Изобретение относится к термической обработке, в частности к агрегатам, предназначенным для термической обработки рабочих валков станов холодной прокатки, а также элементам конструкции таких агрегатов, и может использоваться в машиностроении и металлургии.
Известен агрегат для термической обработки, описанный в авторском свидетельстве СССР №1740457, МПК 5 С21D 9/36, опубликованном в 1992 г., который содержит секционную футерованную нагревательную камеру со стационарной частью и съемным сводом и с газовыми горелками, расположенными в нижней части камеры, механизм вращения валка, выполненный в виде приводных опорных роликов, торцевые уплотнители, систему охлаждения в виде спрейеров и водозаборников, установленных под спрейерами по обе стороны стационарной части камеры.
Недостатками известного агрегата являются сравнительно большие временные и энергетические затраты на термообработку и неравномерность охлаждения валка, ухудшающая его качество. Наличие водосборников, упоров и направляющих, их размещение и взаимодействие с механизмом перемещения спрейеров уменьшают попадание охлаждающей жидкости на раскаленную поверхность футеровки, однако угол атаки струи и воздух, подаваемый снизу, не могут полностью предупредить попадание охлаждающей среды на футеровку, что снижает срок ее службы. Использование крана для подъема и снятия съемного свода увеличивает время на подготовительные работы.
Наиболее близким по существенным признакам является агрегат для термической обработки рабочих валков стана холодной прокатки (см. авторское свидетельство СССР N 1157096, МПК 4 С21D 9/36, 1/02, опубликованное 1985 г.), содержащий разъемную по горизонтали футерованную камеру, содержащую нижнюю часть и шарнирно закрепленные на ее каркасе свод и дополнительную откидную сводовую секцию, торцевые уплотнительные вставки, горелочные устройства и дымоотводящие каналы, расположенные в нижней части разъемной камеры, механизм вращения валков и систему охлаждения, выполненную в виде сопел подачи воздуха, расположенных в нижней части камеры, и групп форсунок, смонтированных на откидной секции, при этом свод футерованной камеры и сводовая секция шарнирно закреплены на противоположных сторонах футерованной камеры.
Известный агрегат обладает теми же недостатками, что и вышеуказанный аналог. Кроме того, известный агрегат не обеспечивает достаточную циркуляцию печных газов для обеспечения равномерного нагрева валков, а следовательно, не обеспечивает высокое качество термообработки валков. Кроме того, в известном агрегате не используется тепло отходящих газов для подогрева воздуха, идущего на горение, что увеличивает расход газа на проведение операции нагрева изделия. Использование крана для подъема и снятия съемного свода увеличивает время на подготовительные работы.
Известный агрегат обладает теми же недостатками, что и вышеуказанный аналог. Кроме того, он не обеспечивает необходимую циркуляцию печных газов для равномерного нагрева валков, а следовательно, не обеспечивает высокое качество термообработки валков, что снижает эффективность агрегата.
Задача, на решение которой направлена полезная модель, расширение арсенала технических средств, направленных на повышение эффективности и экономичности агрегата.
Техническим результатом изобретения является повышение эффективности и экономичности агрегата путем повышения производительности и качества термообработки.
Указанный технический результат достигается тем, что агрегат для термической обработки рабочих валков стана холодной прокатки, содержащий выполненную разъемной футерованную нагревательную камеру, торцевые уплотнительные вставки для уплотнения зазора между шейками валка и торцевыми стенками нагревательной камеры, горелочные устройства, механизм вращения валков и спрейерное устройство, согласно изобретению, он снабжен приямком, расположенным под основанием нагревательной камеры, и защитными поворотными экранами для перекрытия приямка, спрейерное устройство расположено в приямке и снабжено механизмом подъема и опускания, нагревательная камера выполнена продольно разъемной по вертикальной плоскости и снабжена средством поперечного перемещения разъемных частей, а также рекуператором для подогрева воздуха, идущего на горение газа, при этом горелочные устройства выполнены в виде высокоскоростных горелок.
Наличие приямка, расположенного под основанием нагревательной камеры, защитных поворотных экранов для перекрытия приямка и изоляции его и расположенного в приямке спрейерного устройства от нагревательной камеры, а также выполнение нагревательной камеры продольно разъемной по вертикальной плоскости, позволяет при разведенных разъемных ее частях опускать спрейерное устройство в приямок, а при соединении разъемных частей в исходное рабочее положение надежно изолировать нагревательную камеру от спрейерного устройства и проводить нагрев валка. А также позволяет быстро разводить разъемные части нагревательной камеры после нагрева валка и быстро поднимать спрейерное устройство из приямка до уровня валка и производить его охлаждение. Указанные новые технические средства, направленные на механизацию и автоматизацию работы агрегата, позволяют повысить его эффективность путем сокращения временных и энергетических затрат, а следовательно, повышения его производительности.
