о э
X)
ю
OQ Изобретение относится к технике проведения электромонтажных работ, а именно к устройствам для обвязки нитью жгутов проводов. Известно устройство обвязочной головки, которая используется оператором для проведения процесса обвязки жгута проводов, разложенного на монтажном шаблоне, содержащее че нок с нитеводителем, вязальную иглу механизм возвратно-поступательного перемещения последней вдоль своей ос и возвратно-вращательного перемещения нитеводителя относительно оси канала для пропускания жгута, приспособление для возвратно-качательн го отклонения иглы при ее перемеше. НИИ ввиде У-образных направляющих. При работе с использованием известн обвязочной головки процесс обвязки жгутов проводов нитью осуществляетс автоматически, а перенос ее на шаг вязки, ориентировании относительно трассы жгута, зажим и обрезка обвяз ной нити производится оператором 1. Однако это устройство не позволя ет осуществить полную автоматизацию процесса обвязки нитью сложных жгутов с использованием п ремещающегося над жгутом двухкоординатного позиционера. Целью изобретения является автоматизация процесса обвязки нитью сложных жгутов проводов, разложенных на монтажном шаблоне, с использованием позиционера. Поставленная цель достигается тем, что устройство для обвязки нитью жгутов проводов, содержащее установленные в корпусе челнок с ни теводителем, кинематически связанны с приводным механизмом возвратнопоступательного перемещения, и вязальную иглу с механизмом возвратно качательного перемещения, снабжено опорной плитой, кронштейном с обоймой, механизмом возвратно-поступательного и поворотного перемещения .корпуса, механизмами захвата жгута, зажима и обрезки нити причем механизм возвратно-поступательного и поворотного перемещения корпуса выполнен в виде пневмоцилйндра, установленного на опорной плите и кинематически связанного с кронштейном, в обойме которого на опорах качения размещен корпус, кинематически связанный с приводом поворота, механиз захвата жгута выполнен в виде шарни но-рычажного механизма, кинематичес связанного с установленным на корпу се пневмоцилиндром, а механизм зажи ма и обрезки нити выполнен в виде закрепленные на корпусе в зоне обвязки стойки с поворотным рычагом и термоножа с электромагнитным приводом. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - принципиальная схема управления устройством; на фиг. 5 - механизм зажима нити; на фиг. 6 то же, вид сверху; на фиг. 7 - термонож; на фиг. 8 - то же, вид сверху; на фиг. 9 - разрез В-В на фиг. 3. Устройство содержит корпус 1 в виде скрепленных щек, пневмоцилиндр двойного действия 2 для осуществления возвратно-поступательного перемещения корпуса 1 и привод поворота его, выполненный в виде электродвигателя 3, установленного в обойме кронштейна 4, кинематически связанного через пневмоцилиндр 2 с опорной плитой 5. В обойме кронштейна 4 на опорах качения 6 установлена каретка 7, соединенная с корпусом 1. В зоне обвязки на корпусе 1 установлены зубчатый сектор 8 с нитеводителем 9, зубчатое