Изобретение относится к контролно-измерительной технике в мгцоиностроении, в частности, для подсчегга готовых деталей после холодной штамповки или для контроля наличия движения дроби в гидродробеструй ых установках.
Известно устройство, для подсчета штампованных деталей из ферромагнитных материалов, содержащее датчик с индукционной катушкой, включенной в плечо моста ij,
Недостатками устройства являютс кбнтроль абсолютной величины количества металла и невозможность работы в составе пресса из-за мётал.лической конструкции пресса и движения массивного ползуна, что ограничивает область применения.
Наиболее близким к изобретению по технической сущности является устройство для измерения скорости линейно перемещающихся объектов, содержахцее датчики начала и конца отсчета промежутка времени прохождения объектом базового расстояния где датчиками служат индукционнь1е катушки, подмагничиваемые,постоянными магнитами, а для усиления наводимых напряжений служат усилите, л и С 21.
Недостатки устройства для подсчета деталей, летящих после сдува со штампов по произвольной траетории - наличие постоянного магниjra, определяющего размеры и радиус действия его датчиков, возможность усиления усилителем посторонних сигналов: наводок промышленной частоты, колебания магнитного поля датчика при вибрации оборудования, что ограничивает точность уст ройства и снижает достоверность контроля,
. Цель изобретения - повышение точности устройства.
Поставленная цель достигается тем, что в устройство для подсчета движущихся намагничивающихся деталей, содержащее индукционный датчик и усилитель, введены генератор постоянного тока, дифференцирующий элемент и формирователь импульсов, в обратной связи усилителя включен корректирующий элемен выход индукционного датчика через дифференцирующий элемент соединен со входом усилителя, выход которого подключен ко входу формирователя импульсо, выход генератора постоянного тока соединен со входом дифференцирующего элемента.
На чертеже представлена схема устройства.
Устройство содержит индукционный датчик 1, генератор 2 постоянного тока, дифференцирующий элемен 3, усилитель 4, корректирующий
элемент 5 обратной связи усилите- ля 4, формирователь 6 импульсов. Устройство работает следующим образом.
Через индукционный датчик 1, имеющий, например, форму прямоугольной рамки, протекает ток генератора 2 постоянного тока, который индуцирует в контуре магнитное поле. Если через рамку датчика пролед тает деталь из железа, снятая со штампа сдувом, то происходит ее перемагничивание и в датчике наво.дится электродвижущая сила (3J,C). Высокое выходное сопротивление генератора 2 постоянного тока не нагружает ЭДС и оно усиливается усилителем 4, на вход которого благодаря дифференцирующему элементу 3 приходит только ЭДС, но ток генератора 2 постоянного тока
0 не поступает.
На контур индукционного датчика 1 наводятся так же поля токов промышленной частоты. Около датчика движется, но более медленно, чем
5 деталь, ползун пресса, которий так же наводит ЭДС на контур. Чтобы вгаделить полезный сигнал, в отрицательную связь усилителя 4 включен корректирующий элемент 5 в обратной связи усилителя, настроенный на спектр частот, период которых приблизительно равен времени пролета детали через рамку датчика.
с Усиленная ЭДС в виде кратковре меннЬго импульса поступает на фортяирователь 6 импульсов, формиру- ющий импульс прямоугольной формы длительностью наибольшего времени пролета детали через рамку индукционного датчика 1. Индукционная ; Кс1тушка датчика может быть помещена на форсунку дробеструйной установки. В этом случае устройство контролирует наличие движения дроби
5 в форсунке.
Если через форсунку идет поток масла без дроби, то ЭДС в датчике не возникает, если форсунка за билась дробью и дробь не движетQ ся, то магнитное поле,.наводимое . датчиком будет неизменным и ЭДС так же не Вудет возникать, В этом случае на датчик не наводятся сигналы с промышленной частотой, так как камера дробеструйной установки хорошо изолирует датчики.
Но всплески магнитного поля изза, столкновения двух шариков в камере около датчика или при ударе шарика о кожух датчика вызывают
0 ЭДС высокой частоты колебания. Чтобы избавиться от этого сигнала, в отрицательную обратную связь усилителя 4 включен корректирующий элемент 5, в обратной связи усилителя ослабляющий сигналы высокой
частоты. Выходной сигнал с усилителя 4 поступает на вход формирователя б импульса. Йепрерьшный поток дроби в форсуйке вызывает на выходе усилителя непрерьшное чередование импульсов - пачку импульсов .
Формирователь 6 импульсов должен формировать импульс длительностью несколько большей, чем продолжительность пачки импульсов на постоянную величину, опредёляему19 фоЕянироватёлем 6 импульсов.
Использование генератора постоянного тока с малой пульсацией стабилизированного тока, для создания магнитного поля вокруг датчика, обеспечивает его большую ч чувствительность к полезному сигналу и позволяет использовать рабочим элементом датчика неприхотливую в производственных условиях индукционную катушку любой формы.