Наличие защитных экранов, установленных с возможностью поворота, позволяет изолировать при опущенных экранах спрейерное устройство, расположенное в приямке, от высокой температуры нагревательной камеры. Повернутые вертикально относительно оси крепления защитные экраны позволяют также защитить футеровку нагревательной камеры от попадания водо-воздушной смеси в процессе работы спрейерного устройства, что повышает надежность футеровки, срок ее службы, уменьшая количество простоев на ее замену, а следовательно, повышает производительность и экономичность агрегата.
Механизм подъема и опускания спрейерного устройства позволяет автоматически поднимать его сразу по завершении нагрева валка в верхнее рабочее положение, что значительно уменьшает время между концом нагревом и началом охлаждения, что повышает эффективность и качество термообработки рабочей поверхности валка.
Наличие механизма поперечного перемещения разъемных частей нагревательной камеры позволяет автоматически открывать и закрывать нагревательную камеру, что уменьшает межоперационные временные затраты, повышает производительность и эффективность устройства.
Наличие рекуператора, выполненного заодно с футерованной нагревательной камерой, обеспечивает подачу подогретого воздуха в высокоскоростные горелки, что уменьшает расход газа на ведение процесса нагрева, повышая экономичность устройства.
Применение высокоскоростных газовых горелок повышает интенсивность циркуляции дымовых газов и, как следствие, равномерность нагрева валков, что повышает качество термообработки.
Таким образом, совокупность признаков изобретения позволяет реализовать технический результат - повышение эффективности и экономичности агрегата путем повышения производительности и качества термообработки. При этом все отличительные существенные признаки находятся в причинно-следственной связи с достигнутым техническим результатом.
Из уровня техники решений, совпадающих с совокупностью существенных признаков изобретения, не выявлено, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «новизна». Заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «изобретательский уровень». Условие патентоспособности «промышленная применимость» подтверждено на примере конкретного выполнения изобретения.
На фигуре 1 изображен общий вид агрегата.
На фигуре 2 изображено положение агрегата при охлаждении валка.
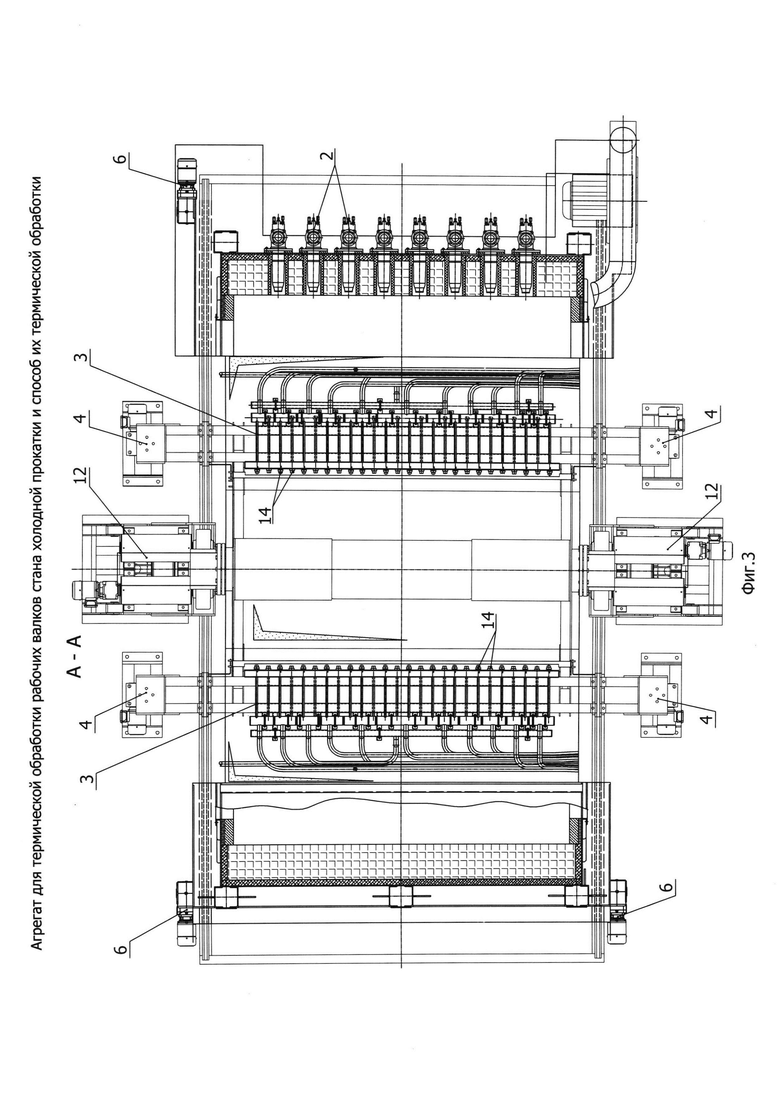
На фигуре 3 изображен разрез А-А фигуры 2.
