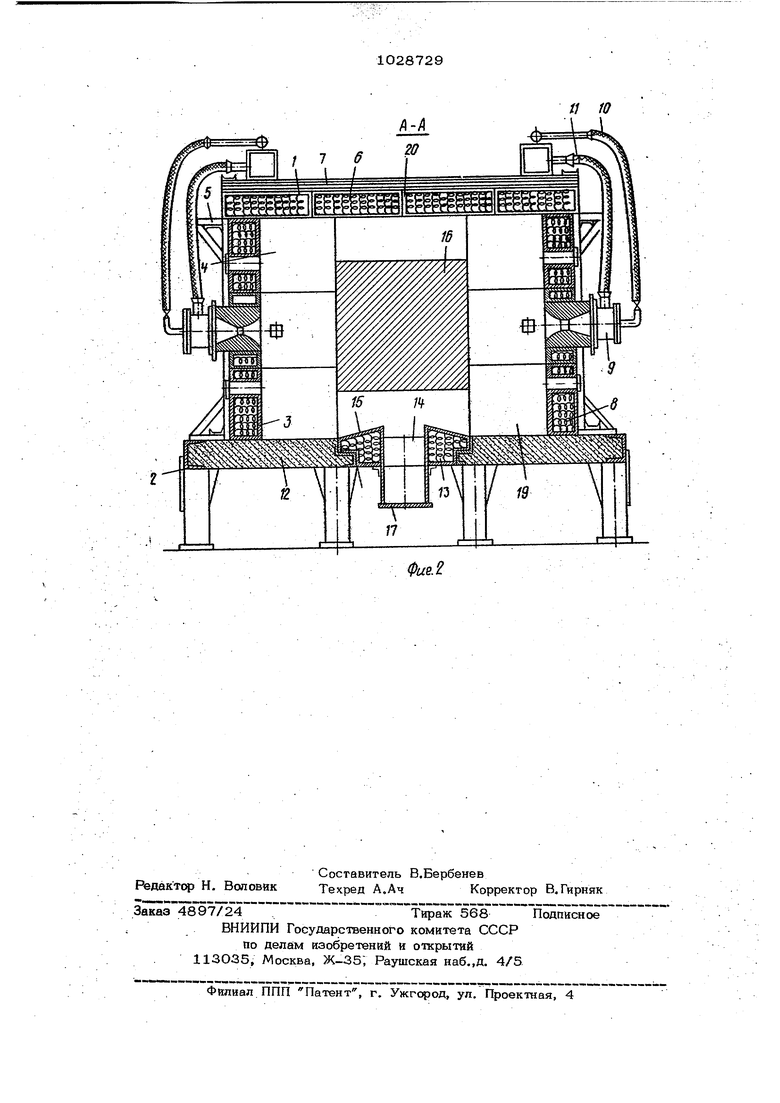
Изобретение относится к печам для наг рева металлических изделий и может быть использовано при местной термической об. работке сварных соединений в машинострое НИИ и металлургии. Известаа колпаковая печь, состоящая из стенда, нагревательного колпака, горелок, установленных на кошгаке . Однако в печи данной конструкции осущесгвляюг обработку металла опрэделен(НОЙ номенклатуры, например, стоп листов путем общего наГрева, и печь не монсет , быть использована при необходимости нat рева участка детали толщиной 500-2000 мм,.. j Наиболее близкой к предлагаемому изобретению является колпаковая печь, содер жащая стенд, нагревательньй сборно-рэз- борный колпак, горелки, установленные на колпаке 2.. Недостатком этой печи является ограни ченная технологическая возмо кность, термообработки широкой номенклатуры изделий, Кроме того, в таких печах наблюдает ся значительная неравномерность температурного поля. Цель изобретения - расширение технологических возможностей, и равномернооти нагрева печи. Поставленная цель достигается тем, что в колпаковой печи, содержащей стенд 1из опорных плит, сборный нагревательньй колпак из панелей и горелки, установленные на KonniaKe, стенд снабжён, установленной в центре его, сменной вставкой с , каналами. Кроме того,.выходыканалов рас..-, положены выше уровня опфньгх плит, при этом верхняя плоскость сменной вставки выполнена со скосами в сторону гсрелок. На фиг. 1 изображена предлагаемая колпаковая печь, общий вид; на фиг. 2 разрез А-А, на фиг. 1. Колпаковая печь содержит нагреватель-; ный колпак 1 и стенд 2. Нагревательный колпак 1 состоит из боковых панелей 3, торцовых панелей 4, .соединенных с помощью каркаса 5 в секЦйИ и сводовых панелей 6, соеднненньк g помощью рамы 7 в секцию. Панели представляют собой короба из жаростойкой ста ли с теплоизоляционным заполнителем. Боковые секции 8 снабжены плоскопла- ) менными горелками 9, coeдинeнньпvfй с системами подачи газа и воздуха газопроводами 10 и возаухопроводами 11, Стенд содержит также опорные плиты 12 из огнеупсрного бетона и сменную вставку 13, представляющую собой метал. лический короб с теплоизоляционным заполнителем. Сменная вставка 13 имеет дымовые каналы 14, расположенные по длине вставки, при этом вькоды дымовьк каналов размещены выше уровня опорных плит, а верхняя плоскость 15 вставки выполнена со скосами в сторсжу горелок под углом 12-15, Это позволяет обеспечить пла&ное .