1
Ичобретемие относится к металлур гичрско11 теплотехнике и может быть использонлно при термообработке сварных umoB в печах заводов металлургии и машиностроения.
Цель изобретения - повышение равномерности нагрева сварных швов изделия.
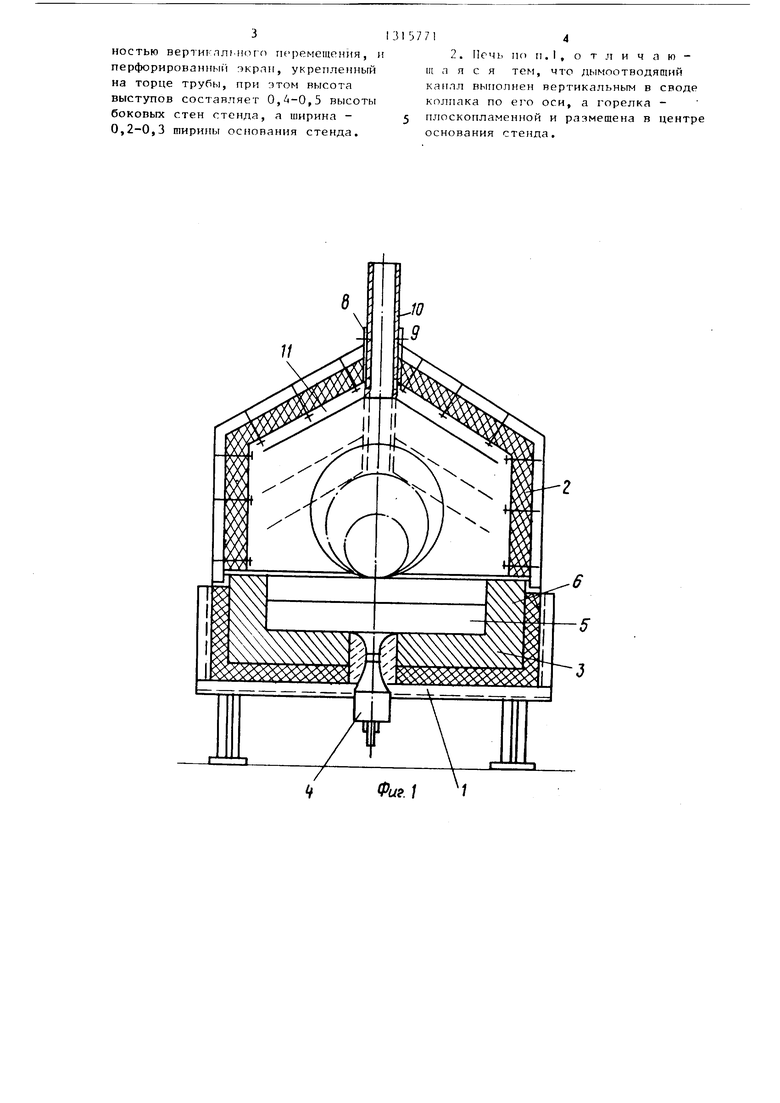
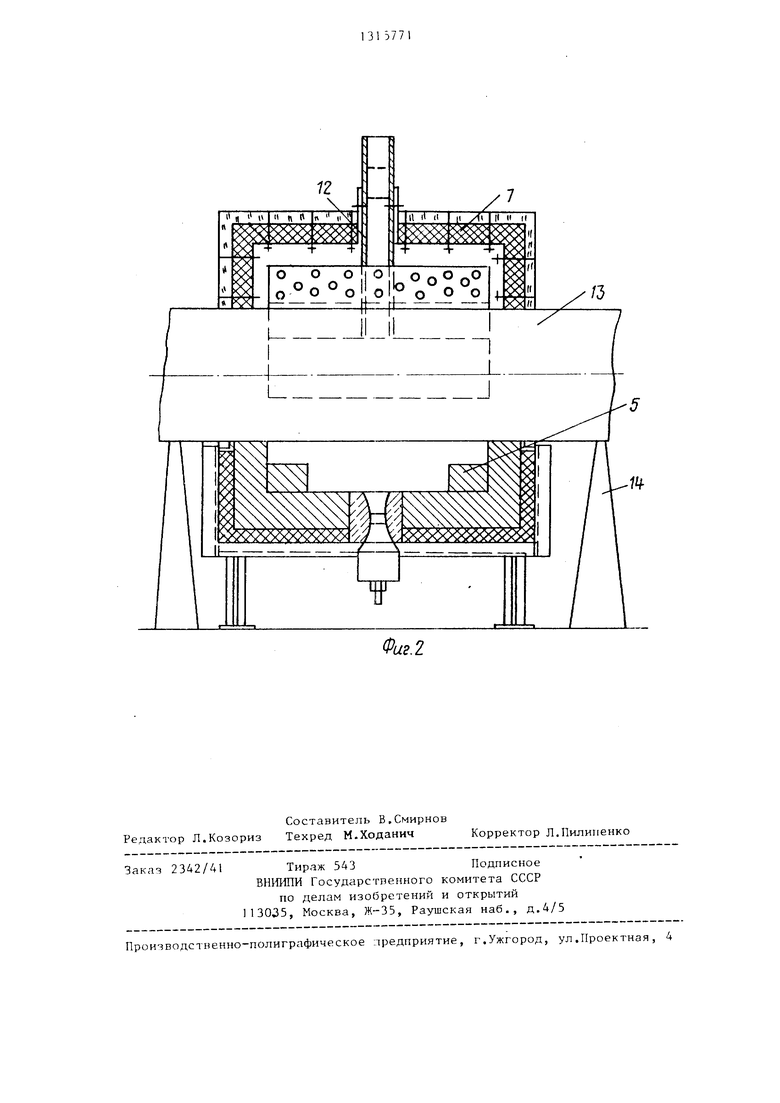
На фиг.1 изображена предлагаемая колпаковая печь, продольный разрез; на фиг.2 - то же, поперечный разрез.
Колпаковая печь состоит из стенда 1 и колпака 2. В центре пода (основания) стенда 3 установлена плоскопламенная горелка 4. За счет создания плоскопламенной горелкой сильно закрученной струи продуктов сгорания достигается равномерный обогрев пода, а также быстрый разогрев выступов 5, которые играют рол дополнительных излучателей. Выступы примыкают к боковым стенам 6 стенда и составляют 0,4-0,5 их высоты. Это связано с необходимостью создания вблизи бокорых стен печи плотности теплового потока в 3-4 раза вьпие, чем в ее центральной зоне, для уменьшения потерь теплоты теплопроводностью в необогреваемые участки изделий. Ширина выступов составляет 0,2-0,3 ширины цода, так как ширина обрабатываемой зоны металла равна 0,6- 0,4 ширины пода.
