.
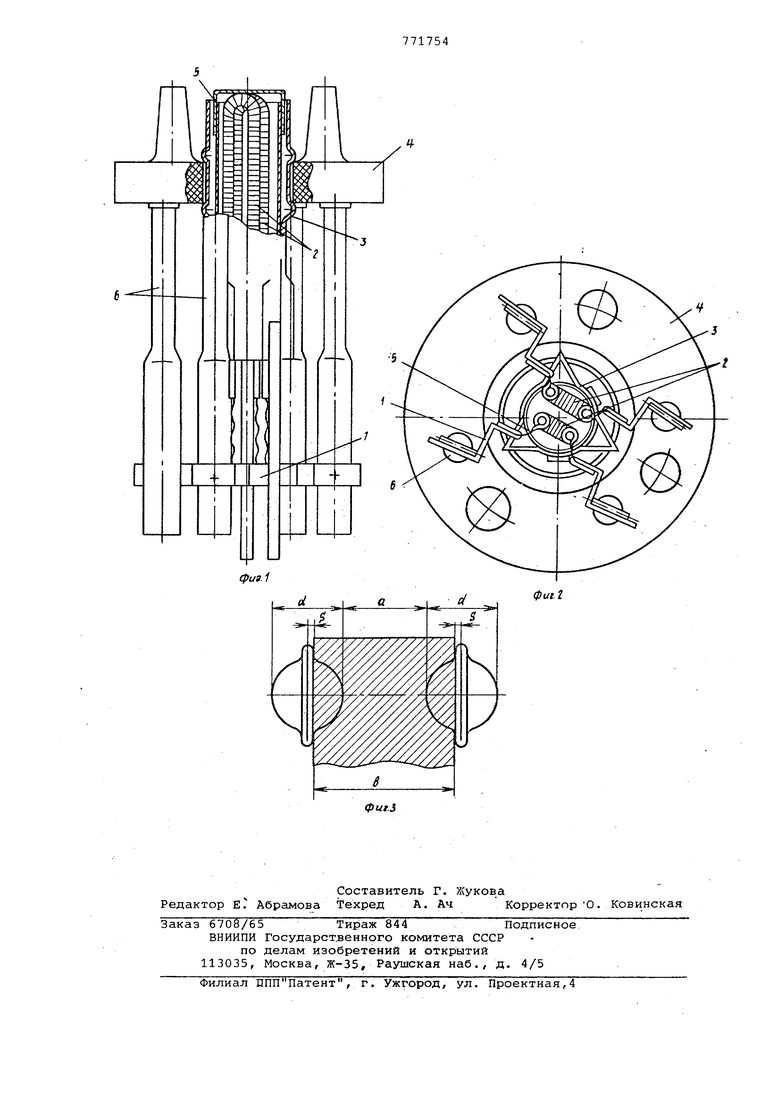
На фиг. 1 показан вид сбоку конкретной конфигурации КПУ, изготовленного предлагаемым способом; на фиг.2вид сверху конкретной конфигурации; на фиг. 3 - схематически показана зависимость расстояния между парами пистонов от толщины сварочного .электрода и размеров пистонов.
Катодно-подогревательный узел содержит выводы 1, подогреватели 2, экран 3, изолятор 4, катод 5, пистоны 6.
Собирают катодно-подогревательный узел следующим образом.
В центральное отверстие изолятора 4 устанавливают экран 3, нижний конец которого формирует в виде фигуры, близкой к треугольнику, в отверстие, выполненное в изоляторе 4, укрепляют , пистоны 6, сваривают катод 5 с экраном 3, затем внутрь катода 5 помещают два подогревателя 2, концы которых приваривают с помощью ступенчатьлх выводов с сплющенными концами пистонов 6.
Использование предлагаемого изобретения позволит повысить надежность и срок службы КПУ в два раза.
Формула изобретения
Способ изготовления католно-пологреват льного узла, включающий закрепление в изолятоое экрана с катодом пистонов со сплющенными концами, вставление подогревателя в катод и приварку к пистонам выводов подогревателя с помощью сварочного электрода, отличающийся тем,что с целью повышения надежности и срока службы узла, в изоляторе закрепляют две пары пистонов, расстояние между которыми должно удовлетворять следуюшему соотношению: - d +2s, где а - расстояние между парами пистонов , ь - минимальная толщина сварочного
элeктpoдa d - внешний диаметр пистона; s - толщина стенки пистона;, в катод вставляют два подогревателя, выводы которых имеют ступенчатый профиль-, после чего осуществляют приварку выводов подогревателей к пистонам.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ P 1182355,
кл. 21 g 13/04, опублик. 1962.