Агрегат для термической обработки рабочих валков стана холодной прокатки содержит футерованную нагревательную камеру 1, выполненную продольно разъемной по вертикальной плоскости, высокоскоростные горелки 2, спрейерное устройство 3, механизм подъема и пускания 4 спрейерного устройства 3. Каждая разъемная часть нагревательной камеры 1 установлена на каркасе 5, соединенном с механизмом 6 поперечного перемещения разъемной части нагревательной камеры 1. Устройство снабжено приямком 7, расположенным под основанием нагревательной камеры 1, и защитными поворотными экранами 8 для перекрытия приямка 7 и изоляции его и расположенного в нем спрейерного устройства 3 от нагревательной камеры 1. Нагревательная камера 1 соединена дымовым каналом 9 с рекуператором 10, где происходит нагрев воздуха, идущего через воздухопровод 11 в высокоскоростные горелки 2 на горение газа. Приводы вращения 12 валка 13 расположены с торцов нагревательной камеры 1. Спрейерное устройство 3 содержит расположенные в два ряда вдоль валка 13 во до-воз душные форсунки 14 и защитные шторки 15, предназначенные для защиты футеровки от воды. Нагревательная камера 1 снабжена торцовыми уплотнительными вставками 16 для уплотнения зазора между шейками валка 13 и торцевыми стенками нагревательной камеры 1. В приямке расположен поддон 17 для сбора воды от спрейерного устройства 3.
В исходном положении нагревательная камера 1 находится в разведенном состоянии, а спрейерное устройство 3 занимает нижнее положение в приямке 7. При этом она закрыта экранами 8, перекрывающими приямок 7 и изолирующими его от нагревательной камеры 1. Перед помещением валка 13 в нагревательную камеру 1 устанавливают в торцевые стенки нагревательной камеры 1 торцовые уплотнительные вставки 16 для уплотнения зазора между шейками валка 13 и торцовыми стенками нагревательной камеры 1, а также для изоляции частей поверхности шеек валка 13, находящихся в нагревательной камере 1.
Известен способ термической обработки валков станов холодной прокатки, описанный в авторском свидетельстве SU №1740457 C21D 9/36, дата публикации 15.06.1992 г. Способ включает снятие краном свода с нагревательной камеры, установку спрейеров на позицию охлаждения, установку на опорные ролики валка, установку торцовых уплотнителей. Затем краном поднимают свод, центрируют его относительно камеры нагрева, при помощи тросов, блоков и роликов перемещают спрейеры от валка и устанавливают свод. После этого включают вращение валка и газовые горелки. После завершения процесса нагрева снимают краном свод, подводят к валку спрейерную установку и производят охлаждение валка.
Недостатком способа является необходимость использования строп, крюка и крана для снятия и установки свода, что не позволяет автоматизировать эти операции, а следовательно, усложняет центрирование свода с камерой нагрева и увеличивает время операций. А также известный способ не обеспечивает высокую интенсивность циркуляции дымовых газов и, как следствие, равномерность нагрева валка, что ухудшает качество термообработки. Кроме того, сложная система перемещения спрейеров при помощи тросов, блоков и роликов усложняет их установку относительно валка, а также установку и центрирование и свода.
Техническим результатом способа работы агрегата для термической обработки рабочих валков стана холодной прокатки является повышение эффективности и экономичности путем повышения производительности и качества термообработки валков.