колесо 10 кинематически связанное с пневмоцилиндром двойного действия 11 со штоком 12, соединенным с вязальной иглой 13, механизм зажима конца нити 14 с рычагом 15 и термонож 16 с электромагнитными приводами 17. в корпусе 1 расположен механизм захвата жгута, выполненный в виде кинематически связанного с пневмоцилиндром двойного действия 18 шарнирно-рычажного механизма 19, рычаги которого выполнены в виде скоб 20 и 21, а на кронштейне 4 установлена отдающая катушка с обвязочной нитью 22. Опорной плитой 5.устройство закрепляется на траверсе двухкоординатного позиционера ( не показан |. Принципиальная схема программного управления процессом автоматич.еской обвязки жгутов состоит из микропроцессора 23, блока приемно-инициативных сигналов 24, блока управления приводами перемещения двух координатного позиционера 25 , блока управления элементами дискретной автоматики 26, пульта управления 27 и блока исполни тельных элементов самого устройства 28.. Автоматически действующий механизм зажима конца нити 14 с поворотным рычагом 15 включает также стойку 29, зажимной рычаг 30; шар--, нирно установленный на оси . 31, а механизм обрезки нити с термоножом 16 включает шарнирно установленный на корпусе 1 рычаг 32, который кинематически связан с тягой электромагнитного привода 17, с элемента- . ми токоподвода 33 и нихромовой нитью 34. Стрелкой Г на фиг. 2 показано направление перемещения устройства при обвязке вдоль жгута проводов 35. Устройство работает следующим образом. При ПОМОЩИ схеищ программного управления устройство при помощи двухкоординатного позиционера выводится на начало вязки ствола жгута проводов 35, включением электродвигателя 5 корпус 1 занимает ориен тированное положение относительно ствола жгута проводов 35 и включением пневмоцилиндра 4 производят оп кание устройства. Срабатывает пневм цилиндр 18 и скобы 20 производят захват жгута проводов и размещают его в вырезе корпуса 1, после чего пневмоцилиндр 11 перемещает зубчатый сектор 8 с нитеводителем 9 в крайнее положение до контакта его с подвижным с зажимным рачагом 30, электромагнит 17 через рычаг 15 осуществляет фиксацию нити к стойке 29. В процессе обвязки устройство работает следующим образом. Шток 12 пневмоцилиндра 11 с закрепленной вязальной иглой 13 совер шает возвратно-поступательное перемещение и посредством V-образных направляющих - возвратно-качательное отклонение. В крайних положениях вязальная игла 13 пересекает ось перемещения нитеводителя 9, закрепленного на зубчатом секторе 8 и захватывает нить, протаскивая ее в петлю, сходящую с иглы 13 при воз вратно-поступательном перемещении штока 12. Совершив 4-6 ходов штоком 12пневмоцилиндра 11 с вязальной иглой 13, необходимых для закрепления конца нити, последнюю освобождают снятием напряжения с обмотки электромагнита 17, производящей поворот рычага 30., Далее устройство посредством двухкоординатного позиционера перемещается по трассе жгута проводов 35 на заданный программой шаг обвязки. После окончания обвязки устройство