Колпак футерован облегченными плитами 7 из волокнистого материала В центре колпака выполнен дымовой канал 8, соосно с которым посредством фиксаторов 9 крепится штанга 10 в виде полой трубы с приваренным к ее печному торцу экраном 11. Для повьш1ения равномерности нагрева верх изделий экран выполнен перфорированным. Для отвода дымовых газов из печи в стенке трубы предусмотрены щели 12. Таким образом устраняется подстуживающее влияние дымового канала, что также способствует повышению равномерности нагрева. I
При высоте выступов меньше 0,4 высоты боковых стен тепловая эффективность барьеров недостаточна дпя снижения продольных переп адов температуры, а при высоте выступов больше 0,5 высоты боковых стен наблюдается обратное явление, т.е. появляются продольные градиенты темпера13137712
туры с обратным знаком. Это означает, что именно в указанном диапазо
5
0
5
0
не высот плотность теплового потока вблизи боковых стен печи в 3-4 раза выше, чем в ее центральной зоне.
Выбор ширины выступов S определяется следующим.
Ширина обрабатываемой зоны металла, включающая сварной шов и зону термического влияния сварки, представляет собой величину порядка 0,32-0,6 м. Ширина печи Р выбирает-, ся в пределах I 0,8-1,0 м соответственно. Тогда тепловые барьеры могут быть созданы на участках шириной ( - S)/2. Для 0,8 м это составит 0,24 м или 0,3 Е , а для I,0-0,2 м или 0,2 Р .