Указанный технический результат достигается тем, что способ термической обработки рабочего валка стана холодной прокатки с использованием агрегата по п. 1, включающий установку валка в нагревательную камеру агрегата на опорные ролики так, чтобы бочка валка располагалась внутри камеры агрегата, а шейка валка - со стороны уплотненных торцов камеры агрегата, при этом осуществляют нагрев рабочей поверхности валка скоростными горелками в заданном режиме в камере агрегата после соединения ее разъемных частей с последующим спрейерным охлаждением и отпуском валка, причем согласно изобретению разъемные части камеры агрегата автоматически разъединяют и соединяют в горизонтальном направлении поперечно относительно оси валка.
Автоматическое перемещение разъемных частей нагревательной камеры в горизонтальном направлении поперечно относительно оси валка, позволяет расположить спрейерное устройство в приямке нагревательной камеры с последующим автоматическим подъемом его вверх в рабочее положение охлаждения валка, что повышает эффективность способа путем значительного повышения производительности и снижения затрат на термообработку.
Способ термической обработки рабочего валка стана холодной прокатки осуществляют следующим образом. Устанавливают валок 13 в нагревательную камеру так, чтобы бочка валка 13 находилась внутри нагревательной камеры 1, а неизолированные шейки валка 13 легли на неподвижные опоры (не обозначены на чертеже), находящиеся с торцов нагревательной камеры 1. Затем подводят ролики механизма вращения 12 к шейкам валка 13 и с их помощью центрируют его относительно продольной оси нагревательной камеры 1. После этого сводят вместе разъемные части нагревательной камеры 1, расположенные на каркасах 5, с помощью механизма 6 поперечного перемещения разъемных частей. Включают приводы вращения 12 валка 13. Производят включение скоростных горелок 2 и устанавливают необходимый режим нагрева валка. По окончании нагрева валка 13 скоростные горелки 2 отключаются системой автоматического управления (не показана на чертеже). Разъемные части нагревательной камеры 1 разводятся в крайние положения с помощью механизмов 6. Спрейерное устройство 3 поднимается механизмом подъема и опускания 4 в рабочее верхнее положение. Защитные поворотные экраны 8 и шторки 15 занимают исходное положение, и происходит автоматическое включение охлаждающей водо-воздушной среды, вытекающей через форсунки 14 спрейерного устройства 3. При вращении валка 13 осуществляют режим охлаждения поверхностного слоя бочки валка в соответствии с установленной программой. Во время работы спрейерного устройства 3 вода, отраженная от бочки валка 13, от защитных экранов 8 и шторок 15 стекает в поддон 17 приямка 7 и удаляется из него в дренажную систему. По истечении заданного времени охлаждения система управления автоматически отключает подачу охлаждающей среды и останавливает вращение валка 13. Затем опускают спрейерное устройство 3 вниз и защитными экранами 8 перекрывают приямок 7. Валок 13 извлекают мостовым краном (не показан) и переносят в отпускную печь (не показана).
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ КРУПНЫХ ВАЛКОВ | 1993 |
|
RU2048666C1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ, ВОДОСБОРНИК И СПРЕЙЕР ДЛЯ ЭТОГО АГРЕГАТА | 1998 |
|
RU2143009C1 |
| Агрегат для термической обработки | 1989 |
|
SU1740457A1 |
| Агрегат для термической обработки | 1981 |
|
SU1157096A1 |
| Агрегат для термической обработки | 1991 |
|
SU1786143A1 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
| СПОСОБ ОТОПЛЕНИЯ НАГРЕВАТЕЛЬНЫХ И ТЕРМИЧЕСКИХ ПЕЧЕЙ ДЛЯ МАЛООКИСЛИТЕЛЬНОГО И БЕЗОКИСЛИТЕЛЬНОГО НАГРЕВА МЕТАЛЛА | 2006 |
|
RU2309353C1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 1999 |