остан,авливают, конечный узел нити получают остановом штока 12, пневмоцилиндра 11 с вязальной иглой 13в крайнем положении, разрезкой петли нити, находящейся на вязальной игле 13 термоножом 16, и протаскиванием конца нити разрезанной петли в очередную петлю, захваченнук вязальной иглой 13 при движении последней со штоком 12 пневмоцилиндра 11 в крайнее положение. При включении пневмоцилиндра 18 штоком 19, разводят скобы 20 и производят подъем устройства посредством включения пневмоцилиндра 4. Снабжение устройства для обвязки нитью жгутов проводов автоматически действующими механизмами возвратно-поступательного и поворотного перемещения корпуса, захвата жгута зажима и обрезки нити позволяет автоматизировать процесс обвязки при производстве сложных жгутов проводов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки нитью жгутов проводов | 1985 |
|
SU1339661A1 |
| Устройство для обвязки гибкой нитью жгутов | 1970 |
|
SU388066A1 |
| Устройство для обвязки жгутов проводов | 1980 |
|
SU1001191A1 |
| Устройство для обвязки жгутов проводов | 1990 |
|
SU1811045A1 |
| Устройство для бандажирования нитью концов проводов | 1982 |
|
SU1064321A1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ УСИЛИВАЮЩЕГО СЛОЯ КАРКАСА ПОКРЫШЕК | 1983 |
|
SU1420797A1 |
| Устройство для прокладывания горизонтальных уточных нитей к основовязальной машине | 1972 |
|
SU494881A3 |
| Устройство для обвязки жгута проводов нитью,проложенной на монтажном шаблоне с охватом шпилек | 1985 |
|
SU1354450A1 |
| Устройство для обвязки жгутов проводов нитью | 1983 |
|
SU1171855A1 |

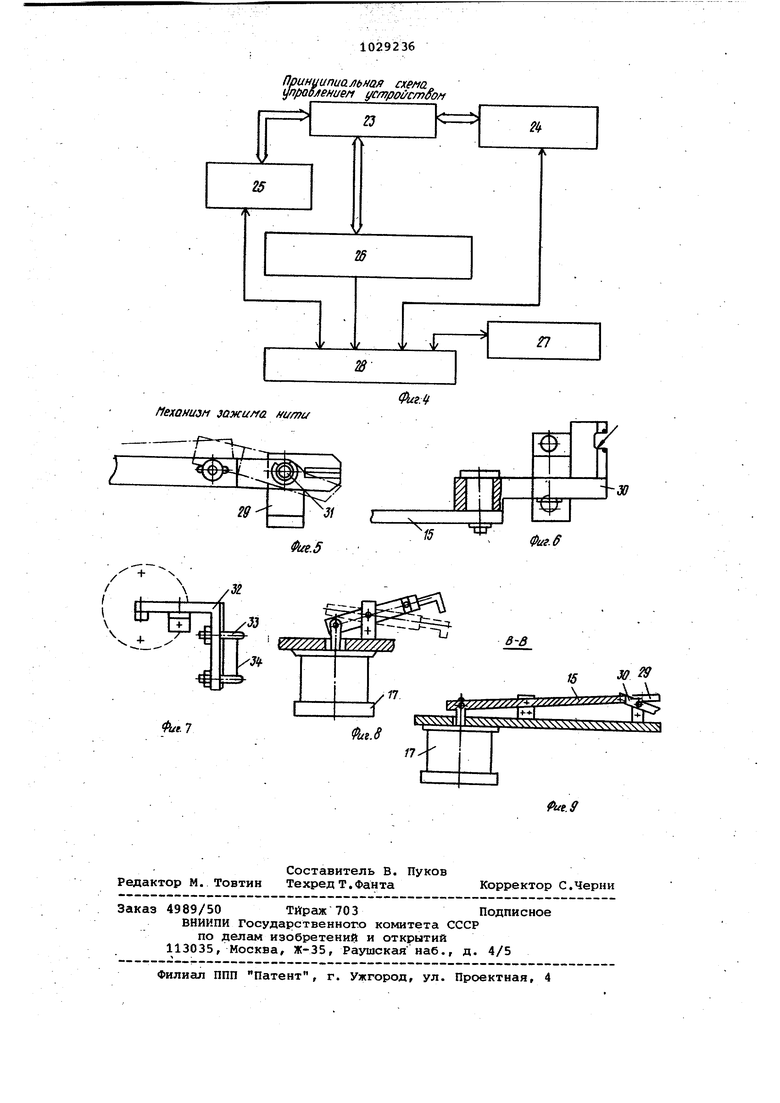
УСТРОЙСТЮ ДЛЯ ОБВЯЗКИ НИТЬЮ ЖГУТОВ ПРОВОДОВ, содержащее установленные в корпусе челнок с нитеводителем, кинематически связанным с приводным механизмом возвратнопоступательного перемещения и вят зальную иглу с механизмом возвратно-качательного перемещения, отличающееся тем, что, :с целью автоматизации процесса обвязки нитью сложных жгутов проводов, разложенных на монтажном шаблоне. ;оно снабжено опорной плитой, кронштейном с обоймой, механизмом возврат но-поступательного и поворьтного перемещения корпуса, механизмами захвата жгута, зажима и обрезки нити, причем механизм возвратно-поступательного и поворотного перемещения корпуса выполнен в виде пневмоцилиндра, установленного на опорной плите и кинематически связаннбго с кронштейном, в обойме которого на опорах качения размещен корпус, кинематически связанный с приводом поворота, механизм захвата жгута выполнен в виде шарнирнЬ-рычажногб механизма, кинематически связанного с установленным на корпусе,,пневмоцнлиндром, а механизм зажима и об(Л резки нити выполнен в виде закрепленных на корпусе в зоне обвязки стойки с поворотным рычагом и термоножа с электромагнитным приводом.
устройства при вязне Bu8/(
Принципиальная (nf}Qoлe швfiycлf}poifcmooff
2lt
flexoHusM sQMUffa нити
27
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обвязки гибкой нитью жгутов | 1970 |
|
SU388066A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