Для контроля готовых деталей, сдуваеАОгПС со штампа и летящих по 5 произвольной траектории, требуется датчик в виде прямоугольной рамки. Контрольвыхода готовой детали Исключает аварийные ситуации, связанные с застреванием детали в 0 штампе, защищает оборудование и делает счёт,готовых изделий объективным.
Контроль за наличием потока дроби с помощью предлагаемого устройства в дробеструйных установках с несколькими форсунками приводит к исключению брака, связанIного с дробеструйной обработкой -Яе по всей поверхности заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для идентификации стали | 1989 |
|
SU1716390A1 |
| Устройство для счета металлических предметов | 1983 |
|
SU1130886A1 |
| Устройство для обнаружения металлических частиц в потоке сырья | 1981 |
|
SU949599A1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ОБЪЕКТОВ | 2006 |
|
RU2313109C1 |
| СПОСОБ ФОРМИРОВАНИЯ СИГНАЛА ЭЛЕКТРОМЕХАНИЧЕСКОГО ПРЕОБРАЗОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2226749C2 |
| Система для контроля жесткости упругих элементов | 1981 |
|
SU983479A1 |
| Устройство для измерения ширины трещины в стальной ленте | 1980 |
|
SU1002947A2 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 1995 |
|
RU2096787C1 |
| Тахометрический измеритель скорости движения воздуха | 1984 |
|
SU1210061A1 |
| Индукционный измеритель положения вращающегося вала | 2019 |
|
RU2704672C1 |
УСТРОЙСТВО ДЛЯ ПОДСЧЕТА И ДВИЖУЩИХСЯ НАМАГНИЧИВАЮЩИХСЯ ДЕТА- . ЛЕЙ, содержащее индукционный датчик и усилитель, ли ч а щ ё ее я, тем, 4TOj с целью повышения точности устройства, в него вве4 дены гейератор постоянного тока, : дифференцируюцйй и формирователь импульсов, в обратной свя-г зи усилителя включен корректирующий элемент, выход индукционного датчика через дифференцир таций элемент соединен со входом усилителя, выход которого подключен ко входу фсч мирователя импульсов, .выход генератора постоянного сое динен со входом дифференцирующего элемента. . . . : f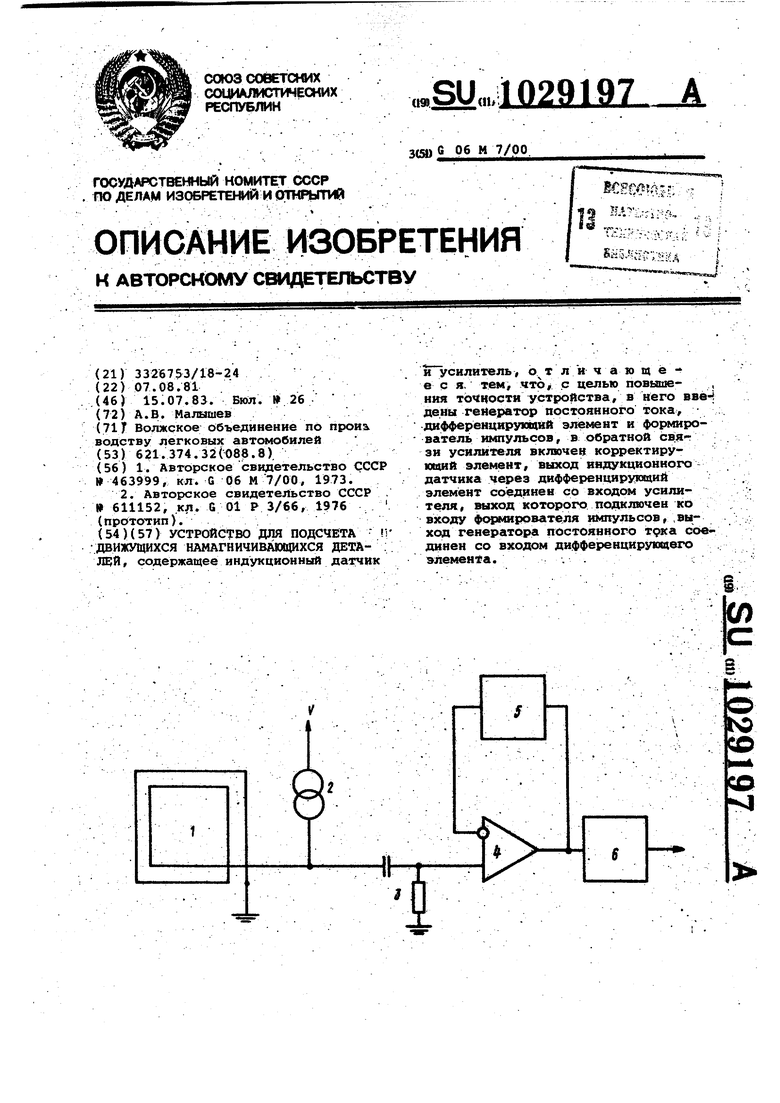
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подсчета штампованных деталей | 1973 |
|
SU463999A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР | |||
| Устройство для измерения скорости линейно-перемещающихся объектов | 1976 |
|
SU611152A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