|
RU2163644C1 |


Изобретение относится к термической обработке. Агрегат для термической обработки рабочих валков стана холодной прокатки содержит футерованную нагревательную камеру (1), выполненную продольно разъемной по вертикальной плоскости, высокоскоростные горелки (2), спрейерное устройство (3), механизм подъема и опускания (4), каркас (5), механизм (6) поперечного перемещения разъемных частей нагревательной камеры (1). Агрегат снабжен приямком (7), расположенным под основанием нагревательной камеры (1), и защитными поворотными экранами (8) для перекрытия приямка (7) и изоляции его и расположенного в нем спрейерного устройства (3) от нагревательной камеры (1). Нагревательная камера (1) снабжена рекуператором (10). Спрейерное устройство (3) содержит расположенные в два ряда вдоль валка (13) водо-воздушные форсунки (14) и защитные шторки (15). Нагревательная камера (1) снабжена торцовыми уплотнительными вставками (16). Способ термической обработки рабочих валков стана холодной прокатки включает автоматическое разъединение и соединение разъемных частей нагревательной камеры в горизонтальном направлении поперечно относительно оси валка, расположение спрейерного устройства в приямке нагревательной камеры с изоляцией его от последней. При этом после нагрева валков автоматически поднимают вверх в рабочее положение охлаждения валка. Техническим результатом изобретения является повышение эффективности и экономичности путем повышения производительности и качества термообработки валков. 2 н. и 2 з.п. ф-лы, 3 ил.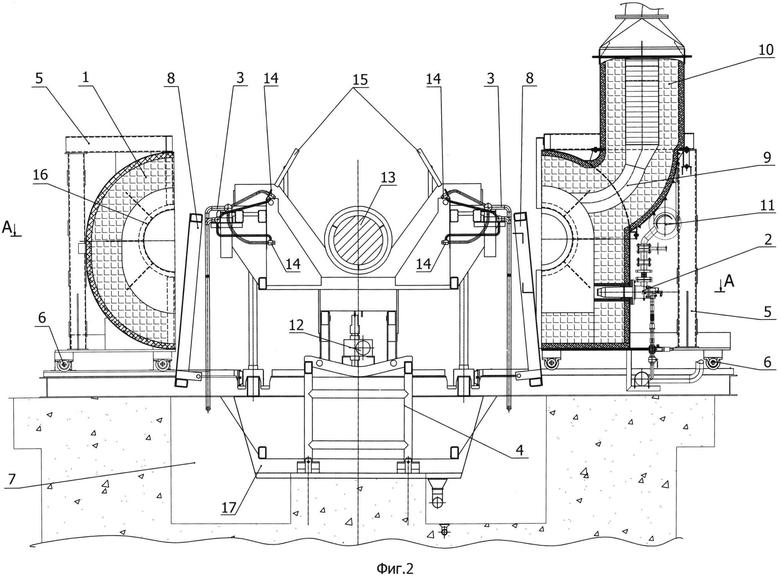
1. Агрегат для термической обработки рабочего валка стана холодной прокатки, содержащий выполненную разъемной футерованную нагревательную камеру, торцевые уплотнительные вставки для уплотнения зазора между шейками валка и торцевыми стенками нагревательной камеры, горелочные устройства, механизм вращения валков, спрейерное устройство и опорные ролики, отличающийся тем, что он выполнен с приямком, расположенным под основанием нагревательной камеры, и снабжен защитными поворотными экранами для перекрытия приямка, при этом спрейерное устройство расположено в приямке и снабжено механизмом подъема и опускания, а нагревательная камера выполнена разъемной по вертикальной плоскости продольно и снабжена средством поперечного перемещения разъемных частей.
2. Агрегат по п.1, отличающийся тем, что нагревательная камера снабжена рекуператором для подогрева воздуха, подаваемого в горелочные устройства.
3. Агрегат по п.1, отличающийся тем, что горелочные устройства выполнены в виде высокоскоростных горелок.
4. Способ термической обработки рабочего валка стана холодной прокатки с использованием агрегата по п. 1, включающий установку валка в нагревательную камеру на опорные ролики так, чтобы бочка валка располагалась внутри камеры, а шейка валка - со стороны уплотненных торцов камеры, нагрев рабочей поверхности валка с помощью горелочных устройств в заданном режиме в камере после соединения ее разъемных частей с последующим спрейерным охлаждением и отпуском валка, причем разъемные части нагревательной камеры разъединяют и соединяют в горизонтальном направлении поперечно относительно оси валка автоматически.
| Агрегат для термической обработки | 1981 |
|
SU1157096A1 |
| Агрегат для термической обработки | 1989 |
|
SU1740457A1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ, ВОДОСБОРНИК И СПРЕЙЕР ДЛЯ ЭТОГО АГРЕГАТА | 1998 |
|
RU2143009C1 |
| УСТРОЙСТВО для ЗАКАЛКИ ВАЛКОВ; ВСЕСОЮЗНАЯ; •.''^^••-•''-ТЕХИН^'ГОШ': • •','i i'^; 1 yt'f.' ;\j• ^ ' ' ^ ^^ I ^ \ t.t-\ I | 0 |
|
SU309050A1 |
| US 0005833455 A1, 10.11.1998 | |||
| JP 0055028358 A, 28.02.1980. | |||