2.Барановский В. И. Технология производства приемных электроннолучевых трубок . М., Энергия, 1970. с. 109(прототип).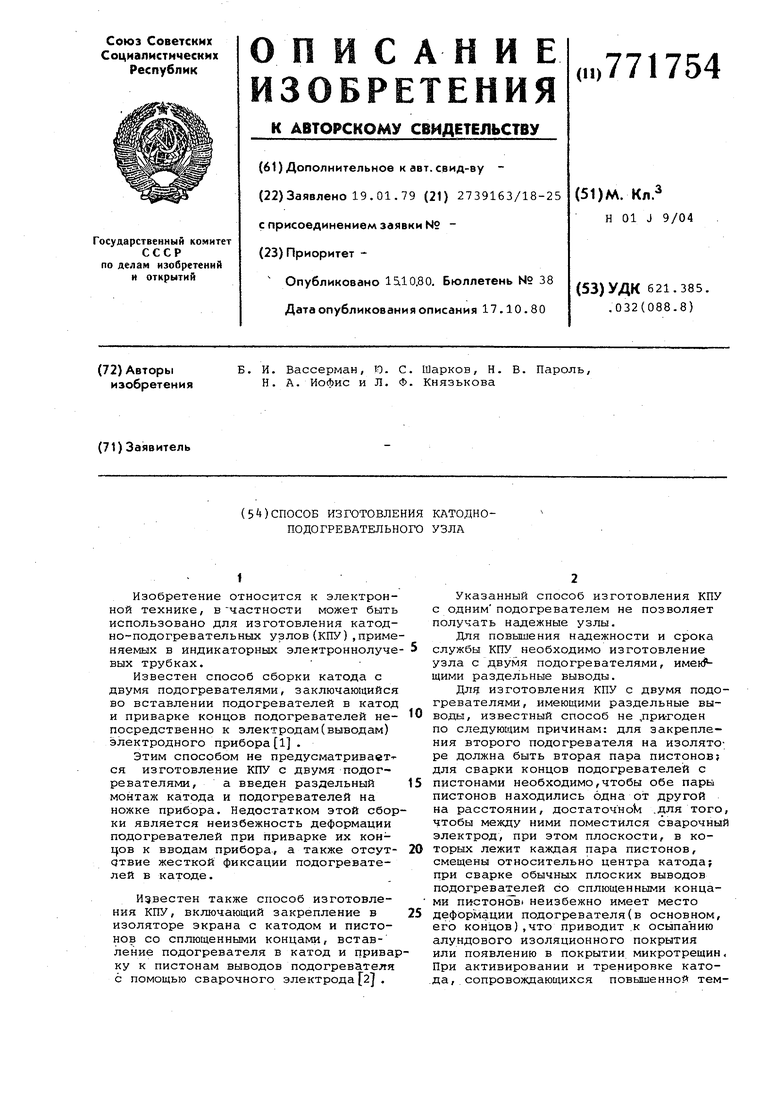
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления катодно-подогревательного узла | 1981 |
|
SU1026194A1 |
| Катодно-подогревательный узел | 1981 |
|
SU978230A1 |
| Катодно-подогревательный узел | 1980 |
|
SU928458A1 |
| Катодно-подогревательный узел торцового типа | 1980 |
|
SU920887A1 |
| Катодно-подогревательный узел для многолучевых клистронов | 2021 |
|
RU2770840C1 |
| КАТОДНО-ПОДОГРЕВАТЕЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ ПУШКИ | 2020 |
|
RU2756845C1 |
| КАТОДНО-ПОДОГРЕВАТЕЛЬНЫЙ УЗЕЛ | 2010 |
|
RU2446503C2 |
| КАТОДНО-ПОДОГРЕВАТЕЛЬНЫЙ УЗ'ЕЛ | 1967 |
|
SU202338A1 |
| Торцевой катодно-подогревательный узел для электронных приборов | 1974 |
|
SU495727A1 |
| КОЛЬЦЕВОЙ КАТОДНО-ПОДОГРЕВАТЕЛЬНЫЙ УЗЕЛ МОЩНОГО ЭВП | 1989 |
|
SU1665828A1 |