Печь работает следующим образом. Предварительно при снятом колпаке 2 производят регулировку положения экрана 11 в зависимости от габаритов нагреваемого изделия 13, которое с помощью крана укладывают на опоры 14, устанавливают колпак 2 с экраном 11, при этом зазоры в местах выхода изделия из печи уплотняют теплоизоляционным материалом. Производят розжиг горелки 4 и осуществляют местный нагрев согласно заданному режиму термообработки сварного соединения.
Применение предлагаемой печи при послесварочной термообработке взамен известных колпаковых печей с горелками, установленными на стенде, позволит повысить производительность и экономичность технологического процесса путем сокращения длительности выравнивания температур в обрабатываемой зоне металла перед вьщерж- кой.
Формула изобретения
1. Колпаковая печь для местного нагрева изделий, преимущественно при термообработке сварных швов, содержащая стенд, состоящий из основания и боковых стен, колпак с дымоотводя- щим каналом и горелку, установленную в основании стенда, отличающаяся тем, что, с целью повыше- . , ния равномерности нагрева сварных щвов изделия она имеет выступы, выполненные на основании стенда вдоль его боковых стен, трубу, расположенную в дымоотводящем канале с возмож5
0
5
0
3
ностью вертиклльного перемещения, перфорированныГ экрпи, укрепленный на торце трубы, при этом высота выступов составляет 0,4-0,5 высоты боковых стен стенда, а ширина - 0,2-0,3 ширины основания стенда.
2. Печь по п.1,отличаю- |ц а я с я тем, что дымоотводяший картлл выполнен вертикальным в своде колпака по его оси, а горелка - нлоскопламенной и размещена в центре основания стенда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проходная печь для безокислительного нагрева металла | 1979 |
|
SU855360A1 |
| Печь для нагрева и термообработки материалов | 1985 |
|
SU1366834A1 |
| Камерная печь | 1984 |
|
SU1211565A1 |
| Колпаковая печь | 1981 |
|
SU1028729A1 |
| КОЛПАКОВАЯ ПЕЧЬ ДЛЯ ОТЖИГА МЕТАЛЛА В РУЛОНАХ | 1992 |
|
RU2040751C1 |
| Печь с внутренней рекуперацией тепла | 1982 |
|
SU1065669A1 |
| Проходная печь для нагрева | 1978 |
|
SU877288A1 |
| Колпаковая печь | 1983 |
|
SU1131912A1 |
| Рециркуляционная пламенная печь | 1986 |
|
SU1555608A1 |
| СПОСОБ ПЛАВЛЕНИЯ ГОРНЫХ ПОРОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2276112C2 |
Изобретение относится к металлургической теплотехнике и может быть использовано при термообработке сварных швов в печах заводов металлургии и машиностроения. Цель изобретения - повьш ение равномерности нагрева сварных швов изделия. Повышение равномерности обеспечивает улучшение качества термообработки изделий и увеличение производительности печи. Колпаковая печь содержит стенд, состоящий из основания (пода) и боковых стен, колпак, плос- копламеннуто горелку в центре стенда, дымоотводящий канал в своде колпака. В дымоотводяшем канале размешена труба с закрепленным на ней перфорированным экраном. На основании стенда установлены выступы, размещенные вдоль боковых стен, с высотой 0,4- 0,5 высоты боковых стен стенда и шириной 0,2-0,3 ширины основания стенда. Проведение термообработки сварных швов крупногабаритных изделий в данной конструкции колпаковой печи позволяет получить повьш1ение производительности и экономичности технологического процесса за счет сокращения длительности выравнивания температур в обрабатываемой зоне металла. 1 з.п. ф-лы, 2 ил. сл
Составитель В.Смирнов Редактор Л.Козориз Техред М.Ходанич Корректор Л.Пилипенко
2342/41
Тираж 543Подписное
ВШ-МПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,
fe.2
| Колпаковая печь для термообработки металла | 1977 |
|
SU750239A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Справочник конструктора печей прокатного производства./ Под ред | |||
| В.М.Тымчака, т | |||
| II .М,; Металлургия, 1970, с.933, рис.ХХХШ-14. | |||