безотрьюное движение дымовых газов в зазоре между нижней поверхностью детали 16 и плоскостью вставки 15, при- . чем с увеличением толщины обрабатьюаемой детали, повышается степень интенсифй-кации конвективного теплообмена за счет уменьшения зазора и увеличения скорости движения дымовых газов в зазоре, так как, увеличивается высота скоса. Перед проведением технологического процесса производится сборка печи, Сбфку стенда осуществпяЬт из опорных плит 12 и сменной вставки 13, ширина которой равна толщине обрабатываемой детали. коллектор дымовых газов 17 крепят с помощью болтовых соединений к нижней плоскости вставки. Обрабатьшаемую Деталь устанавливают на тюбинги 18 так, чтобы плоскость сварцого шва совпадала с осью симетрни сменной вставки, перпендикулярной оси симетрни. Хымовьгх каналов. Колпак собирают вне стенда в следуюд1ей последовательности. Боковые Панели 3 обьеденяют в две боковые сешии S, в каждой из которых устанавливают плоскопламенную горелку 9, торцовые панели 4 объединяют е четыре торцовые секции 19, сводовые панели в сводовую секцию 20. С помо1яью болтовых соединений через компенсационные пластины осуществляют сборку секций 8,19 и 20 в колпак. Колпак устанавливают и .фиксируют на стенде, зазоры между колпаком и деталью уплотняют теплоизоляционными материалом. На колпаке мштируют газопроводы и воздухопроводы, производят подключение иг розжиг горелок и осуществляют местную тепловую обрабоятку по заданному режиму. Применение печи данной конструкции юзволяет отказатся от сос зуженйя JTHHкальных стационарных печей для термообработкв крупногабаритных сварных деталей путем общего нагрева, сэкономить топливо и повысить коэффициент использования полезного обьма печей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отжига рулонов в колпаковой печи | 1985 |
|
SU1330193A1 |
| Колпаковая печь | 1974 |
|
SU523947A1 |
| Агрегат для термической обработки рабочего валка стана холодной прокатки и способ его термической обработки | 2015 |
|
RU2615917C2 |
| Колпаковая печь | 1988 |
|
SU1546503A2 |
| Колпаковая печь для местного нагрева изделий | 1984 |
|
SU1315771A1 |
| Электрогазовая колпаковая печь для отжига металла в рулонах | 1989 |
|
SU1735690A1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1995 |
|
RU2096710C1 |
| Нагревательный колпак | 1985 |
|
SU1339150A1 |
| Колпаковая печь | 1986 |
|
SU1373695A1 |
| Газовая колпаковая печь | 1989 |
|
SU1695106A1 |
1. КОЛПАКОВАЯ ПЕЧЬ, содержащая стенд из опорных ппит, нагревательный колпак из панелей и горелки, установленные на колпаке, отличающаяся тем, что, с целью расширения технологических возможностей, стенд снабжен установленной в центре его, сменной вставкой с каналами. 2. Печь по П.1, о т л и ч а ю щ а я с я тем, что, с целью повышения равно мерности нагрева, выходы каналов распопонсены выше уровня опорньк плит, при этом верхняя плоскость сменной вставки выполнена со скосами в сторону горелок. (Л to 00 sj ю со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник к | |||
